
Abstract
Certain mechanical properties of steel, such as elongation percentage, yield strength and ultimate tensile strength, form the basis for classification of steel coils into various categories. Methods to improve the prediction of such properties, using multiple chemical and physical process parameters, have remained an integral area of research in steel plants. In this paper, an important parameter, that is, the run-out table cooling profile of a hot strip mill coil, is considered along with the customary process parameters. This additional parameter allows a deep neural network-based model to predict the mechanical properties of steel for multiple segments along the entire length of the coil instead of the established single-segment property prediction process with very high R 2 value.
Introduction
Owing to its high tensile strength, low cost and recyclable life-span, steel is one of the most important green materials consumed worldwide. Its versatility makes it a crucial material for construction and engineering purposes. According to various end product requirements, steel products can be broadly classified into bars, rods and sheets. While bars and rods are usually hot-rolled, steel sheets may either be a byproduct of the hot-rolled process or the cold-rolled process [1]. In this study, we concentrate on the hot rolled steel sheets produced by the hot strip mill. The hot strip mill produces thin sheets from slabs of steel using a process called hot rolling [2,3]. Slabs from the yard are cold and dense. Hence, they are required to be reheated (1100–1250 °C) and soaked before they can be rolled into thin sheets. Heat soaking the slabs allows the micro- alloying elements of steel [4] to homogenize and go into solutions. Once the slabs are optimally heated, they become malleable enough to break the slab cast structure and be rolled into intermediate sheets of approximately 30 mm thickness during which temperature might come down to 1030 °C via the roughing mill. Finally, sets of rollers in the finishing mill reduce the sheet thickness to the desired value (2–12 mm).
The hot strip mill (HSM) process distinctly shows that the mechanical properties of steel sheets are governed by a complex interaction of various physical and chemical process parameters. In addition to the type of alloying element, the quantity of alloying element being added to the steel is also influence the properties of the steel.
Carbon, which is usually known to aid in the strength of steel, may also have an adverse effect on its drawability [5]. Silicon, manganese and micro-alloying elements like Nb, V and Ti cause increase in strength. It is to be noted that chemical composition and processing parameters also influence the presence of harder and softer phases in steel which governs the combination of different mechanical properties. The impact of various chemical elements, process parameters and the final mechanical properties have a convoluted non-linear relationship which makes it difficult to efficiently control and predict the required mechanical properties via traditional mathematical models.
Steel property analysis also shows that the final properties of steel depend on finish rolling temperature (FRT), which influences the size of the final structure. On the other hand, the terminal sheet coiling temperature (CT) is chosen to control various phases and precipitation in the final micro-structure, which also greatly affects the final mechanical characteristics of steel. It has been observed that not only the initial FRT and final CT but the thermal history between these two points has a lot of influence on the final properties. Therefore, being the mediator between the finishing mill and the coiling section, it is discernible that the run-out table (ROT) cooling pattern becomes metallurgically critical in obtaining the desired temperature of the final product (200–650 °C) [6]. As demonstrated by Figure 1, the production grade of various categories of steel distinctly depends on the type of coil cooling pattern used at the ROT. Effect of coil cooling profile on type of steel (Lawrence et al. (1996); Mukhopadhyay and Sikdar (2005)).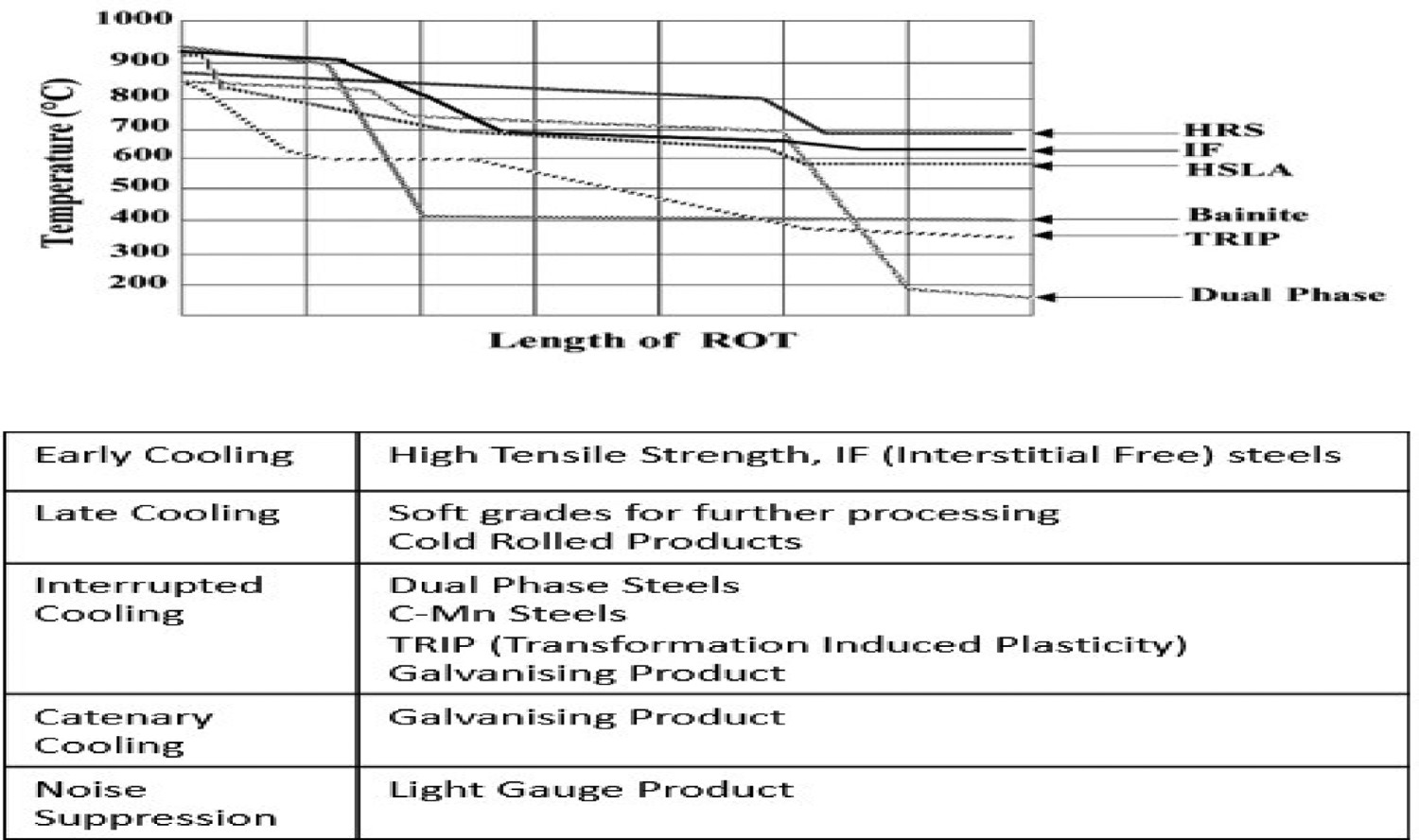
