
Abstract
The flux pellets as the burden materials of blast furnace have been widely investigated and used. However, its research and practical applications keep slowly developing in China due to the historical status of the sinter and the limitation of raw material condition. The sinter output is constrained by the environmental department due to its great emission of air pollutants. Therefore, enhancing the development of pellets becomes an urgent task for China’s steel enterprises. Flux pellets shows excellent adaptability in ironmaking compared with acid pellet, but the investigation on its preparation and utilisation in China is far from enough. This review provides a summary of the current research status and application of flux pellets in China, which mainly focuses on the metallurgical properties and their interfering factors, as well as BF production indexes after using, hoping to provide a comprehensive understanding for flux pellets and push its technical progress continuously.
Introduction
It is well known that the high-basicity sinter is the most major burden of blast furnace ironmaking in China [1,2], accounting for 70–80% of the total raw materials. In 2020, China’s pig iron production reached 887.5 million tons (Mt), which shared higher than 60% of the total production of pig iron in the world [3]. Based on the fact that pig iron production will continue to increase due to the huge demands for steel products, a significant increase in sinter consumption is unavoidable, which imposes greater challenges for environmental governance. In general, the process of sinter production contributes to huge amounts of emissions in the steel industry, among which, dust, SO2 and NO x account for about 30%, 60% and 50% of total emissions, respectively. Since 2019, the ultra-low emission policy of pollutants has been established by the Ministry of Ecology and Environment of the People’s Republic of China, expecting the values of particulate matter, SO2, and NO x in the sinter flue gas to be reduced to 10, 35, 50 mg m−3 [4], which results in an inevitable decrease in sinter production because a lot of existing sintering machine cannot meet the emission regulations. However, it should be noted that the SO2 and NO x emission produced by flux pellets could be decreased by 53% and 16% compared with the sinter, respectively. Meanwhile, it was also found that the SO2 and NO x emission per ton iron could decrease by 1.2 and 0.2 kg t−1 when the proportion of flux pellets in BF burdens increased from 20% to 80% [5]. According to China’s pig iron production in 2016 (700 Mt) to calculate the pollutant emission, it can be estimated that the emission of the dust, CO2, SO2, and NO x could respectively be reduced by 0.04, 500, 0.2 and 0.35 Mt if the 75% sinter was replaced by the 60% pellet including flux pellets. Moreover, there was almost no dioxin formed during the production of flux pellets and the process energy consumption could be reduced by 11.9% (17.11 kgce t−1), which will greatly reduce the emission of pollutants and the cost of production [2,6,7]. For instance, the emission content of flue gas, particulate matter, SO2, and NO x was 1720 m3 t−1, 2, 8 and 31 mg m−3 when the 504 m2 belt roasting machine of Shougang Jingtang Corporation was used to produce the low-silicon basic pellet, which was far below the pollutant emission indexes of sinter production [8]. Therefore, the proportion of pellets in BF burdens has been increased year by year in China due to their advantages like high iron grade, low gangue content, uniform size and shape, high compressive strength, low disintegration and less pollution during production. To keep the balance of slag basicity (0.8–1.25), the pellet basicity is forced to be gradually increased when decreasing the proportion of high-basicity sinter (Basicity: 1.9–2.2) in BF burdens, which means adding some fluxes into the pellet becomes an essential measure [9].
Currently, acid pellet is the predominant type of pellets to be used in ironmaking in China, accounting for approximately 10–25% in BF burdens, and its binary basicity is less than 0.5 [10]. Compared to sinter, acid pellets provide some metallurgical advantages for BF, such as high iron grade, uniform size and shape, high physical strength, low reduction degradation index, etc. However, traditional acid pellets still possess some inevitable disadvantages, limiting their usage proportion in BFs. For instance, lower softening and melting temperature and higher reduction swelling index (RSI) inhibits the indirect reduction development of pellets in the lumpy zone and leads to a wide temperature range and poor permeability of the cohesive zone [11–14]. Fortunately, the addition of basic flux or magnesium flux into acid pellets can effectively solve the above shortcoming due to the formation of the slag phases with a high melting point and high reducibility. Especially for the addition of magnesium flux, it can not only improve the softening–melting behaviour of pellets and increase the reducibility of the pellets but also plays an important role for BF smooth operations due to the special function in lowering slag viscosity, improving the slag fluidity and desulphurisation ability [14–16]. Therefore, in order to improve the metallurgical properties of pellets and increase the pellet ratio in BF burdens, flux pellets have been paid much greater attention in China’s steel industry in recent years. Taking Shougang-Jingtang steel company as an example, the proportion of flux pellets in BFs has broken through 56% after years of tough efforts. High pellets ratio operation is becoming popular in China, consequently, it has great practical significance to comprehensively investigate the performance of the flux pellets for the transformation of the BF burden structure in China.
The purpose of this paper is to introduce current research progress and application status of flux pellets in China, including basic pellets and magnesium pellets. Then, based on the various behaviours for roasting, reduction and softening–melting, the pros and cons of basic pellets and magnesium pellets for practical application are summarised. In addition, a brief review of the industrial tests and present application of flux pellets in China is provided.
Study on metallurgical properties of flux pellets
As well known, the addition of fluxes changes the composition of mineral phases, consolidation form and microstructure of the pellets, thereby the compressive strength, reduction behaviour and softening–melting mechanism of flux pellets are greatly different from acid pellets, we investigated the varieties of metallurgical properties of flux pellets and further elucidated the mechanism of how the interfering factors played.
Cold compressive strength
