
Abstract
The effect of Ce on inclusion evolution behaviour in 700 MPa class Al-killed high-strength steel was investigated through experimental observations and thermodynamic calculations. Simulated welding experiments and mechanical characterisation tests of the heat-affected zone (HAZ) were also carried out to investigate the effect of adding Ce on the welding performance. The results reveal that the typical inclusions of Ce-free steel are the CaS + Mg–Al–O + Ti(C,N) complex inclusion and isolated CaS inclusion. For Ce-containing steel, the typical inclusion is Ce–Ca–O–S + CaS + Ti(C,N). Furthermore, the number density of inclusions increases, and the average size of inclusions decreases after adding Ce. Lastly, the toughness and strength of the HAZ tested with heat inputs of 25 and 50 kJ cm–1 are evidently improved by adding Ce.
Introduction
In recent years, oxide metallurgy has been paid more and more attention as a promising technology to enhance the toughness of the heat-affected zone (HAZ) by making full use of the beneficial effect of non-metallic inclusions [1,2]. By methodically controlling the composition, number and size of inclusions, oxide metallurgy is used to restrain austenitic grain growth and promote the formation of acicular ferrite (AF) to improve the HAZ toughness [3–5].
Numerous studies have researched on the utilisation of rare earth elements in oxide metallurgy technology [6,7]. Ren et al. [8] investigated the variation in the inclusion composition (Al2O3 → CeAlO3 → Ce2O2S→ Ce2O2S + CeS) with increasing cerium content in steel. Thewlis [9] demonstrated that CeS, Ce3S4 and Ce2O2S inclusions at particle densities of 0.68–6.12 × 106 mm−3 with a mean diameter of 0.63–1.70 μm could effectively promote the formation of AF in HAZ. Cao et al. [10] observed the in-situ effect of rare earth inclusions on pinning austenite grain boundaries and restraining grain growth during thermal cycle.
The HAZ toughness degradation mechanism for different steels varies, owing to the differences of steel compositions. For example, Wang et al. [11] reported that, for the 800 MPa hot-rolled Nb-Ti-Mo microalloyed steel, the microstructures of the coarse-grained HAZ consisted of lath martensite (LM) and granular bainite (GB) with the heat input of 3.39–7.75 kJ cm–1. Okada et al. [12] also indicated that, in addition to austenite grain growth, the formation of upper bainite and M-A constituents deteriorated the HAZ toughness furthermore for 780 and 980 MPa class HSLA steel. And for low-carbon low alloy steels, such as EH36 shipbuilding steel, coarsening ferrite side plate and grain boundary ferrite, were formed due to a lower carbon equivalent and reduced HAZ toughness [13,14].
Therefore, the present work was undertaken to investigate the effect of Ce addition on inclusion evolution behaviour in 700 MPa class Al-killed high-strength steel. Through experimental observations and thermodynamic calculations, the number density and size distribution of the inclusions were analysed. In addition, to study the effect of adding Ce on the welding performance of 700 MPa class HSLA steel, simulated welding experiments were conducted, and the toughness and strength of HAZ were tested.
Materials and methods
Experimental procedure
The experimental steels were manufactured at Baotou Iron and Steel Co., Ltd. The production process was as follows: basic oxygen furnace (BOF) → ladle furnace (LF) refining → Ruhrstahl-Heraeus (RH) refining → continuous casting → TMCP rolling → quenching and tempering.
In this production process, deoxidation was accomplished by adding aluminium after converter tapping. The deep desulphurisation and alloy composition adjustments were performed during LF refining. After the LF refining, refining slag was not poured off and the refining ladle was lifted into the RH refining station. During RH refining, 80 kg of Ce–Fe alloy (where the mass fraction of cerium is 10% and the total mass fraction of impurity elements including carbon, sulphur, oxygen and phosphorus is lower than 0.02%) were added into 210 t of liquid iron under vacuum treatment. The vacuum cycling was held for 8 min and then Ca–Si wire was added. After soft-stirring for approximately 15 min, molten steel was casted into plates with a thickness of 250 mm by continuous casting. The cast plates were rolled through a thermo-mechanical control process (TMCP) into 30 mm thick plates, and then quenched and tempered. To study the effect of Ce on inclusions, two experimental groups (adding Ce and not adding Ce) were created for comparative research. Steel samples were taken from one-fourth of the slabs after quenching and tempering. In addition, slag samples were taken from RH refining slag before Ce addition and after Ca–Si addition and marked S1 and S2, respectively. Sample S2 was taken after adding Ca–Si for 1.5 min, the time of a complete cycle of molten steel in RH refining. Similarly, for Ce-containing steel, the slag samples were marked Ce-S1 and Ce-S2. The steelmaking process and sampling time are shown in Figure 1. Steelmaking process and sampling time.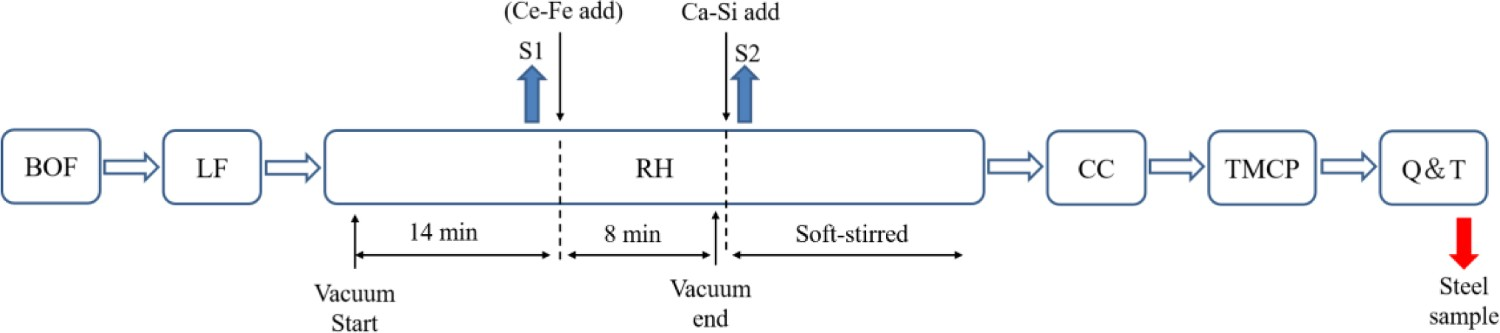
Chemical analysis and inclusions observation
Steel powders were machined from each steel sample to analyse Ce, Mg, Ca and Als contents by inductively coupled plasma mass spectrometry (ICP-MS, Thermo Fisher iCAP RQ, U.S.A.). Polished rods of 5 mm in diameter and 7 mm in length were created to measure the total content of oxygen (T.O) and N content using an oxygen, nitrogen and hydrogen analyser (HORIBA EMGA-830, Japan). The C and S contents were determined using a carbon and sulphur analyser (HORIBA EMIA-920V2, Japan). The other element contents were tested using optical emission spectrometer (ThermoFisher ARL-8860, U.S.A.). The composition of slag samples was determined using an X-ray fluorescence (XRF) spectrometer (Rigaku ZSX Promus II, Japan).