The steel industry has seen a recent rise in the usage of multiple machine learning algorithms for solving various prediction problems. Artificial Neural Networks (ANNs) [7,8] and deep learning models use distinctive training algorithms which can overcome the difficulties faced by traditional mathematical models. Thus, the usage of machine learning algorithms to improve the efficiency of the steel making process has gained utmost importance in steel industries from all over the world.
Zhen-Hua [9] mentioned that GA-ANN has been used for bending force prediction in the hot strip mill. This model can be employed for on-line controlling and rolling schedule optimization.
Mahdi et al. [10] used a neural network-based model which is suitable for automatic control as well as optimization of rolling schedule. Zhang et al. [11] presented a machine learning approach to foretell the byproduct gas holder level and to sustain the gas holder within the prescribed safety standards. Lieber et al. [12] depicted how supervised and unsupervised learning algorithms can help to identify intriguing patterns and production features within interlinked manufacturing processes of the steel rolling mill.
The FRT and CT have large impact on the microstructure which includes ferrite and pearlite percentage, ferrite grain size and pearlite spacing. All these microstructure parameters have bearings on the mechanical properties of steel which are discussed in detail in [13].
Mukhopadhyay and Iqbal [14] used ANNs to determine the mechanical properties of hot- rolled steel. In 2017, Lalam et al. [15] went ahead to further use the application of ANN by monitoring the mechanical properties in the continuous galvanizing line of cold-rolled steel coils. Development of a mill load prediction model based on neural network has been done by Yang et al. [16] while Agrawal and Choudhary [17] modelled an ensemble data mining predictor for calculating fatigue strength of steel.
Mohanty et al. [18,19] have used ANN for valuation of mechanical properties of hot rolled and cold rolled steels. It has also helped in improving the understanding about various metallurgical phenomena takes place during rolling. Mohanty and Bhattacharjee [20] explained in detail the success of ANN in steel industry in predicting and controlling processes by understanding the physics behind it. Mohanty et al. [21] has shown ANN could be used in estimating and optimizing properties of microalloyed steel,, the result has been validated by thermodynamic calculation and plant trial. It has also been used to design alloys of different types of steels. ANN has also been used in combination with GA for designing cold rolled steels taking chemical composition and process parameters as inputs [22].
In Flux-Cored Arc Welding (FCAW) process, using ANN Mazumdar et al. [23] has studies the importance of welding parameters with respect to bead geometry and Heat Affected Zone (HAZ). Using ANN, the weight of all the variables on the properties of the weld zone have been analysed and found to be in consistent with the existing knowledge. Koley et al. [24] has also used ANN for predicting electrical resistivity. He has also mentioned that among the chemical composition, carbon is the most significant element to increase resistivity accompanied by manganese and silicon. Reddy et al. [25] noted that the output properties of hot-rolled steel have a high correlation with the finish rolling temperature (FRT) and coiling temperature (CT) of that coil. However, it was also found that for a particular combination of FRT and CT, the output mechanical properties are highly influenced by the process via which the coil is cooled, i.e. the cooling profile of the coil. By controlling the cooling rate the temperature of the coil as it traverses the run-out table (ROT) is controlled and the desired mechanical properties of a coil are achieved. Multiple research has been carried out to identify model equations for optimum cooling conditions of a particular grade of steel. By developing a self-learning strategy for laminar cooling control, the difference between the calculated steel temperature and the observed one at coiler entrance can be reduced [26].
