
Abstract
The aim of this work was to derive new quality criteria based on steel composition and cooling pattern for continuous casting and for the subsequent cooling and reheating processes. The criteria were devised based on the outputs of multiphysics simulation tools for casting applications. The criteria were found to be good predictors of whether a steel grade combined with a given cooling pattern is prone to a specific defect. The criteria are useful in providing a theoretical justification as to why certain defects form or would form, and can be used for devising practical solutions to avoid them. In practice, the final determination of whether a defect will form depends on the cumulative impact of various single quality criteria combined with the models/data describing the developing mechanical and thermal stresses. In this paper, new quality criteria are proposed for different kinds of cracking-related and gas defects along with case examples.
Introduction
Research and development efforts in the field of continuous casting of steel are being continued intensively to achieve a better quality of the cast product, higher productivity and strict control on chemistry and cleanliness, besides the need for smooth operation of the casting process that is linked to the ladle operations and hot rolling. To this end, computational simulation and modelling of physico-chemical phenomena taking place during the casting process has greatly helped in solving the practical problems encountered in industrial casters and facilitated the improvement of process practices and control accuracy [1–3].
Many defects introduced during the casting process are influenced by the steel grade, machine design and condition as well as the casting operation. Although the formation of defects has been studied for several decades, a deeper understanding of their nature of formation and improved quality prediction concepts are inevitably needed to correlate the evolution of defects with the actual steel compositions, machine data and casting parameters. Understanding the mechanisms of defect formation is important for minimizing their number and size, particularly in the light of new innovative compositions in use in recent years.
Today many sensors have been installed to the casting machines. Nevertheless, the quality of the castings cannot be measured directly using these installed sensors and hence higher-level computerized quality control systems, which predict and assess the quality of the cast product, are needed. The traditional rating is typically based upon the comparison of actual measurements from the process (e.g. mould level, casting speed) against the existing standards in predefined disposition data tables, which are configured through statistical analyses or through plant experience. This approach often works adequately, but has several drawbacks. The main problem is that it is difficult to relate the defects only with the signals of the sensors and it is, therefore, tedious, time-consuming and costly to define the disposition tables accurately. This is especially the case for new quality specifications or while making changes to the casting conditions/parameters. Extensive work has carried out to develop more advanced quality prediction systems and criteria for defects based on advanced tools [4–17]. Many of the previously published criteria presented in the literature are based on thermo-mechanical calculations, especially for cracking type of defects [7,8,10,11,15]. The typical approach is that if the total mechanical strain exceeds a critical value, a crack will form. These models do not proceed from the mechanism of defects although such a method could be used to describe various factors that may cause defects. It is also difficult to obtain high-temperature mechanical data, especially creep data, and to know the critical strain/stress values as a function of steel composition. In addition, no real-time dynamic method for calculating stress and strain state in continuous casting is available. Especially for hot cracking, some solidification modelling-based criteria have been also developed, for example the CSC criterion [18]. The simplest solidification based hot cracking criteria are based on the solidification interval and they take into account only the alloy composition. Some models calculate the whole solidification interval 



