
Abstract
Mathematical models appear as very attractive alternatives in blast furnace studies. Therefore, a three-dimensional model is described and validated to simulate the flow and combustion of binary coal blends under simplified blast furnace conditions. The present article aims to analyse the performance of different coals and their blends for conventional and coaxial oxygen enrichment methods. Among the simulated coals, Coal C, which combines one of the smallest particle sizes with one of the highest volatile matter contents, presented the highest burnout and average temperature values. Coaxial oxygen enrichment showed a negative effect on coal combustibility in the cases with 26.9% of O2. This is explained by the large amount of gas being injected by the coaxial lance, resulting in a cooling effect and particle concentration. Also, blending coal A with coal B resulted in an improvement of burnout for both coals, because of the synergetic effect caused by their combustion.
Introduction
Owing to the high productivity and efficiency, blast furnace is the main metallurgical reactor to produce hot metal [1–4]. During its operation, hot air is injected through the tuyeres presenting temperatures around 1100°C [5]. Then, the injected air reacts with coke in the furnace raceway, generating heat and reducing gases, which are vital to obtain hot metal [3].
Blast furnace operation demands high amounts of energy, representing about 70% of the total energy input required by the steel industry [6]. An alternative to reduce costs and to decrease the emissions of carbon dioxide is pulverized coal injection (PCI) [7,8]. It aims in replacing part of coke loaded on the superior part of the reactor [1,2,4,8] by injecting fines of coal, through the tuyeres, in its lower part. Replacing coke is important because it has a higher price than coal, and a large amount of COG is released during its production (coke oven gas) [9].
The injection of pulverized coal was intensified around 1980, during this time, other fossil fuels were also used to be injected as alternative fuels, but coal presented the lowest price and the most abundant reserves among them [10]. Nowadays, PCI technology has been continuously operated with pulverized coal rates around 200 kg/tHM [11,12]. However, further increases in injection rate have been a challenge due to the reduction of permeability caused by the unburned coal, so it needs improvements on char combustion [11,13].
Oxygen enrichment is one of the most important operational parameters to increase coal combustion efficiency in a blast furnace [14]. There are two different methods of increasing the oxygen content in the raceway: one is the enrichment by the blast, and the other by coaxial lance, where room temperature oxygen flows through the annulus of the lance [15,16]. Despite that, the information regarding the application of oxygen enrichments still not enough. As a result, there is a lack of knowledge in how different coals and their blends would behave for different enrichment methods.
The combustion in the blast furnace raceway is a complex process, and detailed measurements are extremely difficult to obtain because of high temperatures and pressures conditions, presence of molten material, lack of accessibility, and inevitable reduction of production [17]. So, in order to maximize production efficiency, there is a necessity of developing new technologies on ironmaking process to analyse and understand heat and mass transport phenomena inside this region of the blast furnace. Mathematical modelling appears as attractive alternatives to study blast furnace raceway.
In the past 50 years, several mathematical models of ironmaking processes have been developed and they have significantly contributed to improve blast furnace operational efficiency [18]. They are mainly represented by continuum-based (CFD) or discrete-based approaches (DEM) [19]. However, continuum modelling requires comparatively less computational power [20], and some models were already developed to predict localized regions, including pulverized coal combustion within the raceway.