Cold compressive strength (CCS) illustrates the ability of pellets to withstand the load during their transport, storage and smelting process in blast furnace and is recognised as one of the important properties for suitability evaluation. Pellets with low strength are difficult to withstand the load of the burden, and produce a lot of fines, deteriorating the permeability of the burden. Therefore, the research of CCS is indispensable for metallurgical workers to optimise the production of the blast furnace. The oxidation mechanism of magnetite pellets follows two steps: Fe3O4→γ-Fe2O3→α-Fe2O3, and its crystallisation process includes the oxidation crystallisation of Fe3O4 and the recrystallisation of Fe2O3 [17–20]. However, the consolidation form of flux pellets is more complicated, which is a combination of the consolidation of Fe2O3–Fe2O3, CaO–Fe2O3, and MgO–Fe2O3 [21].
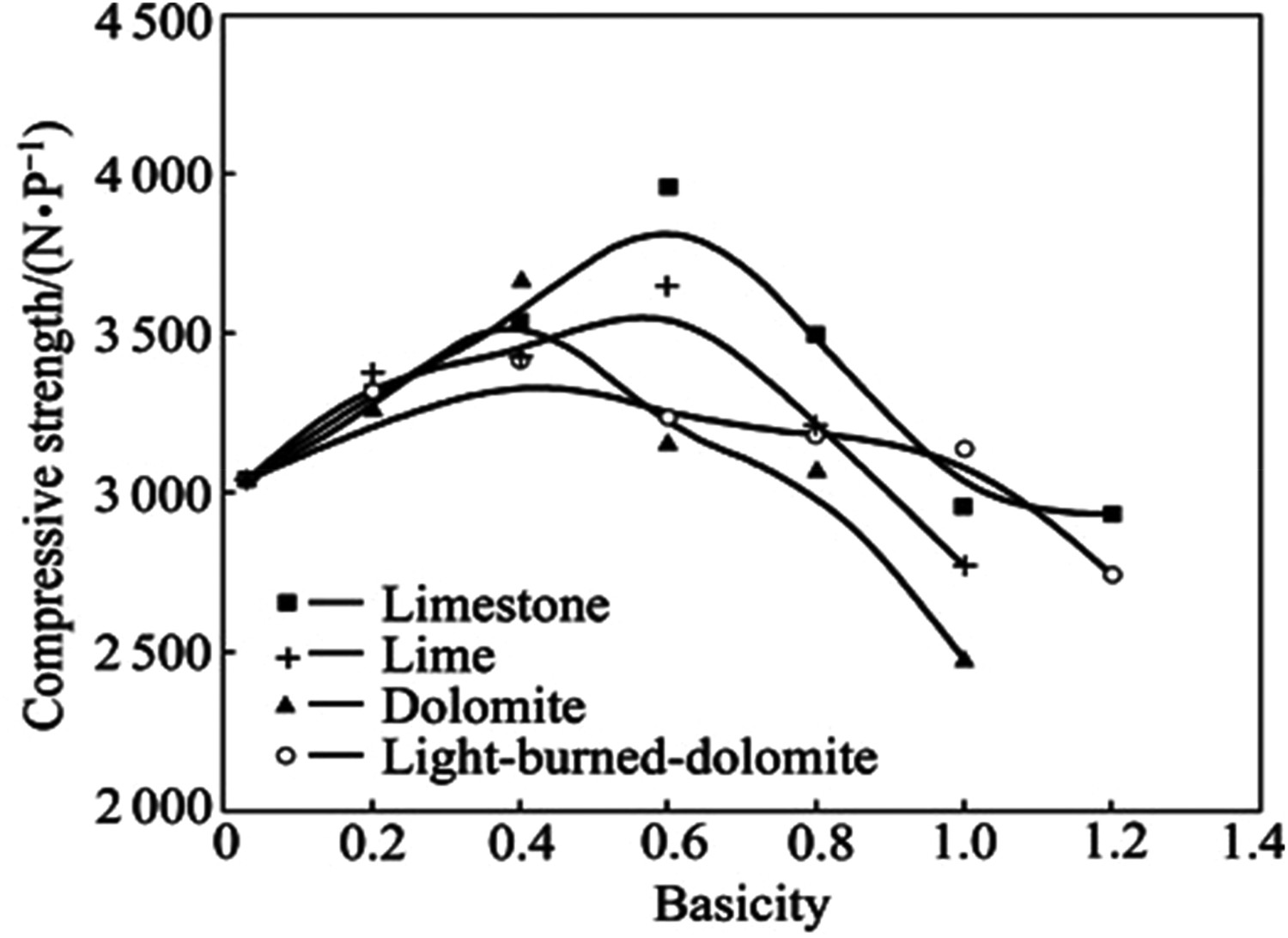
A study concluded that the basicity (CaO/SiO2) controls the consolidation form of pellets. Where, the low basicity pellets (<0.8) are mostly the consolidation of oxide, the intermediate basicity pellets (0.8–1.3) are the consolidation of slag and oxide, and the high-basicity pellets (>1.3) are predominantly the consolidation of calcium-ferrite [22]. A large amount of the research found that the effect of the basicity on pellet strength follows the parabolic law, namely, the CCS was increased at first and then decreased as the basicity increased. The limestone, as the binary basicity regulator, is one of the most common fluxing materials for basic pellet research and production [23]. Dwarapudi et al. [24] studied the reaction mechanism of the limestone during the pellet roasting process to explore the influence of flux on the CSS of the pellets, and they revealed that the addition of limestone could increase the pellet strength to the maximum value (∼2700 N pel−1) at 0.4 basicity (CaO/SiO2) and decreased thereafter. High strength at 0.4 basicity could be attributed to the decrease of porosity of pellets with basicity increase from 0 to 0.4, the addition of limestone promoted the formation of low strength silicate melt phase which would fill up the pores between solid particles and exert pressure to combine them by interfacial forces to decrease the porosity. However, beyond 0.4 basicity, the positive effect of low porosity would be counteracted by the increase of low strength silicate melt content, leading to lower strength, as shown in Figure 1. Hamilton et al. also found that CaO could separately react with SiO2 and Fe2O3 to form the low-melting point slag phase of calcium-silicate and calcium-ferrite in the porous structures of the pellet when the roasted temperature at 1200–1400°C [25,26], which improved the strength of fluxed pellets. The calcium-ferrite phases formed in the following order: Fe-silicate→Ca-Fe-silicate→CaFe4O7→CaFe2O4/Ca2FeAlO5→Ca2Fe2O5 [27]. Subsequently, calcium-ferrite would melt to generate liquid phase at high temperature. A little liquid phase could promote the solid to diffuse and improve the recrystallisation of Fe2O3, thus enhancing the strength. While the internal structure of pellets would be destroyed if the liquid phase exceeded a certain range [9,28–30], contributing to an undesirable result. The above results indicated that the strength of the basic pellet was also governed by the amount of liquid phase. Thermodynamic calculations and experimental analysis found that the CSS of basic pellets with 5.06% liquid phase content could reach maximum value (∼2850 N pel−1) [31]. The many investigations [30,32–35] on the CSS of flux pellets show consistent results, it reckons that as the basicity increases, the compressive strength raises first and then drops, and the maximum value appears when the basicity is in the range of 0.4–0.6 [36], which is shown in Figure 2. In general, the compressive strength of flux pellets with basicity ranging from 0.3 to 1.2 can meet the production requirements [37]. Phase composition distribution of limestone flux pellets [30]. Effect of additives on CSS of roasted pellets [9].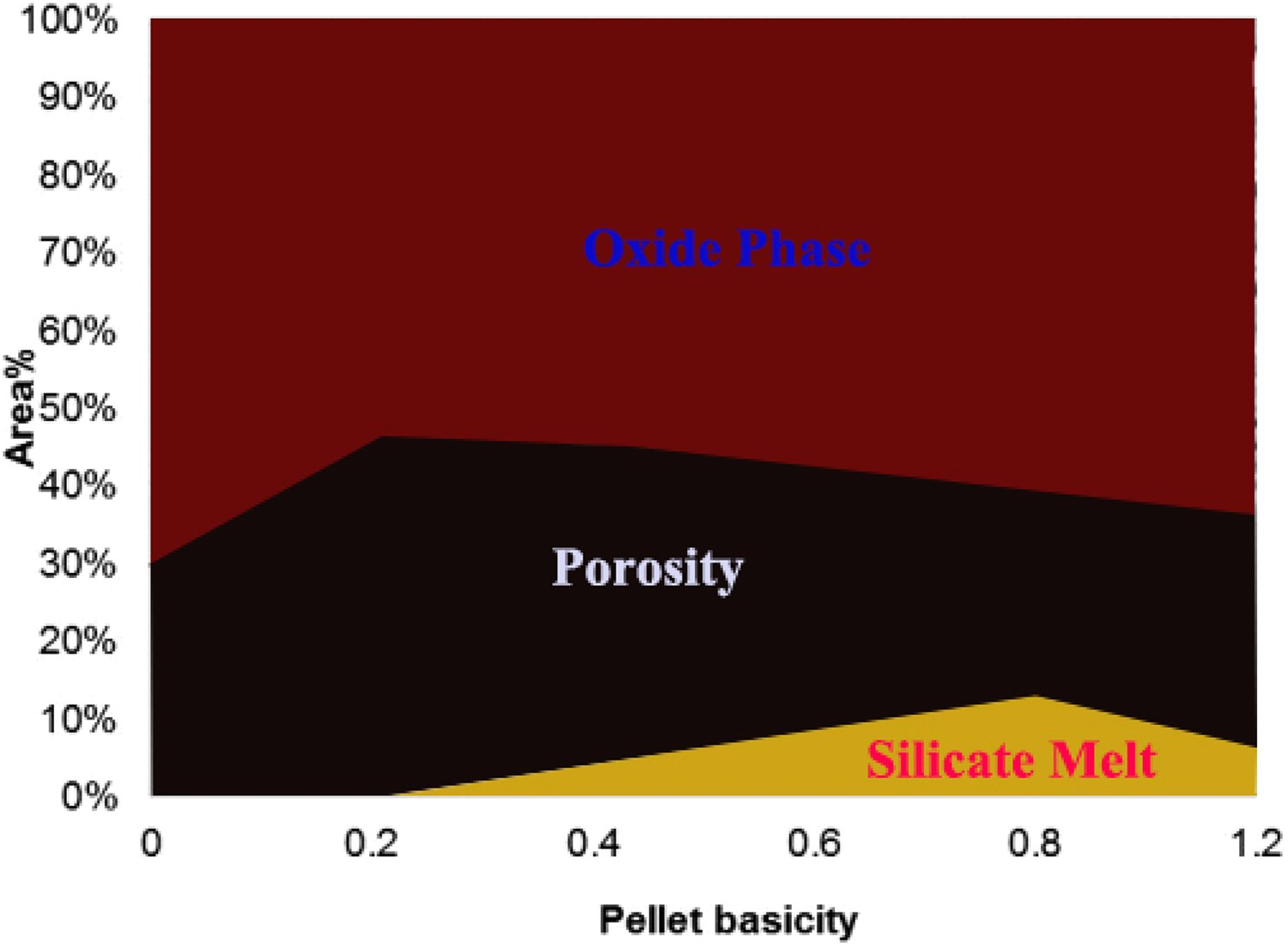
Apart from the influence of basicity, the action of MgO-bearing additives on CCS is more obvious. It is generally believed that the CCS will be greatly deteriorated with the content of MgO-bearing additives increasing. Previous studies have shown that MgO mainly reacted with Fe2O3 in the pellet and formed the magnesioferrite phase with high melting point, and a small amount of MgO entered into the other slag phase, which all could not transform into the liquid phase at the roasting temperature [38–40]. Besides, Mg2+ could diffuse into the magnetite lattice and occupy the octahedral B crystal site because Fe2+ (r = 0.74 × 10−10 m) and Mg2+ (r = 0.6 × 10−10 m) had similar ion radius, thereupon then replacing part of Fe2+ to form a continuous homogeneous phase (MF[(Mg(1–x)·Fe
x
)O·Fe2O3], as shown in Figure 3) at the roasting region of pellets (as red dotted rectangle shown in Figure 4). Meanwhile, MF[(Mg(1–x)·Fe
x
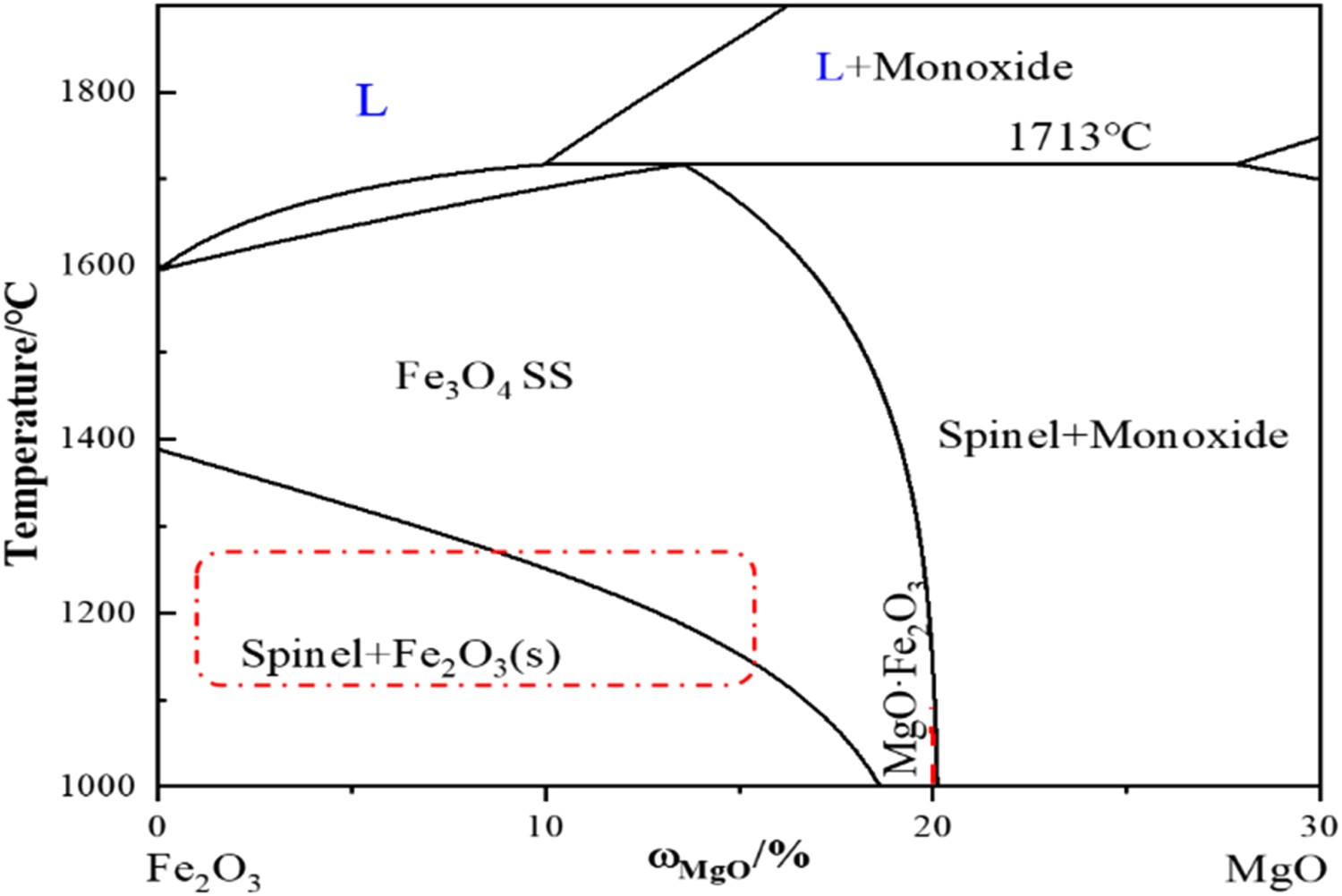
)O·Fe2O3] could uniformly distribute to pellets and further stabilised the crystal form of magnetite, which suppressed the transformation of Fe3O4 to Fe2O3 and reduced the recrystallisation ability of haematite, thus affecting the filling function of Fe2O3 grains in the internal pores of the pellets [39–41] and eventually weakening the densification of pellets [42,43]. Consequently, the strength of the pellets decreases when improving the MgO content[9]. Transformation mechanism of Mg2+ and Fe2+. MgO–Fe2O3 phase diagram [44].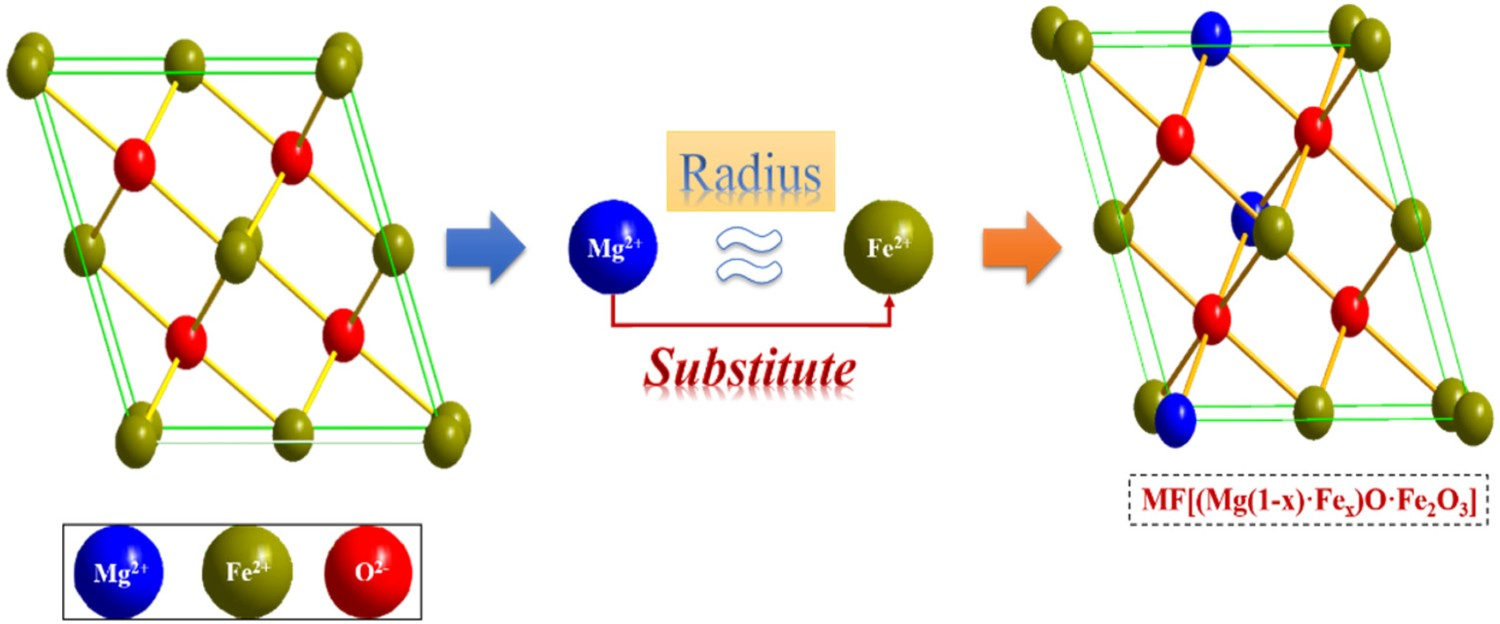
Additionally, the diffusion of MgO into magnetite could postpone the oxidation of magnetite. Free MgO and magnesioferrite scattered around the Fe2O3 crystal grains, leading to a decrease in haematite recrystallisation and an increase in porosity of roasted pellets [41,45–48]. The porosity variation was usually employed to illustrate the densification degree, which presented a linear function relationship with the strength change of pellets [26]. When the MgO-bearing flux content increased from 0% to 2%, the porosity of roasted pellets was increased from 18.61% to 24.06%. The increased porosity deteriorated the CCS of MgO-bearing pellets [49–52]. Moreover, MgO could activate the decomposition of haematite, reducing the decomposition temperature and accelerating the decomposition rate. The decomposition of haematite was not conducive to its aggregation and growth, resulting in uniform grain distribution and reducing its CCS [46]. Figure 5 presents the SEM diagrams of the magnesium olivine pellet. It illustrated that as the magnesium olivine content increased, pore area, silicate fraction, and incompletely mineralised magnesium olivine phase proportion were increased slightly. At the same