The aim of this work was to derive new quality criteria for computerized quality control systems based on the in-house computational tools developed for continuous casting. To this end, a solidification and cooling related, multiphysics microstructure simulations package IDS was employed for calculating the properties required by various indices as illustrated later. The IDS simulates the microstructural phenomena occurring during solidification, cooling and also reheating, thus covering a range of processes from continuous casting to hot rolling based on the steel composition and cooling/heating rates. To account for the effects of different cooling patterns on quality criteria, the IDS is usually coupled with CastManager, a transient three-dimensional online heat transfer model, and its offline version Tempsimu. These models are based on the fundamental phenomena, but are designed to be sufficiently fast for online use, making the approach realizable at steelmaking plants. The final determination if a defect is forming in practice depends on the cumulative impact of various single quality criteria combined with the models/data describing the mechanical and thermal stresses forming. The tools developed, the new single quality criteria and case examples are presented. So far, the quality criteria have mainly been developed for different kinds of cracks and gas defects.
IDS and CastManager/Tempsimu tools
IDS is a thermodynamic-kinetic-empirical software package, which has been developed since 1984 to simulate solidification and cooling/heating related microstructural phenomena, such as phase transformations, solute microsegregation, inclusion and precipitate formation, precipitate dissolution, grain growth and austenite decomposition [19–23]. The package has since been validated with extensive data of solidification experiments [19,21,24]. Recently, the IDS database has been extended to enable improved simulations of new steel grades [25,26].
The IDS can be applied to different physical states right from the liquid state to the solidified, as-cast state cooled down to room temperature and also during the reheating/homogenization treatments in a reheating furnace. The rate of cooling or reheating, of course, can vary. Owing to the very short calculation times, the tool is fairly suitable for online applications. The solute elements covered by the IDS are C, Si, Mn, P, S, Cr, Mo, Ni, Al, Cu, Nb, Ti, V, Ca, Ce, Mg, B, O, N and H [22]. The IDS tool consists of several modules and not all the elements are included in every module.
The phases simulated by the IDS are: δ-ferrite, α-ferrite, eutectic ferrite, austenite, cementite, pearlite, bainite, α-martensite (bct structure) and ε-martensite (hcp structure). The inputs of the simulation are the nominal composition of the steel and cooling and heating rates. The present IDS software package includes several calculation modules [19] for simulating the solidification and the austenite decomposition process, including the formation of inclusions and precipitates, and for calculating temperature functions for material properties. The most recent of these modules is the QIN module, which calculates steel quality indices providing information about the sensitivity to various casting problems, such as cracking.
CastManager and Tempsimu are heat transfer modelling software packages for the continuous casting of steel [22,23]. The CastManager is intended for online applications, while the Tempsimu is a steady-state model. The material data required for the calculations is provided by the IDS tool. The computing times of the IDS and CastManager are short, and the programs have now been integrated together in one online concept, which has recently been installed in the automation systems of four slab casters in Finland.
New quality criteria for continuous casting and subsequent cooling and reheating processes
Proposed main criterion indices for different types of cracking defects.
OISTR and QISHE indices
The 



Figure 1 shows schematically the phenomenon in context with the Detachment of the shell due to the delta ferrite/austenite transformation (a) and the red temperature zone, where the shell growth is disturbed (b). The worst cases are in the deep red zone (dark grey in print). The temperature 


To provide a numerical value for this phenomenon, the following index was devised:






The effect of a high 


During the peritectic transformation above the solidus, the austenite is forming from ferrite and liquid. A volume change does take place in that reaction when the austenite layer forms between the liquid and ferrite (see Figure 2(a)). During solidification of a steel, its local strengthening can be assumed to start at a zero-strength temperature Background of quality 










QISOL index
The Background of quality 


Sulphur enrichment in the liquid can be reduced with manganese, but the Mn/S ratio in that case needs to be adequately high, and should be even higher, when the steel is strongly austenitic [32]. If the ratio is not sufficiently high, it may lead to the formation of sulfide (Fe,Mn)S, which may contain too much iron. This can lower the solidus of the sulfide, thus leading to the formation of liquid sulfide films at the grain boundaries, which strongly reduces the ductility. MnS alone has a higher melting point and is not very harmful in the absence of Fe. Some rare-earth elements have also been found to be highly effective in binding the excess sulphur, and also phosphorus, to stable compounds [33]. In addition, there are also solute elements, like copper and tin, which tend to form a solute-rich liquid phase, thus reducing the ductility.
IDS calculates the dissolved compositions (mole fractions, 



