
Abstract
The composition of Bayan Obo iron ore concentrate is complex. If a large proportion is used to prepare pellets, abnormal swelling will occur during blast furnace smelting. This paper studies the swelling behavior of pellets prepared from Bayan Obo iron ore concentrate in stages during the reduction process; XRD and SEM-EDS analysis and calculates the crystal parameters of the reduction products in each stage. The results show that the total RSI of pellets prepared from Bayan Obo iron ore concentrate is as high as 35%, and the third stage of reduction has the maximum swelling rate, which is 24%. The mechanisms of the three stages reduction swelling of pellets are the crystal transformation, the effect of slag phase and the growth of iron whiskers. The results can enrich the reduction swelling theory of pellets prepared from complex intergrowth minerals.
Introduction
Pellet is a spherical man-made material that is processed into finely ground iron ore concentrate with a certain granularity and strength, and its physical and chemical properties meet the next step of blast furnace production [1]. Compared with sintered ore, it has uniform particle size and high strength, which is suitable for large-scale production, transportation and storage; It has high iron grade and excellent metallurgical properties, which is beneficial to increase the output of molten iron and reduce the coke ratio; Its process energy consumption and carbon emissions are low, which is conducive to the development of green metallurgy; It is more able to adapt to the current trend of resource depletion, finer granularity, and complex composition properties [2,3]. In Europe, North America and other countries, the proportion of pellets in the blast furnace charge structure is as high as 80%, of which Sweden SSAB reaches 100%. China's blast furnace charge structure is still composed of sinter + pellets + lump ore. The main iron-bearing raw material is sinter. The average proportion of pellets in the charge structure is less than 30% [4–6].
The mine owned by Baotou iron and Steel Group (hereinafter referred to as Baotou Steel) is the Bayan Obo Mine, which has 1.4 billion tons of iron ore reserves, ranking first in the world for rare earth reserves and second in the world for niobium reserves. The ultra-fine Bayan Obo iron ore concentrate transported by Baotou Steel's slurry pipeline has high grade, fine particle size, low SiO2 content, and high CaO and MgO content. If it is used in the production of fluxed pellets, it can greatly increase the application ratio of Bayan Obo iron ore concentrate in pellet production.
In addition, Baotou Steel has a grate-rotary kiln grate kiln production line with an annual output of 2.4 million tons of pellets, A grate-rotary kiln grate kiln production line with an annual output of 1.2 million tons of pellets and a belt type roasting machine production line with an annual output of 5 million tons of pellets, Therefore, Baotou Steel has the equipment conditions to increase the proportion of pellets for the blast furnace. Baotou Steel has thoroughly implemented the national policy of ‘mainly using iron and comprehensive utilisation’, and its annual iron output exceeded 15 million tons. However, the harmful elements such as K, Na, and F contained in Bayan Obo iron ore concentrate have a significant effect on the reduction and expansion of pellets [7–11].
The reduction swelling of pellets refers to the phenomenon that their volume increases when a series of physical and chemical changes occur in the blast furnace [12,13]. During the reduction process, the pellets usually swell in volume, which reduces their strength [14,15]. If the reduction swelling rate of pellets is controlled within 20%, it will not affect the normal production of the blast furnace. If the reduction swelling rate of pellets is higher than 20%, the gas properties of the blast furnace will decrease, and the air permeability will be unevenly distributed, which will affect the normal production of the blast furnace. It is generally believed that the reduction swelling rate of pellets higher than 20% is abnormal swelling [13,16–20]. If a large proportion of Bayan Obo iron ore concentrate is added in the production of pellets, it will cause abnormal swelling of the pellets during the reduction process. For a long time, Baotou Steel’s pellet production has mainly relied on the purchase of non-local ore to suppress the reduction and swelling of pellets to meet blast furnace production requirements. However, due to the high price of the purchased iron ore concentrate and the shortage of supply, Baotou's ability to use pellets for production and the reduction of ironmaking costs are restricted [21–24].
Based on the iron oxide reduction theory of pellets [14,19,25], this paper divides the reduction and swelling process of pellets prepared from Bayan Obo iron ore concentrate into three stages [14,17,26–29]:


during the reduction process, and performs XRD analysis and SEM-EDS analysis on the reduction products at each stage, and calculates the crystal parameters of the reduction products at each stage. The mechanism of reduction and swelling of pellets prepared from Bayan Obo iron ore concentrate is deeply analysed.
Experimental
Materials
Chemical composition of Bayan Obo iron ore concentrate (wt-%).
Chemical composition of bentonite (%).
Methods
Preparation of raw materials
Screen the Bayan Obo iron ore concentrate and bentonite to below −200 mesh (0.074 mm) and put them in a WGL-30B electric heating blast drying oven at 200 ± 10°C for 1.5 h. The Bayan Obo iron ore concentrate and bentonite were mixed according to the ratio of 97:3 and put into the mixing tank for mixing for 1 h. After the raw materials were mixed, they have dried again at 200 ± 10°C for 30 min, and then taken out for use.
Sample preparation
Put the dried raw materials into a disc pelletiser with a diameter of 1 m to pelletise. The pelletising process is that the cue ball is generated for 3 min, the cue ball grows for 8 min, and the ball is reinforced for 10 min. The total time is 21 min. The diameter of each green ball is controlled between 10 and 12 mm, the number of 0.5 m green ball drops is 5–6 times, and the compressive strength is not less than 10N/piece.