Among the CFD models that were developed to study pulverized coal combustion in the raceway, Wijayanta et al. [2,17] have investigated some aspects of coal and biochar injection in a 2D model. While, Shen et al. [4,8,21–28] have carried out many studies, on the flow and combustion behaviours of pulverized coal, using a 3D model validated by a pilot-scale test rig. Also, Zhou et al. [1,14] have developed a 3D model to simulate pulverized coal combustion, but this work was focused on different ways to achieve oxygen enrichment. Nevertheless, none of them have studied the distinct ways of oxygen enrichment for different coals and their blends. Therefore, in order to improve the practice of PCI, it is important to investigate the chemical and physical interactions of different coals injected simultaneously in a blast furnace, so it could be useful to increase the number of coals able to be injected [29].
Then, the major goal of this work is the development of a 3D computational fluid-dynamic model, using ANSYS-CFX® 17.1, to predict the flow and the combustion of blends made of two different coals. Then, an investigation will be carried out to observe the effects of local and conventional oxygen enrichments for the different coals and their blends. The geometry used to develop this work is based on a combustion test rig used between 1998 and 2000 by BHP Newcastle Laboratories [30,31].
Material and methods
Model description
Governing equations for flow








Variables Φ, Γeff, and SΦ of the governing equations for gas phase.






Governing equations for the solid phase [32].
The drag coefficient, 






Coal devolatilization
Chemical reactions considered in the model.














Kinetics of devolatilization modelling [21].


Gaseous combustion
The gaseous combustion is described by the reactions between the released volatiles and O2 to form CO2 and H2O. They are modelled using the Eddy Dissipation Model [35], Equation (9), that assumes velocity of reaction is controlled by turbulent diffusion. So, the reaction rate, 





Oxidation and gasification of the residual char
Residual char is considered as pure carbon, and its heterogeneous reactions with O2, CO2, and H2O are modelled applying the Gibb Model [32]. This approach considers the oxygen external diffusion on the char particles, also the oxygen diffusion inside the pores of the char particles. So, the change in the char mass is given by Equation (10).













Kinetics of the heterogeneous reactions [21].


Model validity
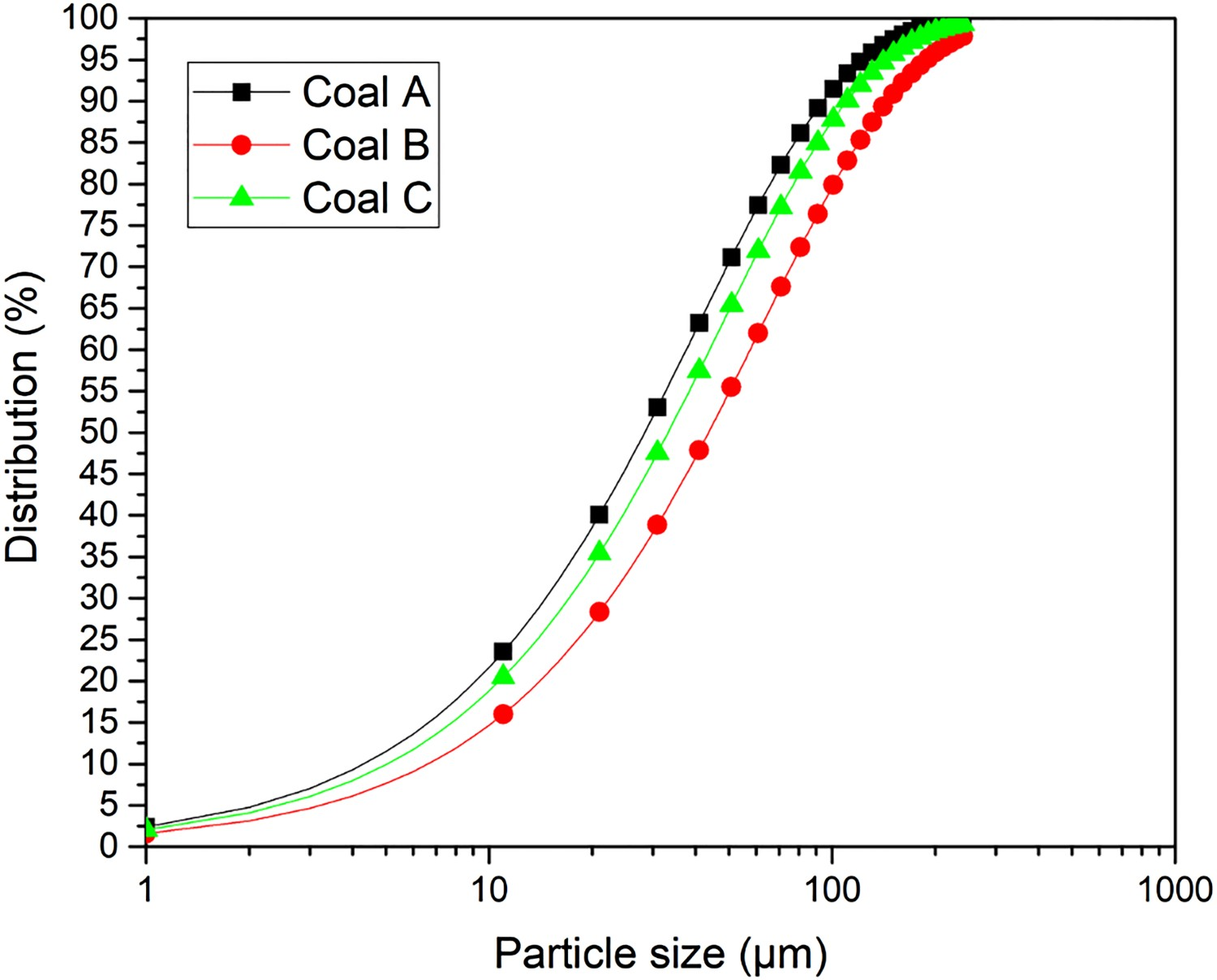
The proposed model is validated against data from a pulverized coal combustion test rig used between 1998 and 2000 in BHP Newcastle Laboratories [30,31]. The modelled domain, Figure 1, presents an inclined coaxial lance, 6 degrees, positioned on the centre of the reactor. Three different gas streams are injected into the domain, carrier gas for the coal, coaxial gas (to reduce the temperature of the lance), and a hot air blast. As this is a symmetric geometry, a symmetrical plane was created, and the simulated domain consists of one symmetrical half. The properties of the simulated coals are shown in Table 6, where Q factor is used to represent the volatile yield enhancement of devolatilization reaction at high temperature. And their granulometric distribution, using the Rosin Rammler method, is represented by Figure 2. Domain dimensions (mm). Rosin Rammler distribution for the Coals A, B, and C.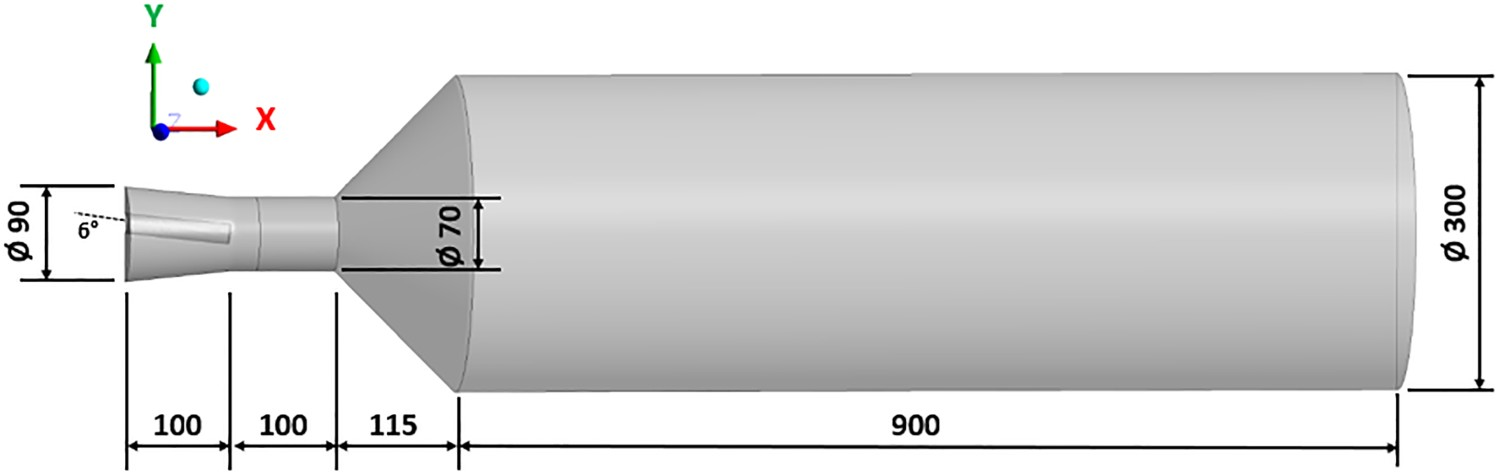
Physical and chemical properties of the simulated coals.
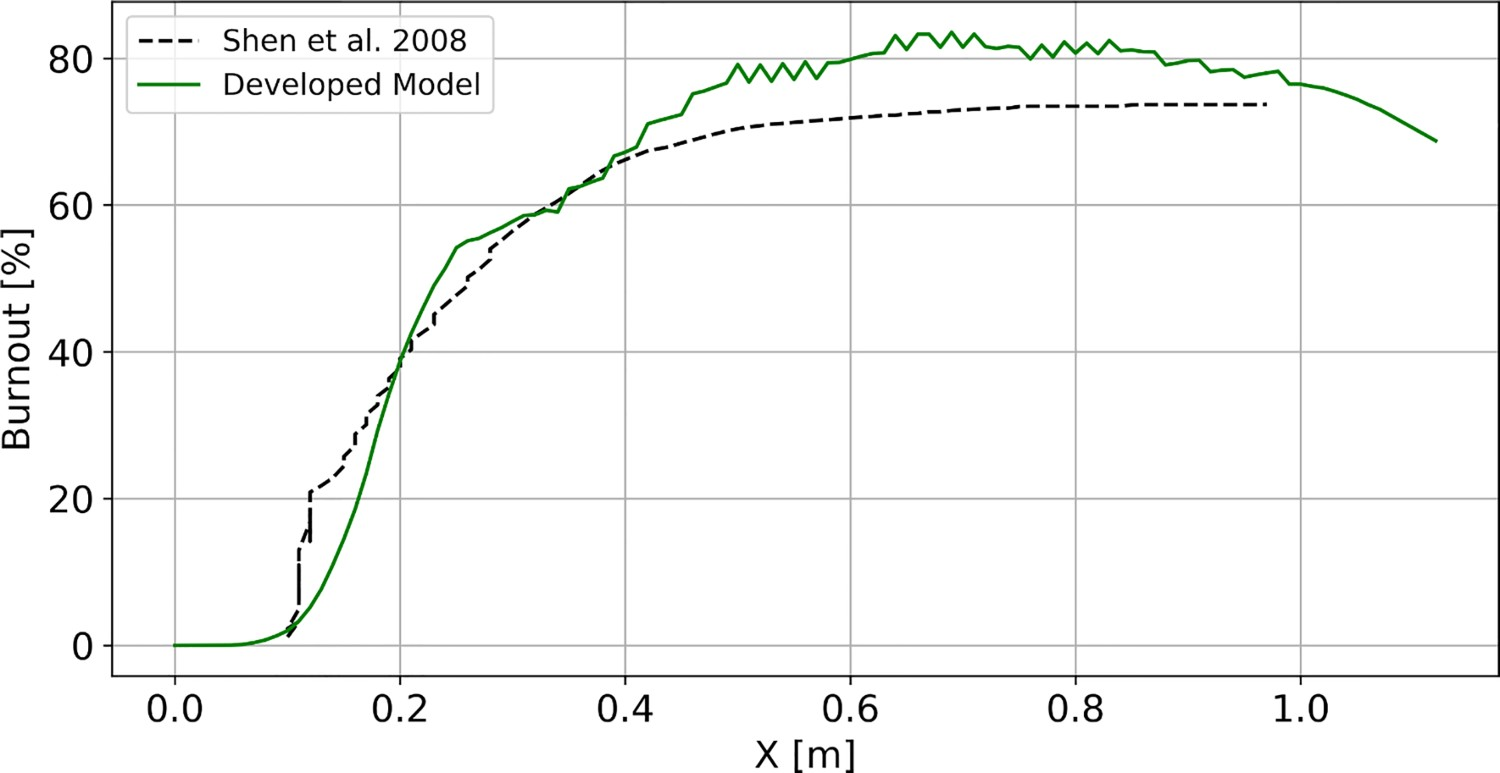
The model validation was done in two steps. First, under the same boundary conditions (Table 7), the results were compared to the ones from the model developed by Shen et al. [21]. The main comparison factor is burnout that can be calculated by Equation (14). Model validation with Shen et al.’s model [21].


Boundary conditions for validation with Shen et al.’s model [21].
Second part of the burnout validation.