QIGRA index
A coarse grain structure is known to increase the risk of crack formation. In general, the stresses in the solid structure will concentrate at the softer phase. Typically, the grain boundary is softer and weaker than the grain itself, especially if soft ferrite bands or chain-like precipitates are present at the boundary. In large grains, the external stresses concentrating at the softer and weaker grain boundaries are higher than those in fine grains. Reducing grain size has a strong effect on improving the ductility in both ferrite and austenite. It increases the number of triple points making the structure more ductile and also increases the grain boundary area so that the precipitation density at the grain boundary area is reduced [34].
There are many reasons for the occurrence of grain growth during the casting process. If the earlier mentioned 
Figure 4 schematically presents the austenite grain size as a function of carbon content. The coarsest grains are obtained with 100% austenite structure, which forms at the highest possible solidus temperature. In carbon steels, this corresponds to the peritectic point of about 0.18 wt-% C. At lower carbon compositions, the grains remain finer due to the pass through the FER + AUS zone, as ferrite restrains the austenite grain growth. Besides, grain growth is also restrained by precipitate formation at the boundaries. Background of the 
The lowering of ductility due to the formation of large austenite grain size (thus leading to poor quality) is described with the index 




QIBUB and QIPOR indices
During the solidification of steels, gas bubbles (H2, N2 and CO) may form from the liquid phase. If a gas bubble forms above the zero-strength temperature, where interdendritic liquid films are still connected to the main liquid, the bubble will assumedly flow up to the meniscus. These kinds of bubbles may be very harmful. The bubbles may form pinholes near the strand surface or go alongside with the casting powder into the mould and the steel shell and interfere with the lubrication. This may even cause breakouts because the bubbles in the casting powder locally reduce the heat transfer drastically. If the bubbles form below the zero-strength temperature, they presumably stay in the solid shell and cause gas porosity. The reduced strand quality caused by the gas bubbles flowing up to the meniscus area (




















Index QIDUC
In microalloyed steel, transverse corner cracking is a common defect type, especially in vertical bending casting machines. This defect is strongly influenced by the presence of microalloying elements that form precipitates with C, N and S [3,31,34]. When the strand is bent or straightened, transverse corner cracks occur, as the strand corners approach the vicinity of the low-ductility temperature regime of the steel. The causes of crack formation are attributed to the chain-like precipitations and the film-like proeutectoid ferrite along the austenite grain boundaries. The cracks are normally located in (deep) oscillation marks. At the bottom of the deep oscillation marks, the grains are found to be quite coarse and it is obvious that large grain size increases sensitivity to all kinds of cracking.
The main reason for the increased sensitivity of steel towards transverse corner cracking is the occurrence of precipitation, but typically this is not the only reason. Formation of relatively coarse grains (described by 





Chain-like precipitations and film-like proeutectoid ferrite reduce the steel ductility at lower temperatures. The most detrimental precipitate responsible for transverse corner cracking is known to be Nb(C,N). As small particles along the austenite grain boundaries, these precipitates weaken the bond between the austenite grains, particularly in the presence of film-like proeutectoid ferrite. Other precipitates, such as V(C,N), Ti(C,N), AlN and (Mn,Fe)S, can also effectively reduce the ductility. However, a clear understanding of the combined effects of Nb, V, Ti, Al and Mn on the occurrence of precipitations and corresponding loss of ductility is not so straightforward and is very complicated. For instance, vanadium and titanium may have both positive and negative effects.
Nitrogen content and the particle size too play a significant role. A low nitrogen level tends to reduce the amount of nitrides and in general, the cracking sensitivity too. In addition, large precipitate particles are not so harmful, when compared to chain-like particles. Typically, if a precipitate forms at a high temperature and the subsequent cooling rate is slow (hence, more time for the precipitates to grow), the particles will be coarser and less harmful. On the other hand, V(C,N) and Ti(C,N) precipitates may also serve as nucleation points for Nb(C,N), thus leading to the formation of coarse, complex precipitates. On the other hand, some steel grades without Nb microalloying may still be very sensitive to corner cracking. For instance, vanadium and aluminium bearing steels with high N content may be very sensitive to corner cracking. To comprehensively study the nature of the problem and to understand the effects of microalloying elements, a thermodynamic-kinetic model, such as IDS, is mandatory, as well as also knowledge of the 2nd ductility trough and its strength.
The IDS tool facilitates calculation of the mole fractions of single precipitates (e.g. Nb (C,N), V(C,N), Ti(C,N), AlN, BN, (Mn,Fe)S and CaS) as a function of steel composition and cooling rate. The precipitates formed in the temperature range from 1200°C to the temperature 







