
Abstract
The article presents the results of experimental studies of the features of forming the side surface and the crystallization structure of steel ingots, produced by the method of electroslag remelting with a layer-by-layer formation. The ingots with diameters of 160 and 220 mm were produced by remelting consumable electrodes in a pulsed mode, providing the periodicity of the processes of electrode melting and metal solidification. This was achieved due to a cyclic change of the slag pool voltage from operating values to the values, at which the electrode melting ceased, as well as due to a corresponding change in the electrode feed rate. It was shown that layer-by-layer formation of the ingot allows reducing the volume of the liquid metal pool, equalizing the crystallization front and controlling the metal structure formation while maintaining a good quality of the side surface.
Introduction
Electroslag remelting (ESR) is widely used to produce ingots from a wide range of steels and alloys [1,2]. During ESR, a successive oriented solidification of the ingot is provided and the favourable conditions are created, providing the formation of a dense metal structure without shrinkage and segregation defects. However, with an increase in the size of the ingot and the degree of alloying, solving the problem of producing defect-free metal is becoming increasingly difficult [3–6].
The formation of segregation defects during ESR is directly related to the conditions of metal solidification. Usually, during the traditional ESR process using a consumable electrode, the depth of the metal pool is comparable to the radius of the ingot. However, with an increase in the diameter of the ingot, the depth and the volume of the metal pool increase significantly. The presence of large volumes of liquid metal, which solidifies under the conditions of low-intensity heat removal and low-intensity convection, is the cause for the development of segregation processes and the formation of different defects in the metal.
For this reason, it is preferable to conduct ESR of segregation-prone alloys at low rates of remelting, which provide the formation of a shallow metal pool with a planar solidification front. However, although a decrease in the remelting rate helps to improve the conditions of metal solidification, it also results in an unacceptable deterioration of forming the side surface of the ingot, where coarse defects in the form of pinches, rolls, slagging, etc. are formed.
In this connection, it is of practical interest to search for the ways of controlling the solidification of ESR ingots, which are aimed at increasing the structural and chemical homogeneity of the metal and suppression of segregation processes.
ESR with layer-by-layer formation of ingot (ESR-L)
One of the variants to resolve the abovementioned contradictions, namely maintaining a shallow metal pool during the ESR process and providing a good quality of the side surface of the ingot, is conducting the process of ESR in a pulsed mode with periodic, layer-by-layer formation of the ingot [7].
As is known, the temperature of the slag pool during ESR can be changed over a wide range by changing the voltage. In fact, the lower level of the temperature of the slag pool is limited by the solidification temperature of the slag, and the upper one is limited by its boiling point.
