
Abstract
To improve the metallurgical properties of titanium-bearing blast furnace slag, the orthogonal test was carried out and analysed by the multi-index synthetic weighted scoring method. The optimal slag compositions of titanium-bearing BF slag were CaO/SiO2 1.25, MgO 12.00 wt-%, Al2O3 11.00 wt-% and TiO2 10.00 wt-%. In addition, the CaO/SiO2 and MgO content had important effects on the break-point temperature, viscosity and activation energy of viscous flow. With an increasing CaO/SiO2 from 1.10 to 1.30, the break-point temperature increased, the slag viscosity and the activation energy of viscous flow decreased. As the MgO content grew from 6.00 to 12.00 wt-%, the viscosity decreased, while the break-point temperature and the activation energy of viscous flow first reduced and then increased. Besides, the deeply relevant mechanism was researched by Factsage 7.0, Fourier transform infrared spectroscopy and X-ray diffraction.
Introduction
Vanadium-titanium magnetite (abbr. V–Ti magnetite) is a kind of multi-elements-coexistent mineral and has a very high comprehensive utilisation value. In China, V–Ti magnetite has abundant reserves in Panzhihua district and Chengde district [1–6]. Currently, blast furnace (BF) process is the predominant route to extract metal, such as Fe, V from V–Ti magnetite, while Ti is existed in the BF slag as an oxide [7,8]. BF slag is the main byproduct in iron-making process. The practical experience suggests that the proper metallurgical properties of BF slag benefit the slag/metal separation, improve desulphurisation capacity of slag and reduce the lining erosion. It facilitates the stability and productivity in BF operation [9,10]. The metallurgical properties of slag such as flowability and thermostability depend on the chemical composition and temperature [11,12]. Therefore, it is feasible to improve the metallurgical properties by optimising the slag composition for maximising the productivity and maintaining the iron-making operation.
Recently, the viscous behaviours of different BF slags have been widely studied by domestic and foreign scholars. Qiu et al. [12] investigated the high-alumina BF slag and obtained the optimal MgO/Al2O3 ratio (0.3–0.4) to save production costs, based on the multi-objective particle swarm optimisation algorithm. Liao et al. [7] investigated the effects of TiO2 and CaO/SiO2 on viscous behaviours of CaO–SiO2–7.0 wt-%MgO–TiO2–12.0 wt-% Al2O3 slags, and noted that the increasing TiO2 contents (15.0–30.0 wt-%) and CaO/SiO2 (0.5–0.9) all decreased the viscosity and activation energy. Sohn and Min elucidated the effects of various components such as Al2O3, MgO, alkali oxides and TiO2 on the viscosity of the multi-component calcium–silicate-based slag system [13]. However, few researches perform an optimal slag composition by using the multi-index synthetic weighted scoring method.
The multi-index synthetic weighted scoring method is one of scientific evaluation method used to optimise parameters for multi-index system [14]. It contains three parts: (1) the weight of each index is determined by its significance for the whole test; (2) the multi-index results are converted to a final single result that is synthetic scoring value; (3) the synthetic scoring value is analysed by the normal single-index analysis method. Here, the synthetic weight of each index is a key point. To ensure a true and effective result, both the subjective cognition (experience) on the index significance by tester and the objective information from test results are considered in this method. Finally, the optimisation model of synthetic scoring value is established based on the optimisation theory, and its exact solution is given. So the analysis is reasonable and credible, and it has been widely applied in lots of fields such as agriculture, pharmacy and manufacturing industry [15–17].
In the present study, the base titanium-bearing BF slag was taken from the Chengde Steel in China. For further improving the viscous behaviours of BF slag, the orthogonal optimisation test was carried out and analysed by multi-index synthetic weighted scoring method. The optimal slag composition was obtained. In addition, the effects of CaO/SiO2 and MgO content on the viscous behaviours of BF slag were further investigated.
Experiment methods
Materials
Chemical composition of base BF slag.
Apparatus and procedure
In the present study, the continuous viscosity of CaO–SiO2–Al2O3–MgO–TiO2 BF slag was measured through the rotating spindle method by RTW-10 melt physical property comprehensive testing instrument with a digital viscometer developed by Northeastern University. The schematic diagram of the experiment device for viscosity measurements is shown in Figure 1, the device consists of a heating system, rotating system, a measuring system, a controlling system and a gas system. The heating system, rotating system and a measuring system are controlled by the controlling system which concludes a computer and controller. The gas cylinder, which is controlled by a flow meter, provides Ar to protect the sample, spindle and apparatus. Schematic diagram of experimental apparatus (a) and dimensions of crucible and spindle (b).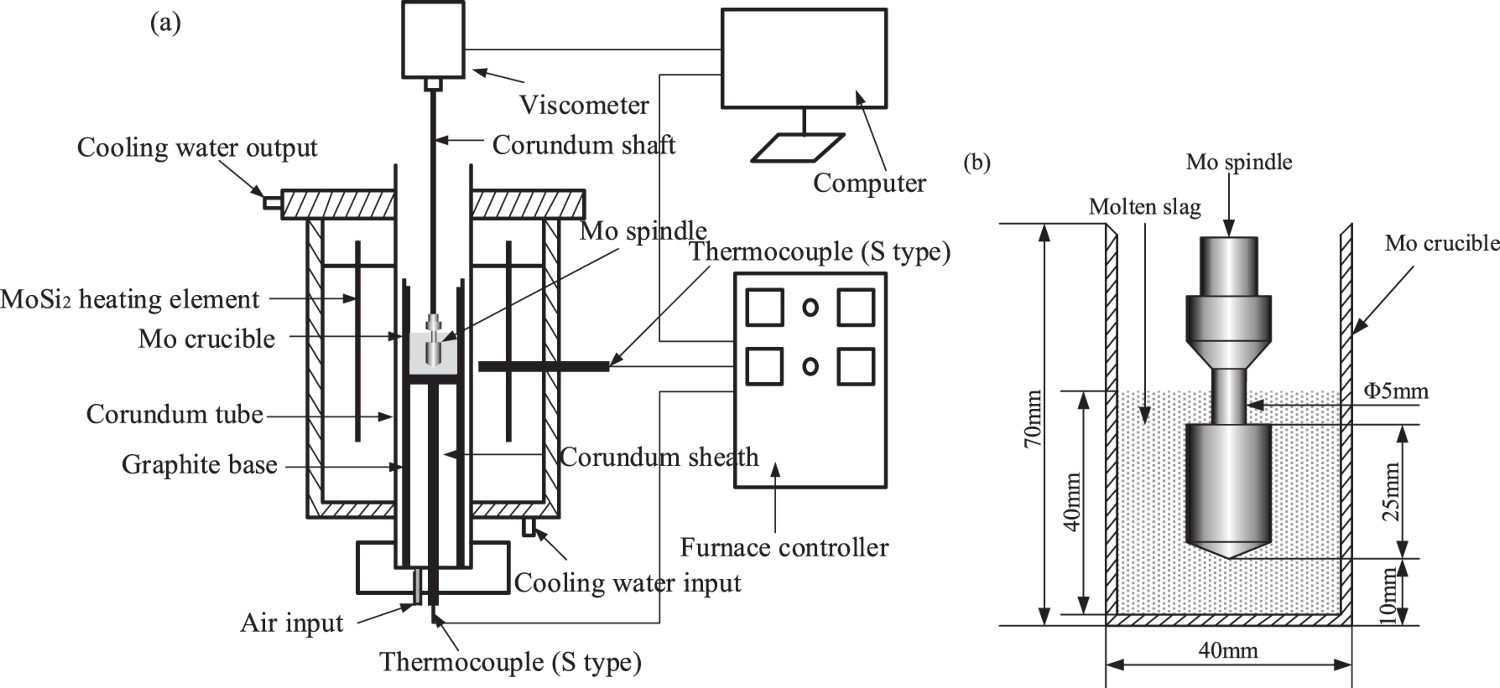
First, 140 g sample was put into a molybdenum crucible. Then, the crucible was placed in the induction furnace and heated to 1500°C. After the slag sample was completely melted, its amount was about 40 mm in depth. The molten slag was maintained for 30 min to homogenise the chemical compositions and stabilise the temperature. Thereafter, the molybdenum rotating spindle was slowly immersed in the molten slag and kept at a distance of 10 mm above the crucible bottom to measure the viscosity at a speed of 200 rpm. The measurement results were recorded by the controlling system. When the viscosity reached about 3.5 Pa s, the viscosity measurement process was finished. Then, the slag sample was reheated to 1500°C and the molybdenum spindle was carefully taken out the molten slag. Meanwhile, the molten slag was taken out from the induction furnace and quenched under the Ar atmosphere. The viscosity measurements were performed during the cooling cycle and protected under an Ar atmosphere at 1.5 L min−1.