These type of effects can be considered in the quality prediction models using empirical relationships. It is also known that only the film-like proeutectoid ferrite at the austenite grain boundary is harmful. If the ferrite forms in other ways, for instance, in the form of acicular or Widmanstätten ferrite, the problem can be reduced. IDS assumes that the ferrite forms typically as proeutectoid ferrite at the austenite grain boundaries. It is noteworthy that the precipitates causing transverse corner cracking may also cause mid-face transverse cracking [30].
It is very difficult to make only one simple mathematical formula to predict the sensitivity of a steel grade to transverse corner cracking, as the phenomena behind the cracking are quite complicated. To predict the sensitivity, cumulative effects of the single indexes (such as 



Indices for phenomena after continuous casting: for cooling, hydrogen induced cracking, reheating (QICOOL, QICOLD and QIHEAT)
The cracking tendency during cooling after continuous casting is typically associated with martensite formation, which is an athermal transformation process. Martensite is a hard but brittle phase and its hardness increases with increasing carbon content. Martensite containing steels, whose carbon content is lower than about 0.10 wt-% are softer and less susceptible to cracks. Martensite has a density lower than austenite and is accompanied by an increase in volume, combined with the shear strains following phase transformation, causing large stresses and strains in the structure. Besides, during cooling, thermal stresses are also generated in the structure. Accordingly, the steel surface and corners cool faster than the inner core, which causes large tensile stresses on the surface.
Cracking can occur especially if there are softer phases (ferrite) along the prior austenite grain boundaries and the rest of the structure is hard martensite and/or bainite. Thermal stresses combined with the internal stresses from martensite transformation are concentrated in the softer ferrite band. Cracking may take place, especially in the surface where the thermal stresses lead to tensile strains. The risk is still higher if there is chain-like precipitation in the softer ferrite band, which hinders the grain boundary sliding. Consequently, the susceptibility to cracking increases. A low cooling rate is beneficial, because the thermal stresses will be smaller and the amount of martensite or bainite formation is reduced or completely eliminated.
Prior austenite grain size and carbon content have noticeable effect on cracking. The strains generated on the boundaries of coarser grains will be higher than in finer grains, and with higher carbon content in the steel, the martensite is not only harder, but very brittle, too. So far as bainite is concerned, the transformation temperature is relatively higher, and hence the shape deformation due to bainite formation is relaxed by the plastic deformation of the adjacent austenite. So, bainite is considered less harmful than martensite, but it is also harder than ferrite. It must also be noted that the presence of retained austenite between the martensite laths can effectively block crack propagation. The Amount of ferrite, martensite, bainite, retained austenite at 25 °C The temperature of the disappearance of delta or proeutectoid ferrite from the structure (if zero at room temperature). Amount of precipitates in the prior austenite grain boundary Prior austenite grain size Carbon content