To reveal the evolution of inclusion in the Ce-free and Ce-containing steel, the steel samples were polished using silicon carbide papers and diamond paste for analysing inclusion characteristics by scanning electron microscope (SEM, FEI Quanta-250; FEI Corporation, Hillsboro, OR, U.S.A.) equipped with an energy dispersive spectrometer (EDS, XFlash 5030; Bruker, Germany). The instrument was operated at an acceleration voltage of 20 kV. The size distribution of inclusions was analysed by INCA Steel automatic detection system of non-metallic inclusion (EVO 18, ZEISS, Germany). The scanning area was set as 5 × 5 mm2 and the inclusions larger than 0.6 μm were collected.
Welding simulation
The experimental specimens were cut from the quenched and tempered steel at one-quarter of the plate width from the edge, and then machined into 10.5 mm × 10.5 mm × 75 mm samples for simulating welding experiments using a thermo-mechanical physical simulation system (Gleeble 3800, Poestenkill, NY, U.S.A.). The specimens were heated to 1623 K by a rate of 200 K s–1, with a holding time of 1 s, then cooled down based on the Rykalin 2D model to 473 K. Two groups of welding experiments with different cooling rates were carried out. The cooling times from 800 to 500°C were 18 and 74 s, which corresponded to welding heat inputs of 25 and 50 kJ cm–1 for 30 mm thick plate, respectively. Then the specimens were machined into test samples for V-notch Charpy impact tests and tensile tests, all conducted at 293 K.