Model application
By using the same coals and domain from the validation cases, the developed model was applied to investigate the different oxygen enrichment methods in the blast furnace raceway, and how coals with different compositions and their blends react under those methods. The conventional and coaxial O2 enrichment methods are shown in Figure 4. In the conventional, hot air enriched with oxygen is injected by the blast inlet. Whereas, in the coaxial enrichment method, pure oxygen is injected by the coaxial lance. Table 9 lists the fixed operational parameters, in the inlets, which are kept constant in all tests. While, Table 10 shows the boundary conditions for the different oxygen enrichments in each case. In case 1, the reference cases, there is no oxygen enrichment. For cases 2 and 3 oxygen enrichment is applied only in the blast, increasing the content of oxygen for this gas. For cases 4 and 5, pure oxygen is injected by the coaxial lance in a flow rate of 12 and 25 Nm3 h−1, respectively. Then, this set of cases is repeated for Coals A, B, C, and their blends (AB, AC, and BC – in a proportion 50/50 in mass). So, a total of 30 different tests were simulated. All the cases were simulated using the same geometry, with the coaxial lance. However, for the reference and conventional enrichment cases, a typical atmospheric gas (21% of O2) was injected by the coaxial lance in a low flow rate (3.2 Nm3 h−1). This gas is responsible to cool down the lance in the simulated test rig. Schematic diagram showing the oxygen enrichment methods.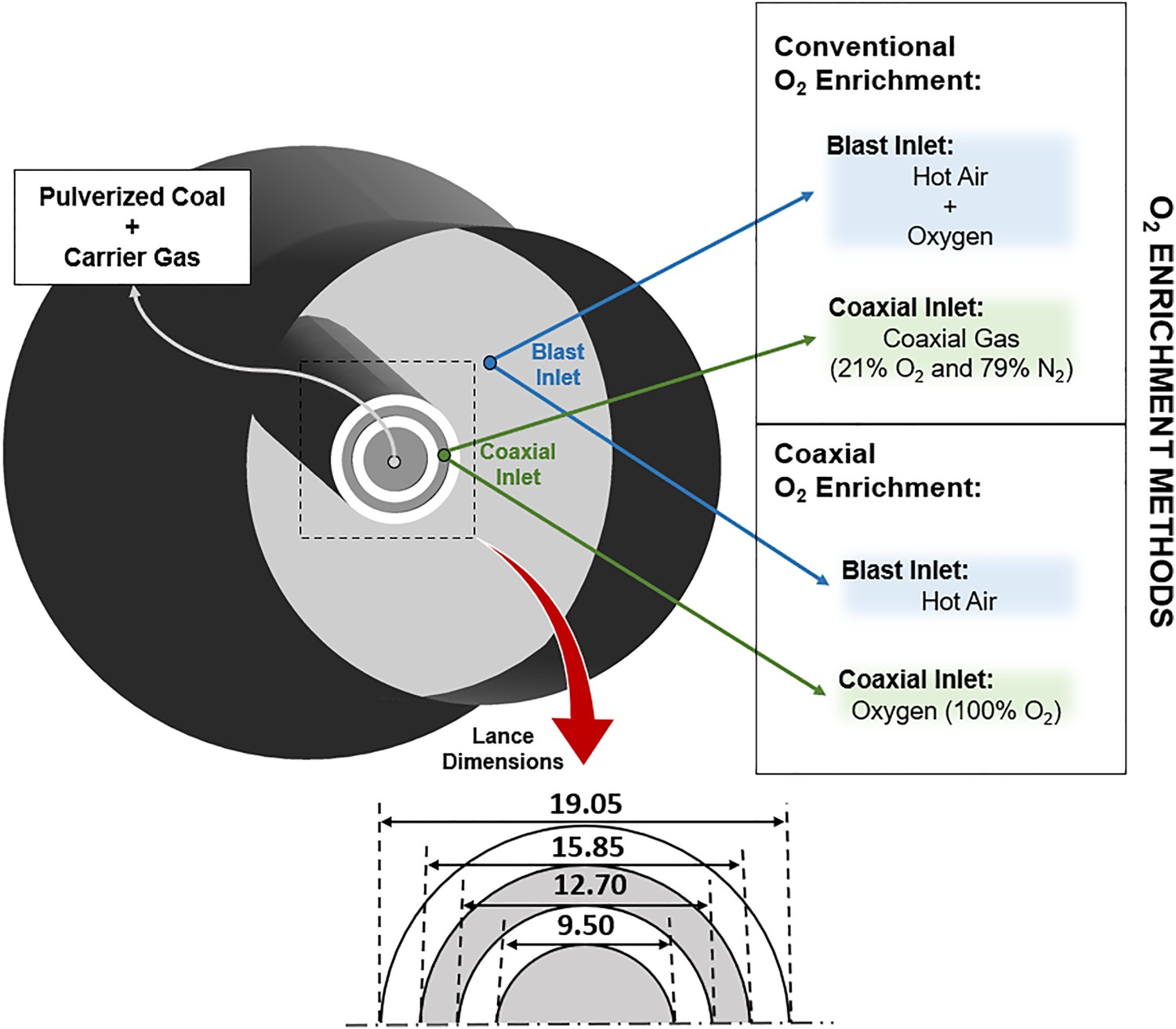
Fixed operational parameters in all cases.
Boundary conditions for the set of cases.
Results and discussion
Figure 5 shows, for all the O2 enrichment tests, the averaged burnout collected at 925 mm downstream from the injection point. The conventional enrichment method (blast enrichment), in general, presented a better result than the coaxial enrichment method. Therefore, the highest burnout value achieved is 74.85% for Coal C under blast enrichment of 26.9% (Case 3 conditions). This coal has a very attractive combination of small size of particles (d50 equal to 48μm) with high amount of volatile matter (26.85%). Both characteristic that aids to increase the burnout value. Burnout results for the O2 enrichment study.