Roasting system
Put the pellets that meet the requirements into the KTF-1700-VT high-temperature tube furnace (produced by Anhui Ke Mi Machinery Technology Co., Ltd.) for roasting. The roasting and heating system is shown in Figure 1. Roasting and heating system.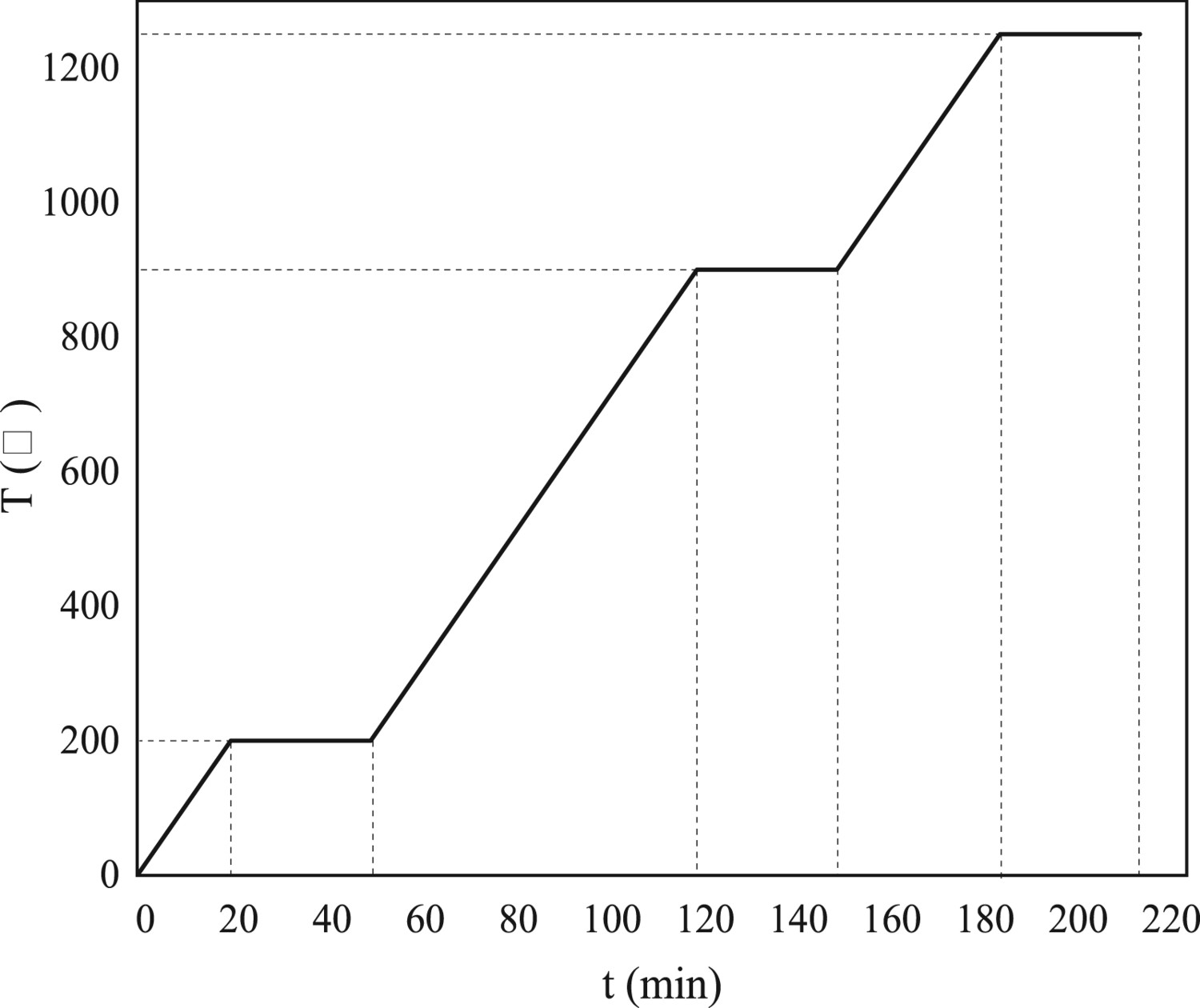
Mineral phase analysis
Use the Axio-Imager mineral phase microscope (produced by German ZEISS) to observe the microstructure of the polished pellet sample, and use the binarisation method to calculate the proportion of pores, silicate, haematite and magnetite of the sample.
Reduction system
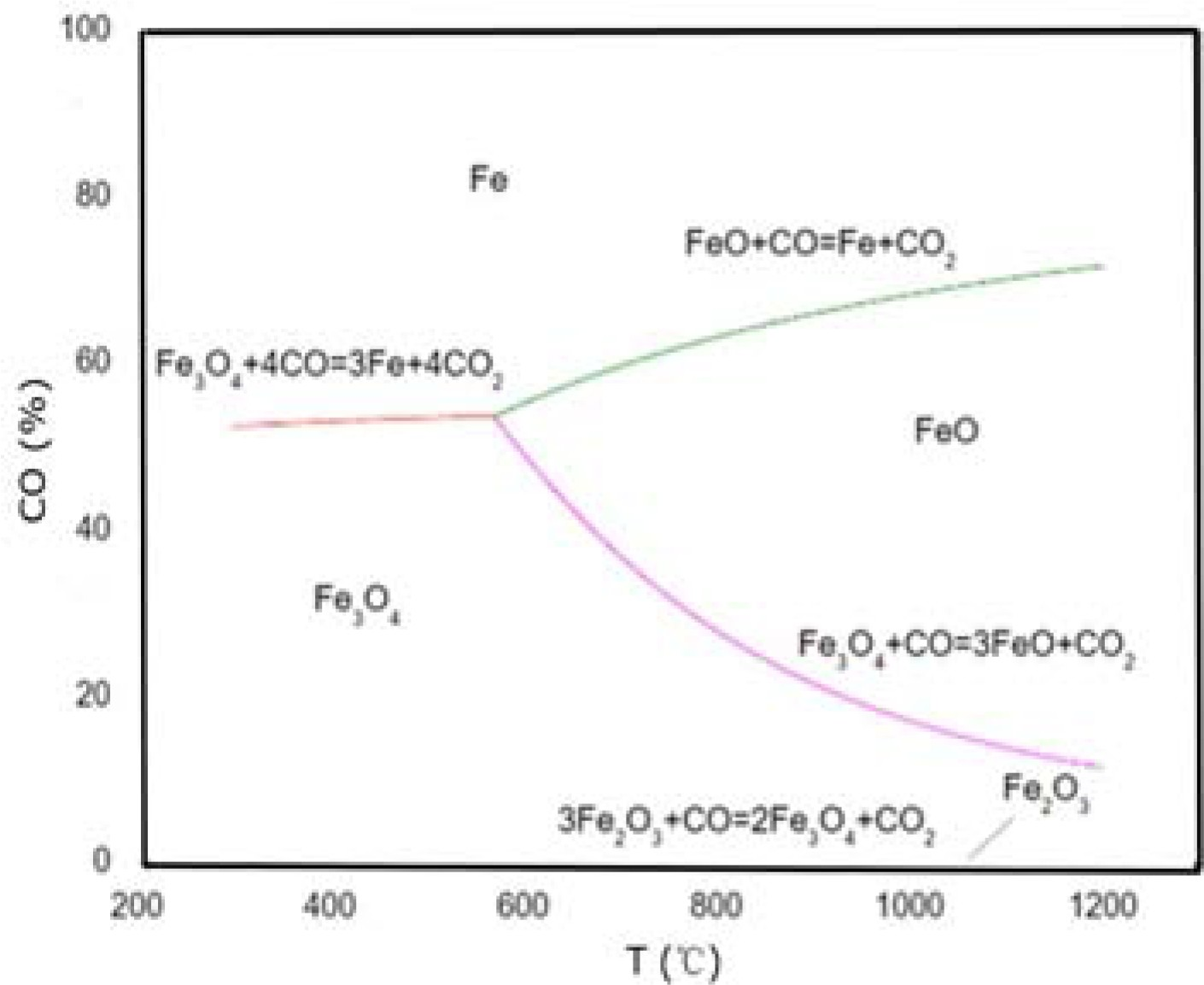
According to gas phase equilibrium diagram of CO reduction of iron oxide to develop the reduction system (Figure 2). Specific reduction system is as follows: The first stage: increase the temperature for 1 h and put in Ar. When the temperature reaches 600°C, turn off the Ar and Change to pass in mixed gas of CO and CO2 and keep it for 1 h. Second stage: After the heat preservation is over, continue to heat up for 30 min and pass in Ar. When the temperature reaches 900°C, turn off Ar, and Change to pass in mixed gas of CO and CO2 and keep it for 1 h. The third stage: After the heat preservation is over, continue to heat up for 10 min and pass in Ar. When the temperature reaches 1000°C, turn off Ar, change to pass in pure CO gas and keep it for 1 h. After the heat preservation is over, follow the furnace to cool down and continue to pass in Ar, and take out the sample when it cools below 100°C. Gas phase equilibrium diagram of CO reduction of iron oxide.