Orthogonal optimisation of titanium-bearing BF slag
Orthogonal test scheme
The slag composition for an orthogonal optimiSation test.
Orthogonal range analysis of single index
Through the viscosity measurements in this work, the viscosity–temperature curves (η–t curves) of different slags are shown in Figure 2.
η–t curves of orthogonal test.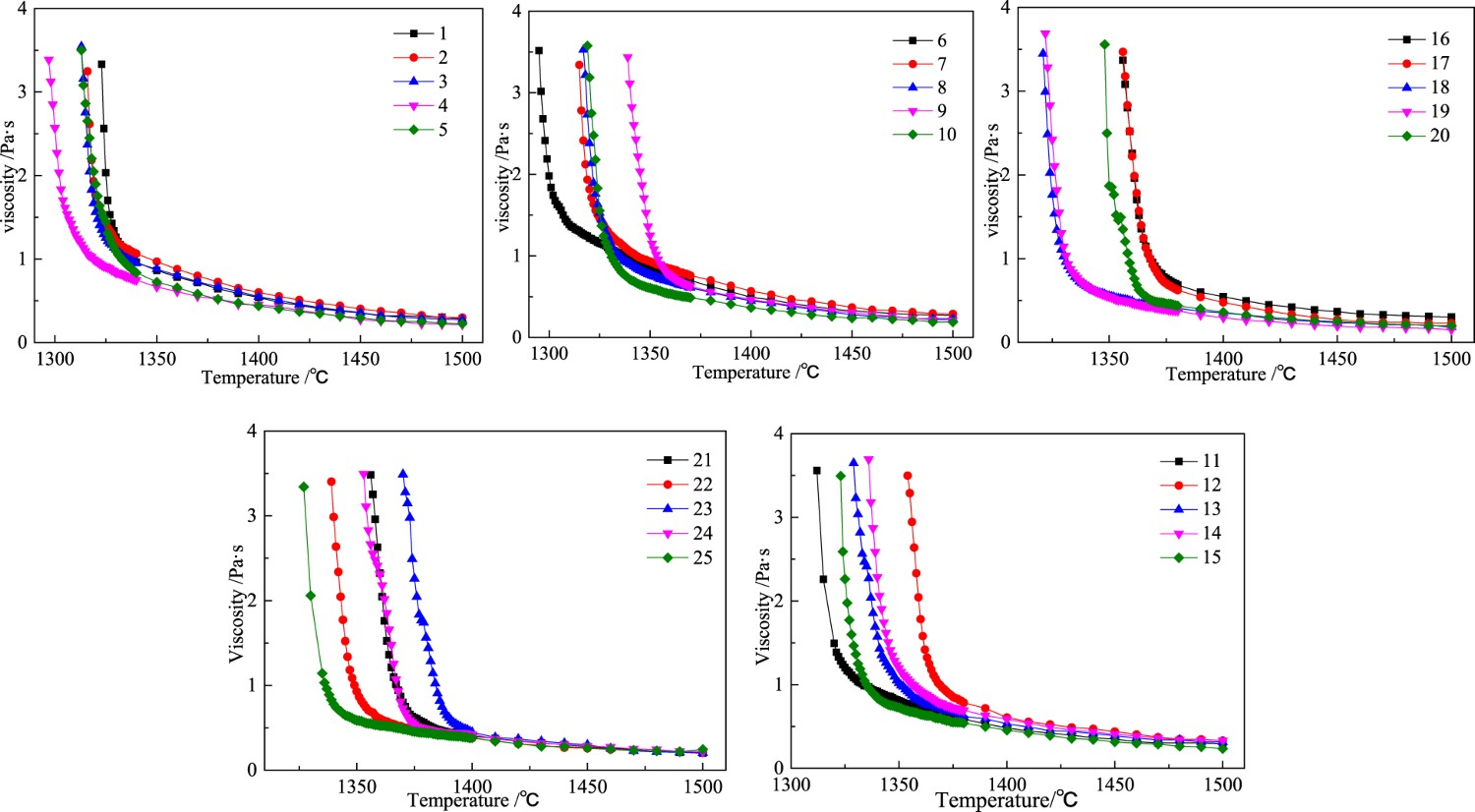
Each η–t curve has an obvious turning point, which is usually corresponded to the tangency point of 45° line and η–t curve [18]. The turning point temperature was defined as the break-point temperature T Br. At T Br, a substantial variation in viscosity exists during the continuous cooling process of slag. In one sense, T Br is the boundary between better flowability and worse flowability of slag, as a critical indicator of viscous behaviours.
The viscosity reflects the flowability of BF slag and higher viscosity can result in slower metal/slag separation and lower BF productivity. So it is expected to reasonably decrease. Specifically, the viscosity at T Br (η TBr) and the viscosity at 1500°C (η 1500°C) are as two indexes in the orthogonal optimizations of viscous behaviours of slag.
The activation energy of viscosity flow (Eη ) represents the frictional resistance for viscous flow, and variations in Eη can suggest a change in the structure of the molten slag or more directly a change in the cohesive flow units comprising the slag structure. Eη also can represents the temperature dependence of viscosity and reflect the thermostability of slags. Lower Eη indicates a better flowability and thermostability of slag and benefits the BF smooth operation [19]. The detailed calculation process of Eη was discussed in the following sections.
The values of indexes for the orthogonal test.
Range difference analysis of orthogonal test.
Multi-index synthetic weighted scoring method
To determine the final optimal slag composition, the multi-index synthetic weighted scoring method is carried out in the orthogonal test analyses [8,15]. Considering the importance of subjective cognizance and making the most use of objective test results, the synthetic weight value of indexes should accomplish the unification of the subject and object, then the scoring is scientific. The detailed processes are in the following section.
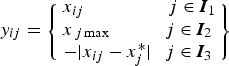
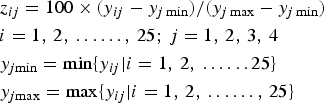
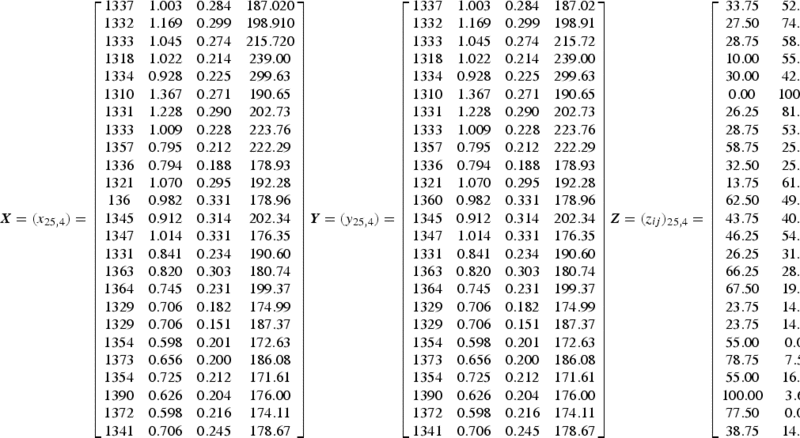
Determination of standardise evaluation matrix
The orthogonal test scheme including 25 groups experiments is marked as 





Synthetic weight determination of each index
First, based on the previous experience, the expert investigating method is used to obtain the subjective weight for each index [15,20]. The subjective weight of evaluation indexes is assigned α
1 = 0.25, α
2 = 0.25, α
3 = 0.25, α
4 = 0.25, respectively. Therefore, the matrix of the subjective weight is 

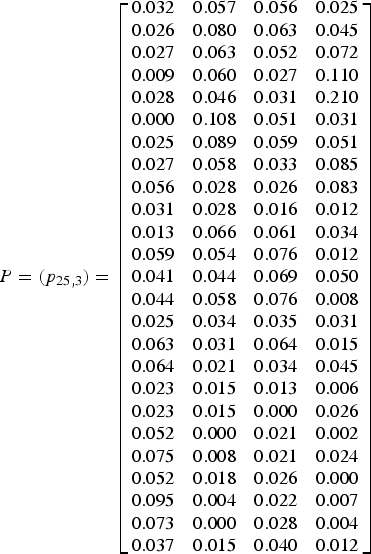
The objective weight is written as 

Combining the formulas below, the objective weight of each index could be calculated.