Results and discussion
Compositions of steel and slag
Chemical compositions of experiment steels (mass%).
Ca, Mg, Ce, O, S and Als contents of samples (mass%).
Chemical compositions of the RH refining slag (mass%).
Inclusions in steel
Inclusions in Ce-free steel
The element mappings of typical inclusions in Ce-free steel are shown in Figure 2. From SEM-EDS determination, the typical inclusions in Ce-free steel could be categorised into two types. The first type was CaS + Mg–Al–O + Ti(C,N) complex inclusions, as shown in Figure 2(a,b). The core was calcium sulphide, which was surrounded by MA spinel inclusion. In addition, the MA spinel was typically surrounded by titanium carbonitride. Similarly, heterogeneous nucleation of titanium nitride on MA spinel was observed, the crystallographic relationship between these two inclusions in view of the planar lattice disregistry has also been presented by many researchers [16,17]. The second type of inclusion was isolated calcium sulphide, as shown in Figure 2(c,d). BSE images and element mappings of typical inclusions observed in Ce-free sample: (a,b) CaS + MgO·Al2O3 + Ti(C,N), (c,d) CaS.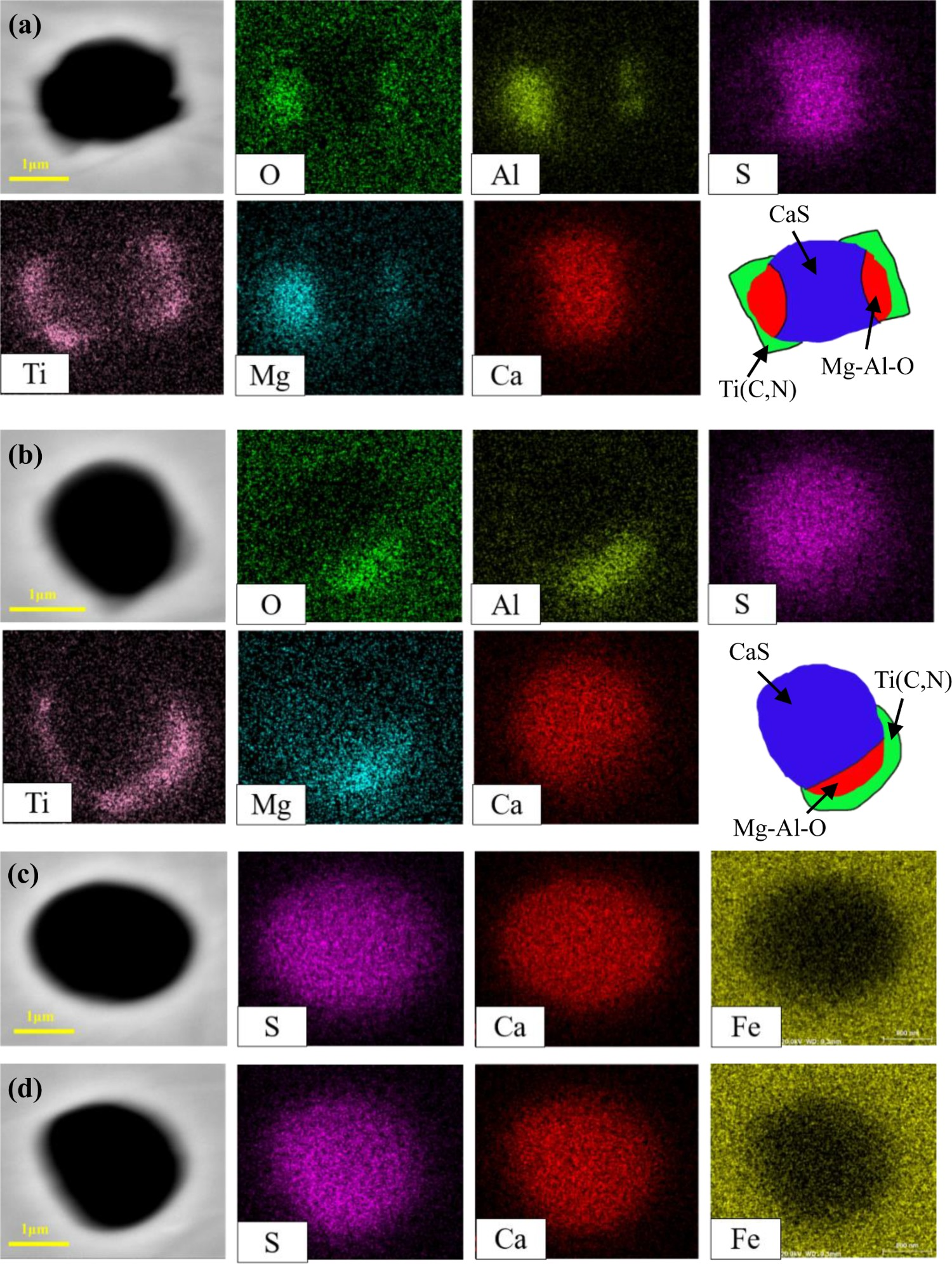