The melting point of most slags (fluxes) for ESR of steels and heat-resistant nickel-based alloys is in the range of 1100–1400°С, i.e. it is noticeably lower than the melting point of the remelted metal [8–10]. Owing to that, having reduced the voltage on the pool to a certain level during the ESR process, it is possible to create the conditions under which a liquid, electrically conductive slag pool will be maintained and the consumable electrode will not melt. If after that, the voltage on the pool will be increased to operating values again, the electrode will begin to melt again and the steady conditions of ESR will be established.
Thus, due to a cyclic change of the pool voltage and a respective adjustment of the consumable electrode feed rate, it is possible to provide the periodicity of electrode melting and layer-by-layer formation of the ingot metal.
Figure 1 presents the conditional diagram of changes, during the ESR-L process, of control parameters – voltage (U) and electrode feed rate (V
el), as well as a controlled parameter – current (I). Conventional diagram of change of voltage (U), electrode feed rate (V
el) and current (I) during the ESR-L: t
iU, t
pU – durations of impulse and pause of the voltage; t
tr – durations of voltage transient; t
iV, t
pV – durations of impulse and pause of electrode feeding.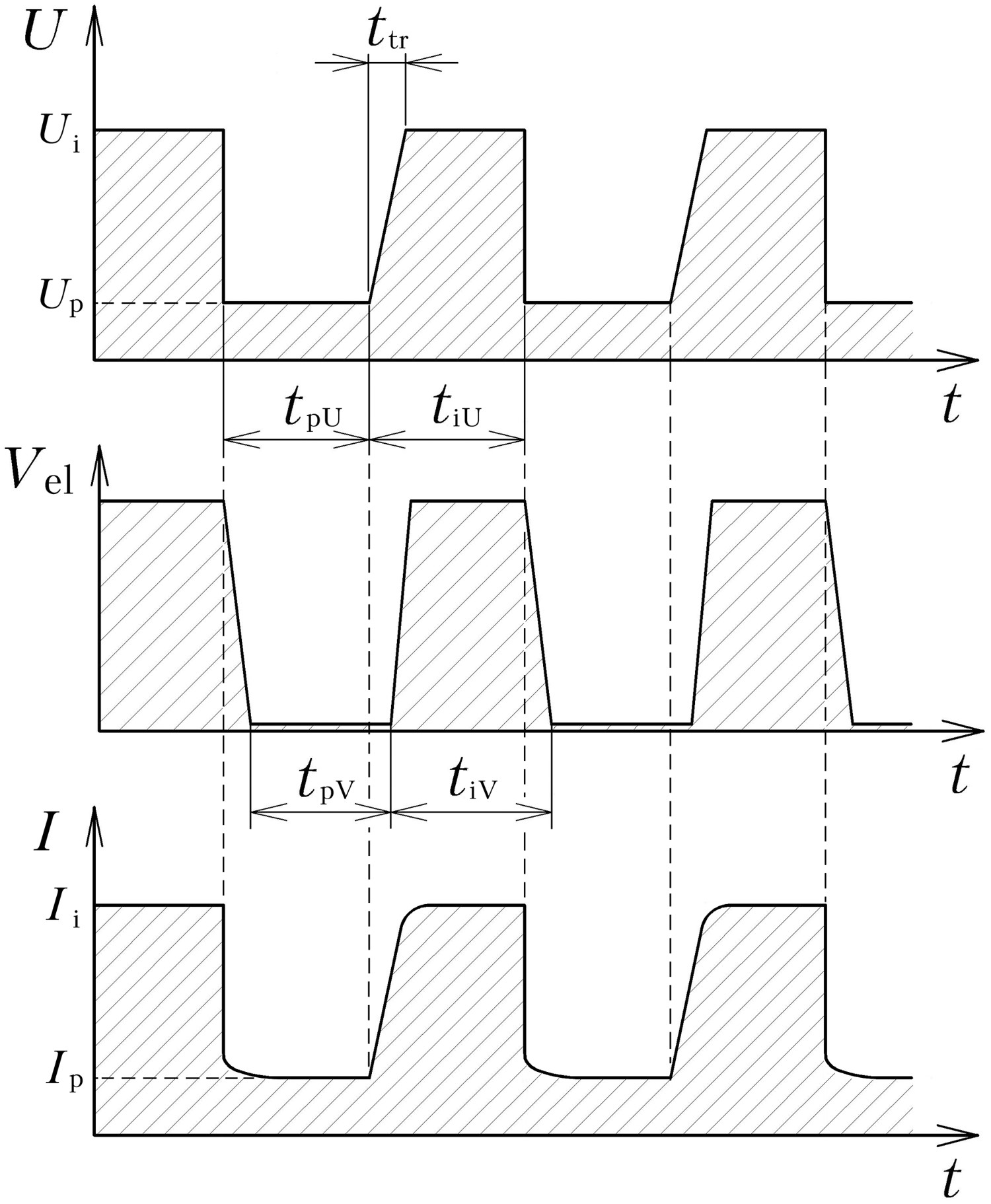
One of the basic parameters of the ESR-L process is the height (volume) of separate portions of the deposited metal. This parameter is set by the melting rate and the duration of the corresponding periods (pulses) of the power supply t iU (Figure 1).
Another important parameter of the process is the duration of pauses of consumable electrode melting, during which the solidification of previously molten portions of metal occurs. This parameter is set by the duration of the periods of decreasing voltage on the pool (t pU) and the corresponding value of voltage (U p), the duration of voltage transient periods (t tr), and the duration of periods of ceasing of consumable electrode feed (t pV).
It is also necessary to pay attention to the importance of transient processes in the periods between pauses and pulses of consumable electrode melting. The correct choice of the nature of changing voltage and electrode feed rate during these periods provides a reliable fusion of the separate layers of metal and the absence of coarse defects on the side surface of the ingot.
It should be noted that the presence of an electric current passing in the slag pool and through the boundary interface liquid slag–liquid metal during the periods of pauses of consumable electrode melting is a necessary condition for realizing the ESR-L process. The mentioned current provides preheating of the slag pool and the crystallization front as well as supports the existence of a layer of liquid metal on the surface of the forming ingot.
Experimental
The aim of the present work was to investigate the features of the ESR-L process with a layer-by-layer formation of the ingot and to study the regularities of structure formation of the molten metal.