The heating rate of the instrument: During the entire test period, the heating rate of the instrument is maintained at 10°C min−1.
Ar flow rate: During the entire test period, the standard flow rate of Ar is maintained at 490 ± 5 ml min−1.
Reduction experiment parameters.
Experimental equipment
The volume changes before and after the reduction in each stage of the pellets are captured by the online image recognition of the TA-16A01 visual high-temperature deformation analyser (Figure 3) (produced by Anhui Komi Machinery Technology Co., Ltd.). The principle is that according to the change in the area of the pellets to characterise the size of the reduction expansion during the reduction process. The visual high-temperature deformation analyser can observe the changes in the shape, size and physical state of the pellets in real time during the high-temperature process according to the set reduction system, and perform intelligent data collection and image processing. The real-time observation image is shown in Figure 4. Schematic diagram of experimental equipment. 1-display; 2-chiller; 3-Insulation filter; 4-camera; 5-host; 6-sample; 7-stage; 8-LED lights; 9-temperature controller; 10-gas distribution cabinet; 11-Gas cylinder; 12-gas inlet; 13-gas outlet. The real-time observation image.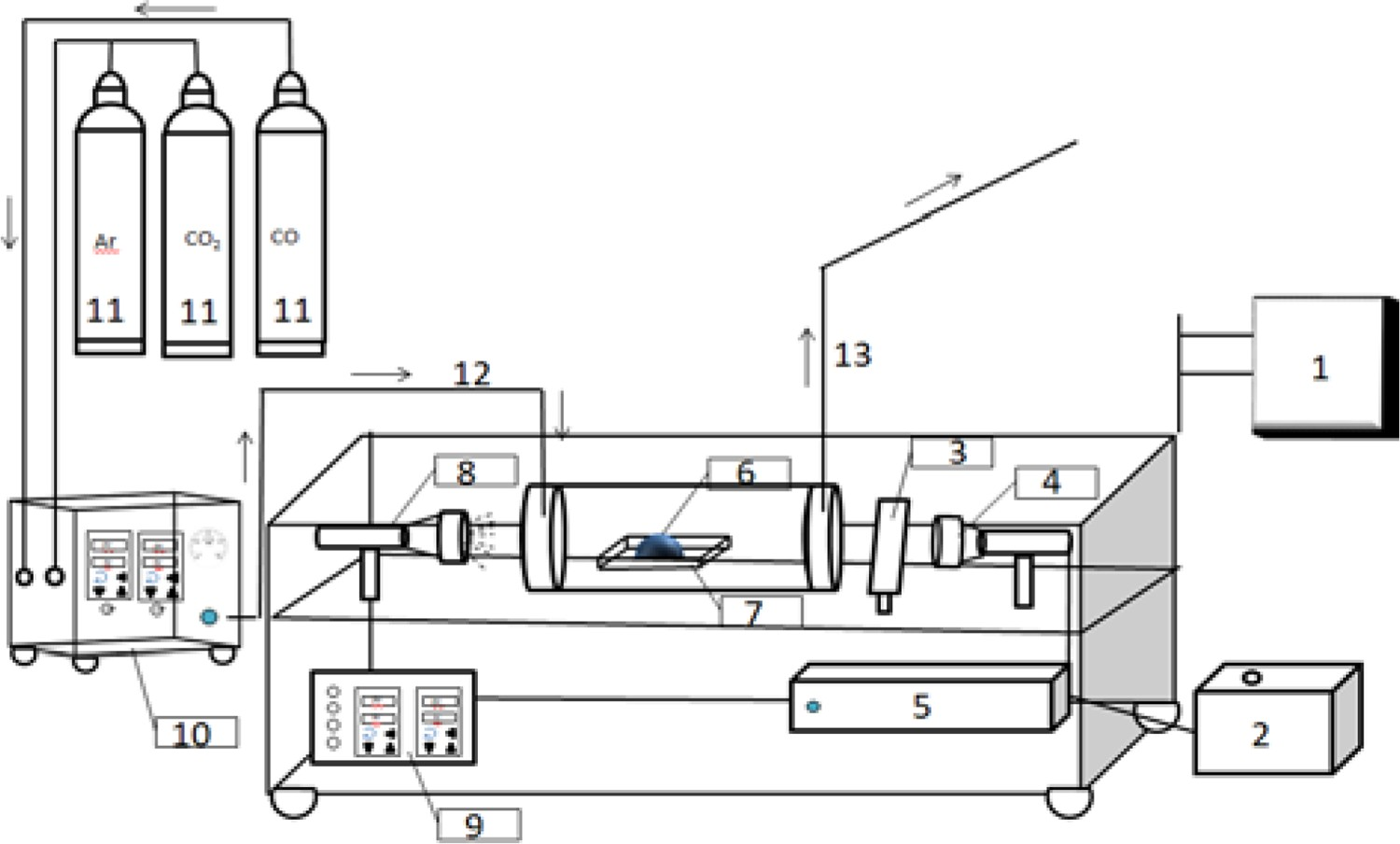
XRD analysis
Crush and screen the reduction products in each stage to below −200 mesh (0.074 mm), analyse with D8-AVANCE X-ray diffractometer, scan angle 10°–90°, scan speed 5° min−1, and import the obtained diffraction pattern into MDI Jade 6.0 and compare with the standard card. Finally determine the main phase composition of the sample at each stage of reduction.
SEM-EDS analysis
Connect the reduction products of each stage after grinding, polishing, and spraying gold with conductive glue to the stage, and place them on the SIGMA-500 scanning electron microscope (SEM) (produced by ZEISS) for observation. While using energy dispersive X-ray spectroscopy (EDS) for area scan and analyse each sample striking element content and distribution.
Results and discussion
Chemical composition of pellets prepared form Bayan Obo iron ore concentrate (wt-%).