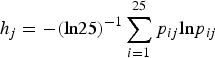

Notes, 




Calculation of synthetic weighted score
The final synthetic weights of indexes are substituted into Equation (8). The synthetic weighted score for 25 group experiments is calculated as fi
= (38.699,47.787,45.871, 41.259,60.008,43.489,49.558,41.937,38.805,19.002,39.504,46.652,45.149,43.716,27.446,39.542,34.680,12.612,12.670,16.750,27.030,21.840,27.990,23.306).
Single-index test analysis evaluation
Test results and conclusions of orthogonal test.
The results of single-index evaluation under different inclination coefficient μ.
The results of single-index evaluation under different subjective weight α.
Comparison of the optimal slag and base BF slag
According the above analyses, the optimal slag composition is CaO/SiO2 1.25, MgO 12.00 wt-%, Al2O3 11.00 wt-%, TiO2 10.00 wt-%. The metallurgical properties of optimal slag is analysed and verified through the viscosity experiment and theoretical analysis.
As shown in Figure 3 and Table 8, compared with the base BF slag, the evaluation indexes T
Br, η
0, η
h and Eη
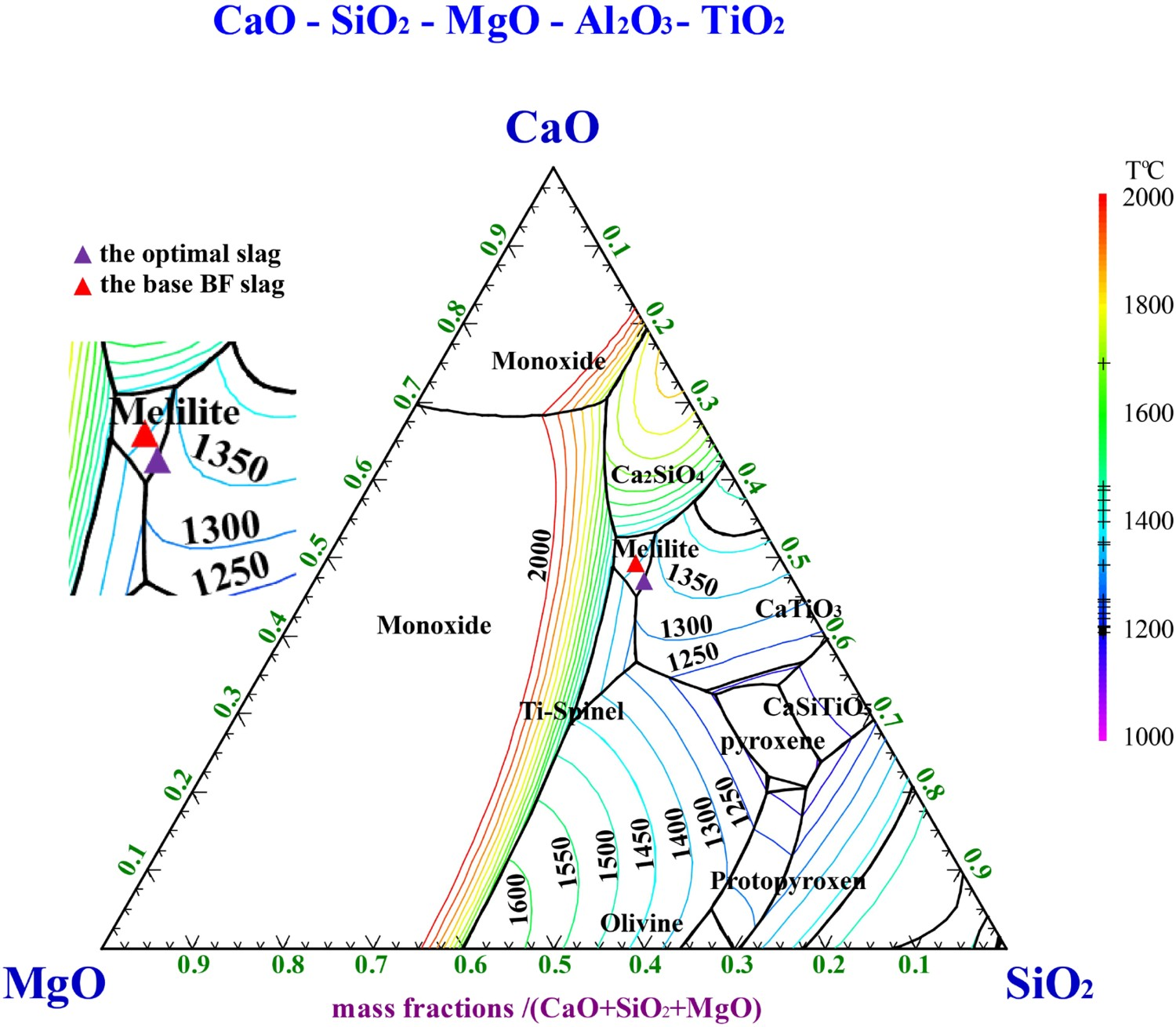
of optimal slag are decreased and better. As a result, the flowability and thermostability are improved. Besides, the experimental result is verified in thermodynamics using Factsage 7.0 package, which is widely applied for metallurgical field. As shown in Figure 4, the optimised slag composition is located in the crystalline region of melilite and the liquidus temperature of optimised slag is lower than that of the base BF slag, so the optimised slag can be melted easily and the flowability is improved. In addition, the distributions of liquidus in the optimised slag crystalline region are sparser. Thus, the slag thermostability gets better.