Yahiro et al. [27] presented a self-adapting model which predicted the coil temperature and iteratively approximated the amount of water flow required to achieve that temperature.
Before the down coiler in hot strip mill, the heat transfer phenomenon during laminar cooling of the run-out-table (ROT) is a key metallurgical process for maintaining the quality of the steel strip. Residual stress forms because of the large variation of the temperature along the strip and results in the strip distortion [28].
The above research areas portray the significance of the ROT cooling pattern on the final mechanical properties of steel.
For an established ROT cooling pattern of a given grade of steel, a sensor computed cooling rate (CR) is also provided. Though the CR successfully captures the coil strip temperature on the ROT to a large extent, it is noted that the measured CR value is essentially the cooling rate of the ‘tail-end’ segment of the steel coil. The base assumption for using the measured CR value for the entire length of the coil, is that the cooling profile of the coil is completely homogeneous. Practically, however, the thin sheets from the hot strip mill (HSM) spread across a few kilometres when it enters the ROT. Hence, the cooling pattern may vary along the length of the coil, i.e. from the tail-end to the head-end. In this paper, we have added the ROT cooling pattern data as a supplementary parameter along with other necessary process parameters. Via this approach, we have analysed the variation in the mechanical properties of steel — elongation percentage (EL), yield strength (YS) and ultimate tensile strength (UTS) — along the length of the steel coil. The rest of the paper is organized as follows. Section 2 discloses the proposed approach which includes process description, experimental and modelling methodology. Performance, test and validation of the model is given in Section 3 and final observations are given in Section 4.
Materials and methods
The proposed approach