The photos taken with the mineral phase microscope are shown in Figure 5. When taking pictures, four areas are selected in the middle of the sample edge, centre and edge centre. The main mineral phases of pellets are haematite, silicate and pores. The main iron-bearing phase is haematite, accounting for 28.41%, and almost no magnetite. It shows that the iron-containing minerals have been fully oxidised under the roasting system. Percentage of each material area of pellet mineral phase is shown in Table 5. Photos of pellet mineral phase. 1-pore; 2-magnetite; 3-silicate. Percentage of each material area of pellet mineral phase.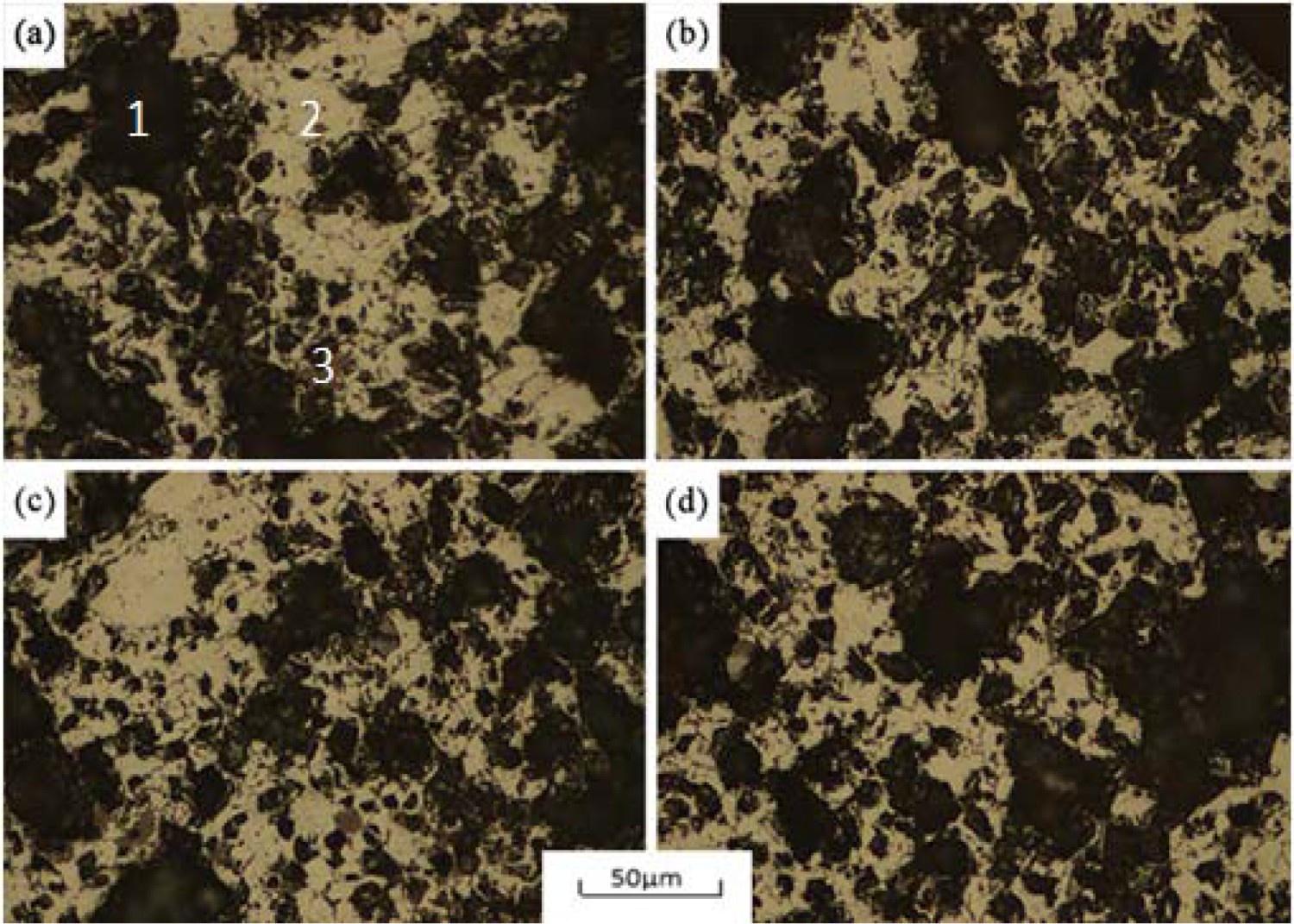
Change in RSI
The change in the gradual reduction swelling index (RSI) of pellets obtained by the visual high-temperature deformation analyser is shown in Figure 6. The experimental results show that the RSI of the three stages of pellets prepared from Bayan Obo iron ore concentrate are 6.9%, 4.1%, and 24.0%, respectively, and the third stage of reduction has the maximum RSI. The total RSI can reach 35%, which is a malignant swelling. The change diagram of RSI of pellets prepared form Bayan Obo iron ore powder.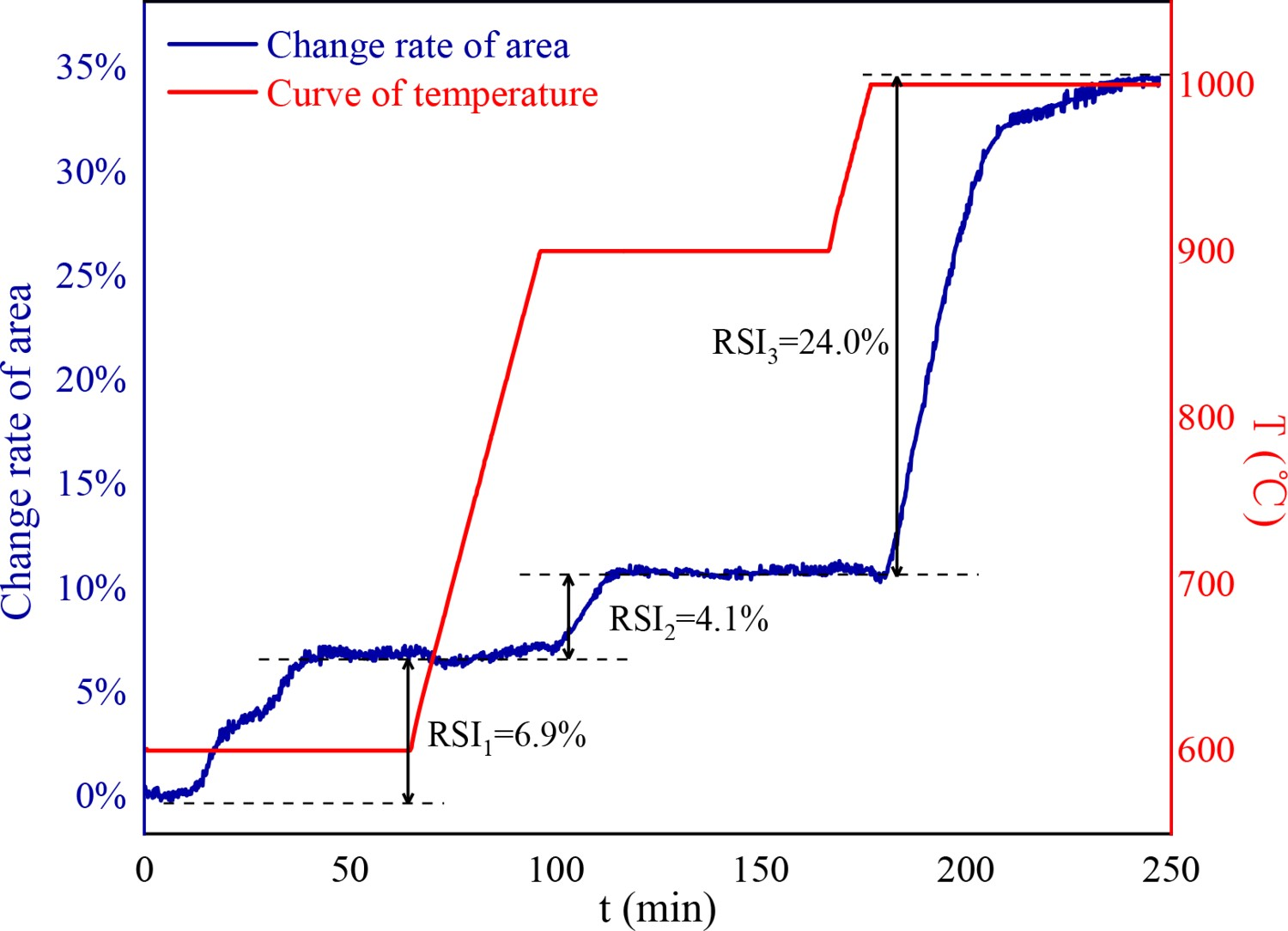
XRD analysis
Figure 7 is the X-ray diffraction (XRD) diagram of the main products at each stage of pellets prepared from Bayan Obo iron ore concentrate reduction. The experimental results show that the reduction products at each stage are consistent with the theoretical products. XRD diagram of main products in each stage of pellet reduction.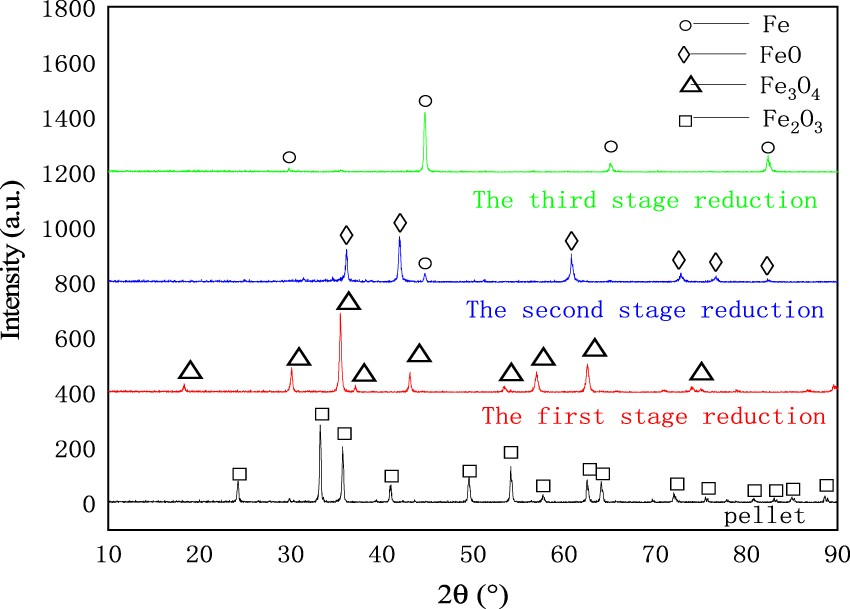
If the constituent elements or groups of the crystalline substance are not the same or the structure is different, their diffraction spectra will show differences in the number of diffraction peaks, angular positions, relative intensity order, and even the shape of the diffraction peaks. Through the sample diffraction intensity data Analysis and calculation can characterise the crystal space structure. At present, the main parameters that characterise the spatial structure of crystals are as follows: the average stacking height of microcrystalline layers (Lc
), the diameter of microcrystalline layers (La