Experimental studies were carried out with the use of the installation, the scheme of which is presented in Figure 2. The melts were carried out in a chamber-type electroslag furnace in an argon atmosphere. The consumable electrodes were remelted in the copper water-cooled moulds with the diameters of 160 and 220 mm under the flux of the CaF–Al2O3 system. The electrode material was unalloyed steel of the S235JR and C22E grades. The difference in the chemical composition of these steels is insignificant and had no effect on the results of experiments. Schematic diagram of the experimental installation for ESR-L: 1 – electrode, 2 – water-cooled mould, 3 – slag pool, 4 – metal pool, 5 – ingot, 6 – power transformer, 7 – control module, 8 – electrode feeding unit.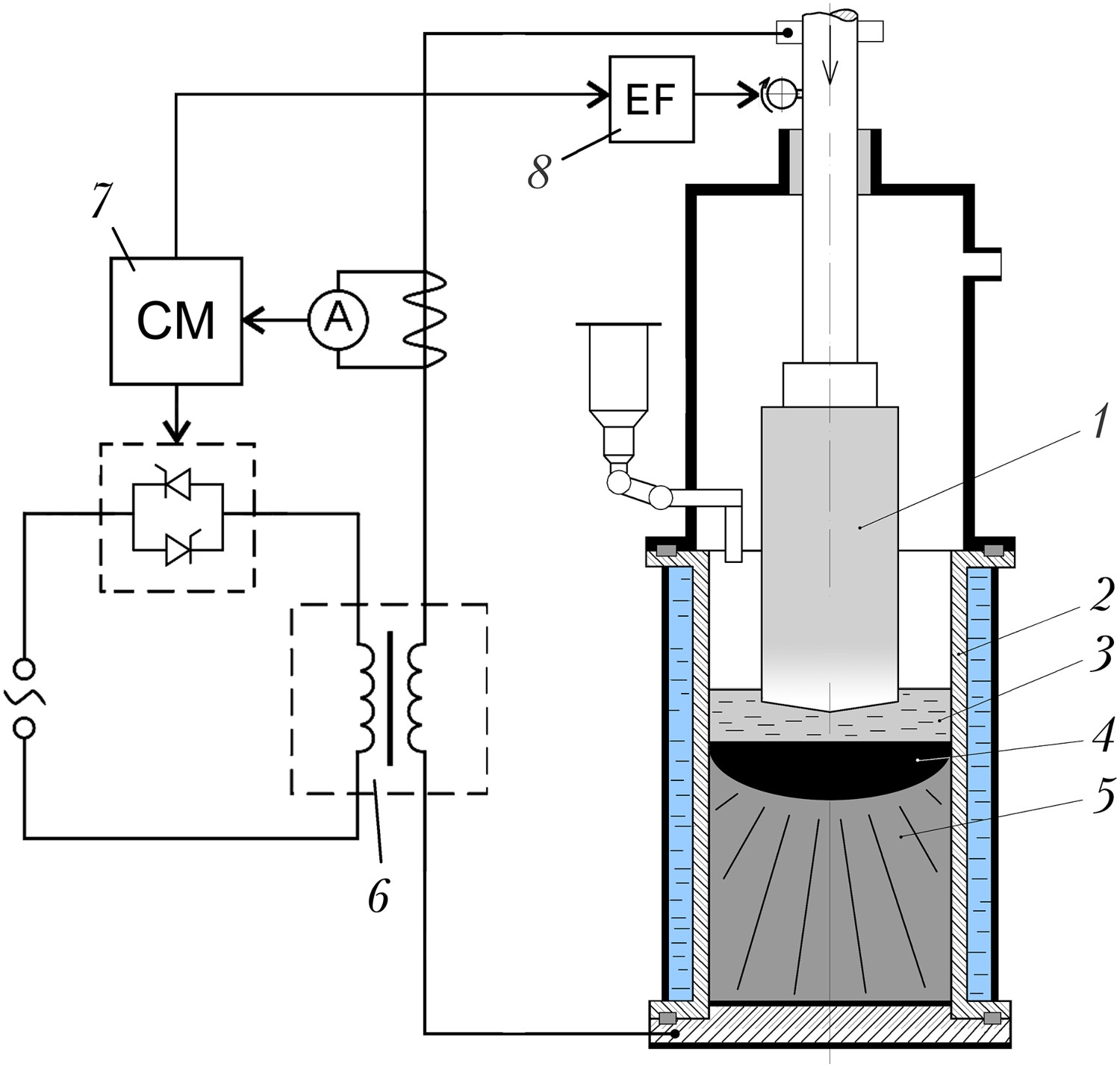
The melts were carried out in accordance with the diagram presented in Figure 1. After building up the slag pool and reaching the set electrical conditions, the control module was switched on, which changed the voltage during the ESR-L process according to a preset program. After a period of electrode melting with a duration t iU and melting of a portion of the metal of a given volume, the voltage on the pool automatically decreased to the values of 7–11 V, at which the melting of electrode metal ceased. At the same time the consumable electrode feeding was gradually stopped. The slag pool in that period was maintained in a liquid, electrically conductive state due to its preheating by electric current, the value of which decreased in proportion to a decrease in the voltage on the pool and an increase in the resistance of the interelectrode gap. During that period, the previously molten portion of metal was in the process of solidifying. After a pause of electrode melting t pU, which amounted to 260–600 s during the experiments, the voltage on the pool was increased to the operating value (38–46 V) again, then, after a certain period of time, the electrode feeding was switched on and the abovementioned cycles were repeated (Figure 1). Thus, the periodicity of the processes of electrode melting and solidification of the metal throughout the height of the ingot was provided.
The change of voltage during the remelting process was carried out automatically by using the programmable logic module and the thyristor controller located in the primary circuit of the power transformer (Figure 2). The change of the consumable electrode feeding rate was performed in automatic and manual modes.
Parameters of experimental ESR-L melts.
Results and discussion
Parameters of solidification structures of ESR-L ingots.
The experiment No. 926 was carried out during remelting of a steel electrode with a diameter of d el = 120 mm in a mould with an internal diameter of d in = 160 mm. The duration of pulses and pauses of electrode melting was 90 and 360 s, respectively. The increase in voltage after pauses was carried out sharply (t tr = 0).