In this part we briefly delineate the run-out table (ROT) cooling facility at Tata Steel, Jamshedpur, India. After presenting an overview of the coil cooling pattern data attained from the ROT, a detailed procedure for incorporating the cooling pattern as an additional parameter is discussed. On interlinking the cooling pattern with the other process parameters, the proposed approach for the deep neural network model is explained.
Run-out table (ROT)
At Tata Steel, the ROT is equipped with a laminar water-cooling facility consisting of 24 top nozzles and 24 bottom nozzles. The combination of these top and bottom nozzles influences the coil cooling profile, as a result affects the mechanical properties of the coil. To extract the cooling pattern data for various segments along the length of the steel coil, it is necessary to understand the structural design of the ROT (Figure 2). Schematic diagram of the run-out table at the Tata Steel Plant in Jamshedpur, India (Mukhopadhyay and Sikdar (2005)).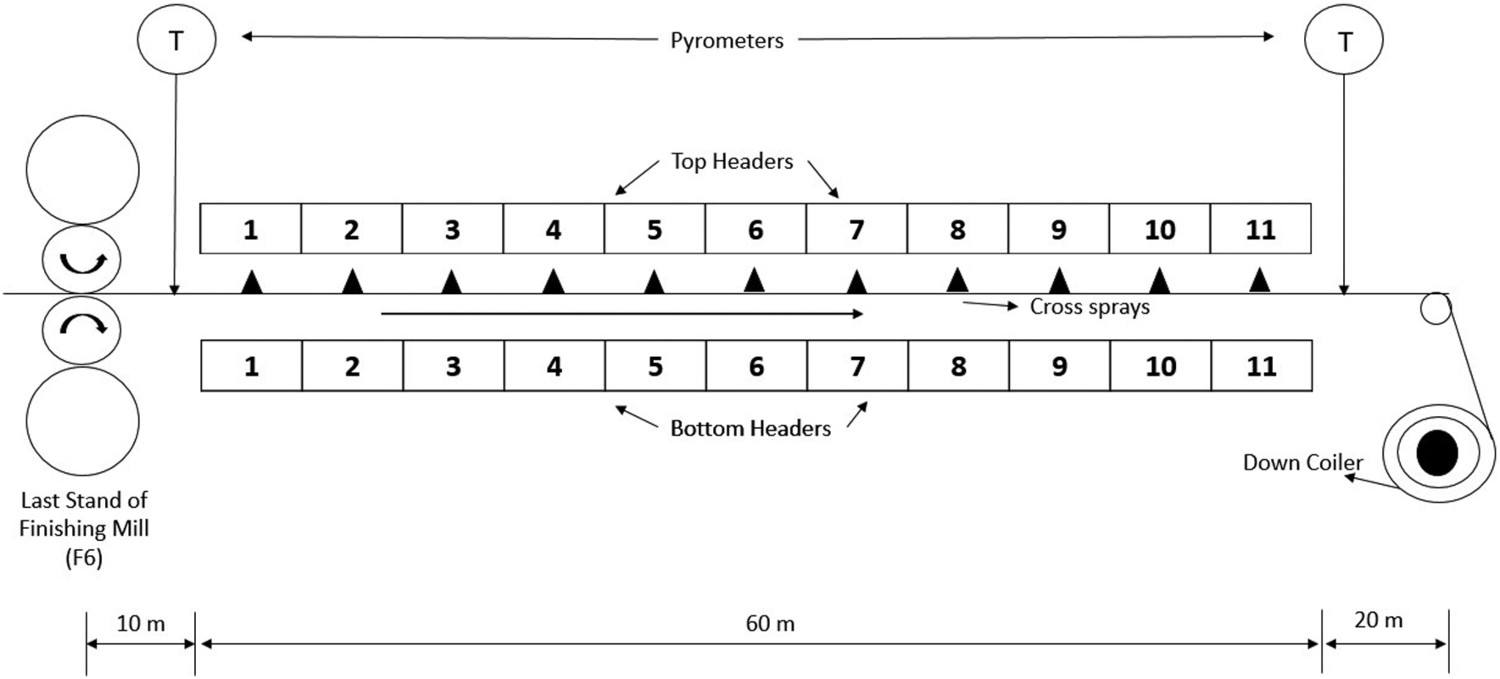
Placed on 227 rollers and spreading across approximately 60 m in length, the ROT has 24 top and bottom water cooling headers that are grouped into 11 water banks or zones – 2 headers in each of the 10 macro zones; 4 headers in the single micro zone. Each top and bottom header are controlled via a solenoid valve. The water flow rate of each header is efficiently streamlined to 3080 m3 h−1 with a spray width of 1620 mm and a pressure of 0.7 bar. While the top cooling headers are spread out along the entire length of the ROT, the bottom ones are placed within the table rollers [13]. This setup guarantees consistency in water distribution on either side of the steel sheet. As a result, the cooling profile is found to be identical along the width of the coil.
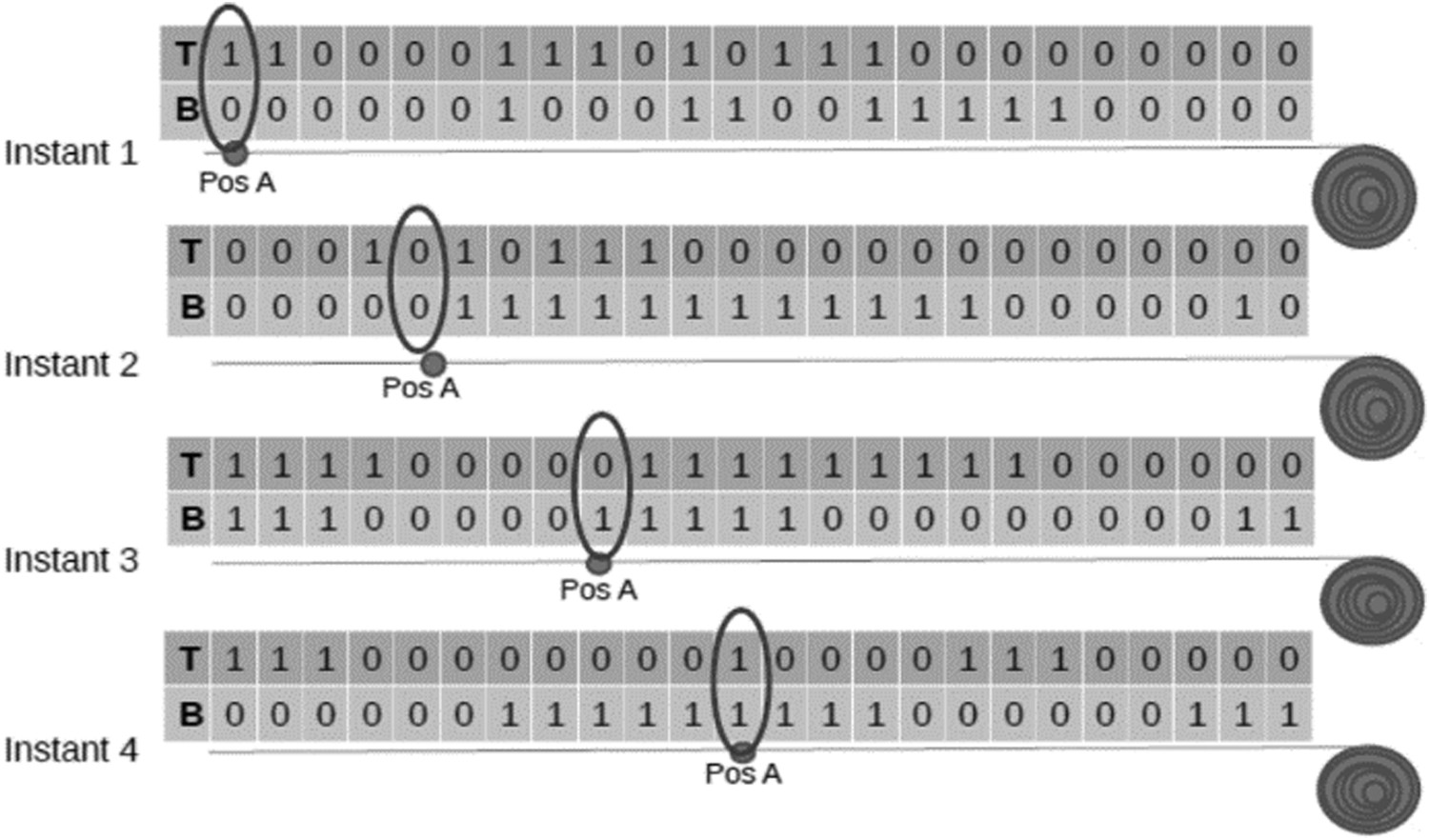
The status of the top and bottom header nozzles is represented by two separate strings, each consisting of twenty-four 0 and 1 s – 0 representing a closed water valve, and 1 representing an open one. The aforementioned nozzle snapshots are captured at regular intervals of time. Therefore, the number of cooling snapshots for a particular coil is dependent on the length of the steel sheet and the speed at which it passes through the ROT.