), the spacing of microcrystalline layers (d), and the average stacking of microcrystalline layers Height (N
ave).



In the formula, K represents the crystal shape factor and K1 is the correction coefficient. In this paper, K = 0.89, K 1 = 1.84, λ is the incident wavelength, θ is the Bragg angle, and FW(S) is the half-width of a certain peak band.

Crystal spatial structure data of main products in each stage of pellet reduction.
In addition, with the progress of the step-by-step reduction reaction, the indices of crystal plane decreases. This is because material has a tendency to transform from high energy to low energy. The smaller the indices of crystal plane, the greater the lattice point density on the crystal plane, the stronger the bonding force between atoms, the lower the crystal plane energy, and the more stable the crystal plane. When the indices of crystal plane decreases, the distance between the crystal planes increases and the bonding force between the two crystal planes weakens and the growth of the iron whiskers in the third stage will also promote the loosening of the pellet structure. At this time, the pellet swellings most obviously under internal stress. This is one of the reasons for the maximum RSI in the third stage of pellet reduction.
Analysing XRD diagram of main products in each stage of pellet reduction shows that the main reason for the swelling of pellets in the first stage of reduction is the crystal form transformation. Fe2O3 is a trigonal crystal system, but Fe3O4 is an isometric crystal system. The lattice constant of the isometric crystal system is larger than the trigonal crystal system.
Microscopic analysis
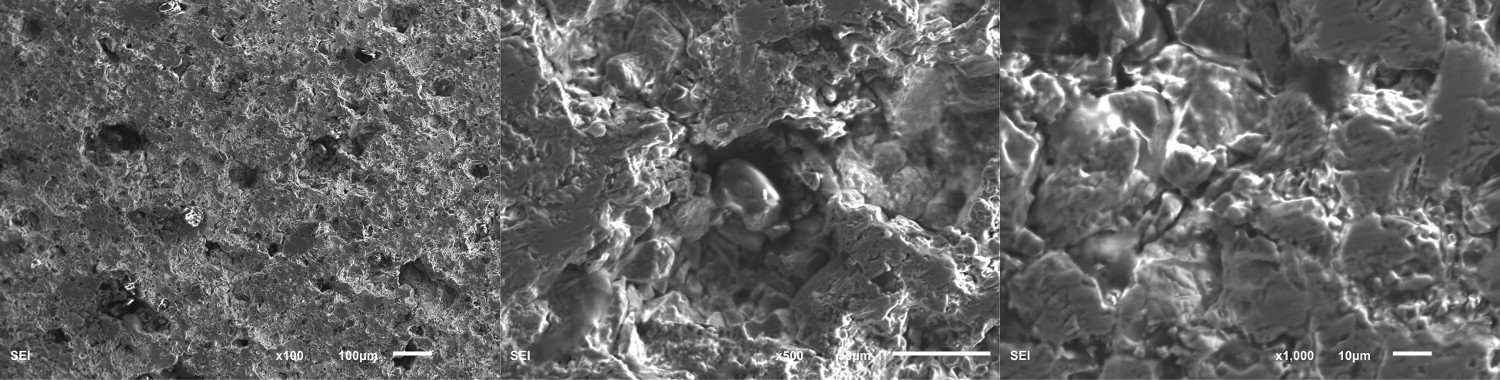
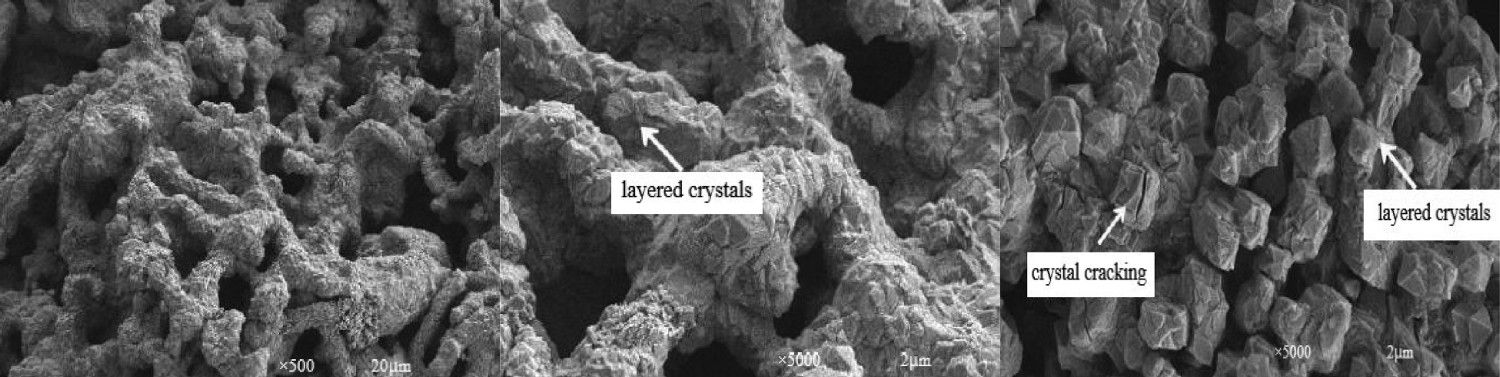
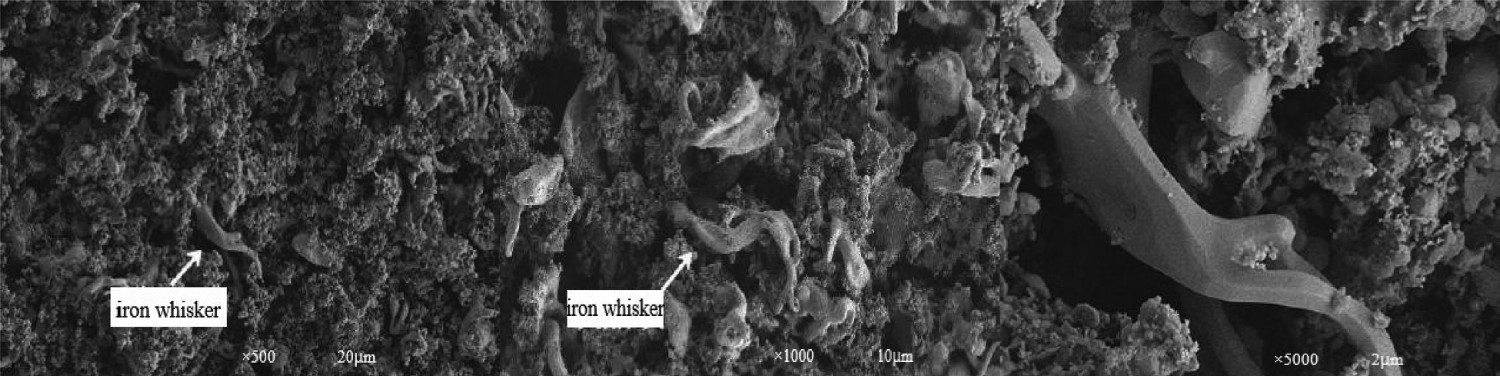
Figures 8–11 are SEM image of main products in each stage of pellets prepared from Bayan Obo iron ore concentrate reduction. As shown in Figure 8, the number of pores on the surface of the sample is small, the distribution is uneven, and the pore diameter is different. The amount of silicate produced is also small. Observing the SEM image in Figure 9, in the field of view, Fe3O4 particles are rough and