time, the area ratio of haematite-containing phases and MF phase increased significantly, but the area ratio of the pure haematite phase showed the opposite trend, as a result, the CCS decreased [53]. In view of the negative effect of MgO on the pellet strength, two measures can be adopted: (1) Improving roasted temperature; Considering the high melting point of the MgO-containing phase, the higher roasted temperature is conducive to form slag bonding, thereby improving the strength of the pellets. Md. Meraj proved that when the MgO content was 0.9%, the CCS of pellets could improve from 2200 to 2700 N pel−1 after improving the roasted temperature from 1280°C to 1350°C [54]. In addition, Qing et al. also found that the CCS of the pellet increased by 1800N pel−1 with the induration temperature rising from 1200°C to 1300°C when the MgO content was 0.5%, which was qualified for use in 5500 m3 BF of Shougang Jingtang United Iron & Steel Company [55]. (2) Adding Ca-bearing and B-bearing fluxes to pellets; The addition of Ca-bearing and B-bearing fluxes could produce low-melting point liquid phase in the magnesium pellets during the roasting process, which enhanced the migration ability of Mg2+ and Fe3+ to promote the aggregation and growth of haematite grains and the mineralisation of MgO-bearing flux, thus improving the CCS of the pellets. Fan et al. reported that when the MgO content of the pellets is 2.0%, the CCS improved by 1500 N pel−1 with the basicity increasing from 0.1 to 0.4 and the CCS increased by 700 N pel−1 with the B content increasing from 0% to 0.6% [56]. SEM diagrams of pellets with different magnesium olivine contents [52].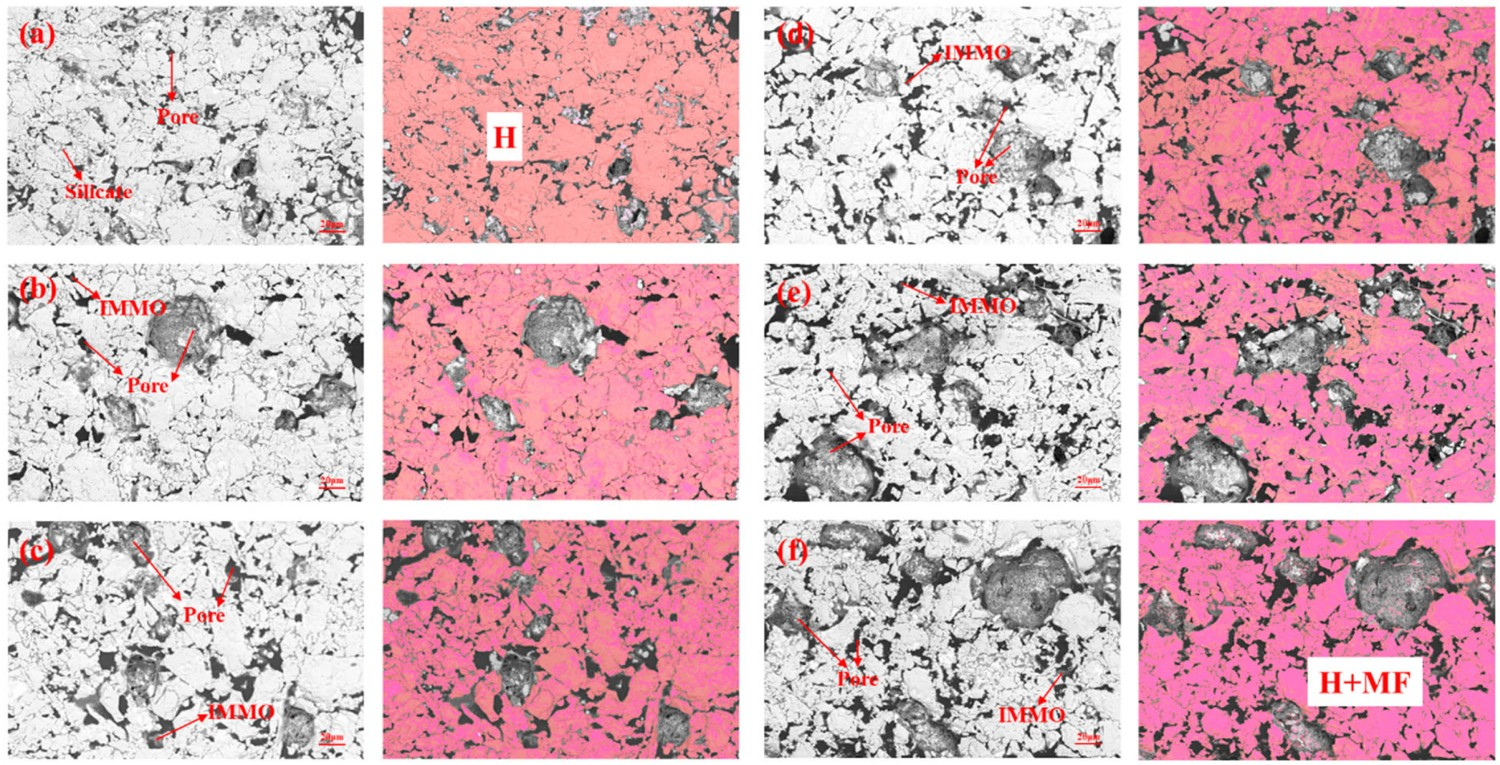
Based on the above analysis for the CCS of basic and magnesium pellets and compared with acid pellet, it is concluded that the pellet of the basicity within 0.4– 0.6 ranges had a superior CCS and the CCS was decreased with the MgO content increasing. It is deduced that the pellet with suitable basicity and MgO content could achieve adequate strength. It needs to be noted that the iron grade will drop significantly if using high SiO2 concentrate to produce flux pellets. The binary basicity of flux pellets is greatly restrained in order to avoid the increase of slag amount in the blast furnace. In view of the disadvantage of high SiO2 content in iron-bearing raw materials of China, the scheme of basic and magnesium flux plays a vital role in enhancing the CCS. It is recommended that the finer slaked lime is used as much as possible for preparing the green pellets. Research has illustrated that the compressive strength of the green pellet could still maintain ∼10 N pel−1 and the CCS of roasted pellet could exceed 2000 N pel−1 when matching 0.5% finer slaked lime with coarse iron ore concentrate [57]. Meanwhile, the usage of finer slaked lime could not bring an obvious decrease in iron grade because it could replace part of the bentonite and not introduce any other inorganic elements. Bentonite is the most commonly used binder during iron ore pelletisation, which is applied at 0.5–1.5% levels by the weight of iron ore in the pellet feed. However, many works have been found that the addition of 1% bentonite to an iron ore concentrate could decrease the iron grade by around 0.6% since bentonite is aluminium-silicate clay [17,40,58,59]. Therefore, it is one of the effective ways that some bentonite is substituted to increase the iron grade. Especially for the MgO-bearing pellet, adding the finer slaked lime can be considered as the optimal flux, which can counter the negative influence of MgO-bearing flux on CCS owing to the binding effect of the liquid phase produced by the slaked lime in the pellet. Furthermore, it is very imperative to study the organic binders as a substitution for bentonite in the pelletising process of flux pellets. It cannot affect the iron grade of the pellet because the organic binders will burn out without any residue in pellets. However, there is still insufficient research in China. Very little is known about the mineralogy of high-silicon magnetite concentrate and its interaction with organic binders. Consequently, magnesite matching with finer slaked lime is considered as the optimal flux to produce the flux pellets according to the above analysis.
Reduction swelling behaviour of flux pellets
The RSI indicates the volume change of pellets during the reduction process, being a very important index of metallurgical property. In general, an RSI of less than 20% is allowable for blast furnace operation [60]. When reduction swelling is higher than 20%, it will destroy the mechanical properties of the pellets and cause an increase in dust and fines, resulting in the deterioration of gas permeability of charge column and triggering the frequent burden hanging in blast furnace [23,61]. Generally, swelling reasons of the pellets according to the previous researches can be concluded as four theories: (1) The theory of the lattice transformation [62,63]; (2) Gas pressure theory [64]; (3) Carbon deposition theory [65]; (4) Iron whiskers theory [66]. Where the theory of the lattice transformation and the iron whiskers theory is recognised as the main reason for acid pellets. Previous surveys [62,67,68] have demonstrated that RSI of pellet would occur during their reduction from the haematite to magnetite and wustite, and the volume expansion change of the pellets during reduction can be expressed as Fe2O3 (100%)→Fe3O4 (124%)→FeO (131%)→Fe (126%), which indicated that the normal swelling of oxidised pellets mainly occurred in the first stage of Fe2O3 being reduced to Fe3O4, the volume expansion of the pellet increased by 24% due to the effect of crystal lattice transformation (Hexagonal system → Cubic system). At the second stage of Fe3O4 being reduced to FeO, wustite (FeO) could grow in the surrounding direction and the cracks formed in the first stage would become wider, resulting in further minor swelling of the pellet. However, during the third stage of FeO being reduced to Fe, the pellet not only was not volume swelling but also there was some shrinkage. On the other hand, some investigators believed that the growth of iron whiskers could push the movement of neighbouring grains to produce swelling stress and intensified swelling consequently [69–72]. However, the formation of iron whiskers was proved to be significantly restrained by adding basic or MgO flux to the pellets [73,74]. This is because the increase of the basic or MgO flux in pellets would strengthen the formation of slag to withstand the reduced stress of oxide particles alone. Meanwhile, the high melting point slag with CaO-bearing or MgO-bearing would form in roasted pellets to obtain sufficient bonding strength, thereby decreasing the expansion of pellets during reduction [50].