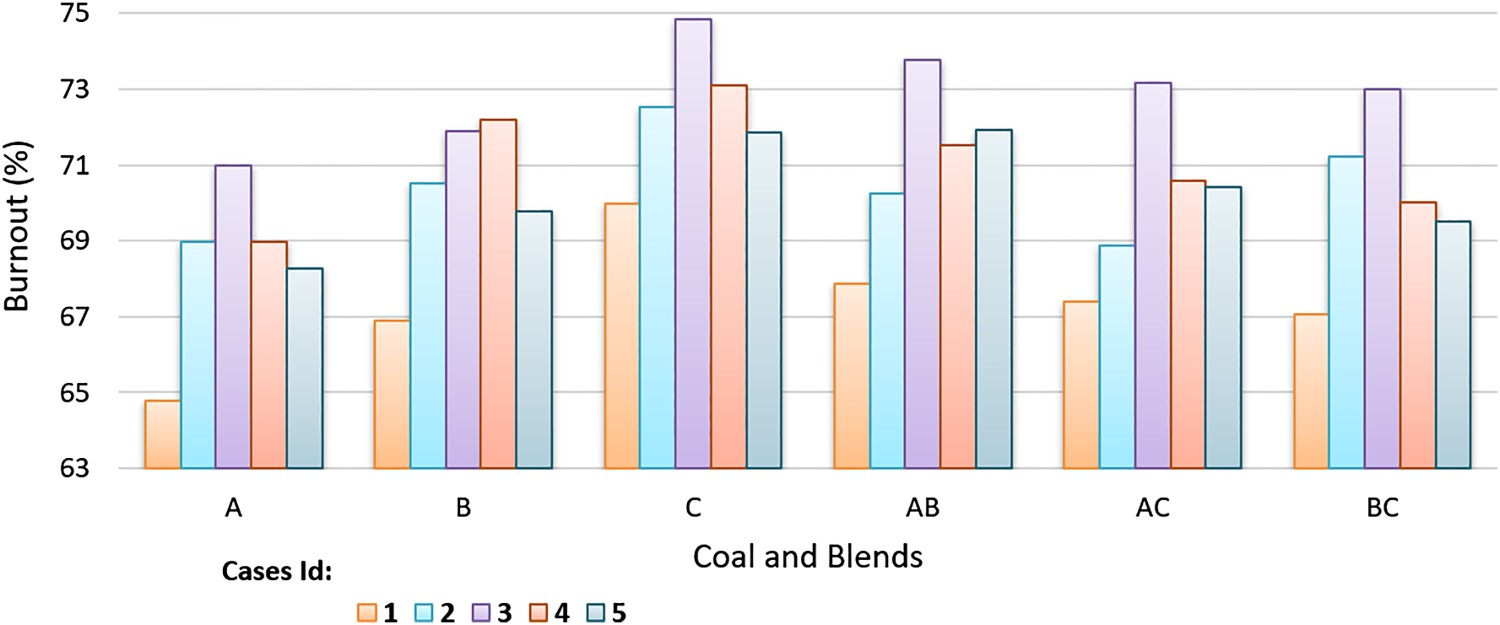
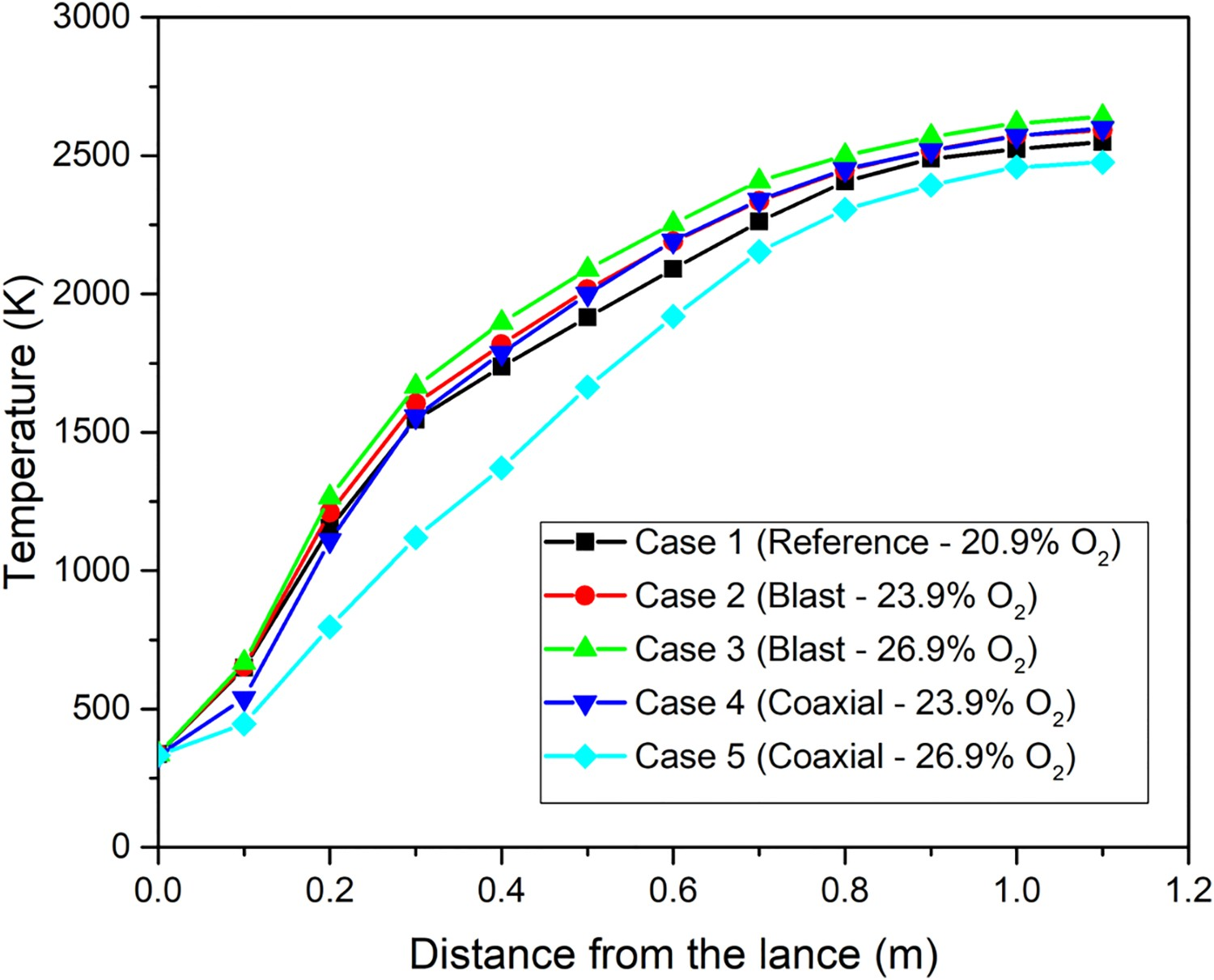
Increasing the amount of oxygen is beneficial to increase burnout, because there is more oxygen available to react with the particles and with the volatile released by them, which also tend to generate higher temperature values. Figure 6 shows the average temperature in the domain in each test. Average temperatures for the O2 enrichment study.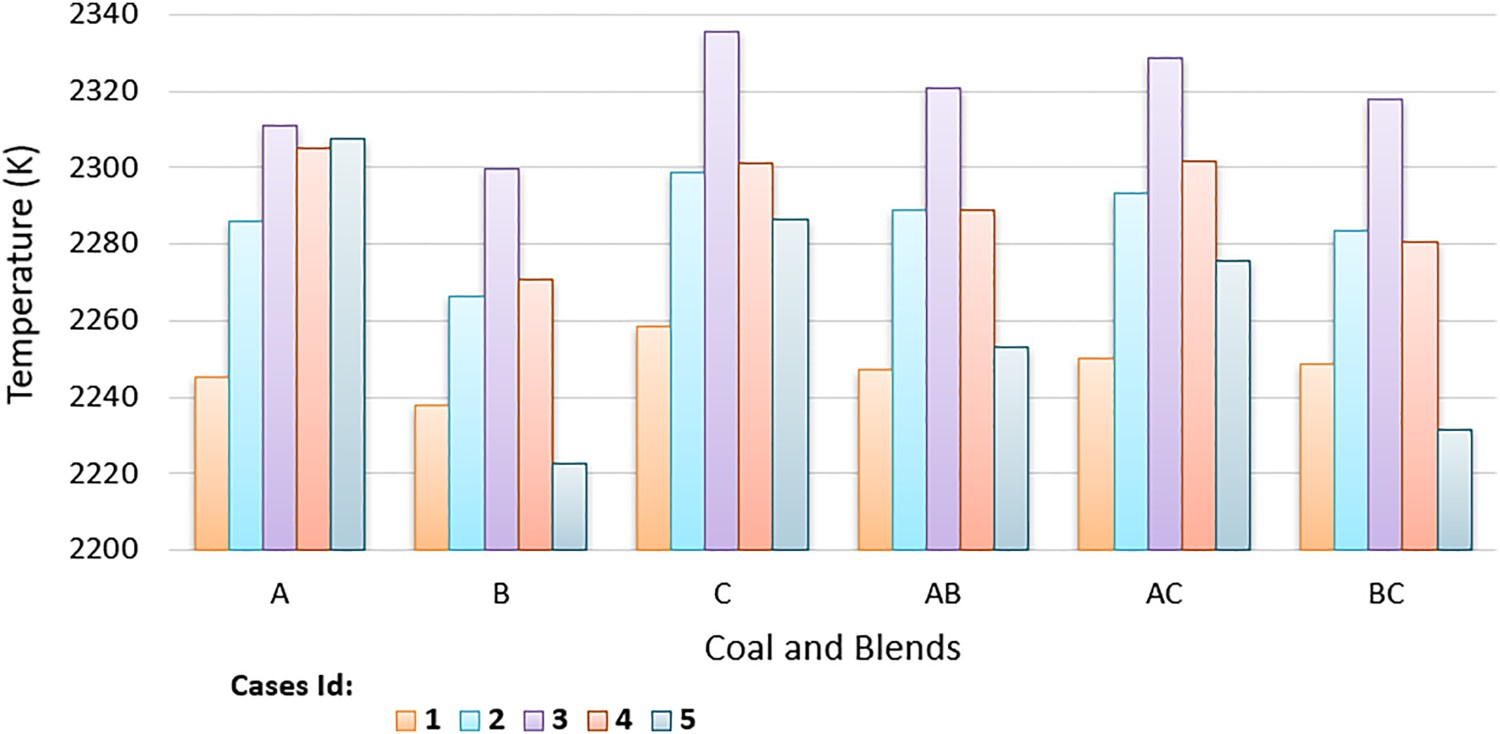
Particle size
Size of particles is a major factor for the combustibility of a coal. Small particles have a higher surface area than larger ones, which help them to be heated up and to react faster. In this study, Coals A and C have the smallest sizes of particles with d50 equal to, respectively, 41 and 48 μm, while Coal B presents 63 μm. However, Coal A is a low volatile coal (19.95%) with lower combustibility. The comparison of the burnout evolutions for different group of particles for all coals in their Reference Cases is shown in Figure 7, where the importance of particle size can be seen. Smaller particles (between 20 and 30 μm) show a much higher burnout than the large ones (between 100 and 200 μm). And, due the higher volatile matter (VM) content, for all group of particle sizes, the final Coal B burnouts are higher than the others. So, when particles of the same size are considered, the volatile content is the most important factor to achieve the highest burnouts. Nevertheless, the general results, presented by Figure 5, showed a better performance of Coal C, because of its lower granulometry, which means that, this coal has is a higher content of particles smaller than 60μm in comparison to Coal B. Particle sizes comparison for Coals A, B, and C in their Reference Cases.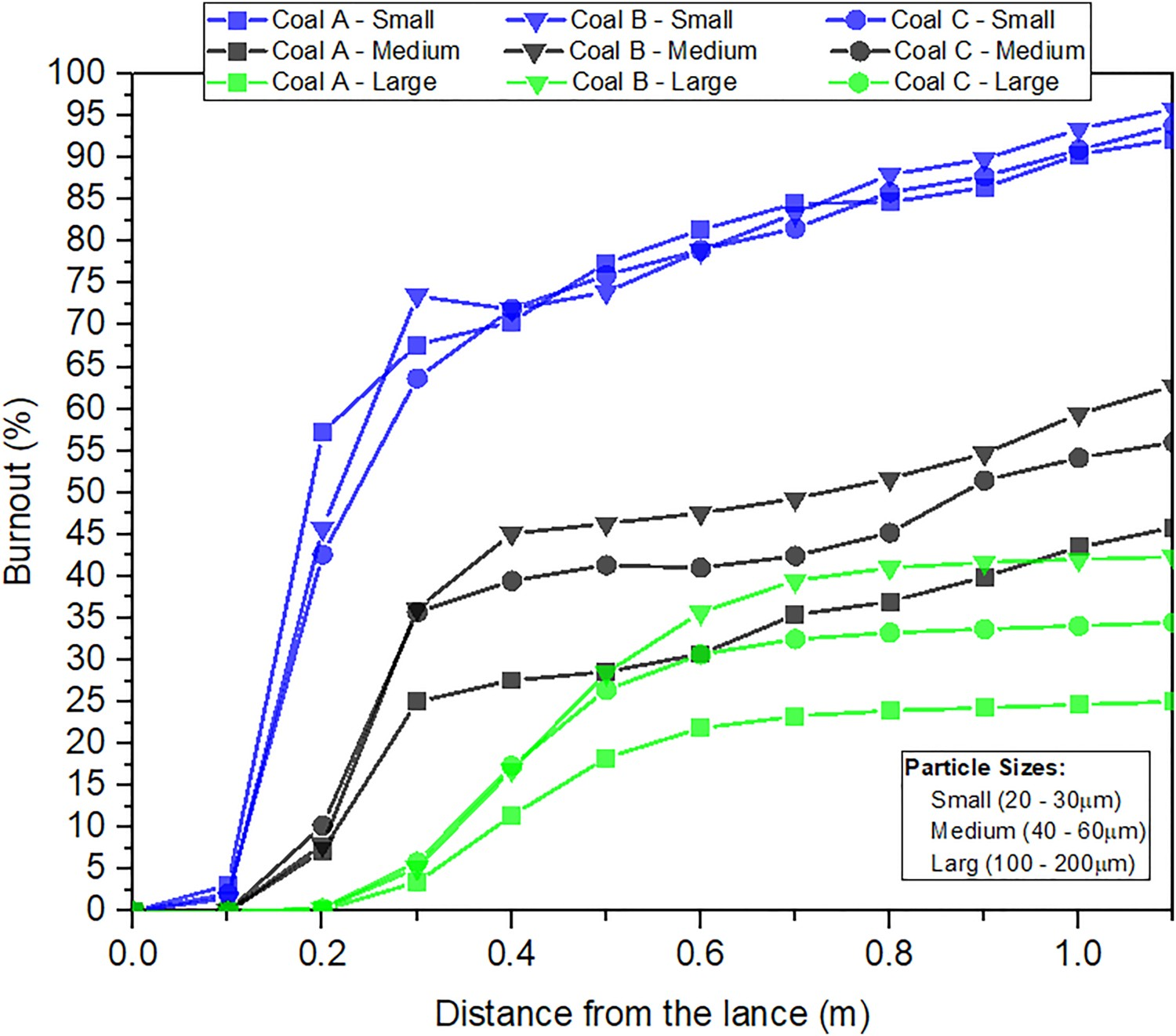