η–t curves and fitting results between lnη/T and 1/T of the base slag and optimal slag. The phase diagram of CaO–SiO2–MgO–13.16 wt-%Al2O3–9.22 wt-%TiO2 slag.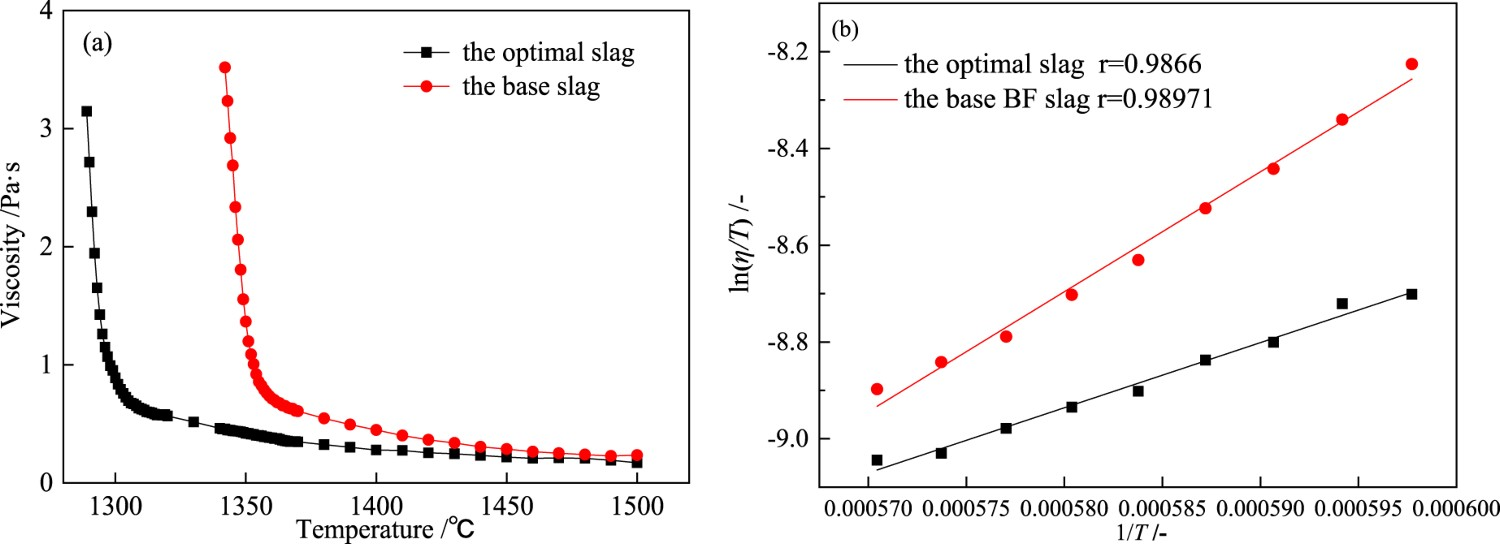
The metallurgical properties of the base slag and optimal slag.
Good flowability benefits the slag/metal separation, improves desulphurization capacity of slag gas permeability and the vanadium yield. It also can reduce the lining erosion and prolong working life of BF. Good thermostability will benefit the smooth BF operation. According to the optimal slag composition, Chengde Steel adjusts the scheme and technical parameters for rational matching in BF process, and it could reduce the energy consumption and maximise the productivity of ironmaking.
Effects of CaO/SiO2 and MgO on viscous behaviours of titanium-bearing BF slag
Slag compositions for viscosity measurements.
Effects of CaO/SiO2 and MgO on the break-point temperature
Effect of CaO/SiO2 on the break-point temperature
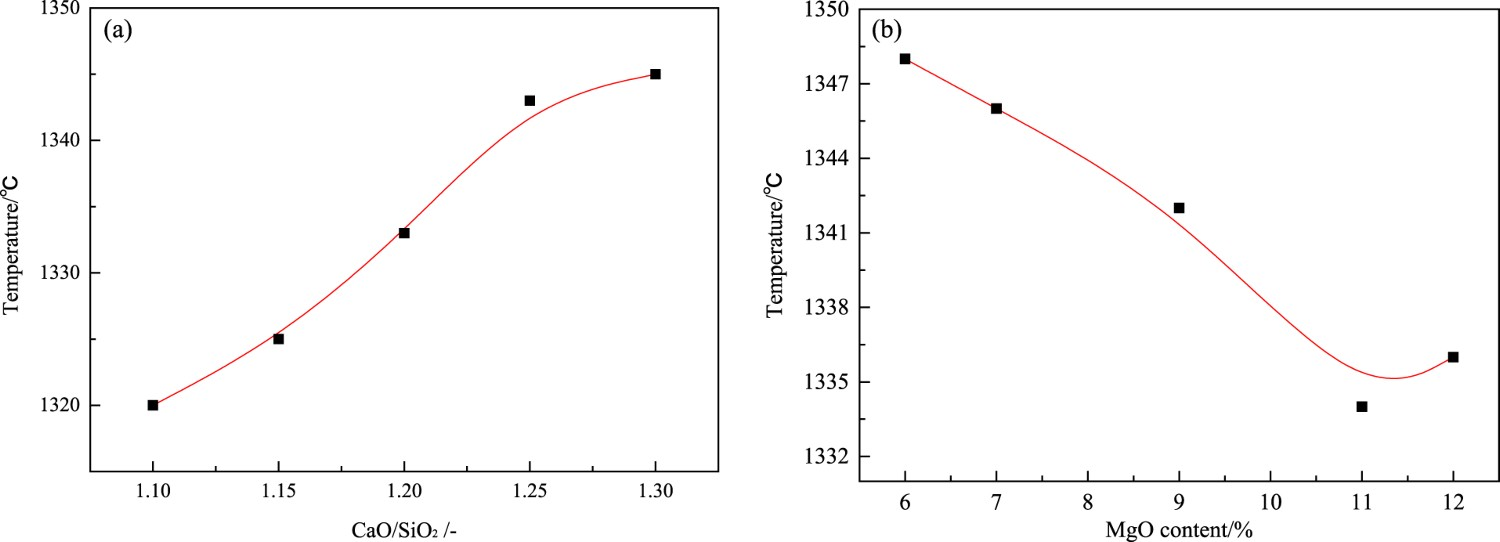
According to Figures 5(a) and 6(a), the T
Br increases obviously with an increase of CaO/SiO2 from 1.10 to 1.30. As the related reports, the T
Br and liquidus temperature of slags have similar variation. Therefore, it is feasible to use the variation of liquidus temperature to investigate the change of T
Br [21,22].
η–t curves of experimental slags with different CaO/SiO2 (a) and MgO content (b).