Inclusions in Ce-containing steel
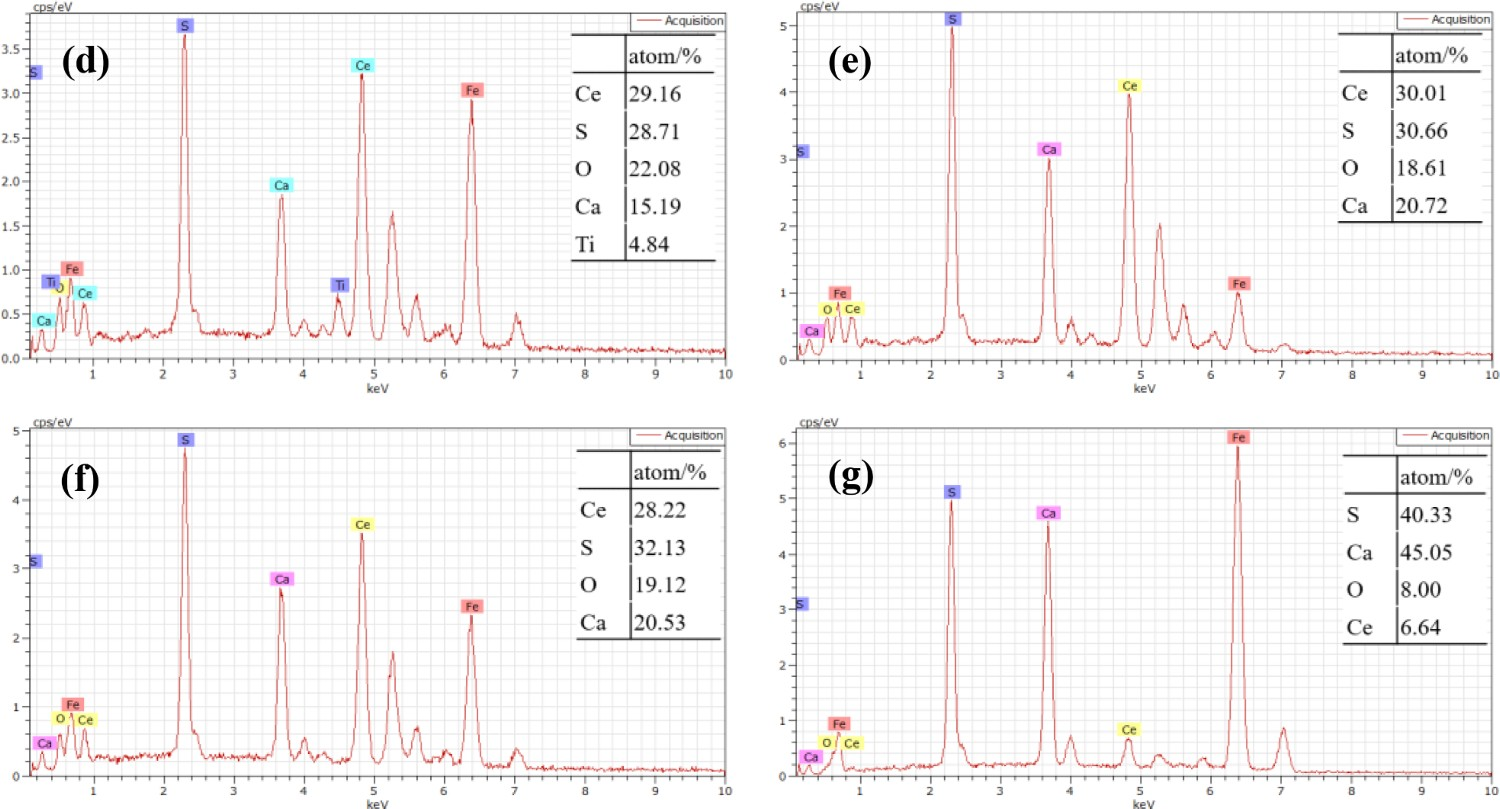
Element mappings of typical inclusions in Ce-containing steel are shown in Figure 3. The typical inclusions after cerium addition were composed of two areas: one area was darker than the steel matrix and the other was lighter. Under the back-scatter mode of automatic SEM, the area of containing cerium was observed to be brighter than the steel matrix. According to the element maps shown in Figure 3(a), for example, the distribution of S, Ce and Ca was evident, while no accumulation of oxygen was obvious. However, the corresponding EDS spectra shown in Figure 3(d) indicated that oxygen existed in the white part of the inclusion. Therefore, the white core of the inclusion was identified as Ca–Ce–S–O and wrapped with a CaS inclusion. In addition, the oxide inclusions were surrounded by a small amount of titanium carbonitride. BSE images and EDS results of the typical inclusions observed in Ce-containing sample, which were determined to be Ce–Ca–O–S + CaS + Ti(C,N). (The EDS spectra shown in (d) and (e) correspond to the inclusions shown in (a) and (b) respectively, and the EDS spectra shown in (f) and (g) correspond to the inclusion shown in (c)).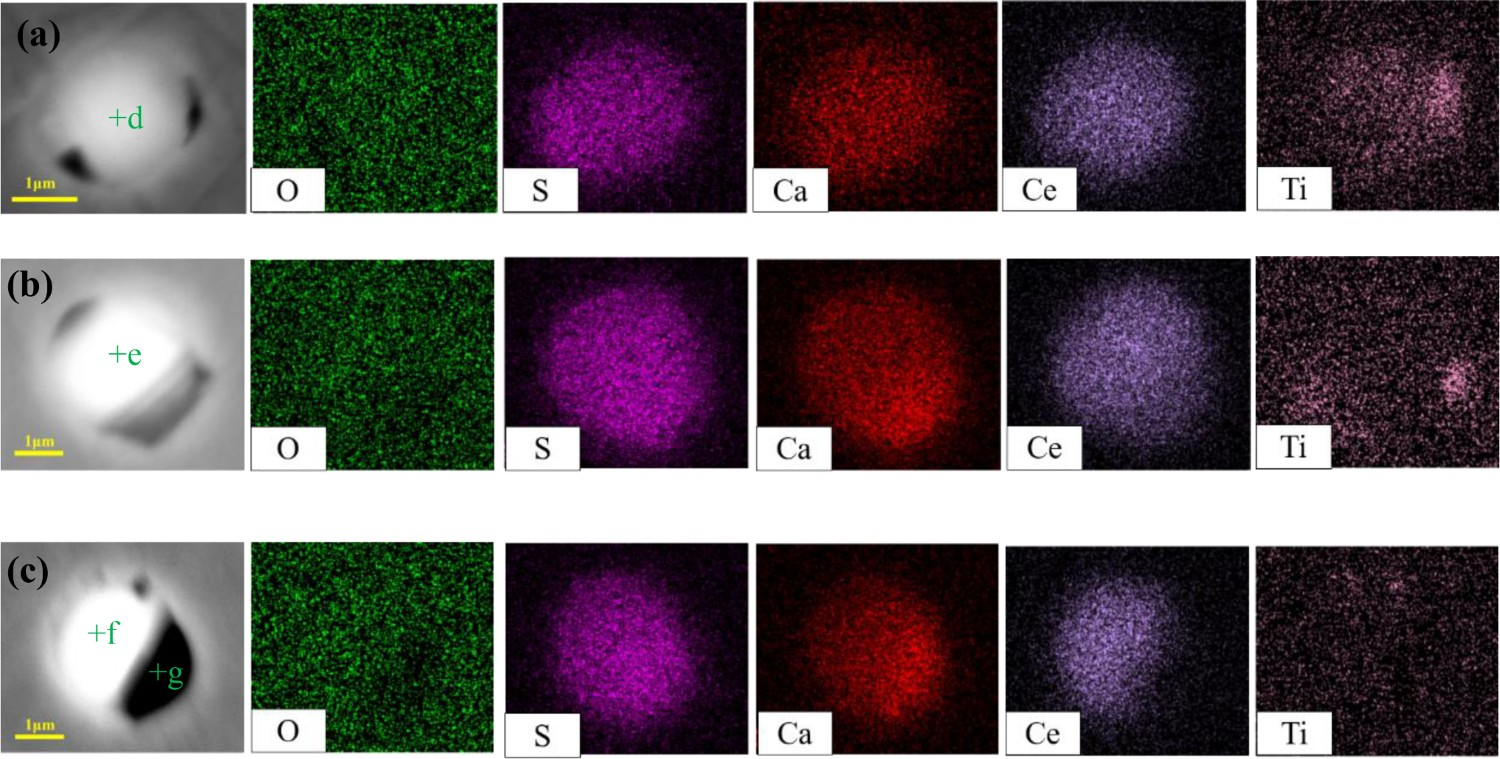