Experimental setup and dataset pre-processing
Plant sensors provide multiple snapshots of the ROT top and bottom nozzles for a single steel coil. This makes the ROT dataset incompatible with the coil process parameters dataset. Hence, each dataset is pre-processed and cleaned separately before undergoing the deep learning modelling stage. Details of the pre-processing and cleaning approach of both the datasets are mentioned below.
Pre-processing the process parameters dataset
Tata Steel consolidated years of physical and chemical process parameters for various grades of steel coils. Consisting of two reference columns, 16 physical parameters, 15 chemical parameters and 3 tail-end output mechanical properties, the initial process parameter dataset comprised nearly 2,50,000 data samples. Upon rudimentary cleaning, certain metallurgically less important attributes were removed from the dataset. The resultant dataset was then divided into two separate groups based on the concentration of niobium (Nb), titanium (Ti) and vanadium (V) in each coil. One dataset (non-micro alloyed) consisted of coil samples where the concentration of Nb, Ti and V were all zero, while the remaining coil samples were shifted to the second (micro alloyed) dataset. Each of the final pre-processed micro alloyed and non-micro alloyed datasets comprise nearly 35,000 data samples.
Pre-processing the ROT snapshot dataset
Example of the first three cooling snapshots as a typical coil traverse along the run-out-table.
Generation of region-specific coil cooling sequence
To estimate the mechanical properties of steel for multiple regions along the length of the coil, cooling sequence for each such region needs to be generated. Hence, if a coil has M top and bottom cooling snapshots and for N regions along the length of the coil the mechanical properties needs to be estimated, then N unique cooling sequences must be tracked and extracted from the M snapshots. As a prerequisite, certain information is deemed necessary: the coil length, speed of the coil as it traverses the ROT, detailed architecture of the ROT water nozzles and the ROT cooling snapshots for that region. While most of the above requirements are empirically or metallurgically available, the length of the coil, if unavailable, may be calculated based on the following equation (ρ, the density of steel, is assumed to take a constant value of (7.8 t m−3)): (a) Extracting valid cooling snapshots from a coil cooling profile and (b) reference for different segment of the coil.


The above equation helps in identifying the time required for a region to traverse the ROT. As the snapshots are taken at regular time intervals, Equation (2) also provides information about which range of snapshots need to be extracted. For precise calculations, the region length Schematic representation of segment tracking for region-specific cooling sequence. If ‘Pos A’ is any region along the length of the coil, then its sequence for Instant 1 is 1 + 0 = 1; for Instant 2 is 0 + 0 = 0; for Instant 3 is 0 + 1 = 1; and for Instant 4 is 1 + 1 = 2. Thus, the final cooling sequence for these four instants will become [1,0,1,2].
Deep neural network prediction model (DNN)
Two years of process data of HSM, Tata Steel was collected which consists of micro-alloyed and non-microalloyed grades of steel. Data collected from all the sections (Furnace, roughing mill, finishing mill and coiler) of HSM was synchronized over time. Matlab 2018a has been used to create the dictionaries such as rolling speed profile, coil length and ROT cooling profile using nozzle opening and closing information. These dictionaries are used to create the sequence data which is used later with other processing parameters to develop the DNN model using Python 2.7.
Upon generating the cooling profile for a region on the coil, the mechanical properties of steel for that region need to be predicted. In order to take care of the difference between the micro alloyed and non-micro alloyed process parameters, two separate deep neural network (DNN) models are created. Based on the coil reference number, the region-specific cooling sequence dataset is concatenated with either the micro alloyed or with the non-micro alloyed process parameters dataset. Since the values of the output properties present in the training dataset are explicitly for the tail-end region of the coil, both the micro and non-micro alloyed models are trained by generating the tail-end cooling sequence and dividing it into three encoded parts.