Zhu et al. [75] investigated the effect of basicity (CaO/SiO2) on RSI. The result showed that the pellets with basicity (CaO/SiO2) ranging from 0.2 to 0.8 had maximal expansion during the reduction process. According to the ternary phase diagram of CaO–SiO2–FeO as shown in Figure 6, when the basicity was between 0.2 and 0.8, the low-melting point phases were easy to form, such as glassy slag phases consisting of CaO, SiO2 and FeO, which promoted the formation of the liquid phase and led to further expansion of pellets. However, when the basicity exceeded 0.8, the sufficient fluidity of the liquid phase provided more space, improving the distance between the particles, thus the reduction stresses could be absorbed, decreasing the reduction expansion behaviour of pellets. Work done by Frazer et al. [68] showed similar results. The maximum expansion of pellets occurred at the basicity of 0.37, which was attributed to the effect of the olivine phase with the low melting (1150°C). The olivine phase consisting of 20% Ca2SiO4 and 80% Fe2SiO4 provided a medium for the increase of the reduction stresses, causing a high expansion of pellets. Ternary phase diagram of CaO–SiO2–FeO [83].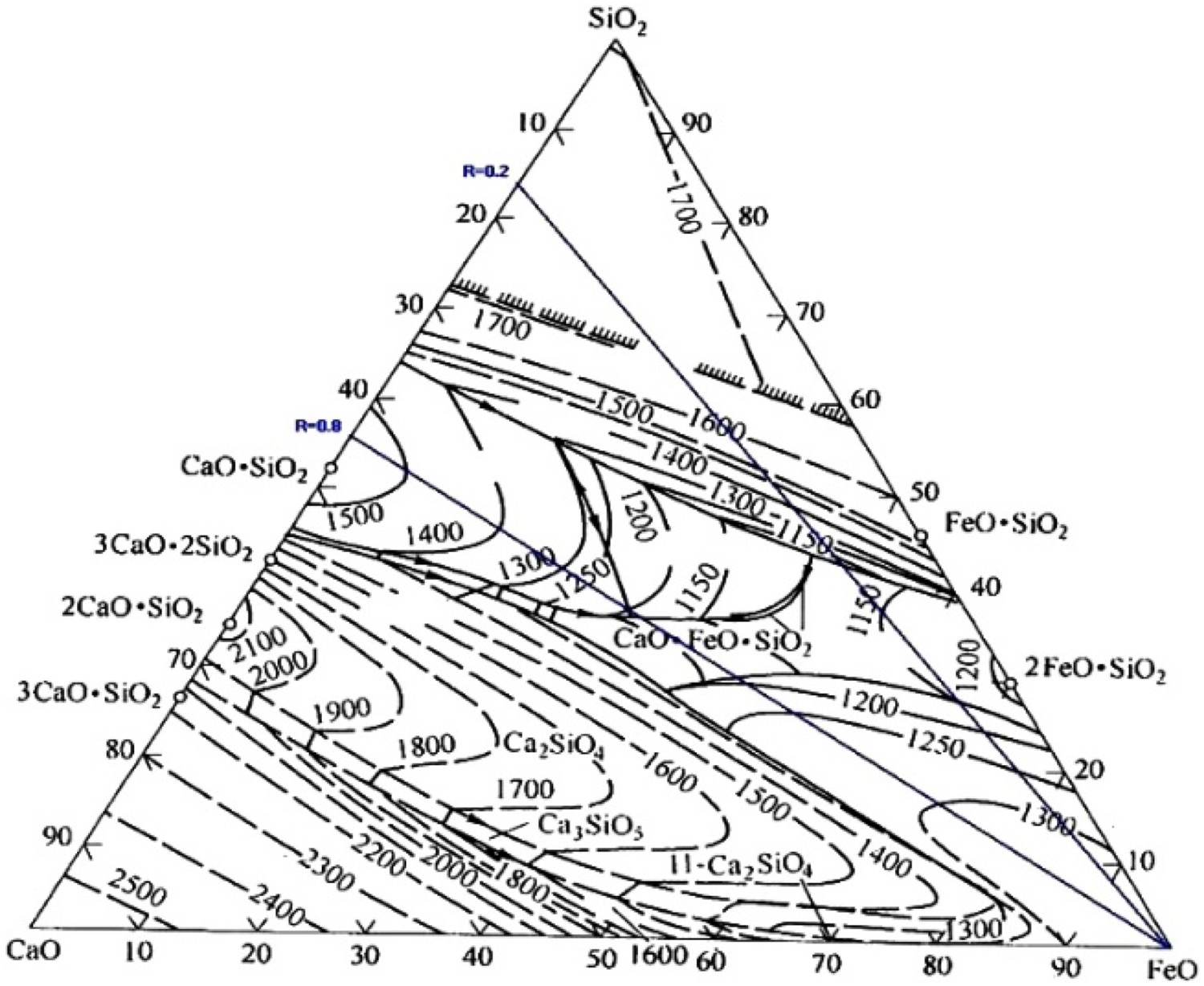
Iljana et al. studied the effect of limestone on the pellet quality of Karelian from Russia and found out that RSI showed an increasing trend with the limestone content increasing from 0.5% to 3.2% (Basicity: 0.11–0.69) [23], which was mainly attributed to the fact that Ca2+ ions promoted the growth of whisker and the abnormal expansion of pellets during the reduction process of wüstite [76]. In addition, at the initial stage of the reduction of wüstite to metallic iron, Fe2+ ions diffused to the wüstite surface and were gradually reduced to form a layer of metallic iron. Meanwhile, the Ca2+ ions that existed in the mineral crystal lattice were further enriched along the wüstite side, and a layer of calcareous facies ([CaO (Fe)]) gradually formed between the wüstite and the metallic iron. Finally, a boundary layer of Fe/CaO (Fe)/FeO x formed. In the few positions where [CaO (Fe)] has not yet been formed, Fe2+ ions could still rapidly reach the metallic iron phase through the Fe/FeO x boundary layer. With the continuous diffusion of Fe2+ ions at these positions and the deposition of iron atoms, ‘iron whiskers’ formed on the surface of the wüstite and grew quickly, eventually resulting in the abnormal expansion of pellets [77].
However, some studies argued that CaO reacted with Fe2O3 to generate the CaO·Fe2O3 and CaO·2Fe2O3 of the eutectic mixture if the pure CaO regent was used, which promoted the formation of the liquid phase to fill porosity, thus decreasing reduction expansion. At the same time, the free CaO and the calcium-ferrite were able to destroy the crystal structure of Fe2O3 to suppress the migration of iron atoms, thereby delaying the appearance of iron whisker and optimising iron whisker morphology [78,79]. The morphology of the iron whisker became slim and short, thus decreasing the RSI. Moreover, Ca-wüstite could produce metallic iron layer during the calcium-ferrite reduction and the metallic iron formed a concentric iron layer around the ferrite particles to restrain the pellet expansion [80,81]. Studies have shown that increasing CaO content by 1% in the mixture could reduce the RSI of pellets by 8% [82]. It can be seen that different types of basic flux result in different swelling mechanisms during reduction. Therefore, the limestone and CaO have opposite effects on the RSI of the pellets.
The addition of MgO-bearing flux has also a remarkable effect on the RSI of pellets. Several researchers have already demonstrated that the addition of MgO contributes to a considerable decrease in reduction swelling [81,84–88], as shown in Figure 7 (RSI curve). They interpreted that when roasting MgO-bearing flux pellets, magnesioferrite formed in the oxidation process and promoted Mg2+ to uniformly distribute in wustite and stabilise magnetite [89]. Increasing MgO-bearing minerals content led to more magnetite and less haematite in pellet, and the magnetite spinel triggered less expansion stress during reduction [90], so the crystal lattice transformation decreased and expansion stress was restrained when Fe2O3 was reduced to Fe3O4. Furthermore, the formed liquid phase of magnesium olivine and magnesioferrite could restrict the growth of iron whiskers, dwindling the RSI of MgO-bearing pellets [38,55,91–95]. In addition, MgO was able to broaden the stable temperature range where the 2CaO·SiO2 phase existed and the melting temperature range of the wustite. According to the ternary phase diagram of FeO–MgO–SiO2, a large amount of wustite with favourable melting properties would be produced in the pellet core and reacted with slag material to generate a high melting phase [96–98], which improved the ability to resist the swelling behaviour during magnesium pellets reduction from haematite to magnetite and wüstite, therefore decreasing the RSI of pellets. RSI and RI diagram of magnesium olivine pellets.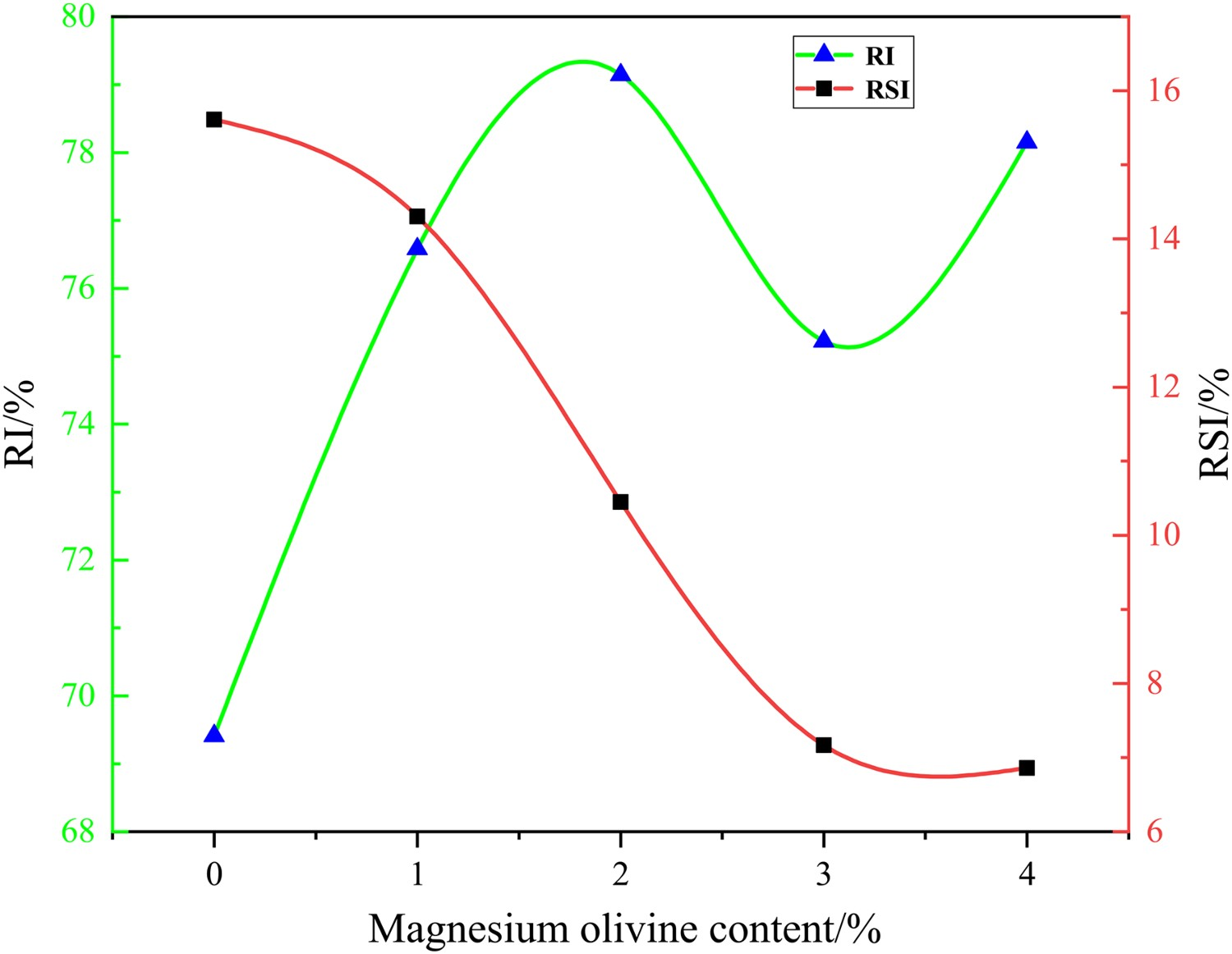
Besides the basicity and MgO content, roasting conditions and reduction conditions are also unneglectable factors for affecting the swelling behaviour of flux pellets, such as roasting temperature and time, oxide, reduction atmosphere, etc. Sharma et al. [99] concluded that the maximum swelling index of the pellets decreased with the roasting temperature and time increasing, which attributed to the decrease of the pellet porosity. However, Zhu et al. believed that some porosity could be occupied by a portion of swelling during reduction to restrict the swelling behaviours [75]. There is therefore no unified conclusion on the effect of porosity on reduction expansion of pellets, and further research is needed to clarify this. In addition, Sharma investigated the effect of reduction condition on RSI, the results showed that RSI increased with the improving partial pressure, flow rate and heating rate during reduction [100]. Therefore, optimising the roasting and reducing procedure could also alleviate the RSI, which should be taken into account along with the regulation of flux.