Volatile matter release
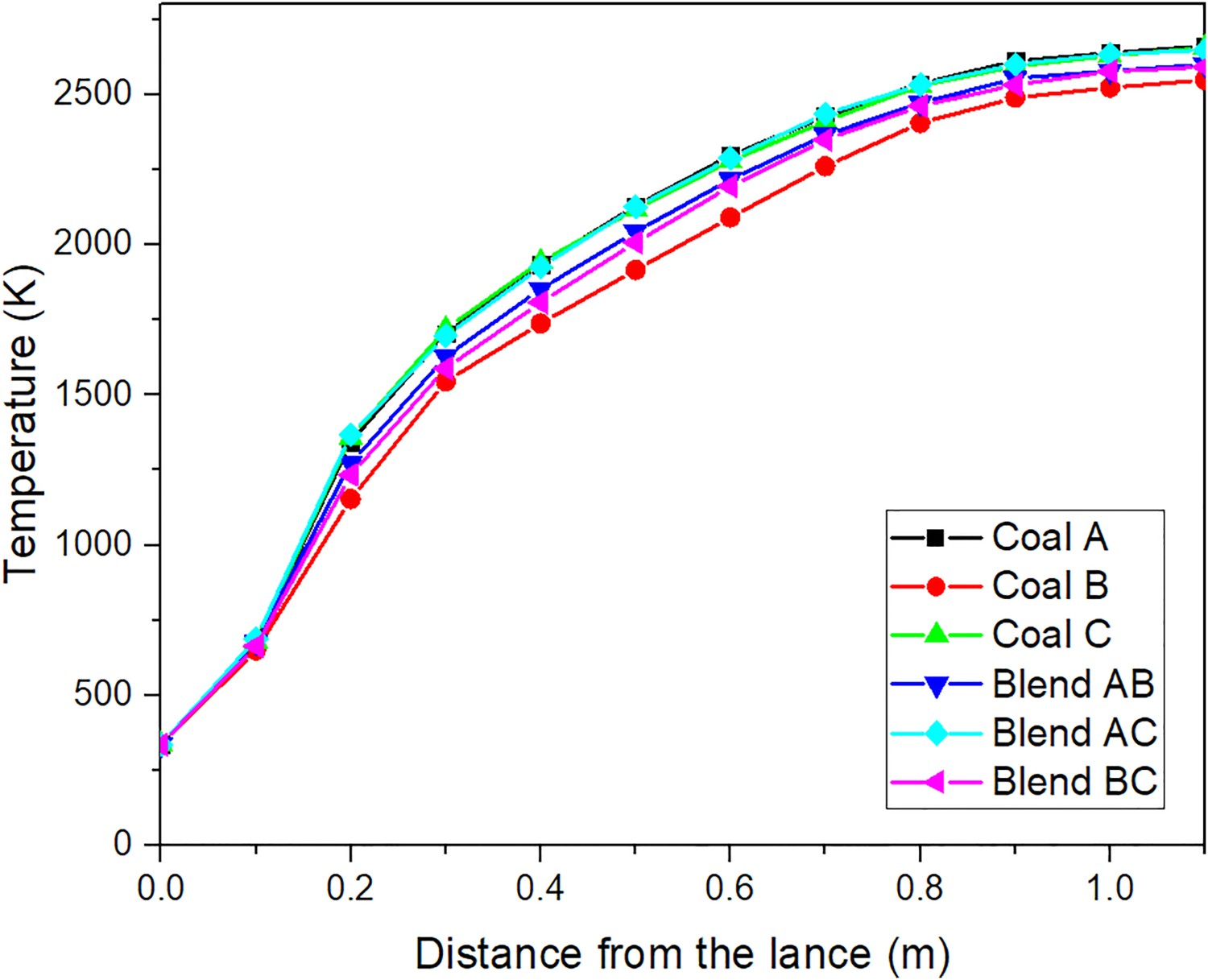
Burnout is highly affected by the volatile matter (VM) release from the coal. This is one of the main stages during coal combustion. The released VM reacts with oxygen, producing heat, and helping on the char combustion. Figure 8 exhibits the amount of VM inside the particles during their trajectory inside the reactor. Due its granulometry and composition, the curve for Coal C decreases faster than the ones for Coal A and Coal B. And, the particle temperatures for Coal C, Figure 9, are considerably higher than the one representing Coal B. Therefore, the faster volatile release (occurred because of the lower granulometry) aids to increase particle temperatures. Also, higher temperatures help the volatile release. So, this combination of cause and effect is another major factor that contributes to achieve higher burnouts. So, in the simulated cases, particle size is the most predominant factor to improve coal combustion, comparing medium and high VM coals. Volatile matter evolution for the Reference Cases of all coals and blends. Particle temperature evolution for the Reference Case of all coals and blends.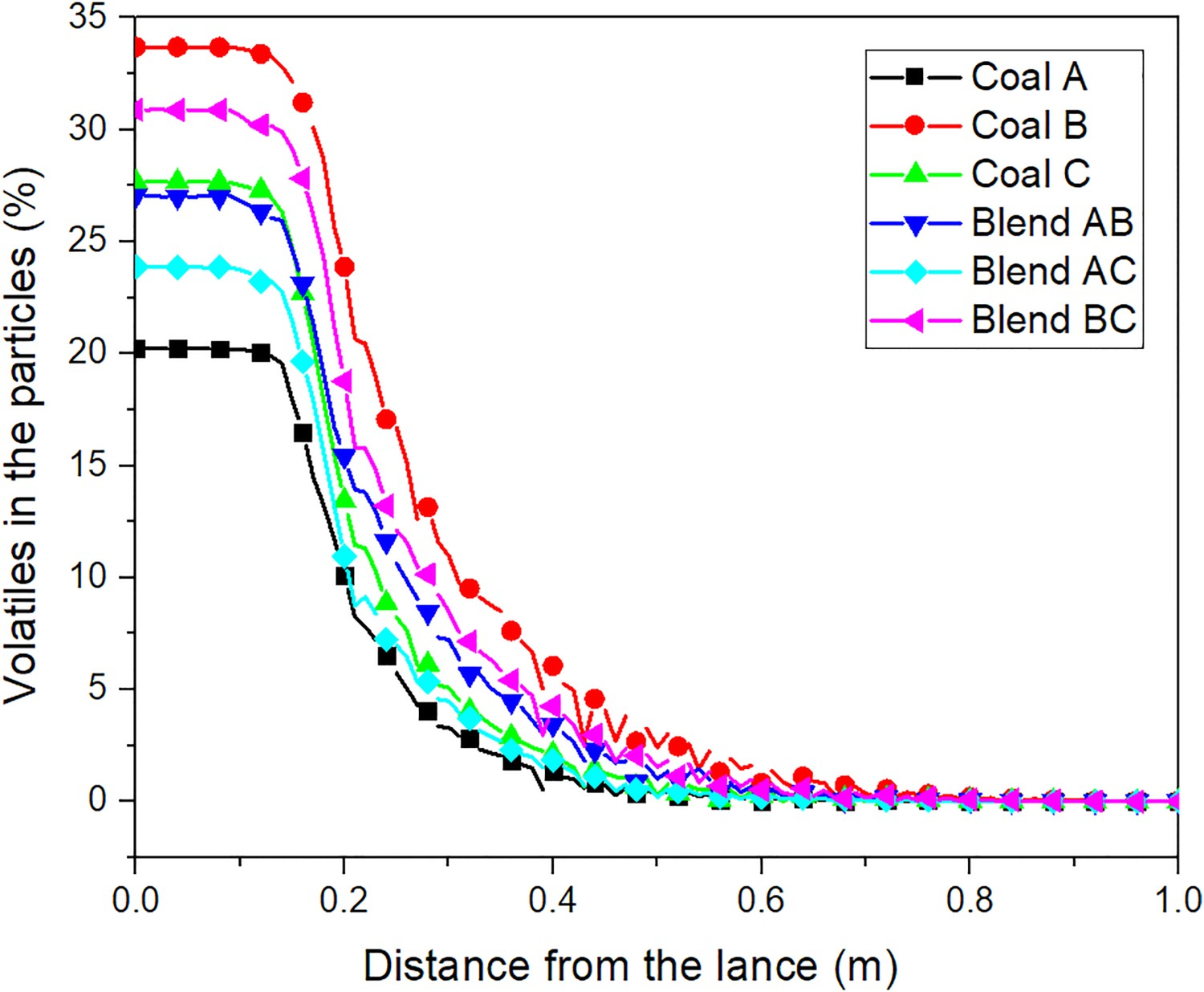
Differences between blast and coaxial O2 enrichments
Coaxial O2 enrichment is an alternative to increase the oxygen content being injected. Although, analysing the results from Figure 5, Cases 5 (coaxial O2 enrichment of 26.9%) usually exhibits the minimum burnouts among the enrichment cases. In this case, to achieve high amount of oxygen, it’s necessary a high flow rate of gas being injected by the coaxial lance, 25 Nm3 h−1 against 3.2 Nm3 h−1 for the conventional cases. This increase of the amount of gas being injected results in a much higher gas phase velocity in the coaxial lance exit region, Figure 10, comparing cases with the same O2 content for a certain coal. In the regular cases (flow rate of 3.2 Nm3 h−1), the gas phase velocity on the proximity of coaxial lance reaches 14.7 m s−1, while in the coaxial enrichment Case 5, it could reach 117 m s−1. Velocity profiles inside the tuyere of Case 3 (a) and Case 5 (b) for Coal B.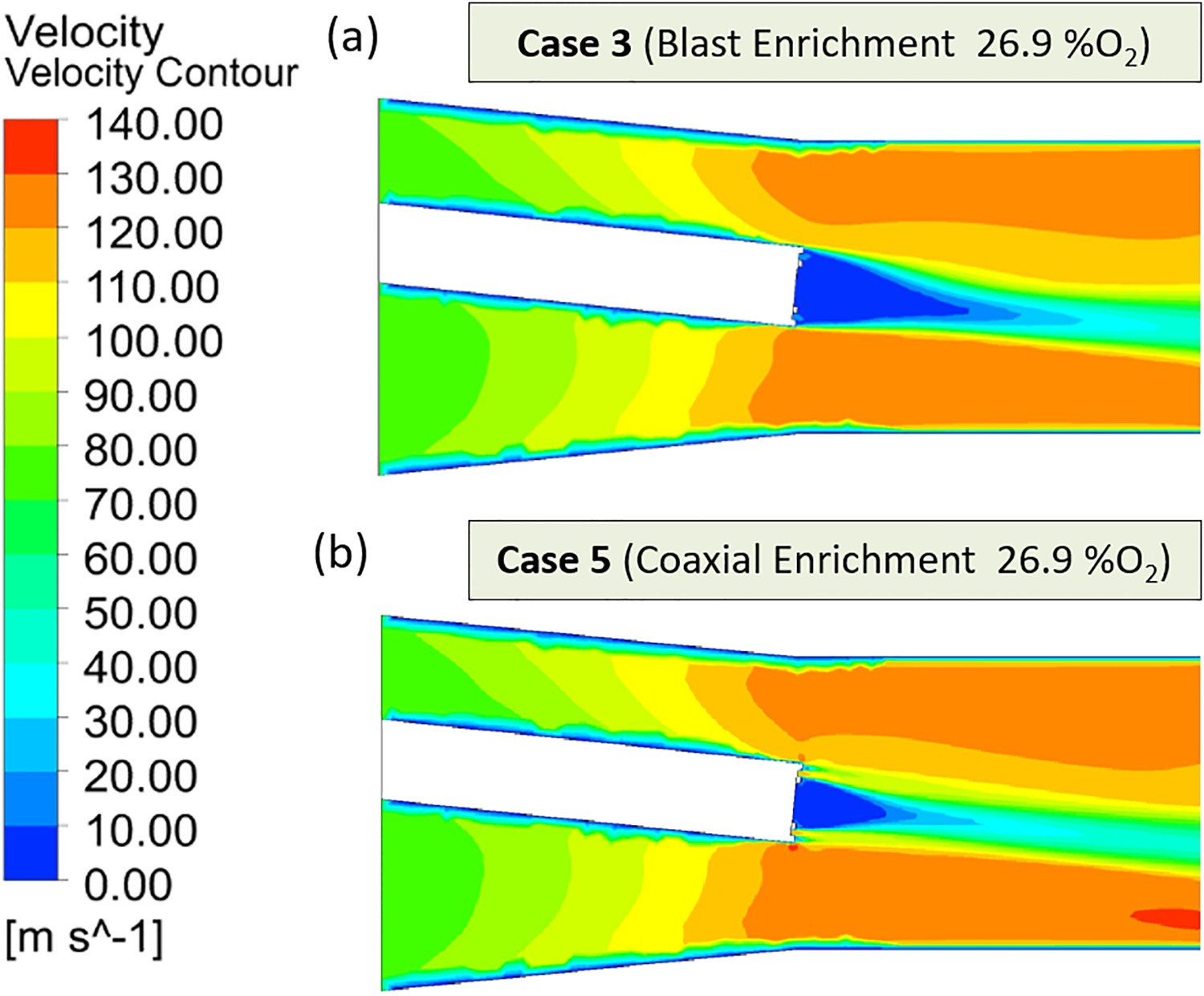