Comparison of inclusion size and number density
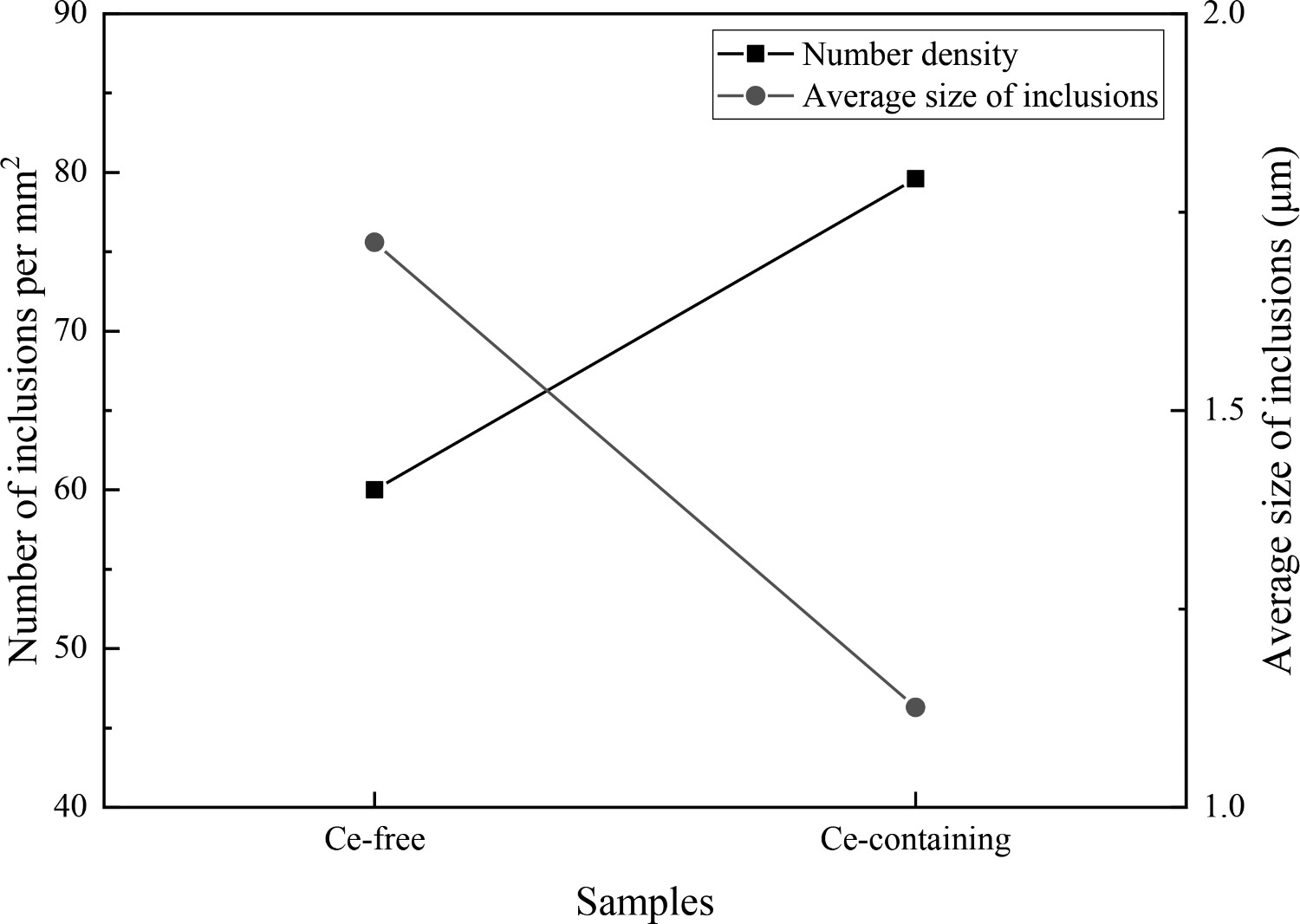
Figure 4 shows the inclusion size distribution in Ce-free and Ce-containing steel samples. It was clear that, in comparison to the Ce-free steel, the inclusions in the steel containing cerium were finer. According to Figure 4, the number proportion of inclusions with a size less than 1 μm was increased from 16.0% in Ce-free steel to 42.7% in Ce-containing steel. The proportion of the inclusions larger than 2 μm reduced from 30.3% in Ce-free steel to 7.8% Ce-containing steel. Moreover, the number density of inclusions increased from 60 to 79.8 mm–2, and the average size decreased from 1.71 to 1.13 μm, as shown in Figure 5. The results indicated that the addition of cerium could effectively refine inclusions in steel. Size distribution of the inclusions in Ce-free steel and Ce-containing steel. Number density and average size of the inclusions in Ce-free and Ce-containing steels.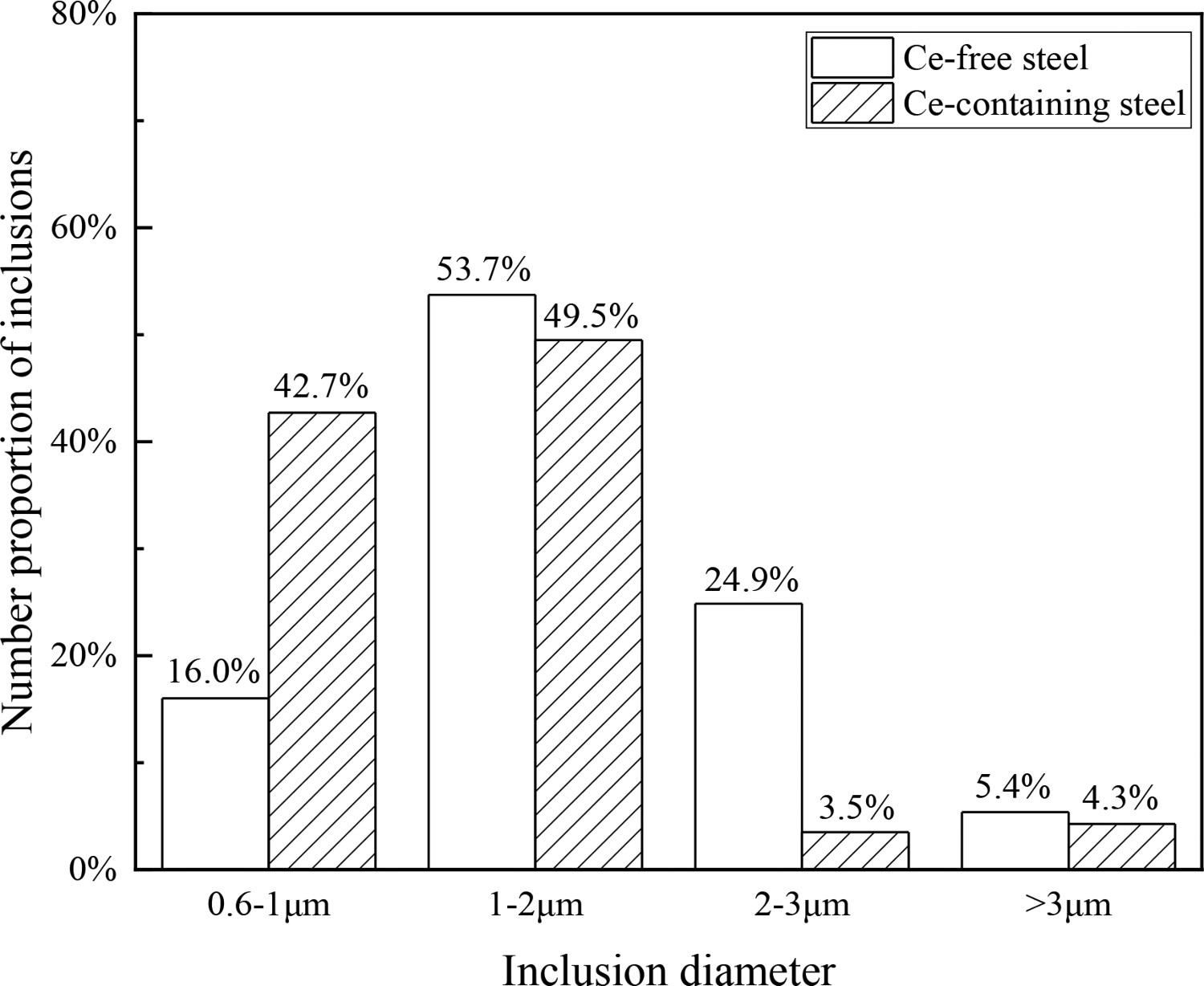
Thermodynamic analysis of precipitates and inclusions
Second-phase strengthening is an important step in steel production. Adding an appropriate amount of V, Nb, Ti, and other alloy elements into steel forms carbides and nitrides, which pin grain boundaries