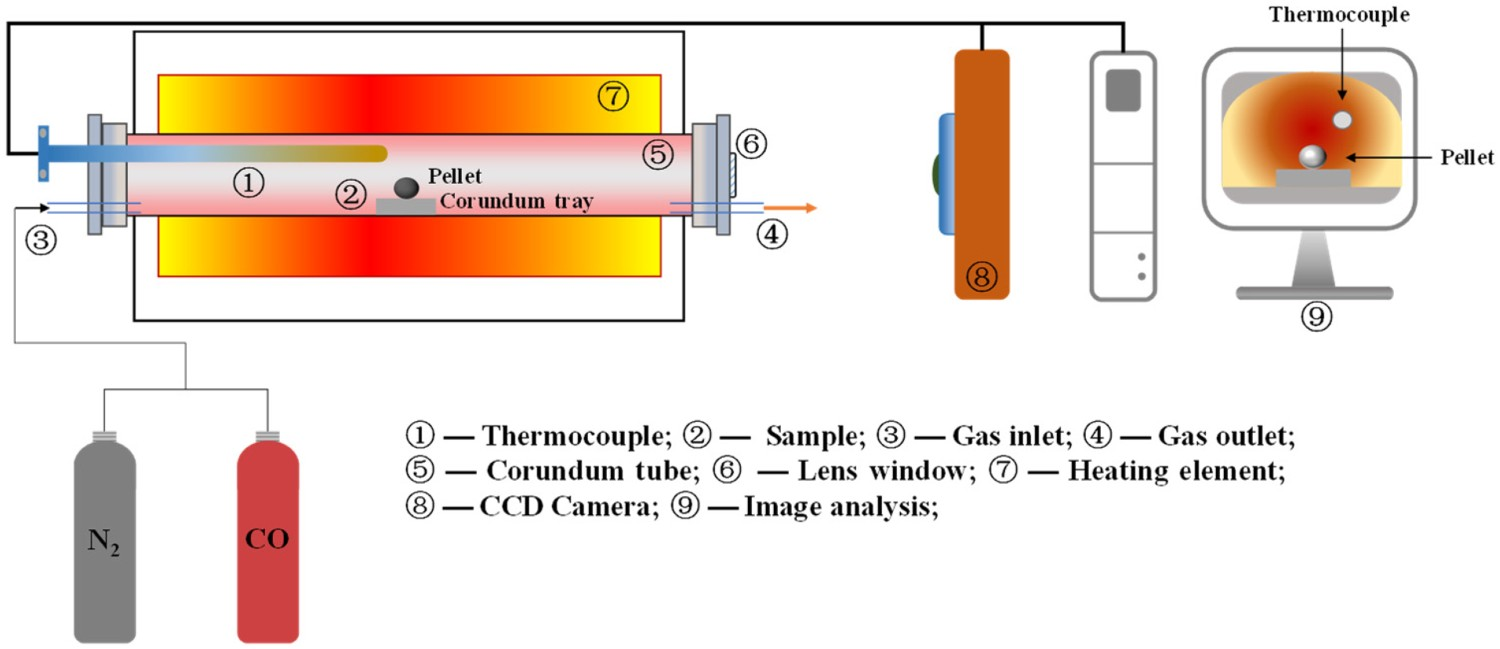
Concerning the test of RSI, it still has the potential to be improved. The current RSI test is performed by holding the samples at 900°C for 60 min and reducing by the gas of 30% CO and 70% N2 simultaneously. The RSI is defined by the ratio of volume change to initial volume. This is the measurement result at room temperature, no considering the expansion changes at high-temperature conditions. While the actual swelling behaviour of pellets occurs in the high-temperature environment of the blast furnace, especially flux pellets containing more complex reaction mechanisms should be paid more attention. Hence, a new method of RSI test is recommended to more realistically reflect the volume expansion of pellets at high temperature and the schematic diagram is shown in Figure 8. The RSI is obtained by recording the area change of pellet samples during the entire reduction process, which can be expressed by the following equation [69]. Schematic diagram of RSI test.
Reducibility of flux pellets
Reduction index (RI) is an important indicator to evaluate the tendency and difficulty of oxygen removal from iron ore, and its influencing factors mainly include porosity, grain size, gangue phase composition, the microstructure of mineral, etc., especially for the flux pellets with high gangue phase [57]. The higher RI means a higher indirect reduction percentage in the blast furnace, contributing to low coke rate and high productivity [21]. Compared to acid pellets, adding basic or MgO-bearing flux will change the mineral compositions of pellets, causing significant effects on the RI.
Panigraphy et al. [101] investigated the reduction behaviour of pellets with limestone flux addition. The results showed that with the basicity increasing from 0.2 to 1.6, the reducibility gradually increased and reached a maximum at basicity 1.3, and thereafter it began to decrease. One reason for this was that a dense iron layer generated when the wüstite was reduced to iron at basicity <0.8, thereby slowing down the reduction of the wüstite toward the interior. But when the basicity was 1.3, the particle size of haematite was relatively small in the unreduced pellet due to the attack of CaO, which offered a much larger surface area for the reduction process. Meanwhile, the small intergranular pores formed in the wüstite phase when the initial reduction stage was completed, thereby promoting metallic iron to nucleate along with the fine pores and till the wüstite eventually was reduced to metallic iron. In addition, the pellets with the 1.3 basicity could obtain the higher porosity due to the separation of haematite and during reduction, which provided the path for the reducing
Adding MgO flux to pellets is an effective method to improve the reducibility of pellets, which has been proved by many studies [38,50,92,94,103,104]. The evolution of reducibility with MgO content is shown in Figure 7 (RI curve). The reasons were concluded as (i) an appropriate amount of Mg2+ could replace Fe2+ vacancies to restrain the formation of iron olivine phase with poor reducibility and low-melting liquid [104,105]; (ii) the formed magnesioferrite with a high melting point in pellets was difficult to soften, resulting in an increase of porosity, which promoted the contact area between reduction gas and iron oxide, as a result, the reducibility was improved [101,106]. Detailed studies have also figured out that the 2FeO·SiO2 phase formed in the pellet at 900°C, but the 2MgO·SiO2 or MgO·Fe2O3 phases began to form since MgO reacted with Fe2O3 (∼600°C) or SiO2 (∼680°C) at a low temperature when a large amount of MgO existed in the pellet, thus reducing the proportion of iron olivine with low reducibility and improving reducibility [103]. On the other hand, the reducing order of MgFe2O4 was MgFe2O4→Mg0.239Fe0.761O→Mg0.64Fe2.36O4→Fe, and the reduction reaction started from the reduction degree with 30%, which laid the raw material foundation for further improvement of reduction degree. Although MgO·Fe2O3 had the function of decreasing iron olivine, it was relatively difficult to be reduced than Fe2O3 due to the Gibbs free energy of Fe2O3 reduction less than MgO·Fe2O3 under CO atmosphere [107]. Thereby, we should control the MgO content at a proper level, especially when using the high-silicon magnetite concentrate or magnesium olivine to produce magnesium pellets, the increase of silicate melt in the pellets would hinder the diffusion of reducing gas and decrease the reducibility [50,88].
According to the above studies, the basic and MgO-bearing pellets exhibit higher reducibility compared to acid pellets because the high melting point slag bond formed much more open pores during the reduction process, while there are still some problems that need to be solved, such as the reasonable collocation between flux and the concentrates, especially for the complicate iron ore concentrates from China. It is well known that China is rich in low-grade iron ore with high SiO2, a mass of fayalite will be formed to restrict the increase of the RI if the high-silicon concentrates are chosen to produce flux pellets. For instance, taking the magnesium olivine as flux, using magnetite concentrate with high SiO2 to produce MgO-bearing pellets will decrease the positive effect of MgO on the RI. Concerning the high-silicon magnetite concentrates from China, we recommend that: (1) decreasing SiO2 content through optimising iron ore matching when using the flux containing silicon. (2) The CaO-bearing or MgO-bearing carbonate minerals can be used as flux if only magnetite concentrate as material, such as limestone, dolomite or magnesite.
Softening–melting properties of flux pellets
In the blast furnace, the cohesive zone is defined as the area where ferrous burden first softens and then melts and its shape, thickness and position considerably affect both furnace productivity and fuel efficiency [108–111]. The permeability of cohesive zone will become poor when the burden shows low softening temperature and wide cohesive zone, which are unfavourable to the heat transfer between reduction gas and burden materials and affect greatly the smooth operation of blast furnace [112]. In general, the softening–melting properties of pellets are influenced by the formation of low-melting point liquid phase between wüstite and gangue phase during reduction [113]. The softening–melting properties of acid pellets usually tend to inferior due to more FeO existing in fayalitic liquid slag with a low-melting point. Furthermore, because the particle sizes of pellets are relatively small, the average particle sizes of burden are decreased, causing the decrease of the lump zone porosity as the pellet proportion increase in BF. Therefore, the position and width of cohesive zone will unavoidably be elevated. Based on the above reasons, the CaO-bearing or MgO-bearing flux pellets are considered as the main burden to improve the BF’s permeability.
CaO-fluxing pellets show superior softening–melting characteristics because the liquidus temperature correspondingly was improved with the pellet basicity increasing. Besides, the increase of basicity promoted the formation of dicalcium silicate with narrow melting range, so the softening–melting range was reduced [30], as shown in Figure 9. Furthermore, a large amount of calcium-ferrite and part of magnesioferrite minerals formed due to the addition of CaO flux. The melting temperature of these ferrite minerals was 80–160°C higher than the minerals in acid pellets, thus lowering the interval between the melting start temperature and the end temperature [114,115]. At the same time, a liquid slag of low-melting FeO-enriched formed in the inner core of the pellets as the CaO flux increases, which would decrease the interval range of softening–melting temperature [104]. Effect of basicity on the softening – melting properties.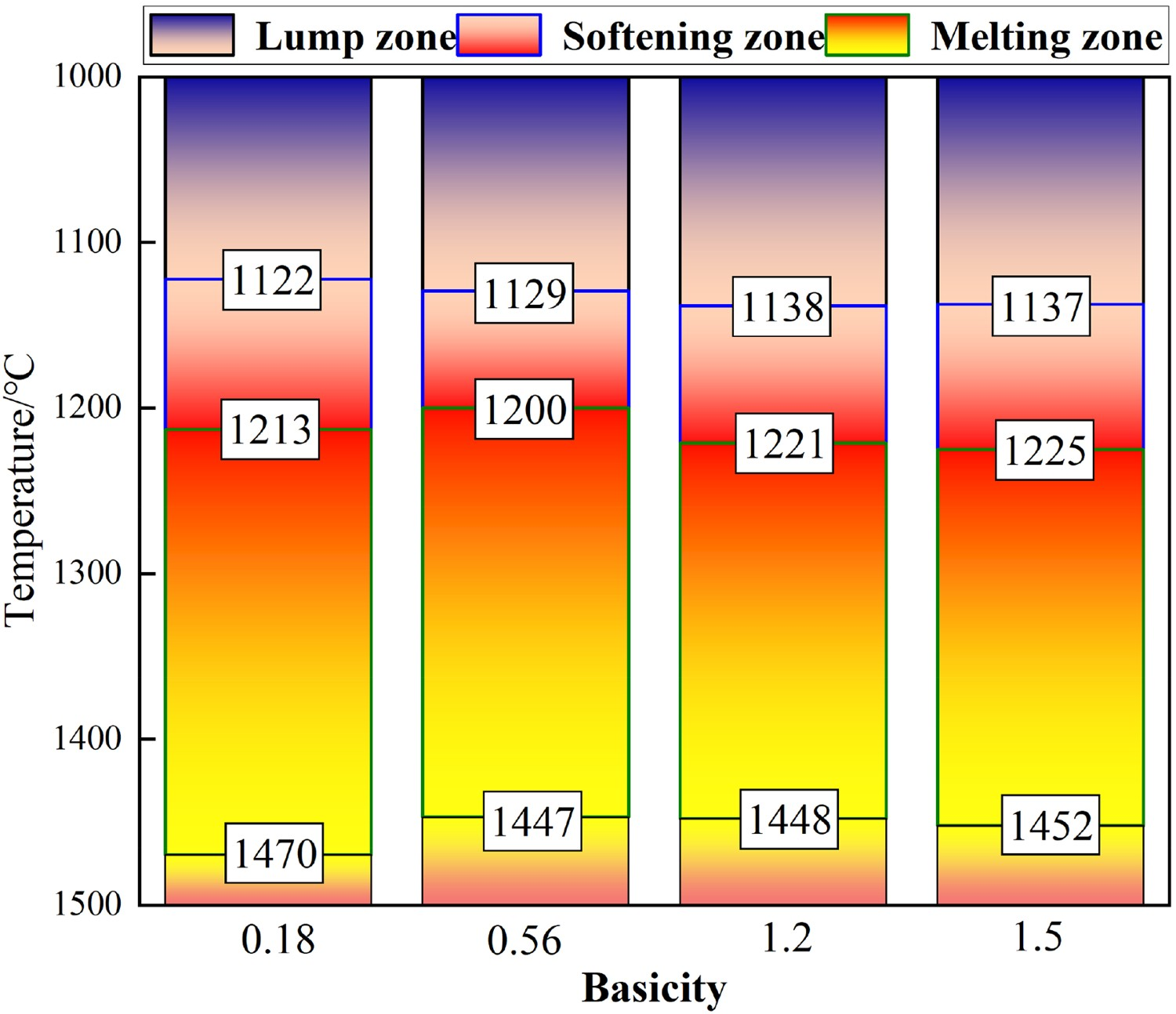
In terms of magnesium pellets, adding MgO-bearing flux to the pellets is beneficial to generate a ferrite of magnesium, such as MgO·Fe2O3 and magnesium solid solution, which improved the melting temperature of the slag phase [38]. In addition, a solid solution (FeO·MgO) with wüstite with higher melting point formed during magnesium pellets reduction [116], thereby constraining the dissolution of FeO into the slag, reducing the liquid phase content of low-melting point and improving softening–melting characteristics. Additionally, the high melting point phases formed in pellets during roasting, such as magnesium olivine (2MgO·SiO2) and magnesium silicate (MgO·SiO2), which inhibited the low-melting point fayalite formation, increasing the melting temperature. Meanwhile, MgO and FeO could dissolve infinitely to generate a magnesium-bearing wüstite, which had a high melting point, further raising the droplet temperature [117,118]. Consequently, MgO-bearing flux can greatly improve the softening–melting properties of the pellets.