This much higher velocity close to the lance exit has some negative impacts on coal combustibility. First, it concentrates the particles in a central region of the reactor. And it’s already known that one way to improve coal combustibility is injecting particles in a more dispersed phase. A more dispersed particle phase increases O2 availability, consequently, increasing O/C ratio, which benefits the oxidation reactions, increasing burnout. Figure 11 shows the O2 molar fraction for one enrichment case by the blast (Case 3) and other by coaxial lance (Case 5), both with 26.9% of O2. The conventional enrichment method provides a more dispersed amount of O2, which is better to increase O2 availability. O2 molar fraction profiles of Case 3 (a) and Case 5 (b) for Coal B.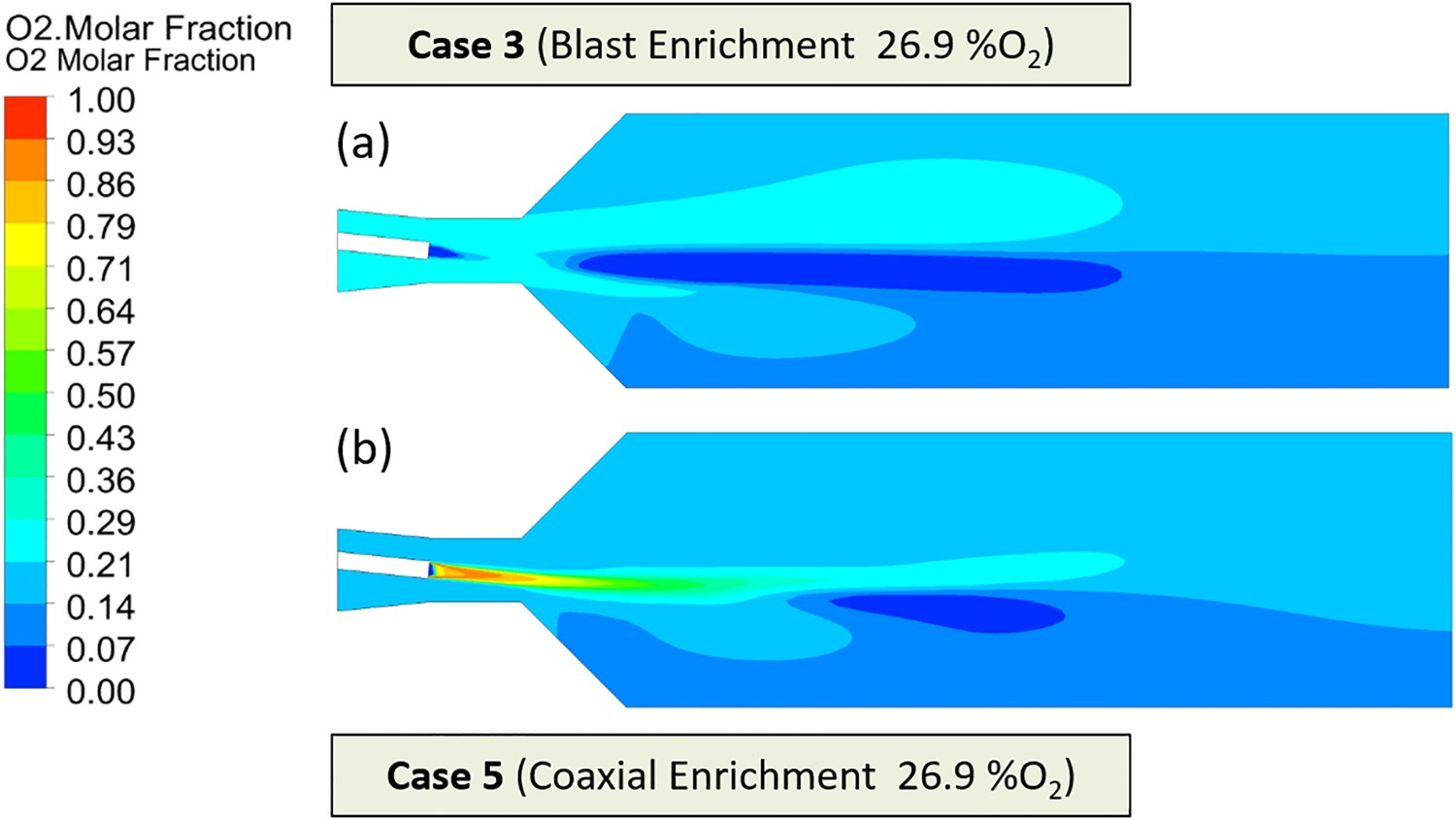
Other negative effect is generated by the high velocity combined with the cooling effect caused by a large amount of gas under low temperature (320 K). Then, the elevation of temperature is further from the lance, Figure 12. In a blast furnace, as in this simulated test rig, there is a limited raceway length. So, a maximum amount of coal must be burned until a certain distance from the lance. Therefore, an increase of particle temperature closer to lance is beneficial to achieve higher burnout values. Figure 13, shows a comparison of particle temperature evolution for all cases injecting Coal B. Case 5 has the slowest elevation of particle temperature, reaching the lowest value, which explains the lowest burnout compare to the other cases. Temperature profiles of Case 3 (a) and Case 5 (b) for Coal B. Particles temperature for Coal B cases.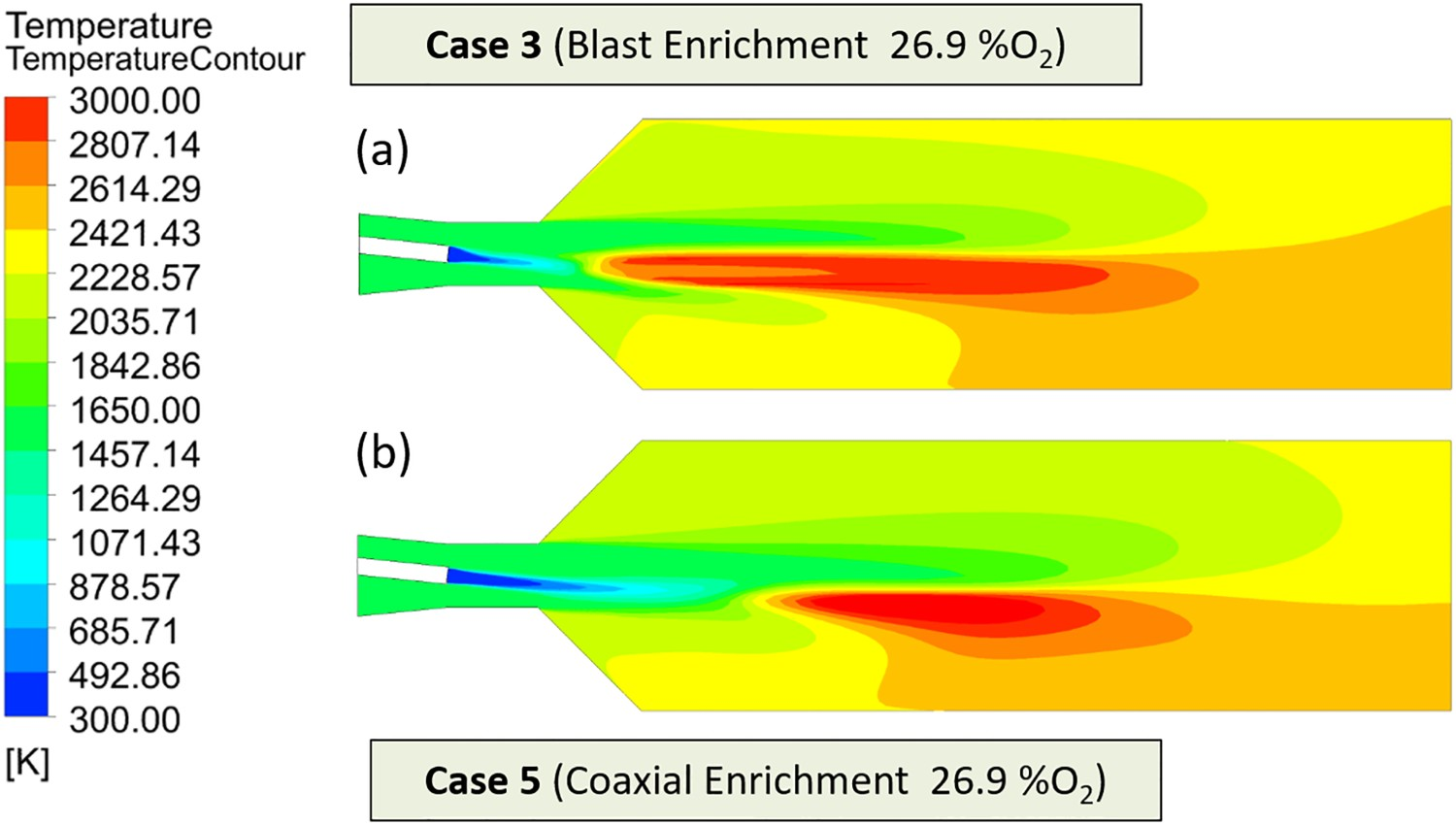