The melting process was stable. The ingot is characterized by a good formation of the side surface, on which 11 crystallization layers are clearly traced (Figure 3). The average height of a single layer is 20 mm. During transition from layer to layer, some insignificant pinches on the surface of the ingot are observed, the depth of which does not exceed 1 mm. Appearance, macrostructure and crystallization scheme of the ESR-L ingot No. 926 with a diameter of 160 mm.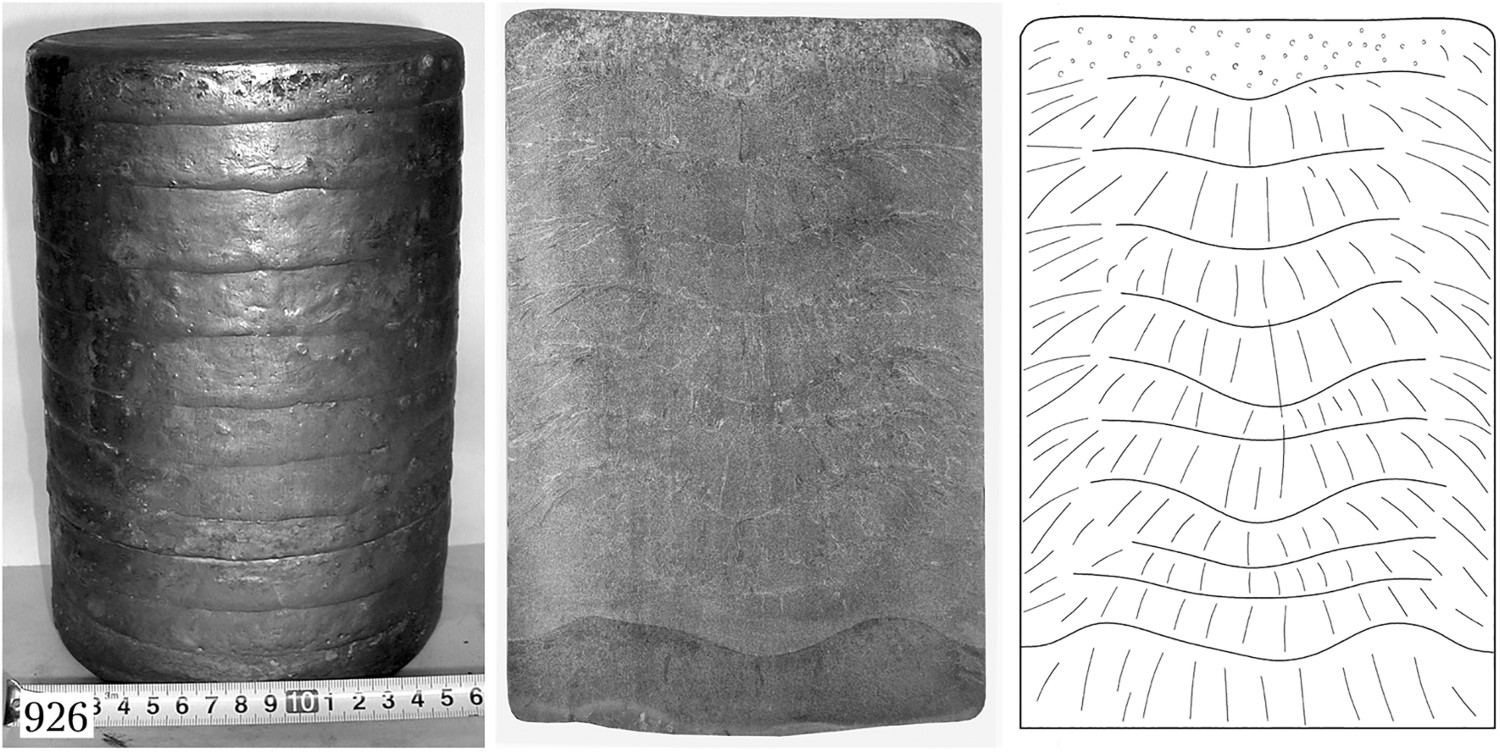
The macrostructure of the ingot is dense; it has no pores, slag inclusions, lacks of fusion and other defects. It is characterized by the presence of crystallization layers with a distinct fusion zone, which is revealed by a lighter colour after etching of the section. The layer interface has a relatively plane shape with a deflection on the axis of the ingot. Along the interfaces, defects were not revealed.
The height of the crystallization layers is 15–25 mm, i.e. the depth of the liquid metal pool during the melting process did not exceed 25 mm. This value is difficult to reach during the traditional ESR. The crystallization layers are characterized by the presence of small columnar crystals oriented mainly vertically (perpendicular to the boundary interface). The length of the crystals is limited by the height of the layer, i.e. it does not exceed 15–25 mm. The vast majority of crystals do not grow through the interfaces. In rare cases, along the ingot axis the crystals of up to 40–50 mm long are observed, which pass through several layers. Near the side surface of the ingot, the crystals are mainly vertically oriented due to the heat removal to the walls of the mould. The head part of the ingot is characterized by a fine-grained structure with an average grain size of 1–3 mm.