Application of flux pellets in China
The advantages of pellets have been widely recognised in the iron and steel industry, but the production and application of pellets in China are far away from sufficient, especially for the flux pellets. Figure 10 shows the variation of pellets production in China from 2009 to 2019. An obvious downward trend was found from 2011 to 2014, but it had a substantial growth after 2014. Although the production capacity of pellets increased year by year after 2014 and was expected to reach 200 million tons by the end of 2020, the pellets utilisation rate for blast furnace production still kept a low level, approximately 20% [119]. Meanwhile, the pellets’ utilisation is dominated by acid pellets and flux pellets are relatively few. However, acid pellets have two inevitable disadvantages at high temperatures, lower softening and melting temperature and high RSI, which limits their consumption rises in blast furnace. In order to improve the metallurgical properties of pellets at high temperatures and increase the pellets’ ratio in blast furnace, flux pellets have been widely developing in China. Pellets ore production in China from 2009 to 2019.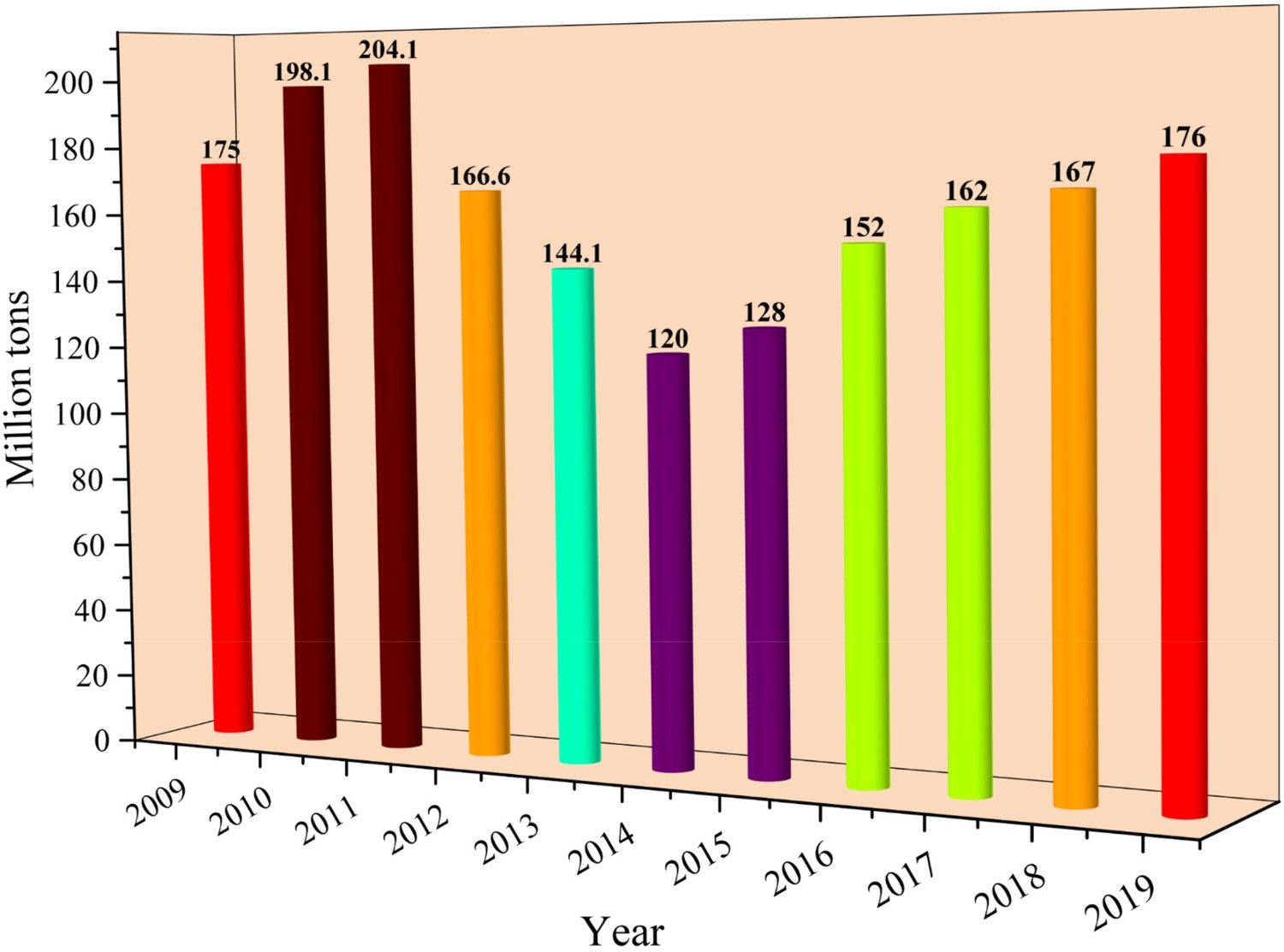
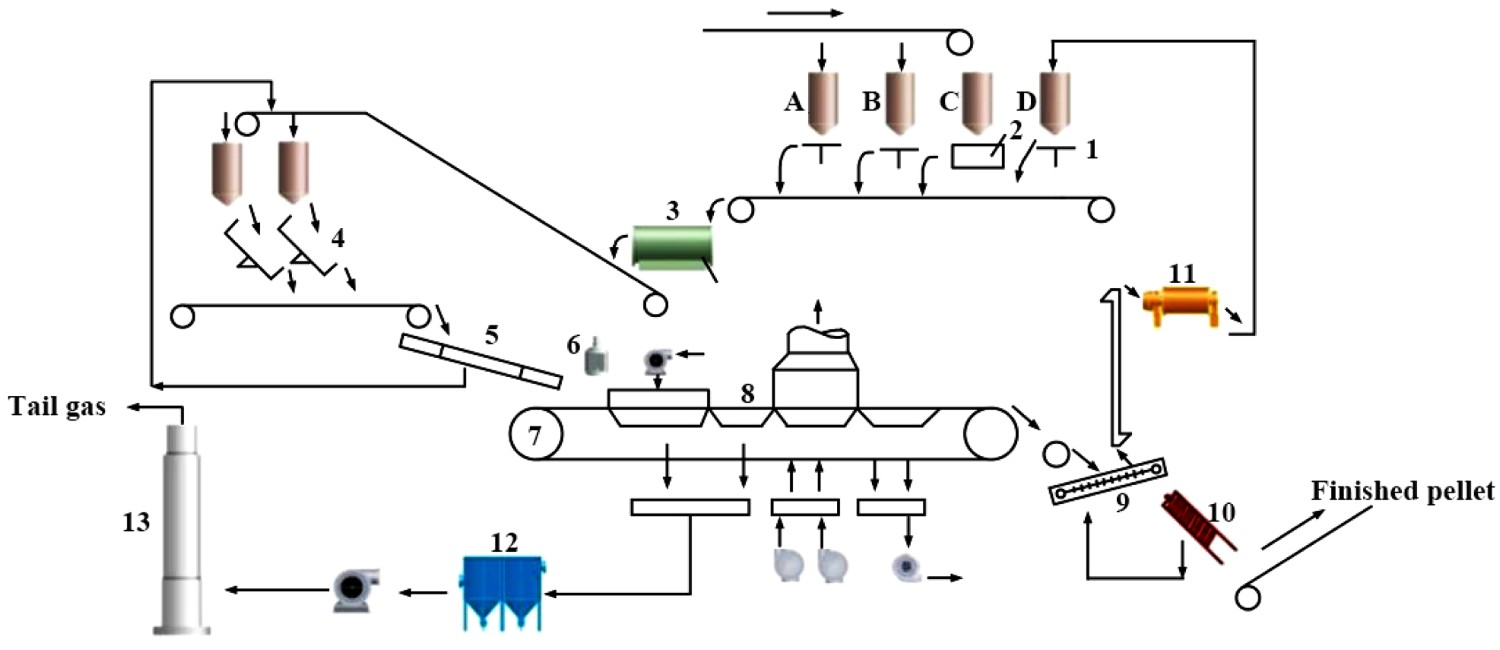
In terms of pellet production equipment, the total output capacity of the oxidation pellet currently is about 447 Mt a−1 in the world, among which, the belt roasting machine, the grate-kiln and the shaft furnace accounts for 62%, 28.5% and 9.5% [120], respectively. In China, grate-kiln system is the primary production machine for pellets, which account for 58.6% of the total output of pellets, and belt roasting machine and shaft furnace respectively share 5.4 and 36.0%. Shaft furnaces are the earliest equipment for pellet production, but this process is gradually substituted by the other two processes due to its poor quality of products, small production scale, inferior adaptability of raw materials and narrow fuel usage range. Grate-kiln system takes a dominant position in China in past decades because it has the advantages of easily realising the given temperature regime, good flexibility of raw materials and fuels, high quality of product and easy realisation of large-scale production, the production process is shown in Figure 11. However, grate-kiln system still possesses some disadvantages for the production of the flux pellets. For instance, the strength of preheated Mg-bearing green pellets is relatively low due to the common effects of the multi-transportation process and high melting point MgO-bearing minerals, thereby leading to the degradation of pellets and the ringing of rotary kiln. As far as magnesium flux pellets are concerned, the grate-kiln production needs more strict thermal regulation. It is generally believed that the strength of pellets can meet the usage of blast furnace when the roasting temperature maintains the range of 1250–1300°C. When the roasting temperature is lower than 1250°C, the liquid phase amount is less due to the effect of Mg-bearing phases with the high melting point, contributing to a decrease in pellets strength. When the roasting temperature is higher than 1300°C, the liquid phase amount increases, which strengthens the pellet bonding but causes ring formation in rotary kiln easily [89]. Therefore, grate-kiln system is still restricted in the application of flux pellet. However, it is worth noting that if magnesium flux pellets with higher basicity and a relatively small amount of MgO content is produced in grate-kiln, the temperature range of 1200–1250°C also can be considered as the roasting temperature of grate-kiln because the formation of Ca-fayalite (CaFeSiO4) can form a large number of liquid phases to improve pellet strength and decrease the ring in rotary kiln. Instead, if magnesium flux pellets with higher MgO content and lower basicity are produced in grate-kiln, the roasting temperature should be raised to 1300–1350°C because the effect of MgO-bearing phase with a high melting point can decrease the formation of bond phases. Considering the above reasons, the superiority of belt roasting machine starts to be highlighted. Because the green pellets are static during the whole roasting, the damage of green pellets is reduced, which is conducive to the improvement of magnesium pellet or magnesium flux pellet strength. In the meantime, the ring-forming phenomenon does not occur in belt roasting machine, making it more suitable for producing flux pellets with a higher amount of liquid phase and without causing extra maintenance procedures for equipment. In view of the great adaptability of belt roasting machine to flux pellets production, it is recommended to produce flux pellets in China, as shown in Figure 12, which shows the reference model of the belt roasting machine in Shougang Jingtang Steel Corporation. Although belt roasting machine has so attractive advantages, the quality of the roasted pellet is non-uniform because the roasting time of each stage is difficult to be controlled. At the same time, it requires to adopt the gas and heavy oil with high calorific value as fuel, thus limiting the utilisation of low-grade fuel. Consequently, flux pellets produced by belt roasting machines need to maintain a stable supply of raw material and high-grade fuel, which is also the reason for the slow development of belt roasting machines in China. Flow chart of chain grate-rotary kiln process. Flow chart of Lurgi belt roasting machine process [121].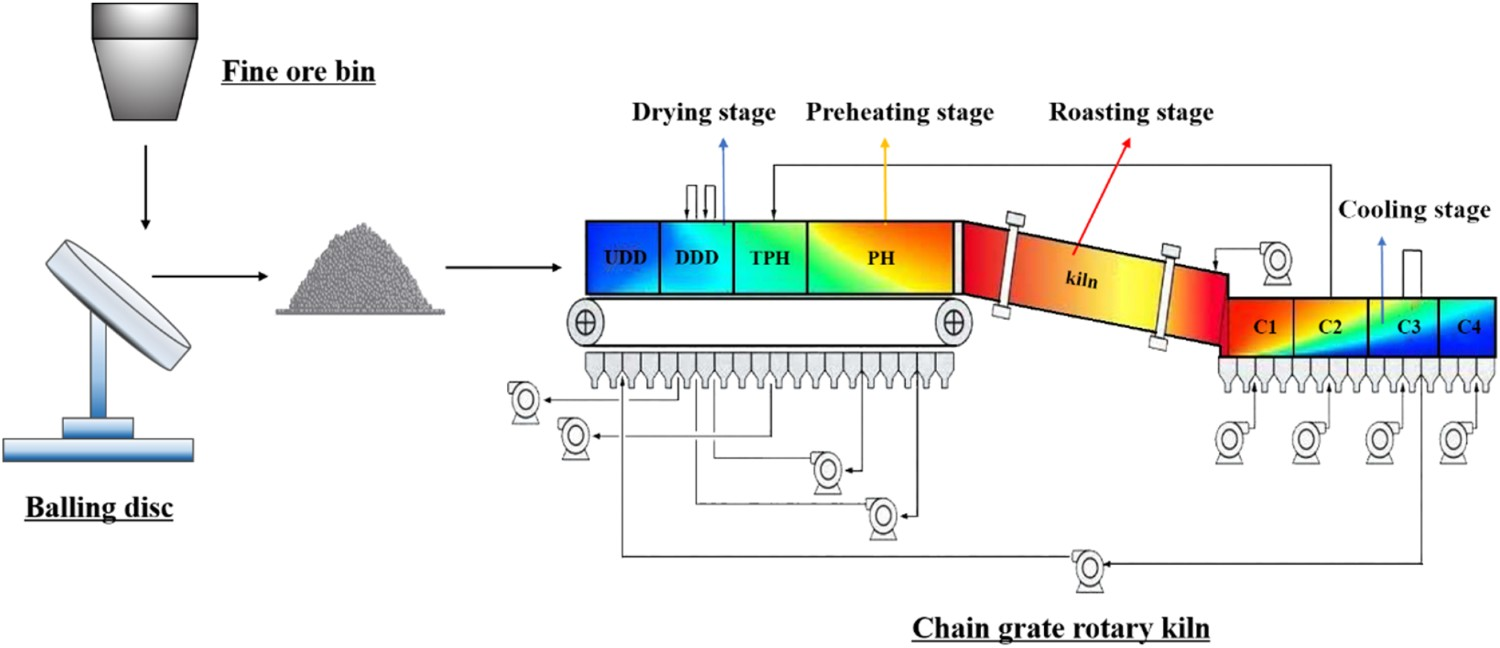
The condition of belt roasting machine production line in China.