Another type of cracking occurring during cooling, particularly in the steels of the storing hall, is cold cracking (or hydrogen induced cracking). The solubility of H in ferrite is considerably lower than that in austenite and therefore, cold cracking is typically related to the ferrite phases, especially with the hard and brittle martensite, and of course the original amount of hydrogen in the melt. Especially in martensite, the dislocation density is high and these dislocations act as nucleation sites for the hydrogen gas, forming as 2[H]Fe → H2 (g). With lower carbon content (<0.1 wt-% C), the martensite is not so hard and brittle, and in most cases, not so sensitive to cracking.
The H2 pressure together with cooling induced transformation stresses and the residual stresses due to storing may cause severe cracking. Even very low hydrogen content (1–2 ppm) may cause problems and in the strands cooled in the storing hall, new cracks can form over several days (delayed cracking). Typically, cold cracking takes place at temperatures below 200°C and to calculate this index, IDS uses the following output data: Excess H level in the structure at 25°C Amount of martensite, bainite, ferrite, retained austenite at 25°C Carbon content of the steel.
Cracking may also take place also during reheating. This is strongly associated with the low-ductility phases, such as hard and brittle martensite, and/or grain boundary ferrite bands with chain-like precipitates. The thermal expansion is so high that the low-ductility phases cannot withstand the resulting stresses during reheating. The volume change from martensite to austenite becomes negative, i.e. there is shrinkage in this reaction, which also increases the tension stresses in the structure. Lower heating rates are needed for these kinds of steels. Similar data as required during cooling (

Results and discussion
QISHE and QISTR
Figure 5(a) shows the calculated values of the (a) Indices 








For stainless steels, the highest values are at about (Cr/Ni)eq of 1.80 and the corresponding compositions are significantly prone to surface defects. It can also be seen that unlike in the case of carbon steels, the 

For further testing the 







There are other parameters too affecting the occurrence of transverse corner cracking, such as deep oscillation marks, grain size, etc. and these should also be taken into account when making a rule-based quality prediction model for transverse corner cracking. At the bottom of the deep oscillation marks grains are typically higher than at the low oscillation marks. As mentioned before, in large grains, the external stresses concentrating at the softer and weaker grain boundaries are higher than those in fine grains.
Bleeding
Another industrial case study was carried out with stainless steels. Bleeding is a serious surface defect that occurs in the mould. The molten steel breaks through the shell inside the mould and unlike in the case of a breakout, this liquid quickly spreads in the gap and freezes. Although this heals the shell, it leaves a distinct patch or scab on the steel surface that can delaminate during rolling. Also, liquid overflow over the solidifying shell may cause a similar defect.
Three stainless steel grades, namely, A, B and C, prone to bleeding effect, were studied to provide an insight into the phenomenon. These steels are normal austenitic stainless steel grades with (Cr/Ni)eq from about 1.75–1.95 with typically approximately 17.5 wt-% Cr and 6.5–8 wt-% Ni. Steel A, which is the most sensitive for bleeding, has 17.5 wt-% Cr, 6.5 wt-% Ni and high N content. Figure 6 shows the calculation results. Based on statistical defect analysis, one of them (steel A) is clearly the most sensitive to bleeding and steel C is a bit less sensitive than B. All the compositions, in general, are in the high-risk domain close to (Cr/Ni)eq ≈ 1.80 and hence, are sensitive to various kinds of defects, as mentioned before. But for the steel grade most sensitive to bleeding (A), the