and dislocations to improve steel strength [18–20]. To further analyse the effect of second-phase particles in HAZ during welding process, the evolution of carbides and nitrides in Ce-free steel was evaluated using the Thermo-Calc software, as shown in Figure 6. It can be seen that many carbides and nitrides of Nb, Ti, and Al formed. However, as the precipitation temperatures of AlN and Nb(C,N) were lower than 1623 K, the peak temperature of the welding thermal cycles, these particles could not effectively restrain grain growth. Moreover, as shown in Figure 6, a large amount of Ti(C,N) dissolved at 1623 K also weaken the pining effect on austenite grain boundaries. Mass fraction of carbides and nitrides in Ce-free steel.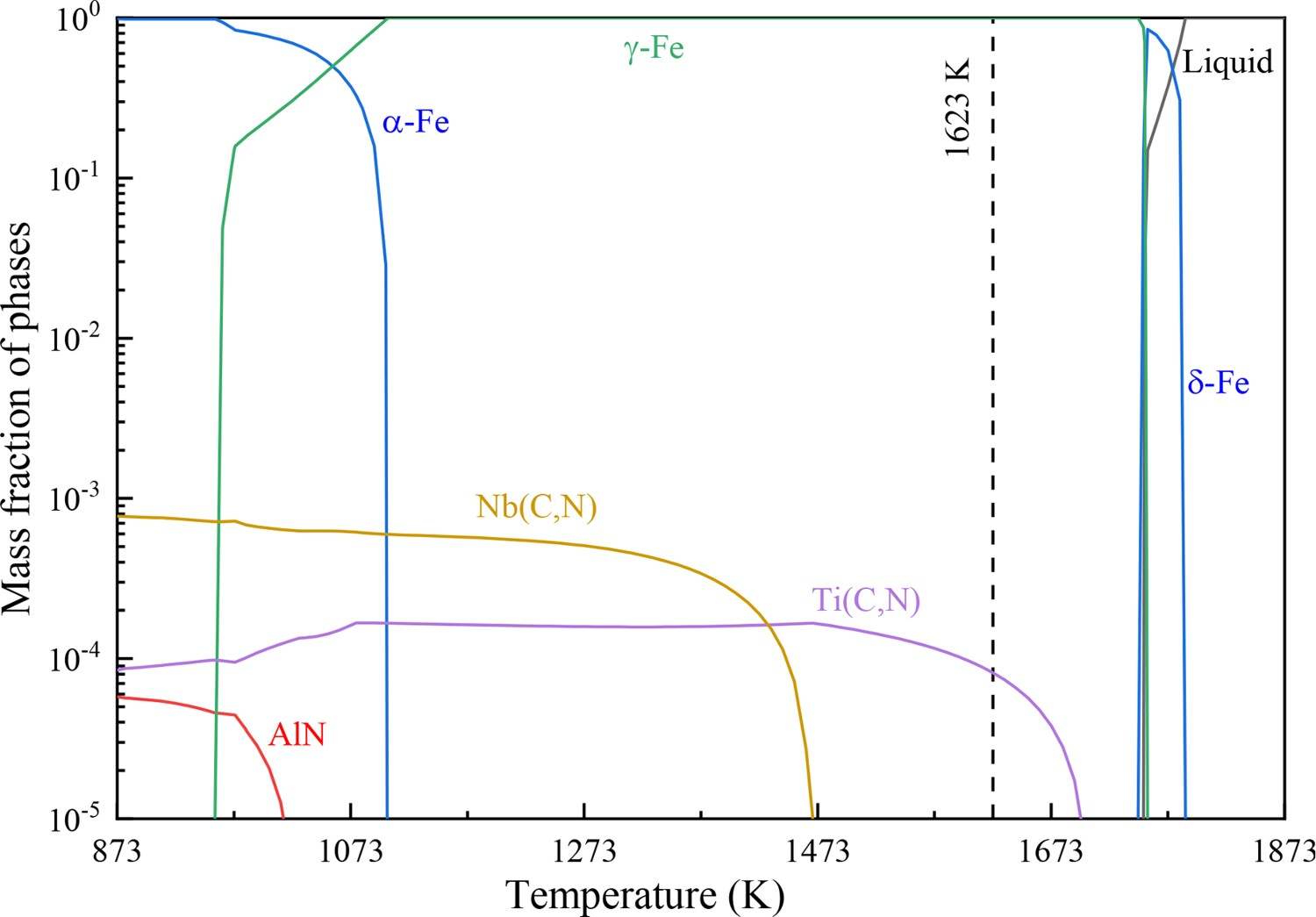
However, due to the lack of thermodynamic data about Ce in Thermo-Calc, the precipitation of Nb(C,N) and Ti(C,N) in Ce-containing steel was not considered. Of course, because of the interaction between rare earth and carbon, niobium and titanium, the Ce addition also affected the precipitation and dissolution of these carbides and nitrides. Gao et al. [21] indicated that the addition of La decreased the solubility of C and Nb, and increased the chemical potential of these two solutes, thus promoting the precipitation of NbC in bcc Fe.