The condition of belt roasting machine production line in the world.
The production index of 2# and 3# belt roasting machine in Shougang Jingtang.
Application status of steel enterprise on flux pellets
Since 2015, Chinese steel enterprises have attempted to improve pellets ratio in blast furnace burden in response to the strict environmental restrictions for sintering process, and flux pellets production is also put on the agenda correspondingly. By now, flux pellets have been applied successfully in some steel enterprises of China. For instance, Shougang Jingtang Corporation, Baosteel Zhanjiang Corporation, Hesteel Group, Ansteel Group, Angang Yuhe Corporation, Xuanhua Zhengpu Corporation, etc., have developed flux pellets preparation technology based on their equipment, raw material and fuel characteristics.
Shougang Jingtang United Iron & Steel Company
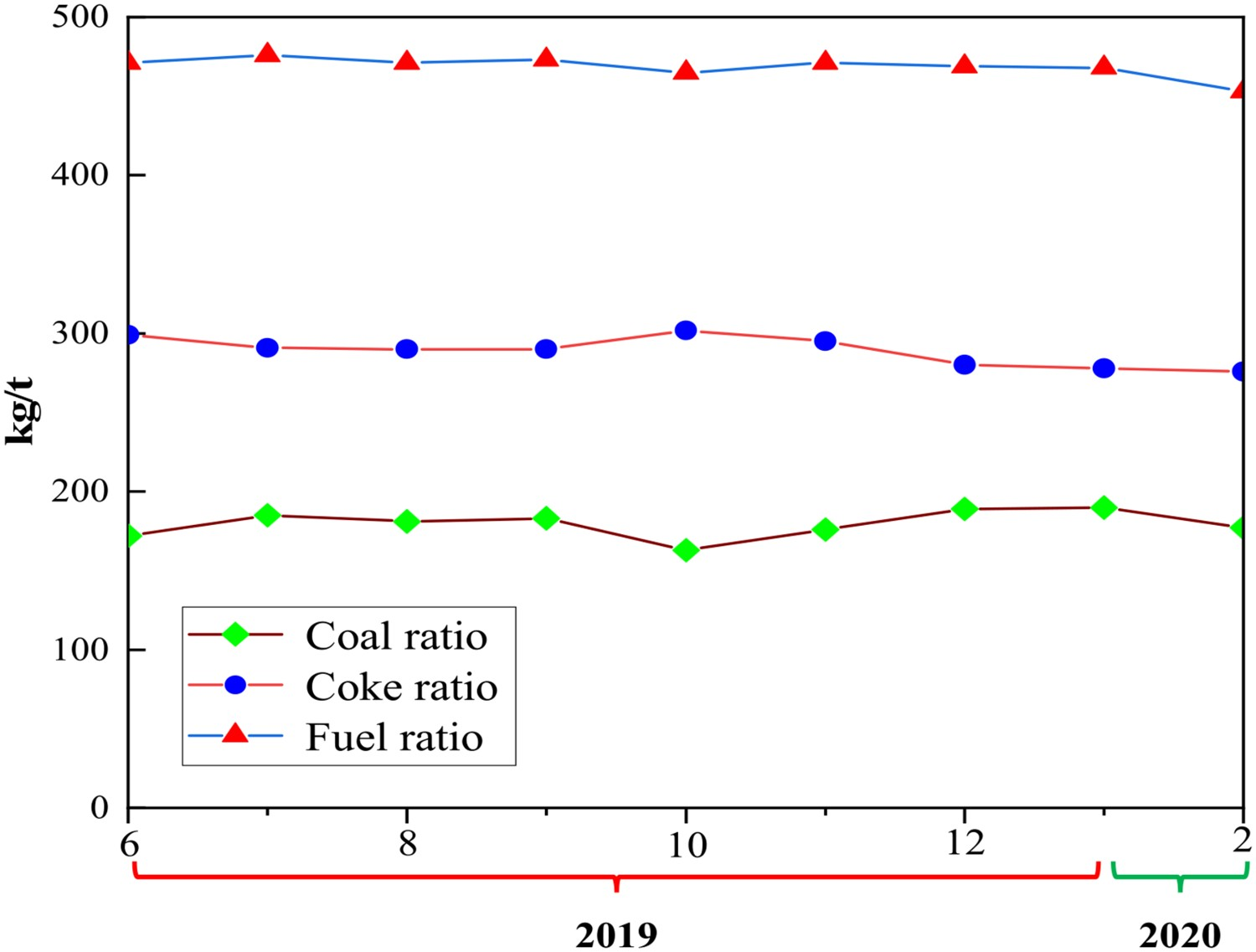
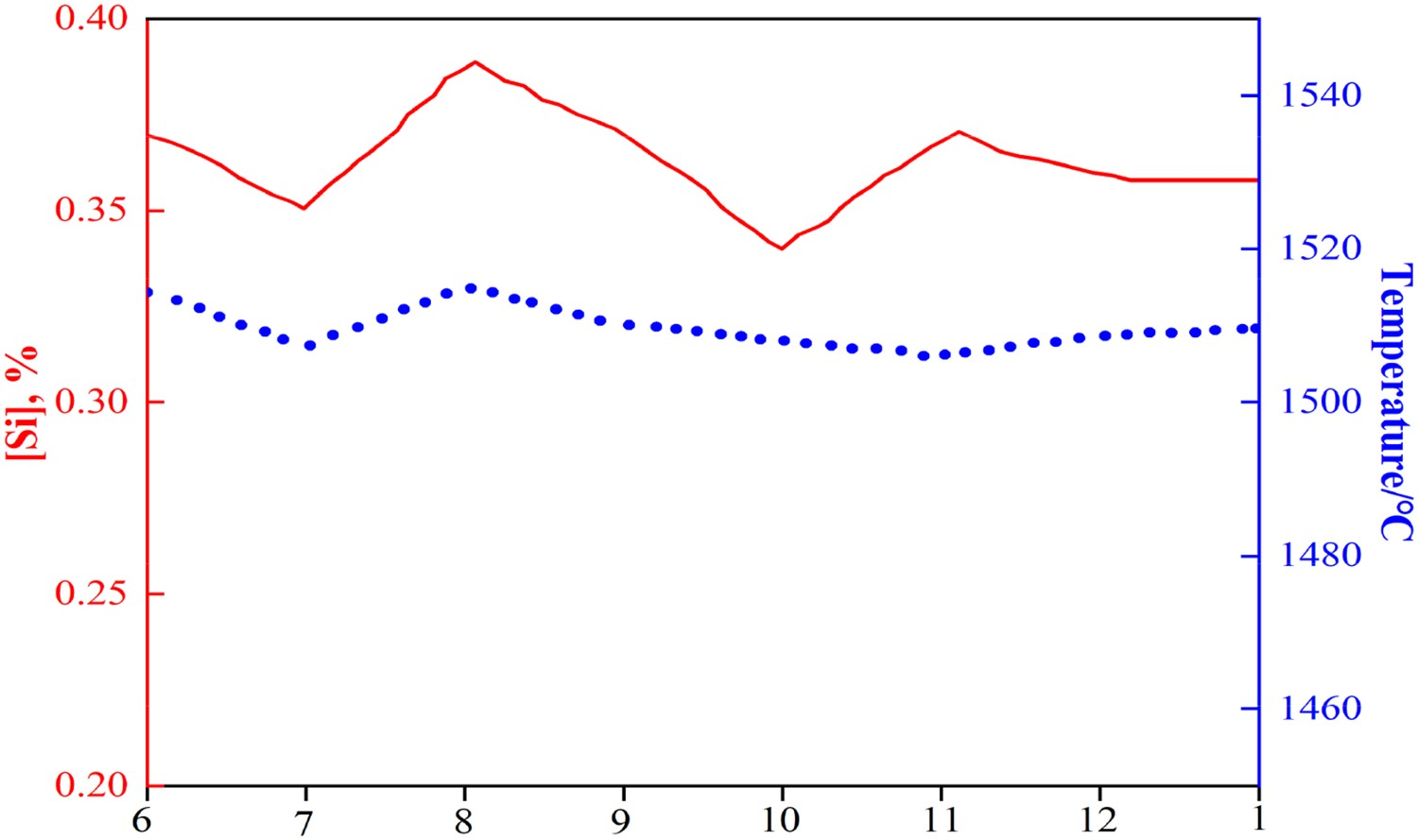
The flux pellets development in Shougang Jingtang United Iron & Steel Company (SJ) is relatively ahead of domestic other steel companies, especially for MgO fluxing pellets, whose compositions are shown in Table 4. In June 2012, SJ steel started to organise industrial trials of MgO pellets, obtaining satisfactory metallurgical properties. It was concluded that under the condition of increasing MgO content from 0.94% to 1.56%, the comprehensive iron grade (TFe + MgO) and RI of pellets were respectively increased by 0.497% and 9.7%. Meanwhile, the FeO content and RSI were decreased from 0.90% to 0.61% and from 26.31% to 18.98%, respectively. The high-temperature metallurgical properties of pellets were significantly improved [123]. In October of the same year, in order to improve the burden quality and the desulphurisation effect of slag, MgO content in pellets was improved from 0.79% to 1.73% and realised the industrial production successfully. In March 2014, the production of TiO2-bearing magnesium pellets achieved success, and the produced pellets were charged into the blast furnace to protect the lining of the hearth. In November of 2015, industrial tests of basic pellets with 1.1 basicity have been successfully carried out. Table 5 presents the main composition and metallurgical properties of acid and basic pellets in SJ Steel Corporation, we could see that the physicochemical properties of basic pellets were better than those of acid pellets. Besides, the low-silicon magnesium pellet was widely investigated in SJ Steel Corporation from 2010 to 2015. The MgO content was increased from 0.45% to 1.72% and the SiO2 content was decreased from 3.73% to 2.81% in the pellet during this period. Some metallurgical properties such as compressive strength of the roasted and reduced pellet and RSI were listed in Table 6. It is observed that with the MgO content increasing, the mechanical strength of pellets including the compressive strength of the roasted and reduced pellet could be decreased and the RSI also was restrained below 20%. Meanwhile, it was also found that the slag volume and fuel ratio were decreased from 290 to 286 kg (t·HM)−1 and from 506 to 500 kg (t·HM)−1 when the low-silicon magnesium pellet was used to the 5500 m3 blast furnace in SJ Corporation, respectively [55]. In 2019, the proportion of low-silicon basic pellets in the burden structure of the 5500 m3 blast furnace has broken through 56% and the blast furnace kept smooth operation. It also can be seen distinctly from Figure 13 that from May 2019 to March 2020, the pellet rate in BF burdens was step-by-step increased when the low-silicon basic pellets started to be used. The maximum value of the pellet rate in BF burdens have reached 58% and their average was 54.66%, which also demonstrates that the use of flux pellets would further decrease the proportion of sinter in BF burdens from 67% to 43% and greatly change the burden structure of blast furnace [8]. Figure 14 shows the variation of fuel consumption index at high pellet rate, which can indicate that the coke ratio kept at around 290 kg t−1 and the fuel ratio decreased from previous 506 to 484 kg t−1 with the pellet rate increasing. Moreover, it is also found from Table 7 that from May 2019 to February 2020, the maximum monthly production of pig iron was up to 399,474 t, the utilisation coefficient of the blast furnace maintained above 2.3 t (m3·d)−1, the blast temperature has exceeded 1246°C and the slag volume was reduced by 60 kg t−1 [124]. The gas utilisation of the blast furnace reached 51.5%. Besides, the temperature of molten iron was generally higher than 1500°C and the [Si] in molten iron exceeded 0.3% when the pellet rate in BF burdens was gradually increased, which achieved the requirement for SJ 5500 m3 BF production, as shown in Figure 15 [125]. Therefore, it can be concluded from the above results that the blast furnace smelting index was greatly improved through increasing the rate of low-silicon basic pellets. Changes of pellet rate in the SJ 5500 m3 BF burden. Variation of fuel consumption index in the SJ 5500 m3 BF [125]. The [Si] content and temperature changes of molten iron in the SJ 5500 m3 BF [125]. Compositions of three flux pellets in SJ Steel Corporation. Technical indexes of acid and basic pellets in SJ Steel Corporation. Metallurgical properties of low-silicon magnesium pellet in SJ Steel Corporation [55]. Effect of pellet rate in BF burdens on the production indexes of SJ 5500 m3 BF [124].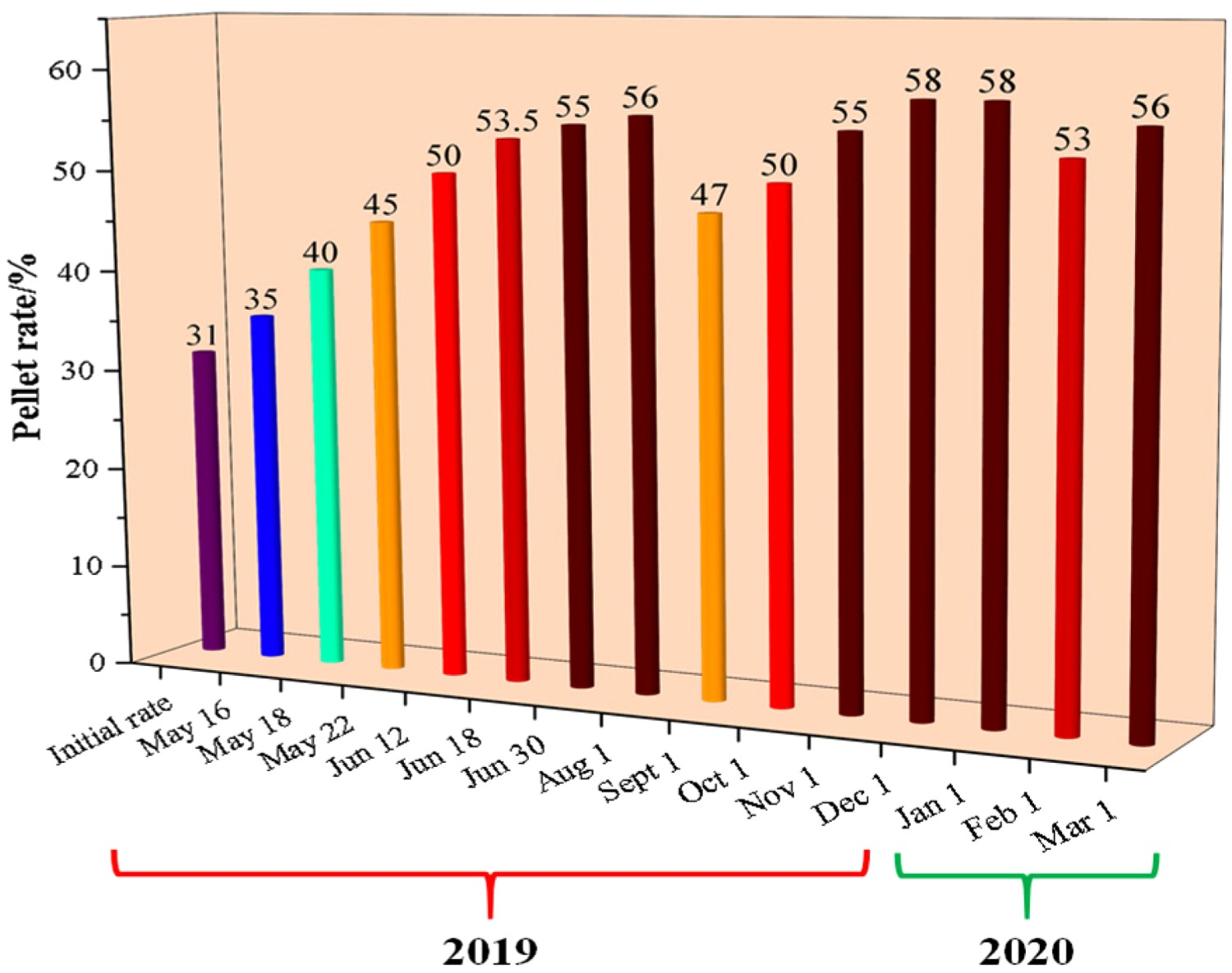
The technical indexes of foreign flux pellets.
Other steel companies