Hot cracking
Hot cracking in ferritic stainless steels is not as common as in austenitic stainless steels, because of the comparatively lesser extent of microsegregation in ferritic steels. An example of sulphur microsegregation can be seen in Figure 7. Calculations were made for different stainless steel grades using the IDS tool. While the sulphur content was maintained at the same level, i.e. S = 0.01 wt-%, the manganese content was either 0.1 wt-% or 1.5 wt-%. Referring to the right-hand side of Figure 7, this stainless steel contains very low manganese (i.e. Mn = 0.1 wt-%) and hence, the Mn/S ratio is only 10. It can be seen that the sulphur enrichment at solidus increases exponentially as (Cr/Ni)eq decreases. This is because the amount of austenite formation during solidification increases with the lowering of (Cr/Ni)eq. Calculated segregation of sulphur in two different stainless steel grades. Left: not prone to hot cracking; right: very prone to hot cracking.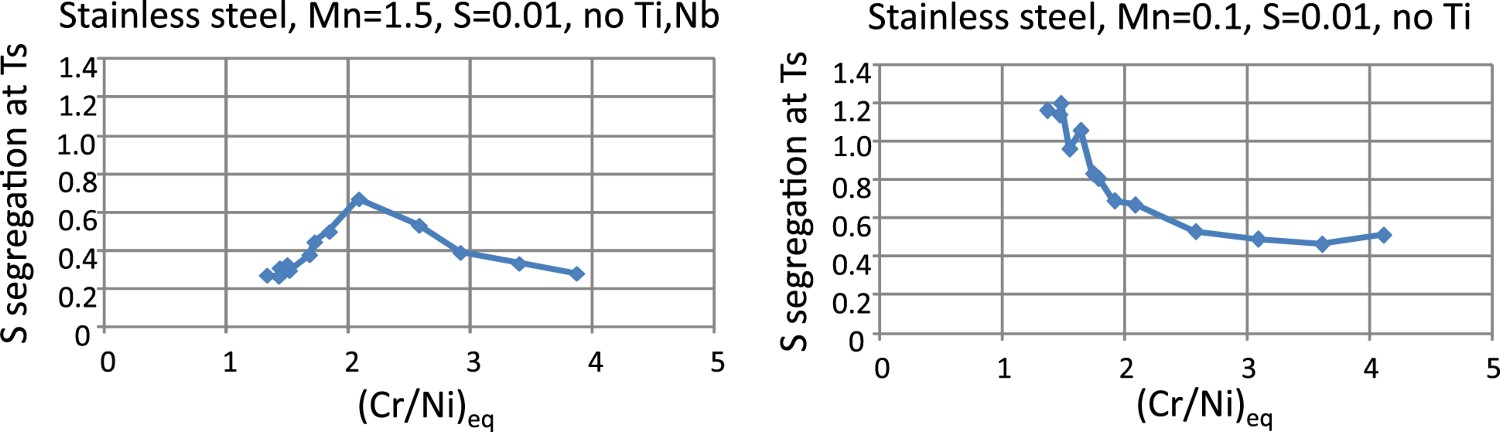
It is well known that when the (Cr/Ni)eq in stainless steels is lower than about 1.5–1.7 [35], the risk of hot cracking increases strongly, as can be discerned from the right-hand side of Figure 7. Therefore, the presence of sulphur in the steel reduces the ductility. This can be prevented if the nominal S and P contents in the steel are low (S + P < about 0.01–0.02 wt-%) and also, the Mn content is raised to a higher-level that binds S to form MnS, as depicted in the left-hand of Figure 7 (Mn = 1.5 wt-%). It can be seen that with higher Mn, the microsegregation of S is reduced effectively, when (Cr/Ni)eq is lower than about 2, and also, the tendency to hot cracking decreases drastically. It must, however, be noted that ferritic stainless steels may also become susceptible to hot cracking if the S and P contents are high. In addition, the ferritic grades stabilized with Nb and Ti, might also be very susceptible to hot cracking, because Nb and Ti have a strong tendency to form compounds with C and N and hence, reduce the hot ductility. These phenomena can also be predicted with IDS-aided calculations.
The low ductility around the solidus temperature is not the only reason for the occurrence of hot cracking. Stresses are also needed. Various types of stresses also promote hot cracking, such as those resulting from phase transformations, mechanical stresses from the casting process manifesting as bending and unbending stresses, and thermal stresses. The phase transformation stresses related to the solidification process can be described with the quality indices 




One industrial carbon steel grade, which was very prone to hot cracking, was further studied. For that steel, the 