T
Br of experimental slags with different CaO/SiO2 (a) and MgO content (b).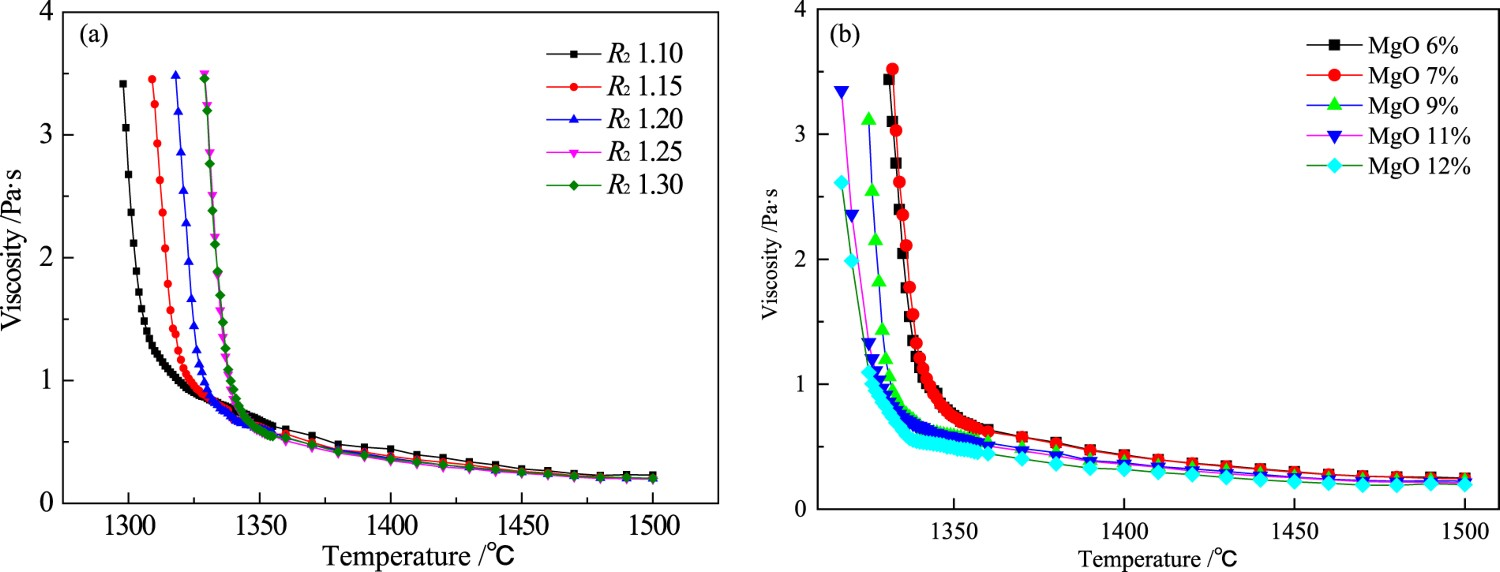
The X-ray diffraction (XRD) analysis results for different CaO/SiO2 slags are shown in Figure 7. Melilite, CaTiO3, CaO·Al2O3 and pyroxene are discovered mainly in slags, and melilite is the basic phase in different CaO/SiO2 slags. The diffraction peak intensity of melilite increases slightly with an increasing CaO/SiO2 from 1.10 to 1.30. The diffraction peak intensity of phases, containing CaTiO3 and CaO·Al2O3, also increases. However, the diffraction peak intensity of pyroxene becomes weak. According to the previous literatures, the melting points of melilite, CaTiO3, CaO·Al2O3 are higher than that of pyroxene [23,24]. As a result, the amount of low melting-point phase is relatively decreased. Finally, the liquidus temperature of BF slags increases and the T
Br also increases. XRD analysis for different CaO/SiO2 slags.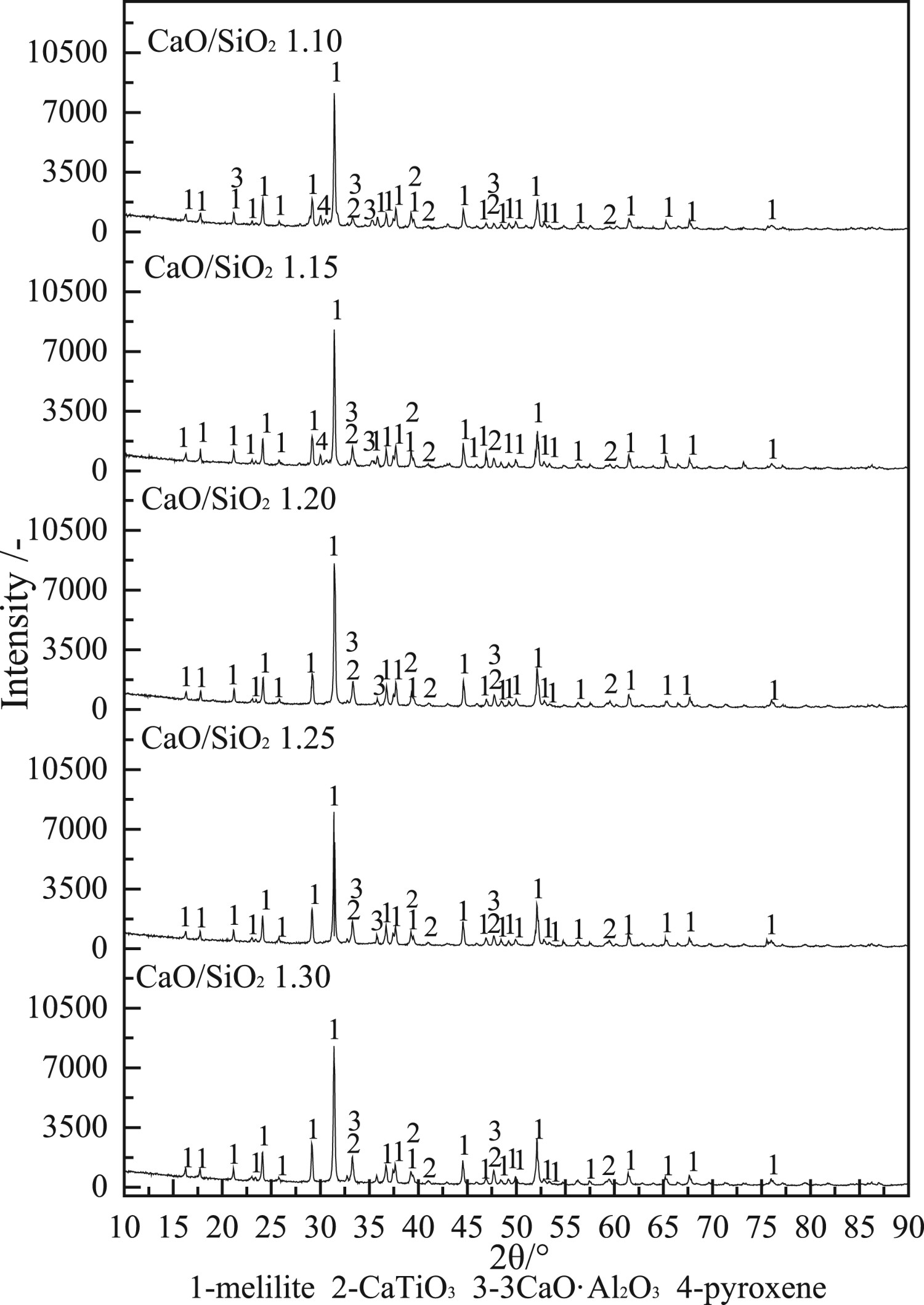
The Factsage 7.0 is applied to calculate the phase diagram. As shown in Figure 8, the liquidus temperature increases with an increasing CaO/SiO2. The liquidus temperatures of different CaO/SiO2 slags are 1387, 1391, 1393, 1394 and 1401°C. Its change matches well with the variety of T
Br. Phase diagram of CaO–SiO2–MgO–13.16 wt-% Al2O3–8.22 wt-% TiO2 slag.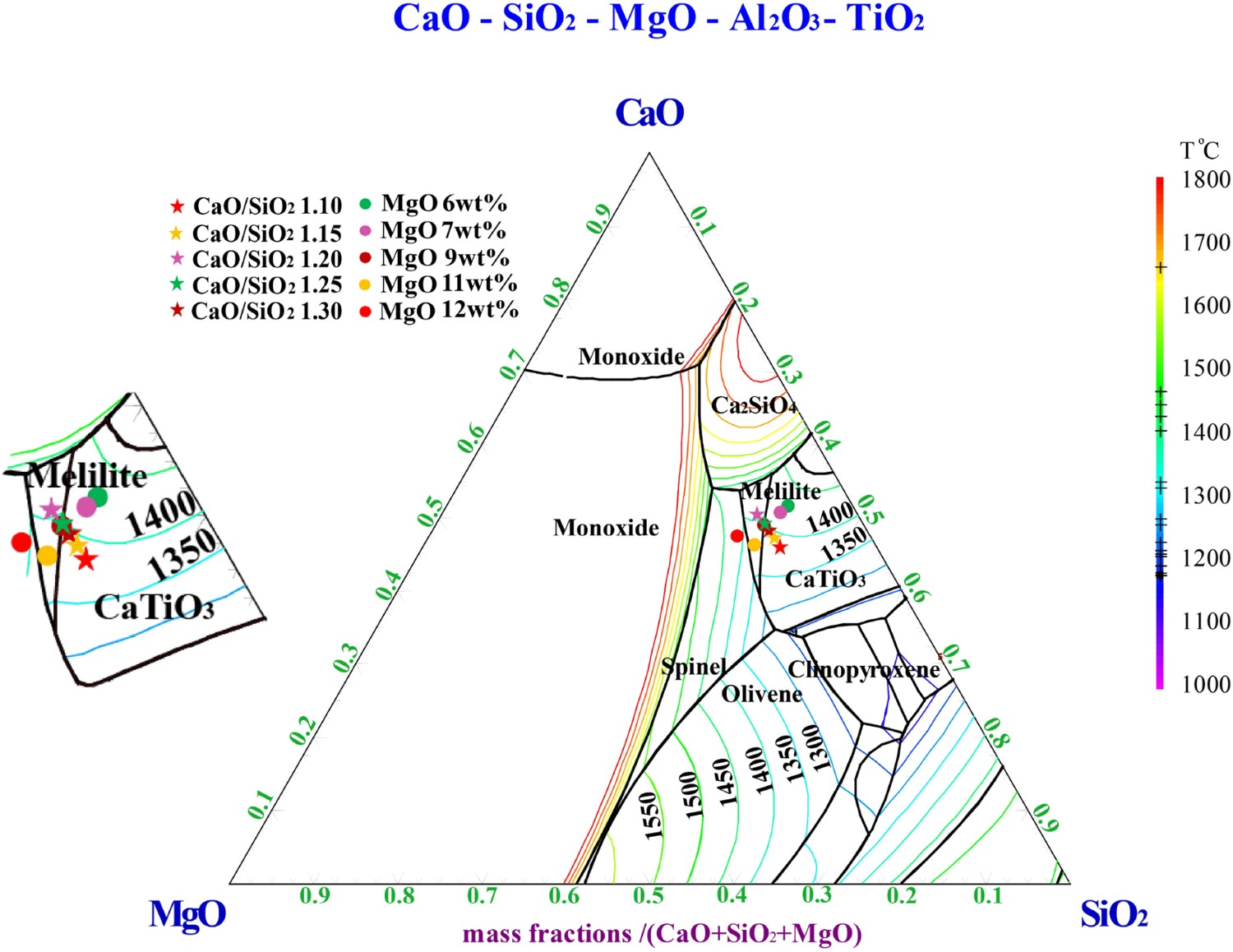