cracks appear inside the crystal. With the progress of the reduction reaction, as shown in Figure 10, the FeO crystals are observed to be elongated under a low power lens, but FeO mainly appears as a spiral layered crystal morphology under a high power lens. The appearance of layered crystals will increase the anisotropy of the crystals and make the crystals appear obvious boundaries, and the layered structure of the crystals is also a necessary condition for the growth of iron whiskers in the third reduction stage. The pellets are reduced to the third stage. As shown in Figure 11, the iron base is broken and accompanied by multiple cracks, thick dendritic iron whiskers are observed in the field of view, and these iron whiskers mainly grow in the way of grain stacking. And extend from the pore, and a large number of slag phases appear in the pore at the same time. SEM image of pellets. SEM image of the main product in the first stage. SEM image of the main product in the second stage. SEM image of the main product in the third stage.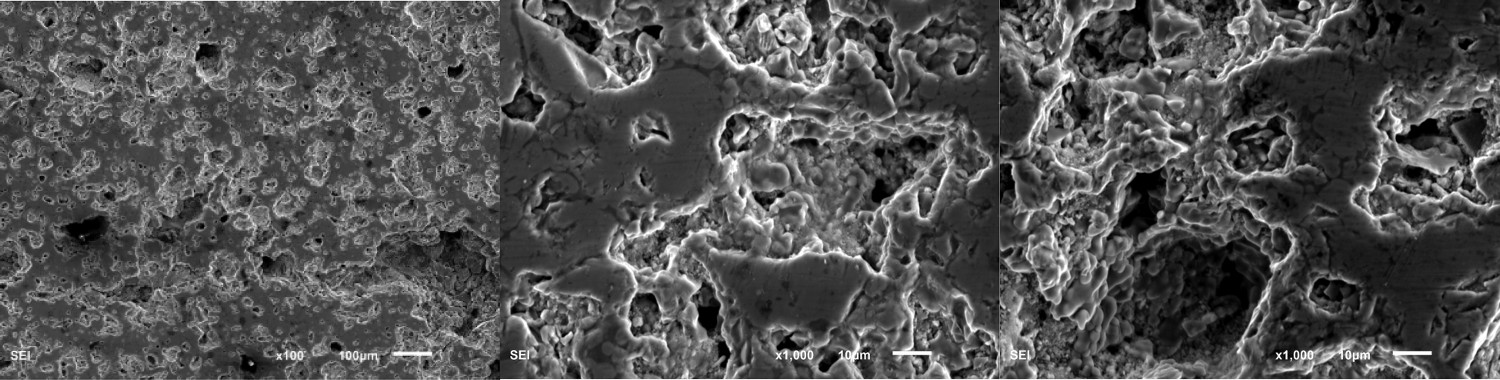
EDS analysis of pellets
The study found that large pores, low melting point slag phase and microscopic internal stress all cause the swelling of pellets.
Small pores will absorb the reducing stress, thereby reducing the swelling of pellets; while large pores will reduce the strength of the pellets, and reducing gas will easily enter the pellets from the large pores, which will increase the local reduction rate and eventually lead to the appearance of iron whiskers.
On the one hand, the low melting point slag phase will enter the middle of the iron oxide particles, destroying the continuous crystal ability of the iron oxide, increasing the distance between the iron oxides, and directly leading to the volume swelling of the pellets; on the other hand, the low melting point slag phase will meet into the pores, the ability of the pores to absorb the reducing stress is weakened, and the volume of the pellets is swellinged. In addition, the low melting point slag phase has poor resistance to directional growth of crystals and spiral layered crystallisation, which creates conditions for the growth of iron whiskers.