Cooling after continuous casting
Two steel grades, steel A (0.19 wt-% C, 1 wt-% Cr) and steel B (0.21 wt-% C, 0.85 wt-% Cr), which happened to be very crack-sensitive during cooling following continuous casting, were modelled using the IDS tool. The steels can be produced at extremely low cooling rates, but cracking does take place at higher cooling rates. Two cooling rates were considered for modelling the solidification process following continuous casting: 0.02°C/s (slow cooling rate) and 1°C/s (high cooling rate). With the slow cooling rate 0.02°C/s the following phase fractions were obtained for the two steels at 25°C: Steel A: Proeutectoid ferrite 8.3%, pearlite 77.7%, bainite 12.2%, and martensite 1.6%, and Steel B: Proeutectoid ferrite 10.9%, pearlite 89%.
Therefore, at a slow cooling rate, the structure of the two steels is mainly ferritic-pearlitic and hence, is free from crack-sensitivity. In contrast, for the high cooling rate the phase fractions were: Steel A: Proeutectoid ferrite 1.4%, bainite 67.2%, and martensite 30.3%, and Steel B: Proeutectoid ferrite 2.1%, bainite 79.8%, and martensite 17.5%.
This suggests that at a high cooling rate, the structure is essentially pearlite-free with a narrow ferritic band and mainly consists of harder phases, bainite and martensite. With a further increase in the cooling rate, a greater fraction of martensite is formed, too. Hence, it can be easily construed that the structures can become crack-sensitive with faster cooling rates. Seemingly, the narrow ferrite band with chain-like precipitates and hard internal grain structure adversely affects steels with a greater propensity to cracking at higher cooling rates. In general, a fully martensitic (+bainitic) structure may become quite sensitive to cracking and should be cooled very slowly.
Cold cracking
As a corollary to crack-sensitivity of steels at high cooling rates following continuous casting (
Cracking during reheating
Five continuously cast steel grades (steel A, B, C, D and E), which were considered very crack-sensitive during fast heating in a reheating furnace, were modelled using the IDS tool. The tool was used to simulate continuous casting and subsequent cooling to room temperature.
Following cooling at 0.02°C/s after continuous casting, the microstructure of three castings A, B and E revealed essentially a mixture of proeutectoid ferrite and pearlite with proeutectoid ferrite contents varying in a narrow range of 4.8%, 6.3% and 4.6%, respectively. At a still higher cooling rate (1°C/s), the structures were similarly free of any bainite or martensite, but the proeutectoid ferrite bands were narrower.
Under similar cooling conditions, steels C and D showed essentially a bainitic-martensitic microstructure with narrow bands of proeutectoid ferrite and/or cementite. All these five steel grades were very close to the eutectoid point in respect of carbon content. It means that narrow bands of the proeutectoid ferrite /cementite in the structures render them crack-sensitive and during fast reheating cracks may easily form. This is the case with a high cooling rate too after continuous casting. These steels should be cooled down, and then reheated in the reheating furnace slowly. Chain-like precipitates in the narrow bands combined with the hard grain interior make these structures even more sensitive to cracking. Hence, adequate care must be taken in reheating the structures of steels with compositions close to the eutectoid point. For comparison of these results, a cold cracking formula for welding was also used. According to the cold cracking formula for welding, steels B, C, and D are very prone to cold cracking, whereas steels A and D are in the boundary area between low and high sensitivity to cracking.
Conclusions
The formation of defects in continuous casting is largely influenced by the steel grade, machine design and casting operation. Even though the formation mechanisms may be well known, the prediction of defects is still quite difficult and requires high-level computational tools, which are able to account for and calculate the most important phenomena in continuous casting and link them to the occurrence of defects. Another typical problem is that a single phenomenon or criterion cannot alone predict the sensitivity or formation of a defect, because the cumulative effects of the phenomena is unknown.
In this work, the new quality criteria were derived from the calculated results of the IDS tool based on the steel composition and cooling rates. Several quality indices have already been developed and tested successfully, so far in off-line mode, as presented in this paper. Some criteria have also been developed for cooling and reheating processes taking place following the continuous casting process. The developed criteria can be used as important segments in the online quality prediction systems in casting machines. An additional benefit is that they are able to provide fairly accurate reasons why the defects forms or would form, and practical proposals in order to avoid them. The work will be continued with rule-based control systems to take into account more accurately the cumulative effects of the important phenomena. Using this approach, it would be possible to calculate in advance the optimal target compositions for certain defect-sensitive steel grades in order to avoid high index values.