Effect of MgO on the break-point temperature
As shown in Figure 6(b), when the MgO content increases, the T
Br initially decreases and subsequently increases. To explain the change of T
Br, the XRD analyses results for different MgO content slags are shown in Figure 9. Melilite, CaTiO3, MgO·Al2O3, CaO·MgO·SiO2 and pyroxene are mainly discovered in the slags, and melilite are the basic phase. When the MgO content raises from 6.00 to 11.00 wt-%, the diffraction peak intensity of high melting-point phases (melilite, CaTiO3 and MgO·Al2O3) decreases, but the diffraction peak intensity of low melting-point phases (pyroxene) increases. As a result, the sum of low melting-point phases increased relatively. Finally, the liquidus temperature decreases and the T
Br decreases. However, as the MgO content further increases to 12.00 wt-%, a high melting-point phase (CaO·MgO·SiO2 1498°C) suddenly appears and the diffraction peak intensity of low melting-point phases (pyroxene) decreases. The sum of high melting-point phases increases, so the liquidus temperature increases and the T
Br increases [25,26]. XRD analysis for different MgO content slags.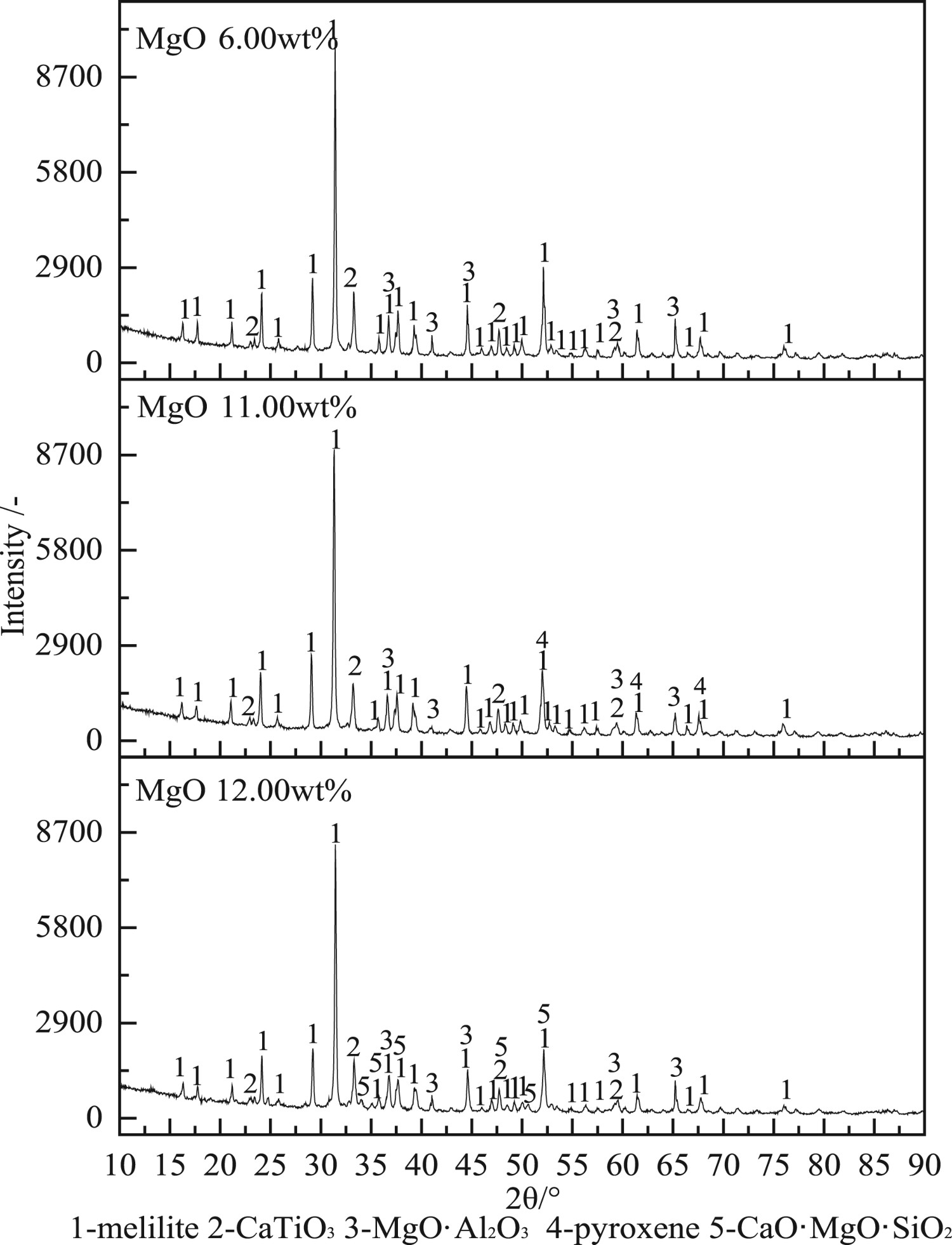
In addition, according to Figure 8, the liquidus temperature calculated are 1428, 1418, 1396, 1391 and 1413°C, respectively. The change of calculated liquidus temperature with different MgO content roughly resembled with that of T Br.