The high gas phase velocity also has impacts on the particle residence time inside the raceway. As can be seen in Figure 14, for Coal B, particles present the lowest residence time in Case 5, which means that they had less time to react. There is an increase of residence time comparing the reference (Case 1) with the blast enrichment cases (Case 2 and Case 3), this is justified by the higher average temperature, which decreases the density of the gas phase, reducing the intensity of the drag force acting over the particles. These effects observed for Coal B, shown in Figures 10–14 are also observed for the other coals and blends. Particle residence time for Coal B cases.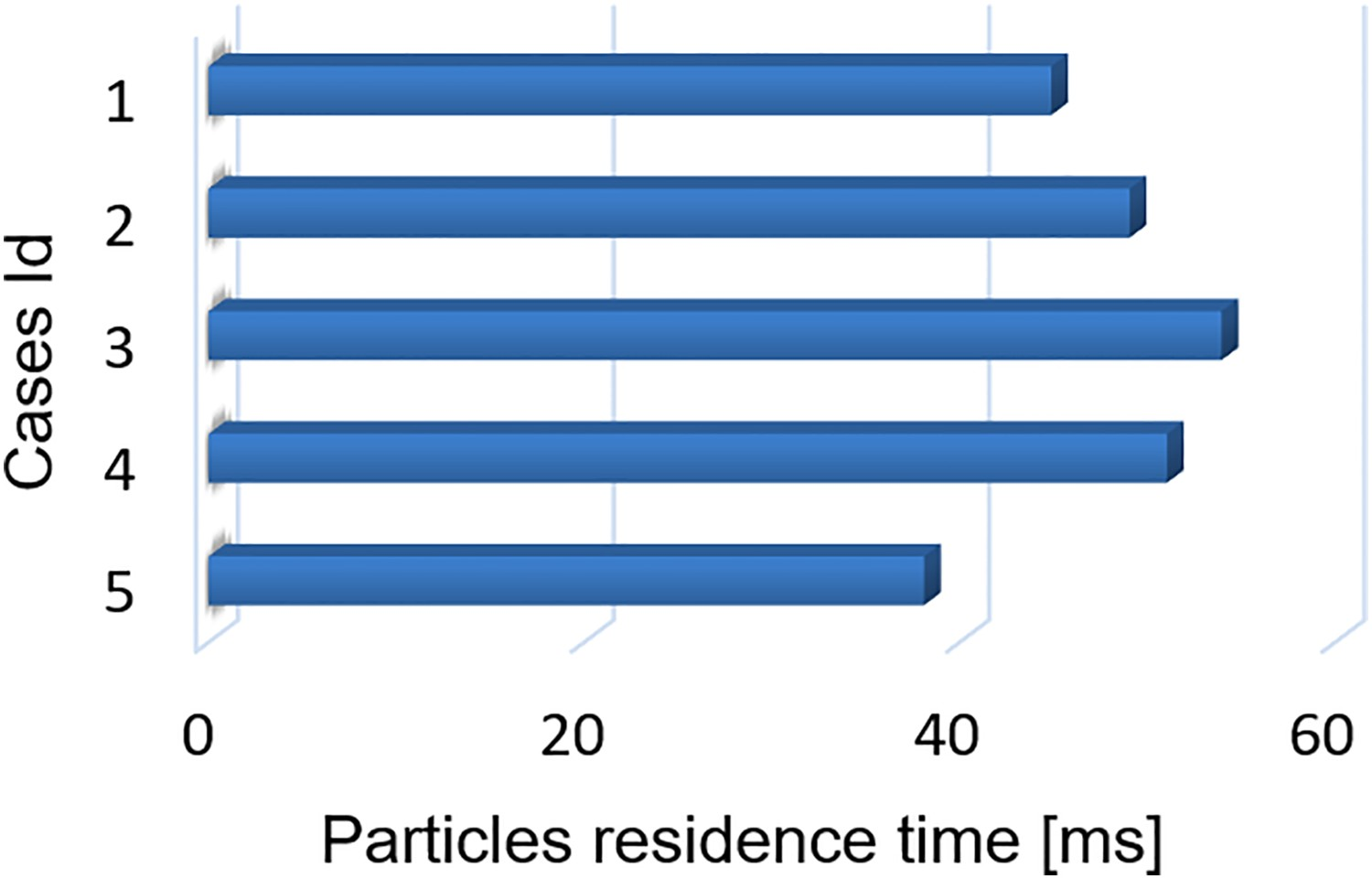
Effect of blending coals
The only case where the blend showed an improvement in burnout compare to both single coal cases was for Blend AB, Figure 5. This blend is the combination of two very different coals. Coal A presents the smallest granulometric distribution, and the lowest volatile matter content. While Coal B has the largest size of particles and the highest volatiles content. Figure 15 exhibits the burnout evolution for the single coal cases (Coal A and Coal B) and for Coal A and B in the blend, but being isolated from each other to analyse burnout. Burnout from Coal B in the blend had the highest difference from the single coal test in the middle part of the test rig (around 0.5 m distant from the lance). While, Coal A in the blend had the highest difference in the final region (after 0.8 m). The improvement in Coal B is explained by the higher thermal contribution provided by Coal A, due its composition and particle size. And the increasing in burnout for Coal A could be justified by a lesser competition for O2 to the heterogenous reactions in the final part of the reactor, because there is lower carbon content in Coal B composition compared to Coal A. This synergetic effect is an option to increase the performance of both coals. Burnout comparison for single Coals A and B and in the blend.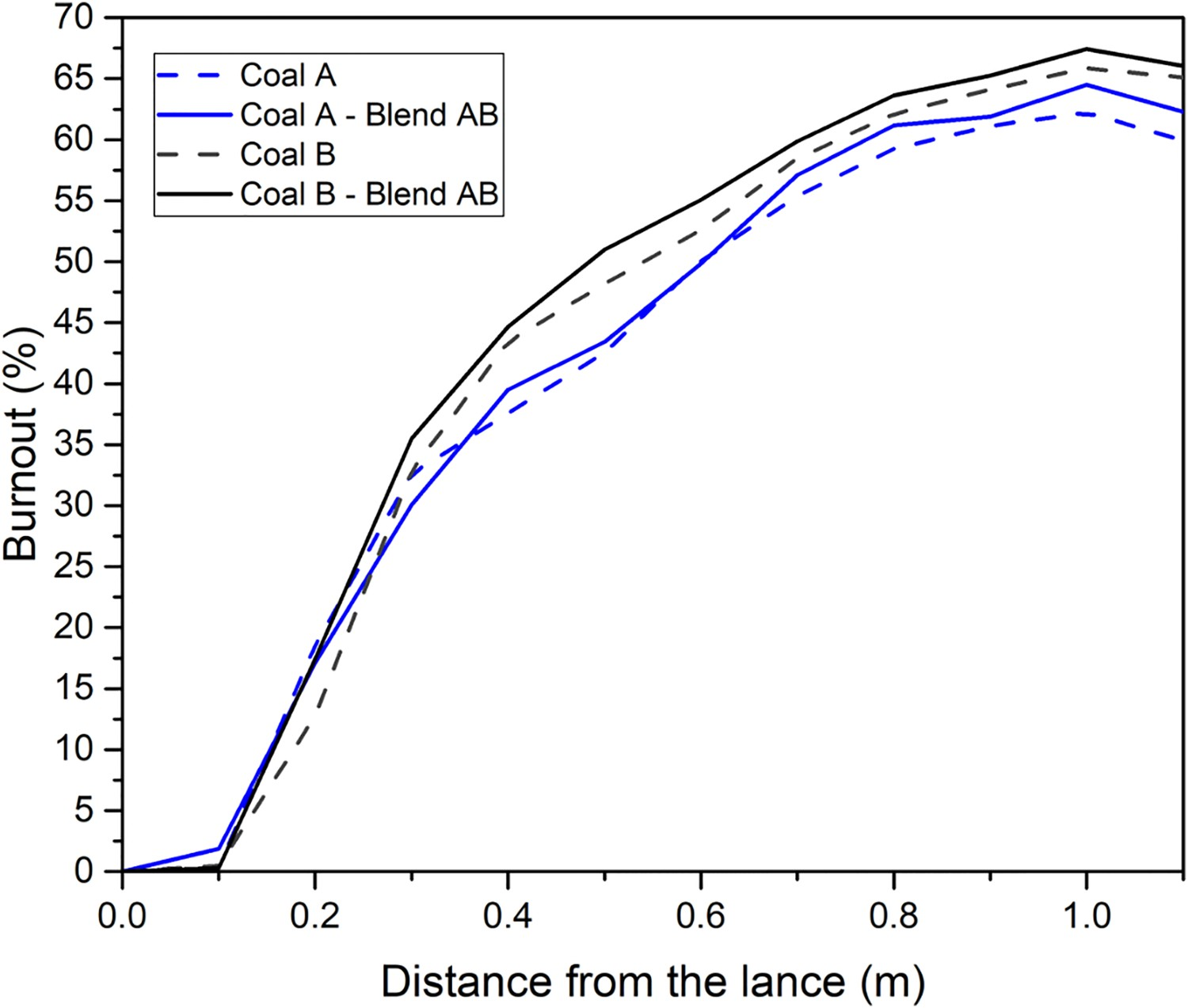
Conclusions