An important task during ESR-L is to provide the required metal properties in the fusion zones of separate layers. In this regard, to evaluate the mechanical properties of the metal in the fusion zone, the tests on tension and impact bending were performed. The specimens were cut both along and across the crystallization layers (Figure 4). The test results are given in Table 3. Scheme of cutting the specimens from the ingot No. 926 for mechanical tests.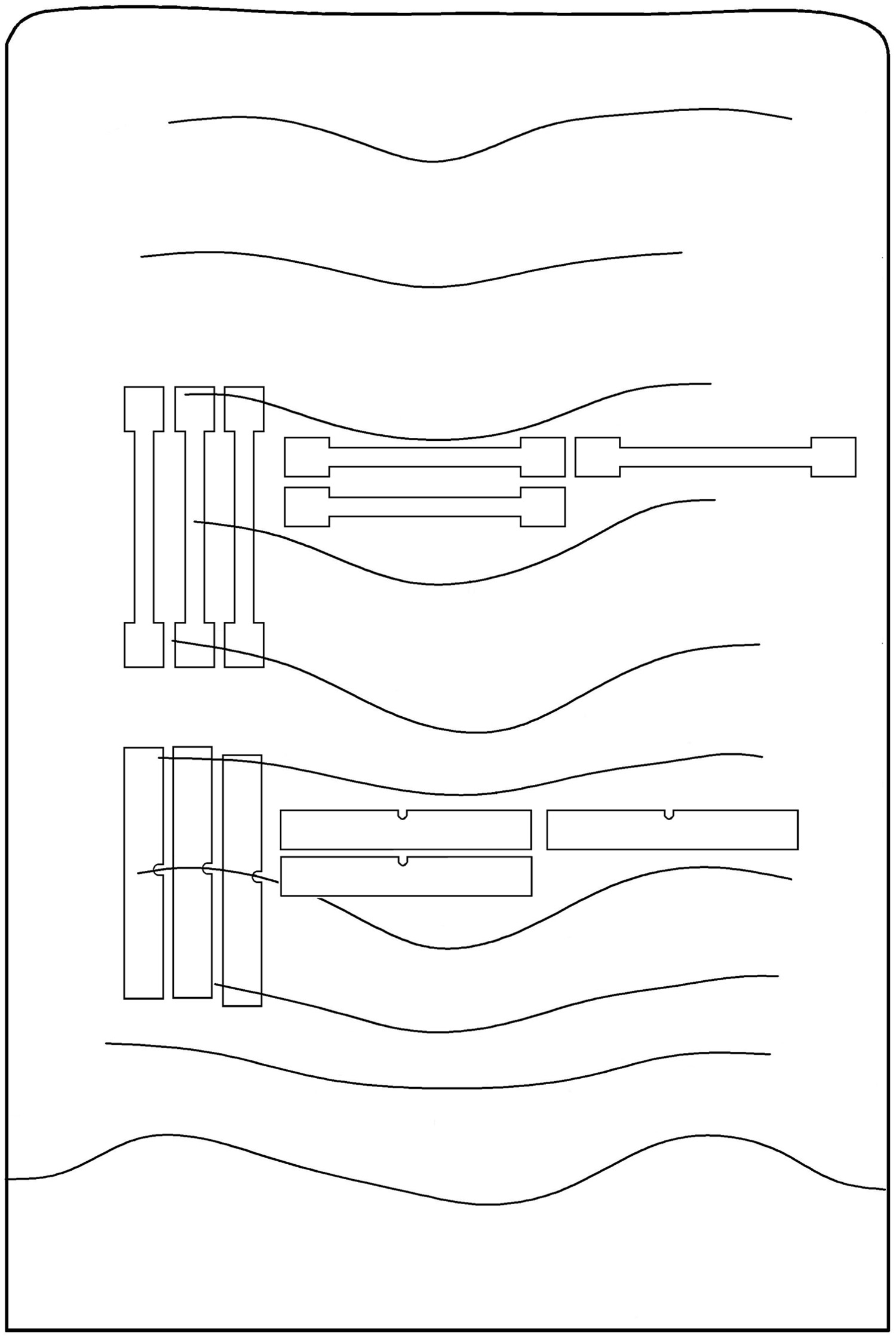
Results of tests on tension and impact strength (ingot No. 926).
The analysis of the obtained results shows that the characteristics of strength and ductility of the specimens taken across and along the crystallization layers differ insignificantly. This indicates a reliable joining of the crystallization layers with each other and shows that the mechanical characteristics of the fusion zones are not inferior to the base metal.
The further experiments were aimed at studying the features of metal structure formation during ESR-L for the ingots of larger diameter.
The experiments No. 927 and 929 were carried out during remelting of electrodes with a diameter of d el = 150 mm in a mould with a diameter of d in = 220 mm. The duration of pulses of electrode melting during the melt No. 927 was t iU = 180 s and during the melt No. 929, it amounted to t iU = 240 s. The duration of pauses of electrode melting in both cases was t pU = 600 s. An increase in voltage after pauses was carried out sharply (t tr = 0) (see Table 1).