Effect of CaO/SiO2 and MgO on viscosity
Effect of CaO/SiO2 on viscosity
The effect of CaO/SiO2 on the slag viscosity is observed in Figure 10(a). When the CaO/SiO2 increases from 1.10 to 1.30, the viscosity decreases, similar to the Park’s and Zhang’s works [27,28]. Effect of CaO/SiO2 on the viscosity of slags at various temperatures (a) experiment results (b) calculated viscosity by Factsage 7.0.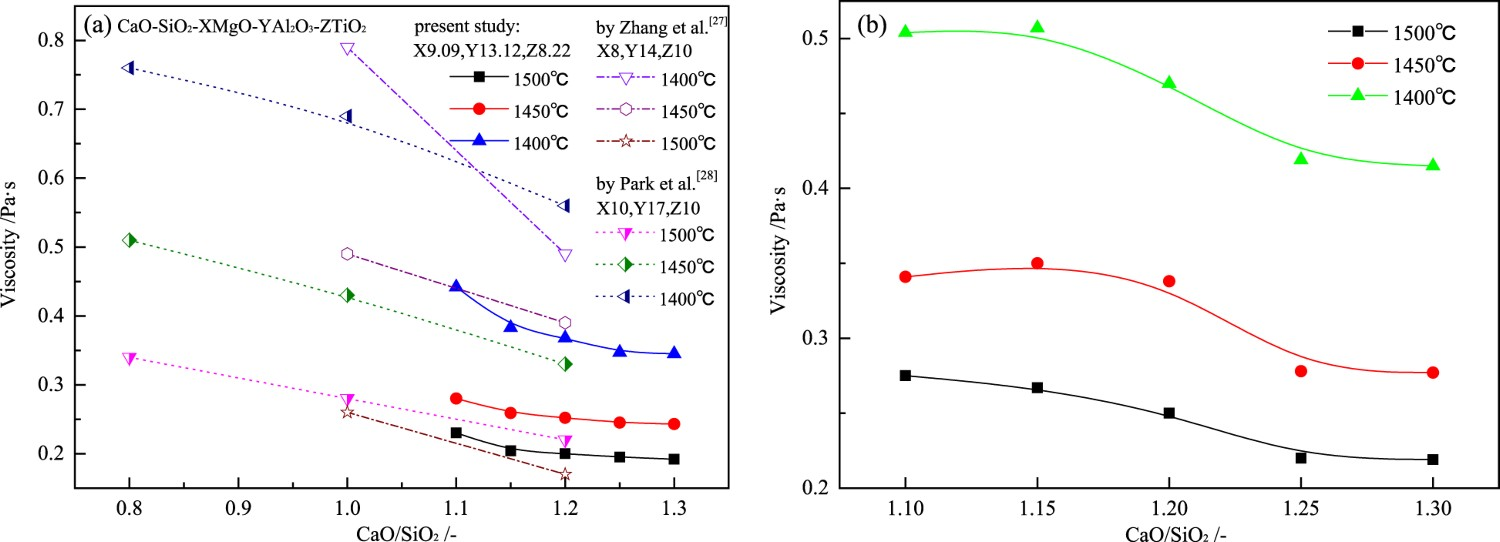
The viscous behaviour of molten slag is mainly influenced by chemical composition, structure and temperature [29,30]. It is well known that the depolymerisation of slag structure results in a decrease of the viscosity. The molten slag has a large silicate network, which are combined through bridging oxygen (O0) [27]. Since the increasing CaO/SiO2 is dissociated to provide more free oxygen icons (O2−), the (O2−) reacts with the bridged oxygen (O0) to form the non-bridging oxygen (O−). It can break the Si–O bonds in [SiO4]4− tetrahedral units. As a result, the complex silicate networks were depolymerised to small units, leading to a reduction in viscosity.
Figure 10(b) shows the effect of CaO/SiO2 on the slag viscosity calculated by Factsage7.0. It is noticed that the calculated viscosity values also decreases with increasing the CaO/SiO2. The change of calculated results is consistent with that of experimental results.
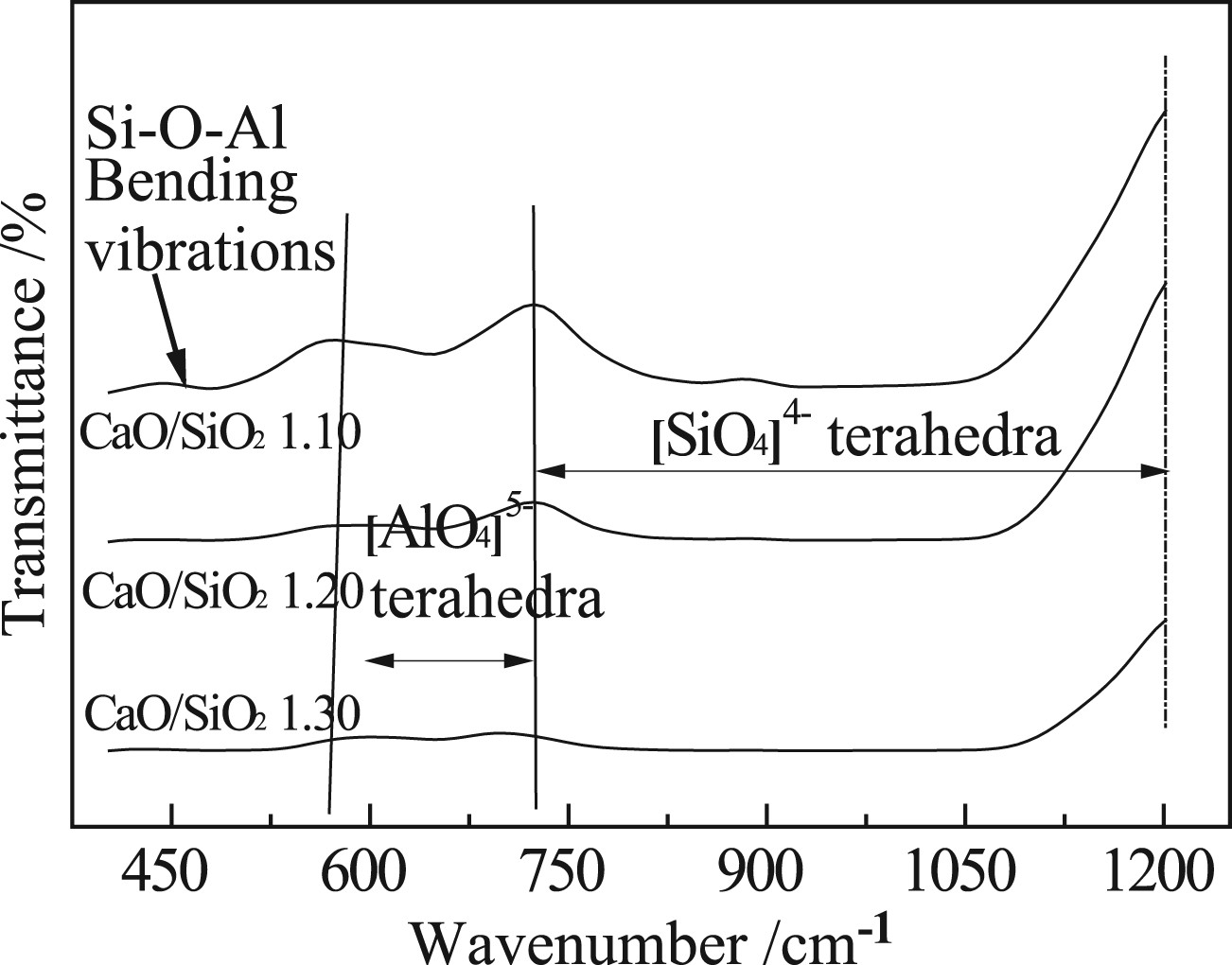
To gain the effects of CaO/SiO2 on the slag structure and reveal the mechanism of viscosity changes, the experimental samples are researched by Fourier transform infrared spectroscopy analysis. The vibration region between approximately 750 and 1200 cm−1 is identified as 

The effect of CaO/SiO2 on the slag structure is shown in Figure 11. The characteristic symmetric stretching vibration band for FTIR for the experimental slags with different CaO/SiO2.