Using standard deviation normalization technique for feature scaling and adam optimization algorithm [30–33], both the micro alloyed and non-micro alloyed models use a DNN with rectified linear unit (ReLU) activation function. It is to be further noted that within each of the two dataset categories, adjustments can be made in the DNN model to increases the prediction rate for certain grades of steel.
These adjustments include changing the count of hidden layers and adjusting the learning rate of the model. Thus, in order to fully optimize the prediction rate of the mechanical output properties, four DNN models are trained for the micro alloyed and non-micro alloyed categories. The average of their predictions is taken to be the final output value. Details of the architecture of the four models are given in Figure 5. Architecture of all the four models.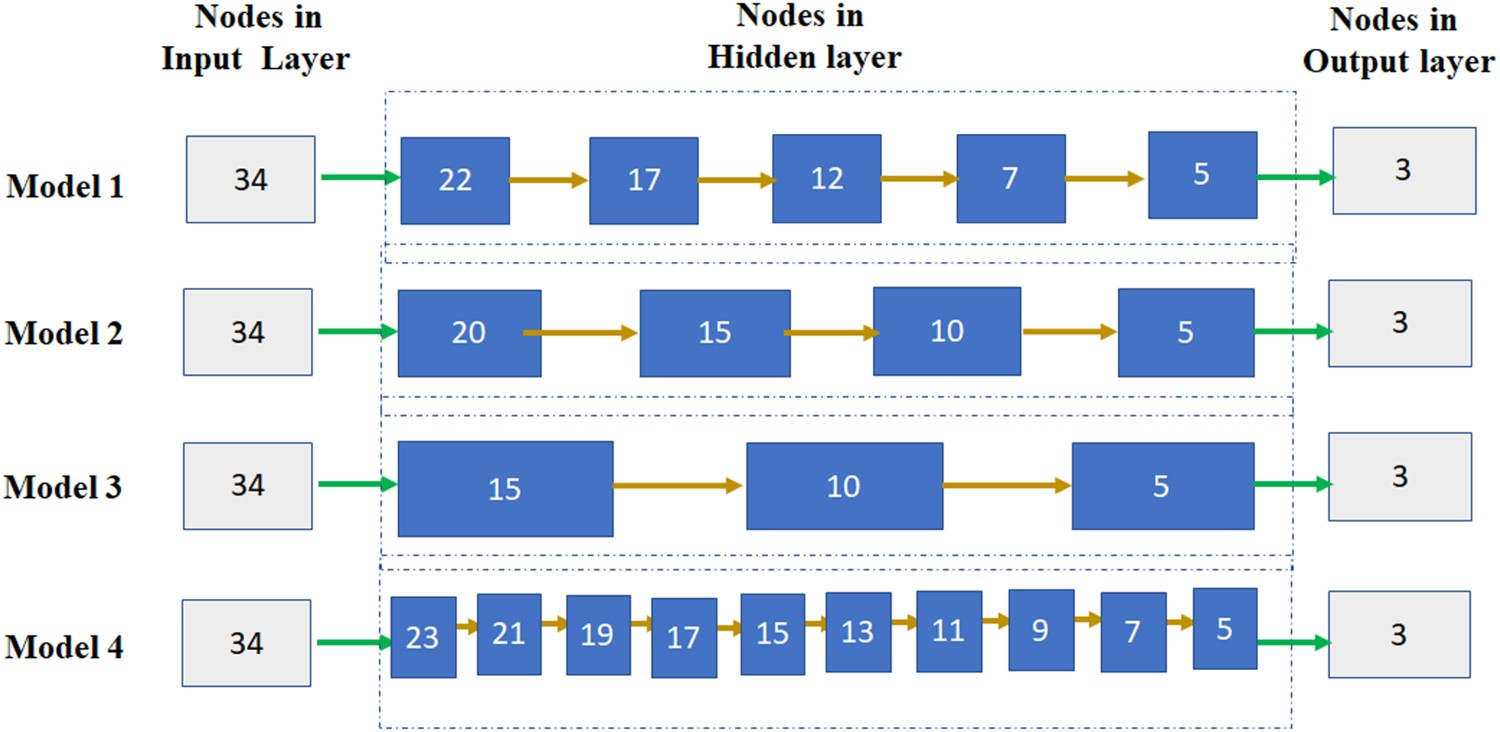
As mentioned above, four individual DNN models were developed, whose average is then taken as the predicted output. The Adam optimizer learning loss rate per iteration is shown in Figure 6. Each graph in the figure plots the learning loss of a single DNN model for both micro and non-micro alloyed coil samples. Each graph in the figure plots the training mean square error of the four DNN models for both micro and non-micro alloyed coil samples. The difference in the learning curves while keeping the same model structures shows the effectiveness of dividing the coil samples based on their micro alloying structure. Comparison of training error between the four DNN models for (a) micro alloyed and (b) non-micro alloyed steel coils.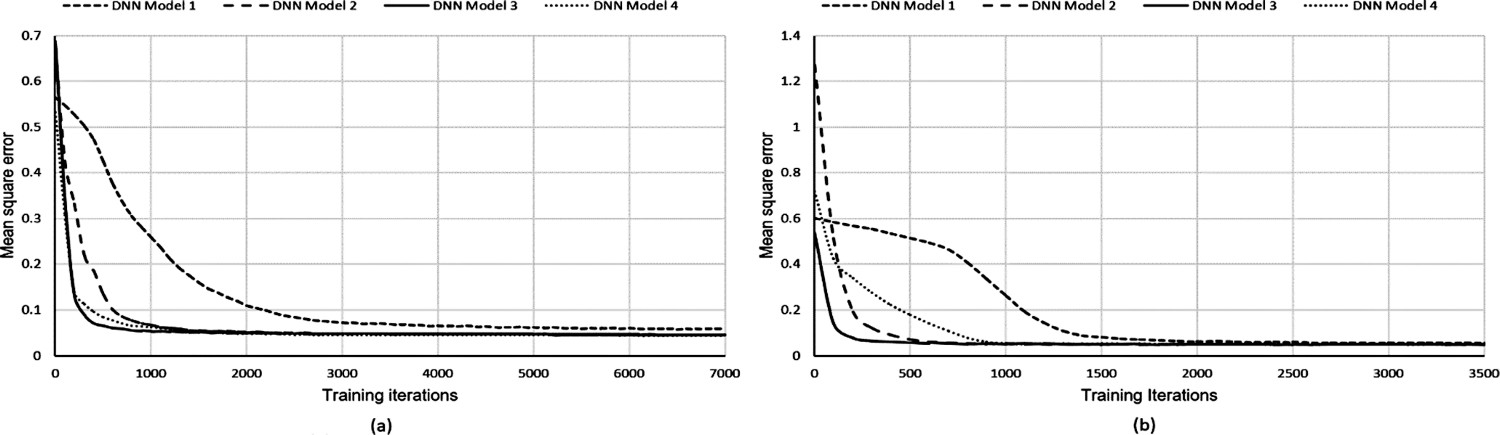
In the next section, we compare the performances of these models for the prediction tasks.
Results and discussion
Performance evaluation






R 2 error percentage of the mechanical properties of steel for various models of micro alloyed coils.
R 2 error percentage of the mechanical properties of steel for various models of non-micro alloyed coils.
Model consistency and performance