The evolution of inclusions in Ce-free and Ce-containing steel were calculated by FactSage 7.1 with the FSstel, FactPA and FToxid databases, as shown in Figure 7. The liquidus and solidus temperatures of the studied steel were calculated using Thermo-Calc and determined to be as 1787 and 1752 K, respectively, as marked in Figure 7. It was found that the dominant stable inclusions present in equilibrium state at the solidus temperature were CaS (Ce-free steel) and CaS + Ce2O3 (Ce-containing steel), which played a role on pinning austenite grain boundaries during the welding process. In addition, the amount of stable inclusions in Ce-containing steel was considerably greater than that of the Ce-free steel, indicating that adding Ce played a stronger effect on restraining austenite grain growth. Moreover, calcium-titanites were formed according to the thermodynamic calculation, but this was not observed experimentally. This discrepancy may be explained by the fact that the FactSage calculation of the inclusion formation is based on infinite equilibrium and the kinetic limitation of the inclusion formation is not taken into account in the thermodynamic calculation [22]. Thermodynamic calculation results for inclusion evolution during solidification.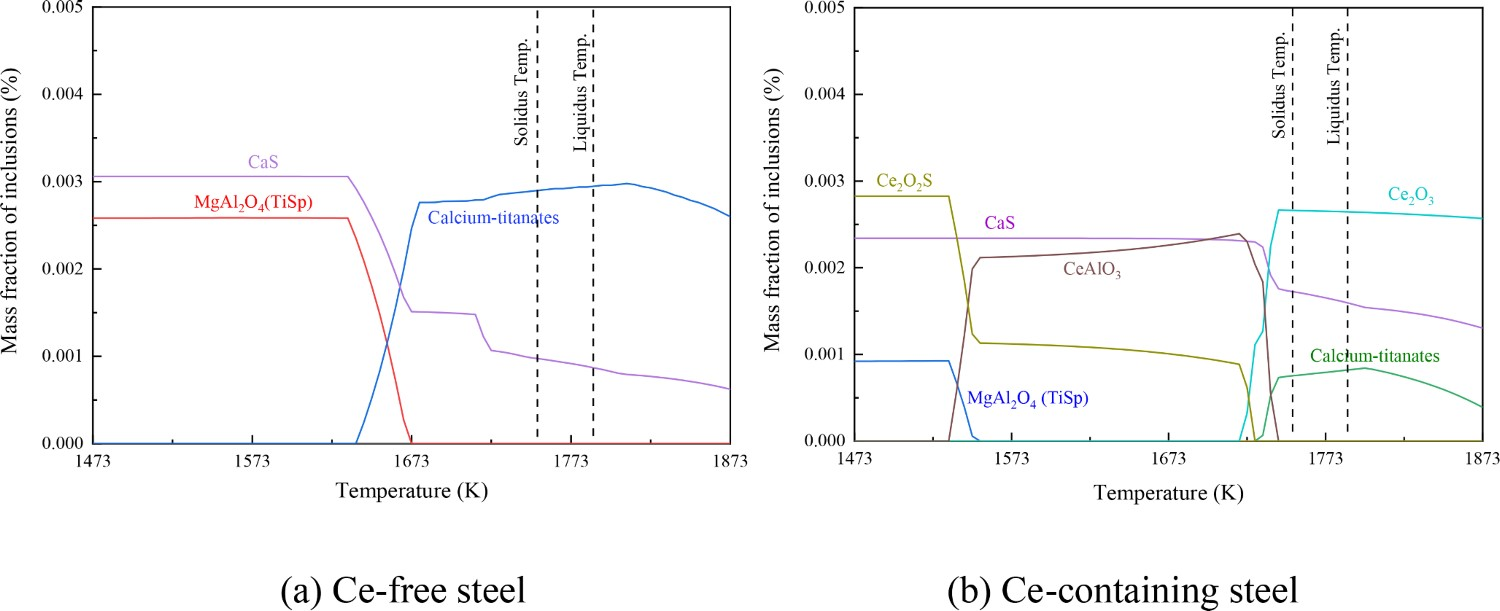
Mechanical properties of HAZ
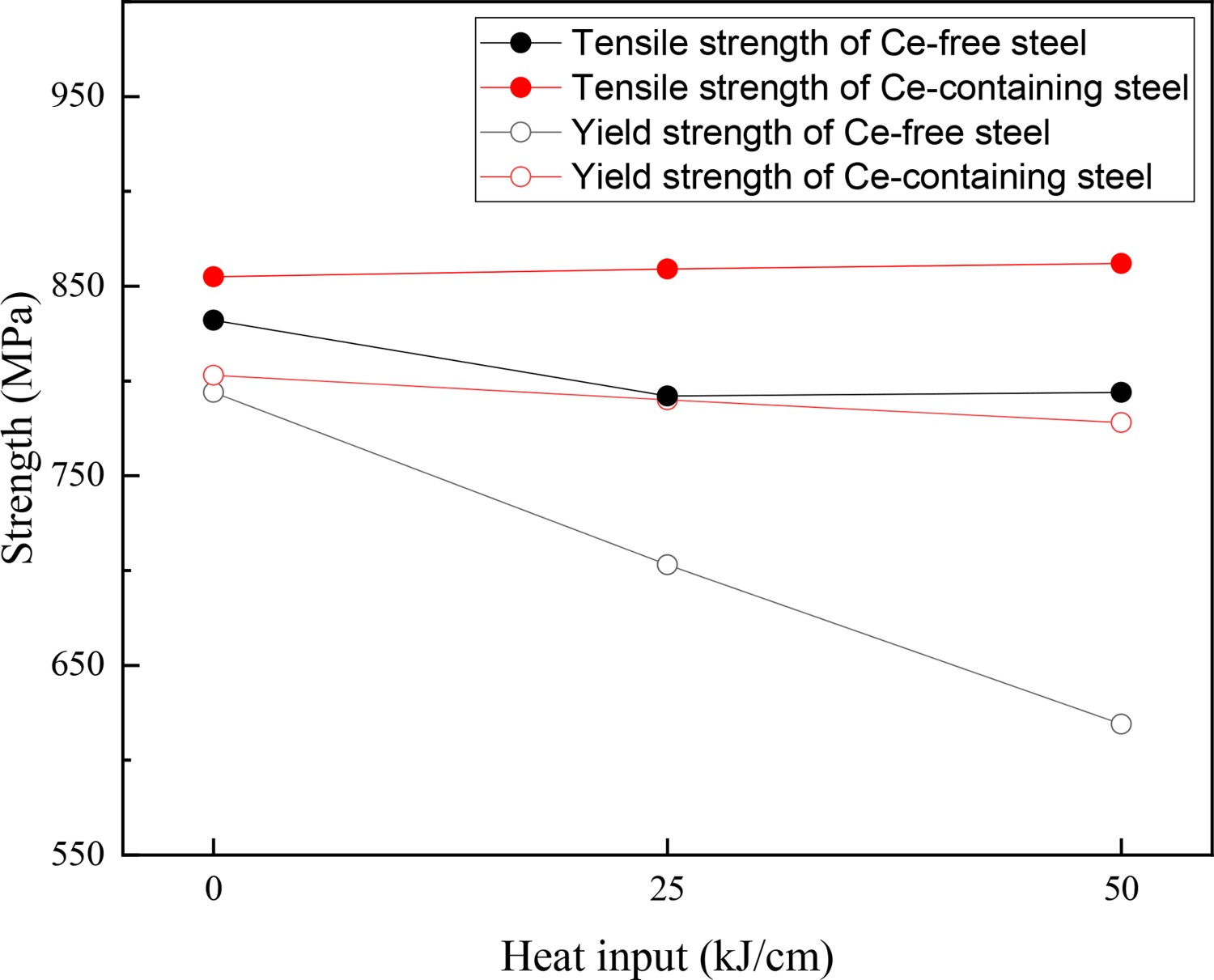
The values of the toughness and strength of the HAZ of Ce-free and Ce-containing steel at different heat inputs are shown in Figures 8 and 9, respectively. The sample with a heat input of 0 kJcm–1 was the base metal. As shown in Figure 8, the toughness of the base metal for the Ce-free and Ce-contained steels were approximately same. However, after the welding process, the HAZ toughness of Ce-containing steel was evidently greater than that of Ce-free steel. Moreover, it could be seen in Figure 9 that at the same welding heat input, the tensile strength and yield strength of HAZ of the Ce-containing steel were higher than those of the Ce-free steel. Impact energy of the HAZ at different heat inputs of Ce-free and Ce-containing steel. HAZ strength at different heat inputs of Ce-free and Ce-containing steel.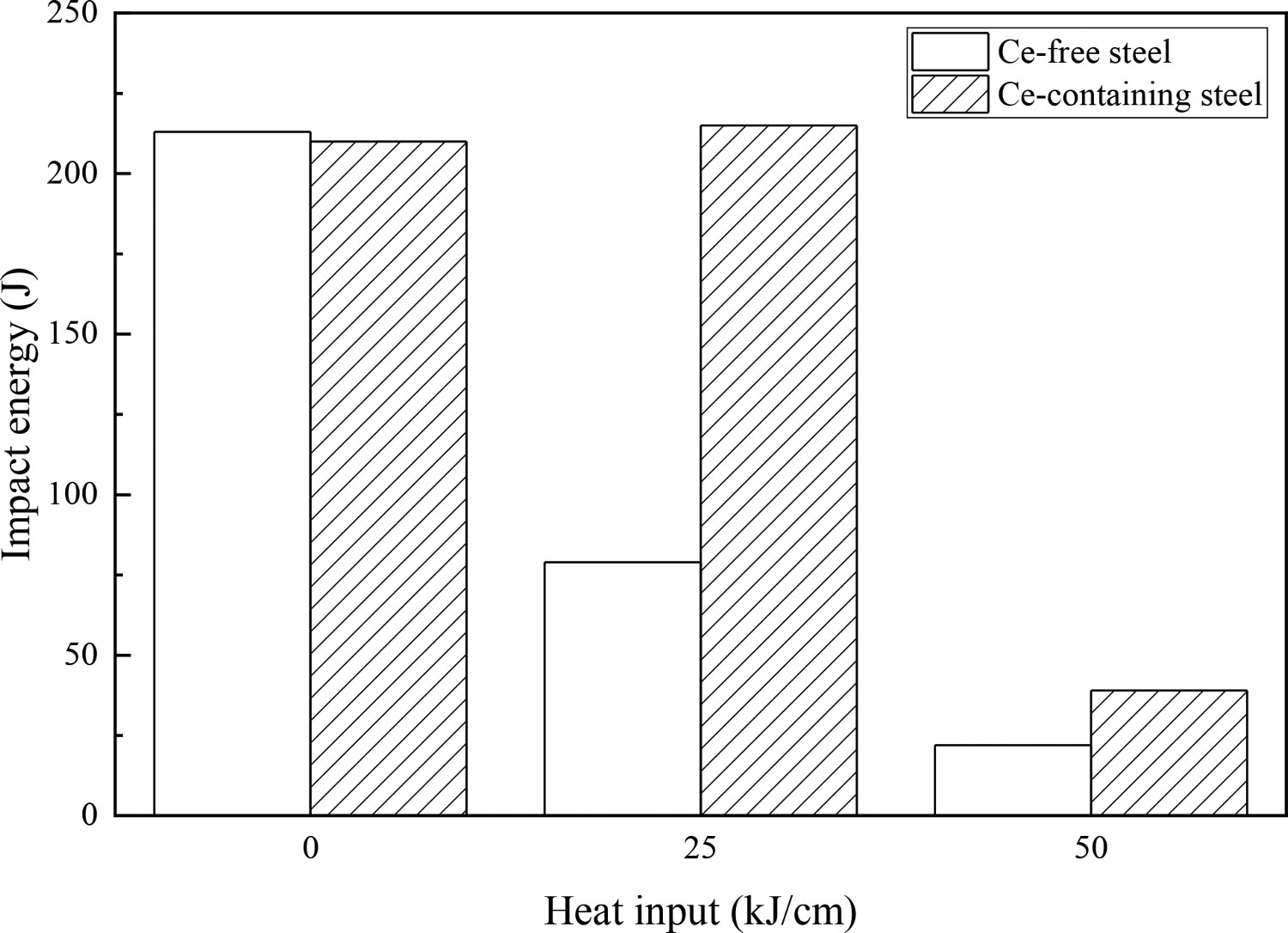