Effect of MgO content on viscosity
As shown in Figure 12(a), when MgO content increases from 6.00 to 12.00 wt-%, the slag viscosity decreases apparently. The viscosity variation of slags is similar with that of slag studied by Kim et al. [31] and Feng et al. [9]. Effect of MgO content on the viscosity of slags at various temperatures (a) experiment results (b) calculated viscosity by Factsage 7.0.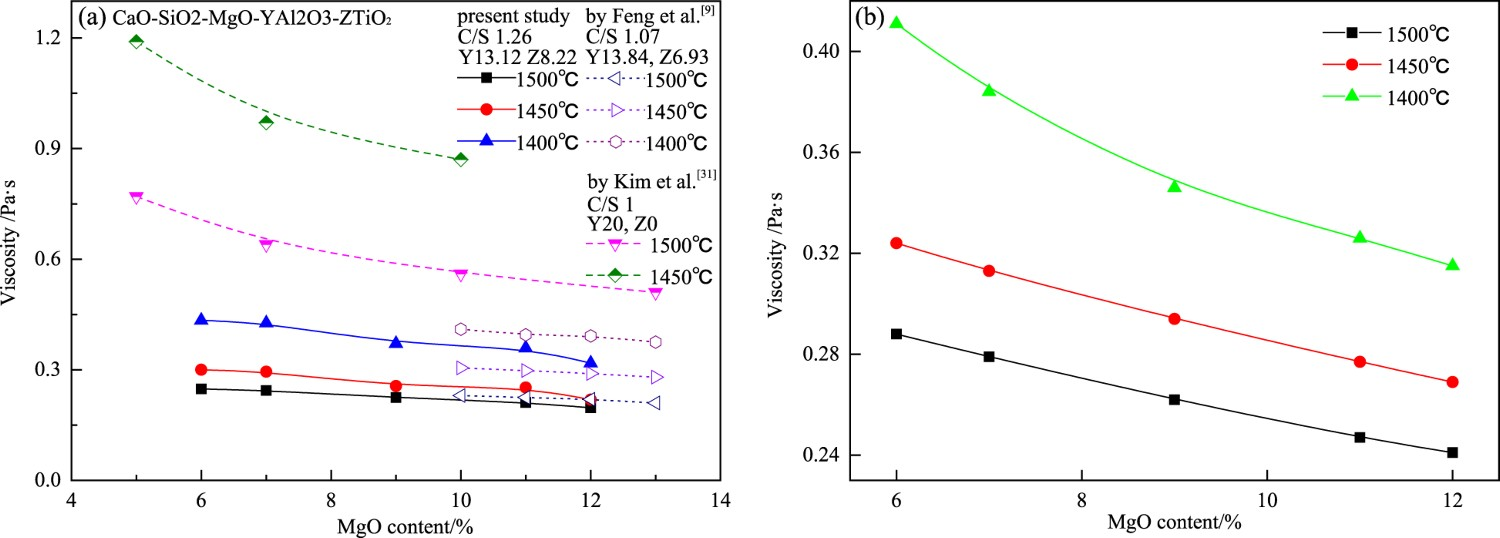
Similar to the study about CaO/SiO2 on the slag viscosity, MgO behaves as a network-modifying oxide and causes that the 

Meanwhile, as shown in Figure 12(b), the slag viscosity with different MgO contents at various temperatures is calculated by Factsage 7.0. It can be seen that the calculated viscosity and the experimental results are roughly same with the trends.
Effects of CaO/SiO2 and MgO on the activation energy of viscosity flow
There are many methods for calculating the activation energy. It can be expressed by the Weymann–Frenkel equation modified by Urbain, as shown in Equation (9) [32,33]. The present paper used the formula and the viscosity data of slags obtained to calculate Eη
through the linear regression method.
Finally, Equation (9) is given by taking the logarithm for Equation (10). It can be seen that ln(η/T) has a linear relationship with η/T. By the linear regression method, the Eη
is obtained from the slop, and A is got from the intercept, based on the experimental data. Fitting results between lnη/T and 1/T for the experimental slags with different CaO/SiO2 (a), MgO content (b).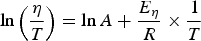
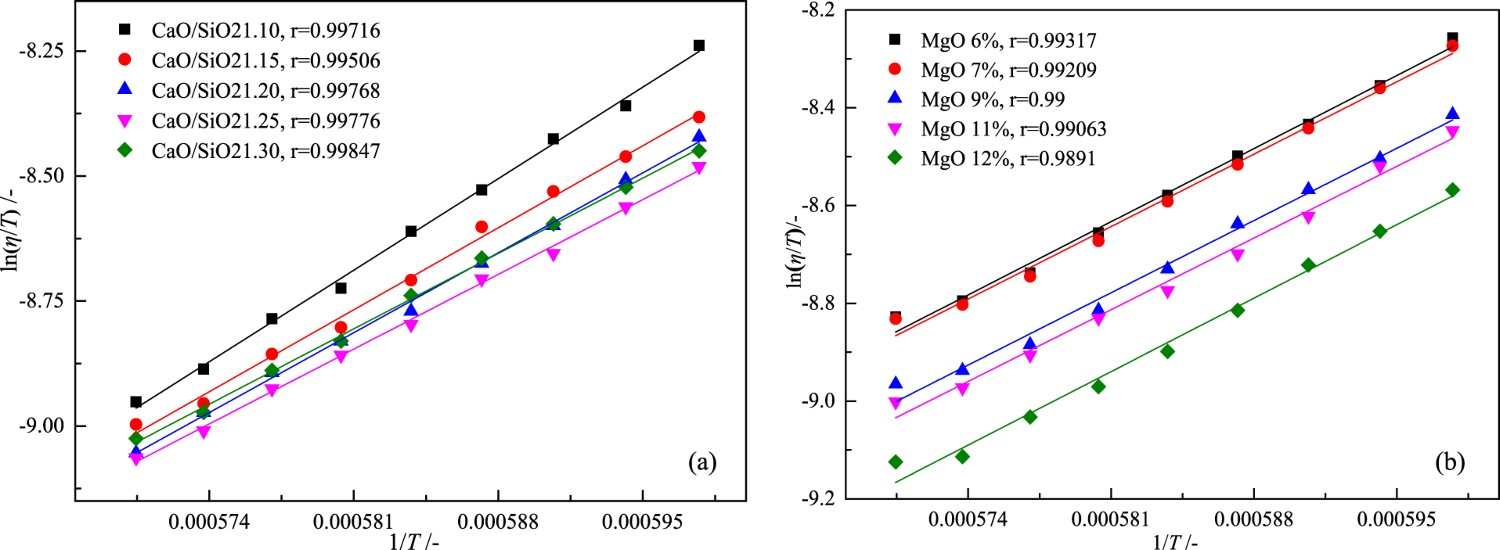
As shown in the Figure 14, Eη
decreases with an increasing CaO/SiO2 from 1.10 to 1.30. The variation of Eη
is roughly consistent with the change of viscosity. When the MgO content grows from 6.00 to 11.00 wt-%, the Eη
decreases from 177.72 to 174.15 kJ mol−1. When MgO content further increases from 11.00 to 12.00 wt-%, Eη
increases to 178.49 kJ mol−1. The variations of Eη
for the experimental slags with different CaO/SiO2 (a), MgO content (b).
The Eη is not only affected by the slag structure, but also affected by the liquidus temperature. When MgO content increases from 6.00 to 11.00 wt-%, the viscosity decreases. It indicates the simplification of slag structure [9]. Meanwhile, the low melting-point phase increases and the liquidus temperature reduces, leading the decrease of Eη . With MgO content increasing from 11.00 to 12.00 wt-%, the slag structure is further simplified, but the sum of high melting-point phases increases, which leads to the increase of liquidus temperature of BF slag. Therefore, the combination of two factors increases the Eη of slag with MgO content increased from 11.00 to 12.00 wt-%.
Conclusions
In the present study, an orthogonal optimisation test was carried out and analysed using the multi-index synthetic weighted scoring method. The optimal slag compositions were CaO/SiO2 1.25, MgO 12.00 wt-%, Al2O3 11.00 wt-%, TiO2 10.00 wt-%, and the affecting sequence of components on the viscous behaviours of slag was CaO/SiO2, Al2O3, MgO, TiO2. With an increase of CaO/SiO2 from 1.10 to 1.30, the polymerisation degree of complex viscous units decreased. The slag viscosity and the activation energy of viscous flow Eη
decreased. However, the liquidus temperature raised, and the break-point temperature (T
Br) increased. When MgO content grew from 6.00 to 12.00 wt-%, the complex viscous units within slags were depolymerised. The slag viscosity decreased while the T
Br and Eη
first reduced and then increased.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.