The objective of the training process in neural network is to have a final model that performs well both on the data that is used for training (e.g. the training dataset) and the new data set on which the model will be used to make predictions. This is done, so that the model can learn from known examples and generalize from those known examples to new examples in the future. To achieve this, methods like a train/test split or k-fold cross-validation or committee of models is used to estimate the ability of the model to generalize to new data.
The model developed here is done by using the training data and then further tested using a set of unseen data. The performance of the model during training was monitored by evaluating it on both a training dataset and validation dataset simultaneously to avoid any kind of over-fitting in the model.
The consistency and performance of the averaged DNN model was tested via K-Fold Cross Validation with 10 folds to estimate the generalization error of the chosen model configuration. In this procedure, different models are trained on k different subsets of the training data. These models are then saved and used as members of an ensemble.
K-Fold cross validation model consistency via the R 2 error percentage for micro alloyed steel coils.
K-Fold cross validation model consistency via the R 2 error percentage for non-micro alloyed steel coils

R 2 mean and standard deviation via 10-Fold cross validation of the averaged DNN model for both micro and non-micro alloyed coils.
A successful approach in reducing the variance of neural network models is to train multiple models instead of a single model and to combine the predictions from these models. This not only reduces the variance of predictions but also results in predictions that are better than any single model. In this case a committee four different models have been developed. Each model is then used to make a prediction and the actual prediction is calculated as the average of all the four predictions.
Plant validation
The proposed approach was tested with two coil samples obtained via the daily operations of Tata Steel. The plant had deemed these two coil samples as faulty, that is, the variation in their mechanical properties along the length, exceeded the prescribed standards. Through the averaged DNN model, these two coil samples were analysed. From their process parameter and ROT datasets, the outputs were predicted for three regions along the length of the coils.