The effect of Ce addition on refining inclusions reduced the generation of cracks. And during welding process, these rare earth oxide inclusions with high-melting-point pin on austenite grain boundaries and restrain austenite grain growth, refining HAZ microstructures furtherly, which increased crack propagation resistance and greatly improved mechanical properties of HAZ. Moreover, for steel with high carbon equivalent, the formation of upper bainite also deteriorated HAZ toughness, which could be delayed by adding Ce, as reported in a previous study [23].
Conclusions
In the current study, the effect of adding Ce on the inclusions in Al-killed steel was investigated based on the experimental determination and thermodynamic calculations. The simulated welding experiments were carried out and the mechanical properties of HAZ at different heat inputs were measured. The following conclusions were obtained: For the studied steel, the typical inclusions in Ce-free steel are CaS + Mg–Al–O + Ti(C,N) complex inclusions and isolated CaS inclusion. For Ce-containing steel, the typical inclusion is Ce–Ca–O–S + CaS + Ti(C,N). Compared to Ce-free steel, the number proportion of inclusions less than 2 μm in size increases by 20% in Ce-containing steel. And the number density of inclusions increases from 60 to 79.8 mm−2 and the average size decreases from 1.71 to 1.13 μm. Therefore, the addition of Ce can effectively refine inclusions in steel. The impact energy, yield strength and tensile strength of the HAZ after welding with heat inputs of 25 and 50 kJ cm–1 are significantly improved with the addition of Ce.
Footnotes
Acknowledgements
The authors are grateful for the financial support of the National Natural Science Foundation of China (No. 52074026) and the State Key Laboratory of Advanced Metallurgy (Grant No. 41619003 and 41618020). The Science and Technology Project of Inner Mongolia Autonomous Region of China (No. 2020GG0109) is also greatly acknowledged.
Disclosure statement
No potential conflict of interest was reported by the author(s).