Owing to the existence of gravitational fields between different crystals, a certain distance is maintained, but the uneven deformation of different crystal grains during the reduction process will break the original gravitational field, thereby generating microscopic internal stress; alkali metal ions (Ca2+, K+, Na+, etc.) It can be dissolved in iron oxide to form interstitial solid solution or replacement solid solution. These solid solutions have obvious lattice defects and lattice distortion, which produce distortion energy, thereby increasing the deformation energy of the crystal and making the crystal in an unstable state. At this time, a kind of internal stress will also be generated. The pellets need to expand in volume to eliminate the internal stress and reduce energy, and finally transform into a stable state.
As shown in Figure 12, the Fe and O elements in the pellets are widely distributed, and the distribution areas of Ca, Si, Mg, and F elements mostly overlap, and they are inlaid with Fe elements. Distribution of main elements in pellets.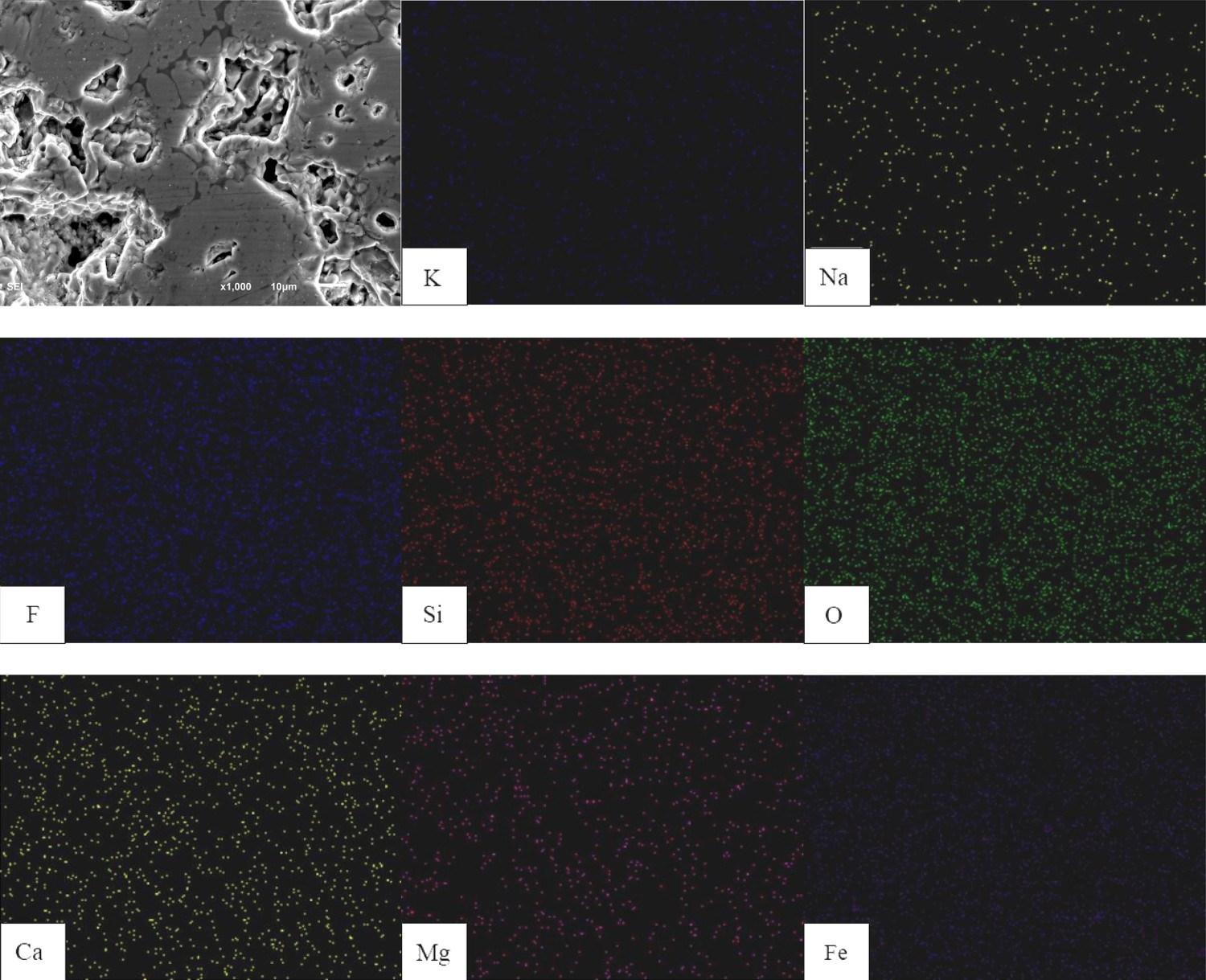
In Figure 13 (3), during firing of pellets K2O, Na2O, CaO will increase the generation amount of the low melting point of the slag phase. This is because (K2O + Na2O) will combine with other substances to form a large number of low melting point complexes such as KAlSi2O6 (1100°C), and CaO will also react with Fe2O3 to form low melting point compounds such as CaO·Fe2O3 (1240°C). In addition, Ca2+ will combine with F- to