In this study, a three-dimensional computational model of coal combustion was developed and validated. Then, it was applied to study the effects of two different O2 enrichment methods, conventional and by the coaxial lance, for different coals and their blends. The main conclusions of this study are summarized as follows: Coal C presented the best burnout values among the other coals and blends. This good performance is due a smaller particle size combined with a high volatile matter content. Both features have major influences in coal combustion. Smaller particles have higher surface area and also are more easily dispersed, improving its combustibility. Coal C presents a faster VM release compare to the Coal B and it achieves a higher temperature due its particle size. So, for the studied cases, particle size was the most predominant factor, when moderate VM coal is compared to a high VM coal. After a certain point, coaxial O2 enrichment starts to prejudice coal combustibility due the cooling effected caused by the larger amount of gas being injected by the coaxial lance, which delays the increase of temperature. The higher velocity on the coaxial exit zone also concentrates and accelerates the particles, decreasing its residence time. Those harmful effects for the coaxial O2 enrichment method are observed in Cases 5, decreasing burnout. Blending Coal A with Coal B resulted in a higher burnout for both coals. This is due a synergetic effect caused by the combined qualities of each coal. Coal A is smaller and has a higher colorific power. While, Coal B has more volatiles and it is more easily consumed.
Footnotes
Acknowledgements
The authors are grateful to the Metallurgical, Materials and Mining Engineering Postgraduate Program and the Laboratory of Simulations (LaSim), both located in UFMG. The authors would also like to acknowledge the financial support provided by CAPES (‘Coordenação de Aperfeiçoamento de Pessoal de Nível Superior’).
Disclosure statement
No potential conflict of interest was reported by the author(s).