Metallurgical properties of Ansteel magnesium pellets.
Metallurgical properties of Jisteel flux pellets.
Magnesium pellets application in Chinese blast furnaces
The application of magnesium pellet in Chinese steel enterprises.
Production issues and suggestions for flux pellets
Different from acid pellets, there are two inevitable disadvantages of flux pellets, including the mutual bonding between pellets and the high sulphur content due to the stronger sulphur-fixing effect of CaO or MgO. The drawbacks impose greater demands on the improvement of process and technology, especially in choosing raw materials and controlling the roast temperature range. By reason of the strong reaction ability of basic flux and sulphur, the production of flux pellets requires iron ore concentrate and fuel with low sulphur content. Additionally, to meet the requirement of blast furnace production on the compressive strength of flux pellets and simultaneously prevent their mutual bonding at high temperatures, the accurate roasting temperature scheme is the most critical item, while it is the most arduous task. The suitable roasting temperature of flux pellets is not only closely related to basicity but also to the type and composition of iron ore concentrate and flux. This means many factors need to be considered for researchers in designing the roasting temperature scheme of flux pellets, and a large number of experiments need to be carried out for verification. Usually, the roasting temperature range cannot fluctuate beyond 50°C. To prevent mutual bonding of pellets, adding the proper amount of return ore or haematite into magnetite concentrate can effectively slow down the oxidation rate of FeO and avoid the local bonding caused by the rapid oxidation of FeO. Except for roasting temperature, the SiO2 content in iron ore concentrate also plays an important role in decreasing the bonding of pellets. Generally, if the SiO2 amount exceeds 5%, it is only proper to produce semi-self-fluxing pellets with binary basicity lower than 0.6 by controlling the roasting temperature within 1200–1250°C, as above mentioned, adding MgO flux into iron ore concentrate can improve the softening–melting properties of pellets, the MgO flux with low SiO2 should be the first option. In term of the production of China’s flux pellets, some suggestions are summarised that: (a) the optimisation of ore proportioning should be used to reduce the SiO2 content of magnetite concentrate; (b) the composite flux and binder is developed to replace part of bentonite, consequently increasing the total Fe content and decreasing the negative effect of high SiO2; (c) the finer slaked lime and magnesite are respectively recommended as the basic and MgO-bearing fluxes; (d) the belt roasting machine is more suitable for producing the flux pellets.
Conclusion
Flux pellets are a significant burden for the BF, particularly with respect to the gas permeability and melting stability of the blast furnace. Many researchers have conducted to clarify the reaction mechanism of CaO-bearing and MgO-bearing flux pellets. Adding CaO flux into pellets can form CaO·Fe2O3 as a binder phase. However, the CaO·Fe2O3 phase has a low-melting point and easily causes mutual bonding between pellets, resulting in rings issue in rotary kiln. Therefore, to achieve a good compressive strength of the pellets and reduce their mutual bonding goal, regulating reasonably the content of CaO-bearing flux in the pellet and controlling the roasting temperature range is quite crucial. In terms of adding MgO-bearing flux pellets, the high melting point MgO·Fe2O3 formation decreases liquid phase content and further deteriorates the compression strength of the pellets. The four typical metallurgical properties are analysed in this work. For basic pellets, as the basicity increase, the compressive strength increases first and thereafter drops. Meanwhile, their reduction swelling and softening–melting properties are terrible. The addition of MgO can greatly improve high-temperature reducibility, reduction swelling, reduction degradation, and softening–melting properties, but the low-temperature RI and CSS are decreased significantly. CaO and MgO have complementary effects on pellet quality and metallurgical properties. Therefore, it is recommended to produce magnesium-containing flux pellets as much as possible to meet the production standard level.
The BF burden structure in China has gradually changed under the pressure of energy saving and emission reduction in steel production, which promotes the increase in the proportion of pellets in blast furnace burdens. Hence, it is an inevitable trend to develop flux pellets in China. However, although China’s steel enterprises have made evident progress in research and industrial application of flux pellets, there are still many uncertain factors with the respect of the production and application process to affect pellets’ quality and performances, such as the reasonable use of high-silicon iron ore concentrate, the choosing of production equipment, etc. It is imperative to conduct detailed researches on the key technologies of the magnesium and basic pellets to produce high quality, economical flux pellets with high-silicon content suitable for blast furnace production, thereby realising the transformation of China's burden structure from the sinter to flux pellets and substituting gradually the great pollution sintering machine process. The change of burden structure will make a great contribution to the clean and low-carbon production of the blast furnace.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).