In both cases, the melting process was stable. On the surface of the ingots the crystallization layers are clearly distinct, which is predetermined by a discrete heat input during the ESR-L process (Figure 5). On the ingot No. 927, the transitions from layer to layer are characterized by pinches with the depth of 2–5 mm. Probably, the presence of such coarse pinches is associated with the insufficient temperature of preheating the slag pool during the periods of pauses of electrode melting. On the ingot No. 929, the depth of such pinches is less and amounts to 1–2 mm, which was achieved by a 40% increase in the power of preheating the slag pool during the periods of pauses of electrode melting. Appearance, macrostructure and crystallization scheme of the ESR-L ingots No. 927 and 929 with a diameter of 220 mm.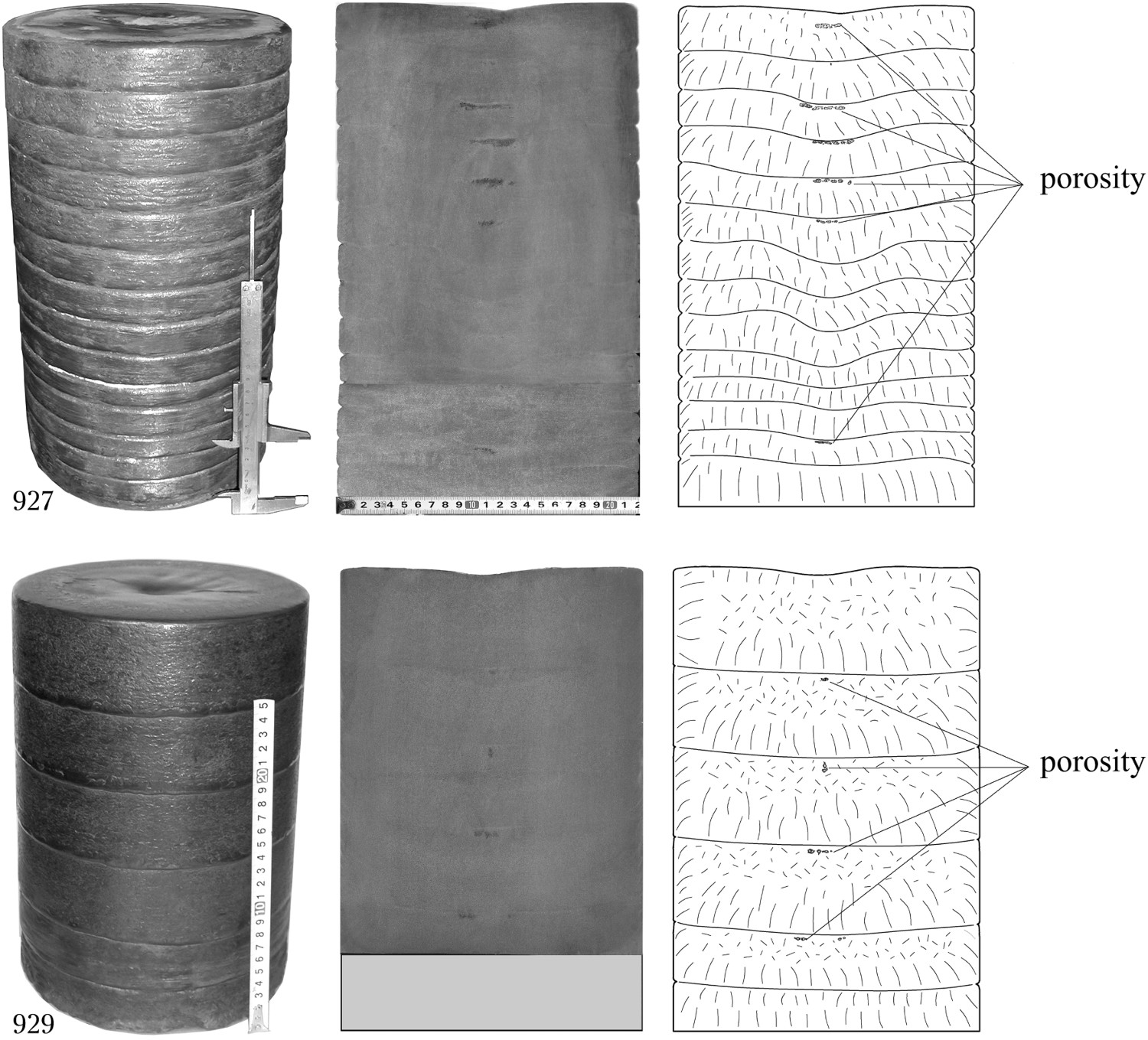
The analysis of the macrostructure of the ingots No. 927 and 929 confirms a significant effect of layer-by-layer formation of the ingot on its crystallization structure. Throughout the height of the ingot, horizontal areas of layer-by-layer structure formation are clearly distinct, consisting of mainly vertically oriented crystals. In the ingot No. 929, the areas of vertically oriented crystals alternate with the areas of a fine-grained equiaxial structure. The peripheral zones (near the side surface) are characterized by the growth of crystals in the horizontal direction or at an angle to the ingot axis.