The predicted variation of the output properties via the averaged DNN model coincided with the actual plant tested output values for those three regions (Tables 7 and 8). Figure 7 depicts the variation in the predicted steel properties for twenty regions along the length for the two coil samples. The large difference in property predictions validates and boosts the importance of considering the ROT cooling profile as a salient input parameter. Variation of predicted (a) elongation length (b) yield strength and (c) ultimate tensile strength for twenty regions along the length of the two faulty steel coils provided by Tata Steel, India. Averaged DNN model validation with actual plant output values for three regions along the length of the first faulty coil. Averaged DNN model validation with actual plant output values for three regions along the length of the second faulty coil.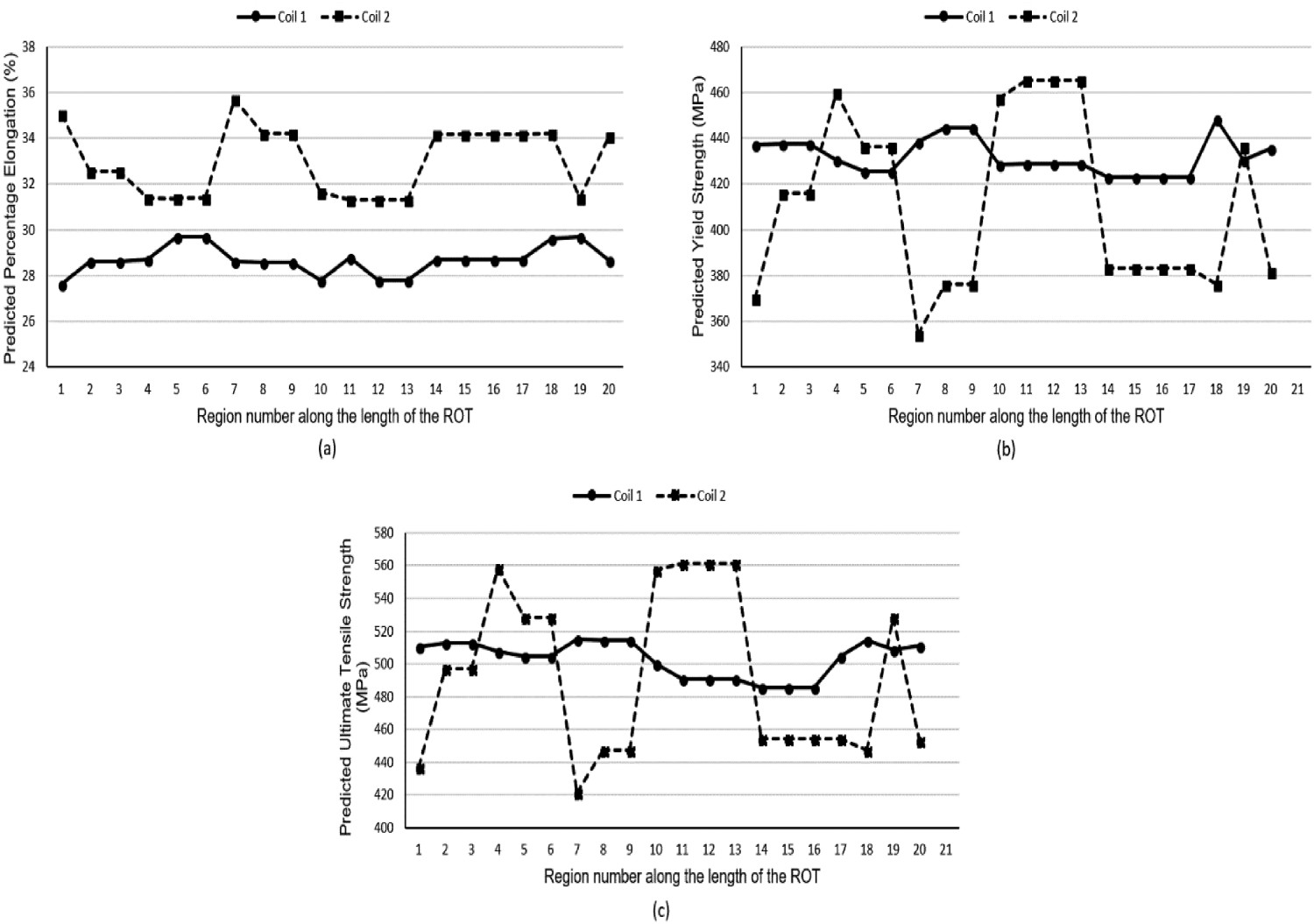
Conclusion
The proposed deep learning model incorporates the cooling profile of a coil along with other process parameters to predict its mechanical properties, namely elongation percentage (EL), yield strength (YS) and ultimate tensile strength (UTS), along the length of the coil. Multiple region-specific cooling sequences are generated from the run-out table cooling snapshots. These sequences are then used to predict the properties for various regions along the length of the coil. Observing the difference in data distribution based on the concentrations of Nb, Ti and V, two separate neural network models are trained for micro alloyed and non-micro steel coils. Each model is then sub-divided into four DNN models and their average prediction value is considered.
Robust and consistent, the model accurately highlights the effect the run-out table cooling profile has on the properties of steel. By predicting the properties for multiple regions, the averaged DNN model also helps in identifying faulty coils which somehow failed to maintain the output specifications throughout the entire length of the coil. Having a high 
Footnotes
Acknowledgements
The authors are grateful to the management of Tata Steel for giving the approval to announce this work. The authors also acknowledge the efforts, support and involvement put by all the relevant professionals of Tata Steel to carry out this work.
Data availability
The data that endorse the discoveries of this study are accessible from the corresponding author, upon reasonable needs.
Disclosure statement
No potential conflict of interest was reported by the author(s).