In the central part of the ingots No. 927 and 929 along the interfaces of separate metal layers, the defects in the form of microporosity were detected (Figure 5). The defects were located directly under the fusion surfaces, which were revealed in the form of light horizontal bands on the axial sections. Obviously, the formation of defects is associated with the conditions of metal solidification during pauses of electrode melting and with the subsequent deposition of the next layer. Probably, that the formation of defects is caused by the shrinkage of separated layers of the metal, when during the pauses of power supply, a crust of solid metal is formed on the surface of the metal pool and solidification occurs without topping of liquid metal.
To eliminate defects in the fusion zones, it was proposed to take a number of measures and namely to reduce the duration of pauses of electrode melting t pU; to increase the temperature of ‘preheating’ the slag pool in the periods when the electrode does not melt (to increase voltage U p and current I p); the voltage after a pause of electrode melting should be increased not sharply (stepwise) but smoothly.
Based on the mentioned provisions, the experiments No. 939 and 940 were carried out, during which the voltage U p was increased to 9–11 V and the current I p to 1000–1200 A (Table 1). In this case, the transitions between the pauses and pulses of electrode melting were carried out gradually, by a smooth increase in the pool voltage during 50–60 s and a gradual increase in the electrode feed rate. Accordingly, the current of the melt was also increased smoothly.
The melted ingots had a good quality of forming the side surface (Figure 6). The depth of the pinches across the ingots diameter, which were caused by their layer-by-layer formation, did not exceed 1–2 mm. Appearance, macrostructure and crystallization scheme of the ESR-L ingots No. 939 and 940 with a diameter of 220 mm.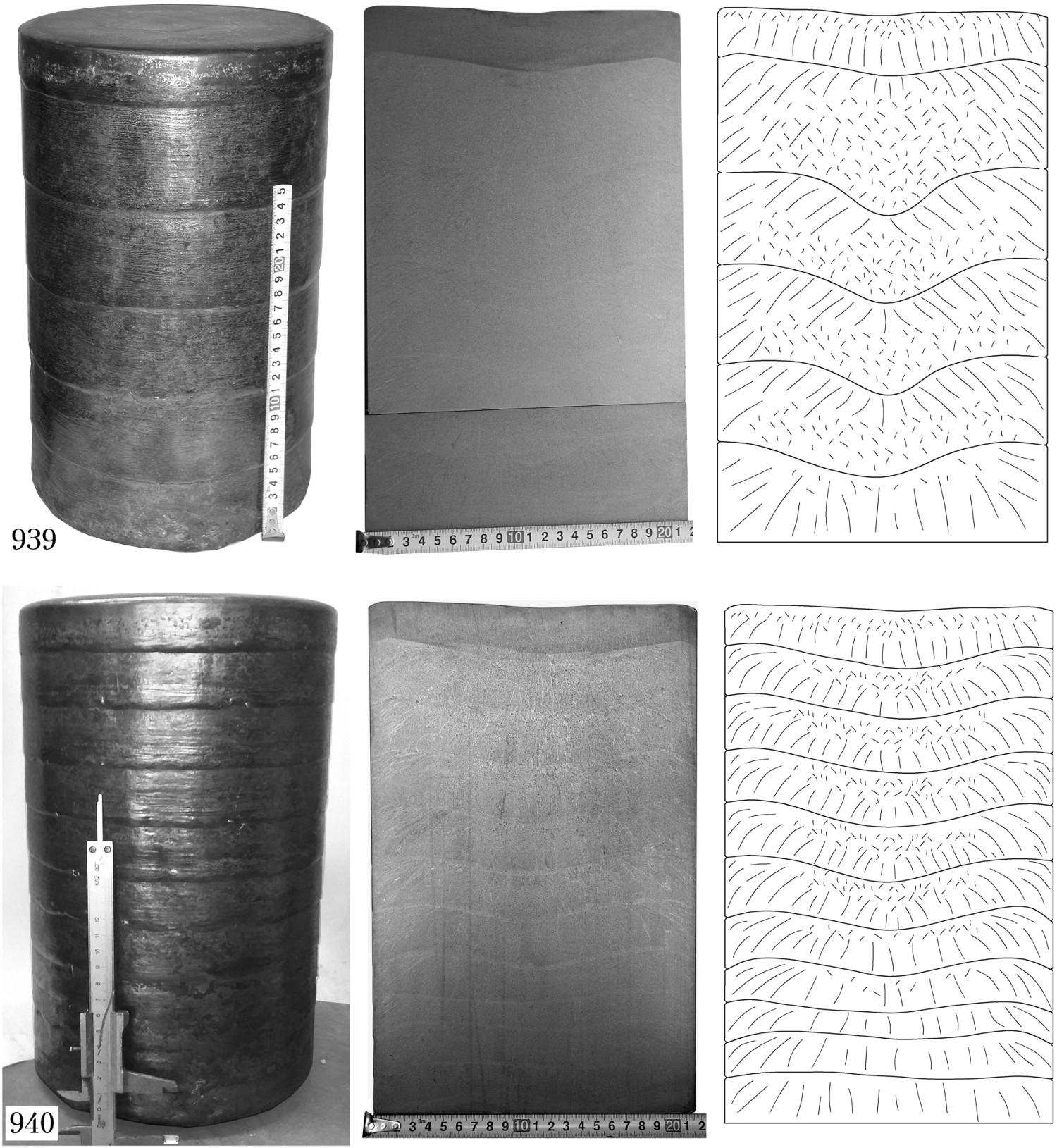
The analysis of the macrostructure of the longitudinal section of the ingots indicates the absence of metallurgical defects. The structure of the ingots is dense; it has no pores, inclusions and other defects. It is characterized by the presence of crystallization layers. The average height of a single layer in the ingot No. 939 amounts to 55 mm and in the ingot No. 940 it is 30 mm.
The zones of transition from layer to layer are revealed on the macrosections in the form of light interlayers (bands) and have a ‘blurred’ character without a sharp boundary. The width of such zones is in average 3–5 mm. In the ingot No. 939, the zones of layer interfaces are characterized by a noticeable deflection along its axis and in the ingot No. 940, they have a relatively plane shape. In both cases, there are no defects in the interface zones.
The macrostructure of the metal is mixed, it consists of both columnar crystals normally oriented to the layer interfaces, as well as small disoriented crystals. The areas of the corresponding structural zones and their average grain sizes are given in Table 2.
The columnar crystals are localized in separate crystallization layers, i.e. they do not pass through the interfaces. At the same time, elimination of oriented growth of large columnar crystallites with the zone of their counter crystallization along the axis of the ingot is observed, which occurs during the traditional ESR. In general, the dispersion of the structure of the ingot No. 940 is slightly higher than that of the ingot No. 939.
The analysis of the structure of the melted ingots showed a number of positive effects resulted from partial melting and solidification of the ESR metal. The ingots have a dense structure without porosity and non-metallic inclusions. They are characterized by the absence of large columnar crystals and a zone of counter crystallization along the axis of the ingot. Here, the growth of crystals from layer to layer is not observed, i.e. the maximum length of crystals is limited by the height of a single deposited layer. In general, the dispersion of the metal structure of melted ingots is significantly higher than that of similar ingots produced during traditional ESR.
When selecting the height (volume) of a single layer of deposited metal, it is necessary to proceed from the conditions of its structural formation and technical and economic indicators of the remelting process. At an excessively big height of the layer, the nature of metal structure formation may deteriorate with the formation of large columnar crystals oriented in the direction of heat removal. Reducing the height of a single layer of the metal to lower than a specified value is also unreasonable, since the efficiency of the remelting process and the quality of forming the ingot surface are deteriorated. In general, it is reasonable to select the height of separate portions of the deposited metal within the ranges (0.1–0.5) × d in, where d in is the diameter of the ingot.
An important task during ESR-L is to provide a reliable joining of separate metal layers without any defects in the fusion zone. The properties of the zone are largely determined by the temperature conditions of the slag pool during pauses of electrode melting. We consider that to provide the required properties of the fusion zone, it is necessary that during the ESR-L process a layer of liquid metal remained all the time on the top surface of the forming ingot. It means that during pauses of electrode melting, not more than 80–95% of the volume of the liquid metal pool should solidify. This is achieved by the correct selection of t pU, U p, I p parameters. Moreover, it should be considered that during the deposition of the next layer of metal, the previously deposited volumes of metal are subjected to thermal effect followed by their partial melting and subsequent recrystallization.
In general, the efficiency of layer-by-layer formation of the metal and the selection of appropriate conditions depend on the chemical composition of the alloy, the sizes of the melted ingot and the conditions of its cooling.
Thus, the carried out experiments showed wide possibilities for controlling the metal structure formation in the ingots during ESR-L due to conducting the process in a pulsed mode, which provided a periodical, partial melting of the metal and layer-by-layer formation of the ingot. At the same time, the selection of rational modes of electrical power during pulses and pauses of melting the metal allows maintaining the stability of electroslag process and a good quality of forming the side surface of the ingot. This indicates the prospect of further investigations of the ESR-L process, in particular during melting of alloys prone to segregation and ingots of larger diameter, as well as the need for a comprehensive study of the properties of the melted metal.
Conclusions
The possibility of controlling the formation of metal structure during ESR-L by conducting the process in a pulsed mode providing layer-by-layer formation of the ingot was experimentally shown. The ESR-L ingots are characterized by the absence of large columnar radially oriented crystals and a zone of their counter crystallization along the axis of the ingot, a planar crystallization front, a small volume of the metal pool and a good quality of the side surface. The determining parameters of the ESR-L process are the duration of pulses and pauses of electrode melting, the volume of a separate layer of the deposited metal, the electric conditions of preheating the slag pool during pauses of electrode melting and the nature of their change during the transition from a pause to a pulse of electrode melting. These characteristics should be selected based on the sizes of ingots, the properties of the melted material and the conditions of cooling the liquid metal pool. At the correctly selected conditions of layer-by-layer formation, defects in the fusion zones are absent and the mechanical properties along and across the crystallization layers are equivalent.