form CaF2, and CaF2 will react with SiO2 to form SiF4. The SiF4 gas will volatilise as the reduction reaction progresses, thereby increasing the number of large holes in the pellets and making the holes round. SEM-EDS analysis of pellets.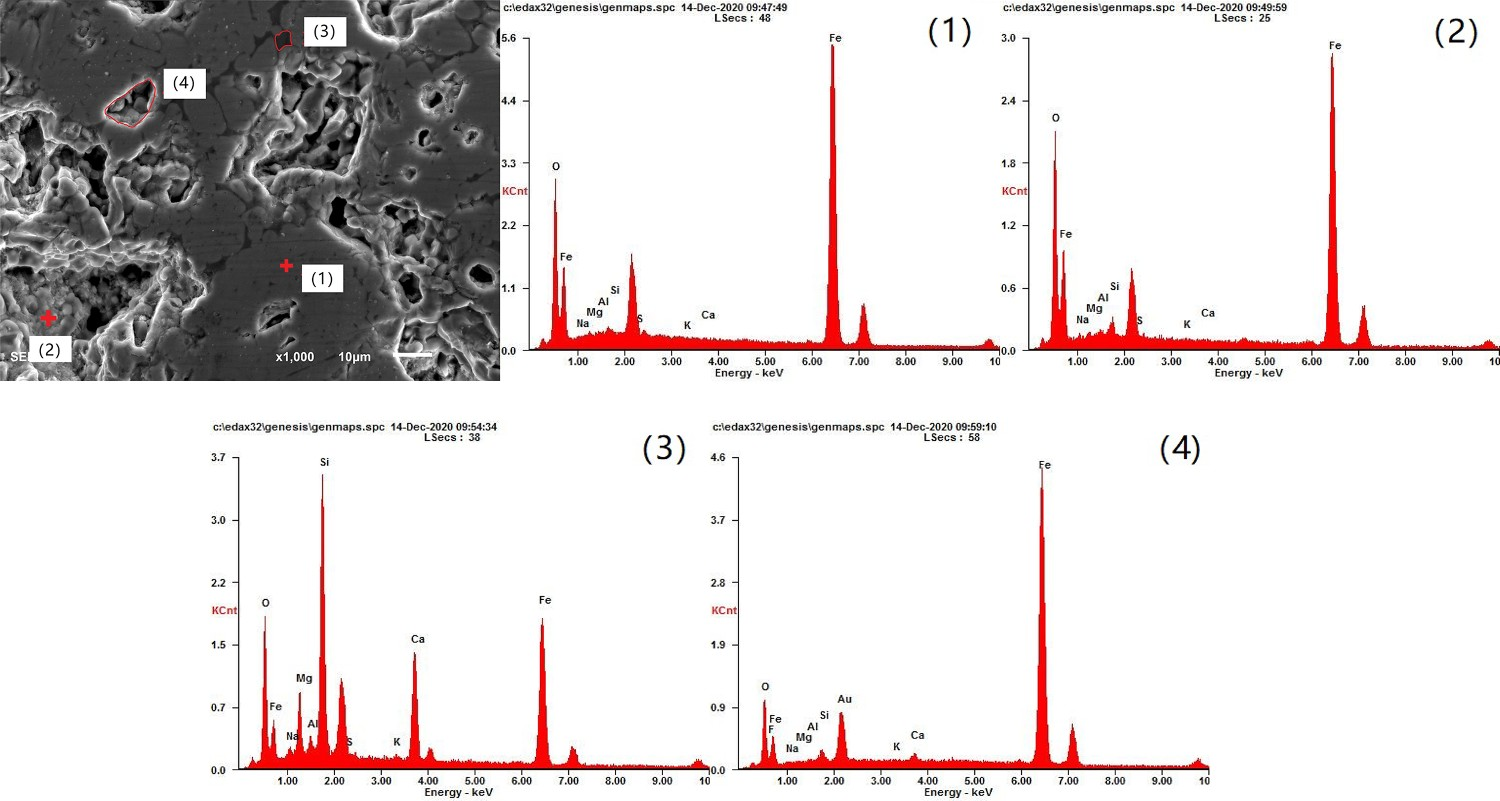
EDS analysis of the main product in the first stage
As shown in Figure 14, the distribution area of Fe elements began to overlap with K, Na, and Ca elements. In the first stage of reduction (Fe2O3→Fe3O4), a crystal form transition from a hexagonal crystal lattice of a trigonal crystal system to a cubic crystal lattice of an isometric crystal system occurred. Because the lattice constant of the isometric crystal system is greater than that of the trigonal crystal system, the magnetite around the haematite generates reduction stress during nucleation, which causes the pellet to crack under the action of the stress. Distribution of the main elements in the product of the first stage.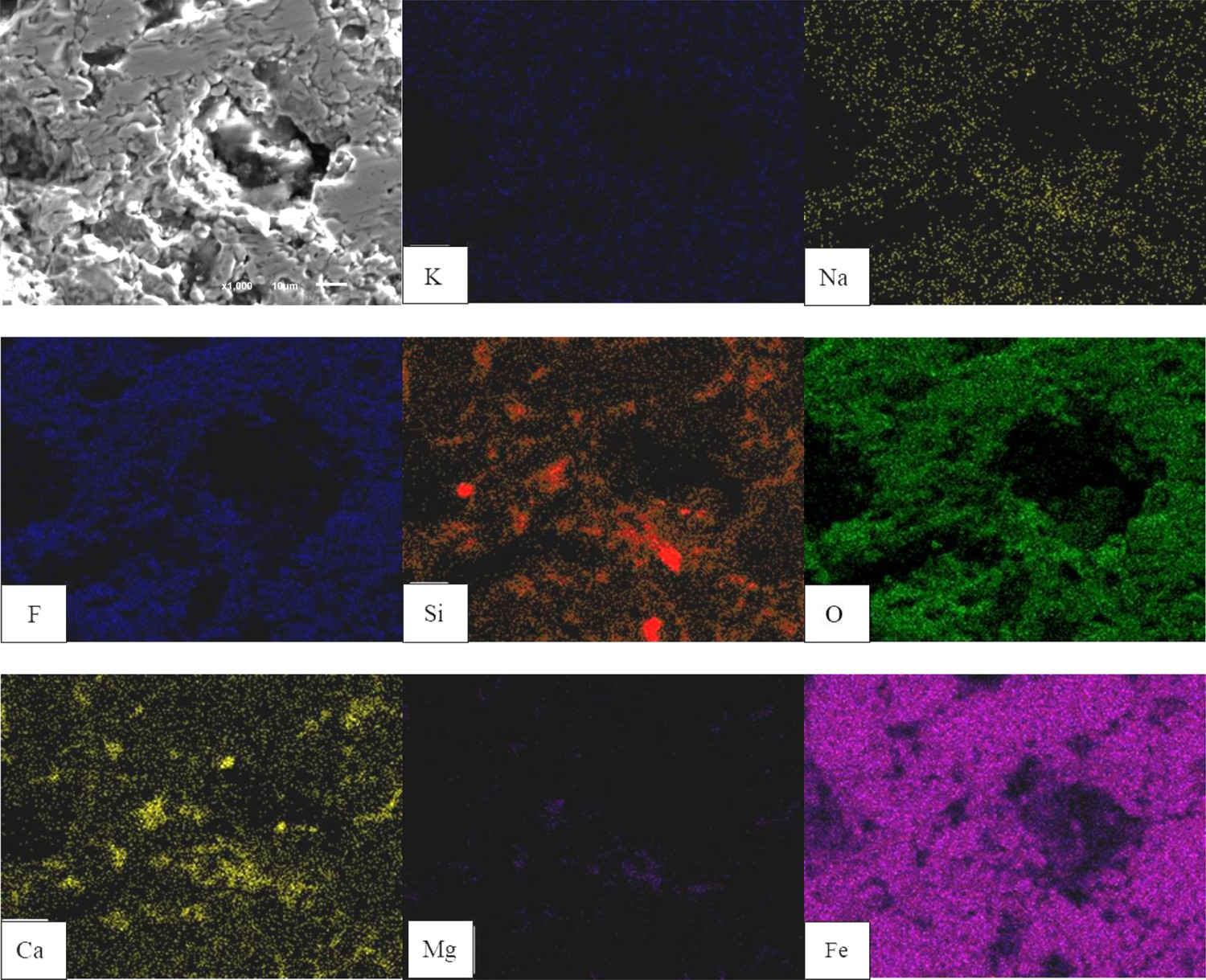
As shown in Figure 15 (2) and (3), the pellets contain alkali metal silicates (Na2SiO3, K2SiO3, etc.). During the roasting process, only a small amount of K+ and Na+ enter the Fe2O3 lattice, but most of them are In the slag phase or in a free state. However, with the production of Fe3O4, the first-stage reduction product, these alkali metal ions will gradually enter the Fe3O4 lattice, causing lattice defects and lattice distortion. In addition, free K+ will combine with Si, Al and other elements to form potassium aluminosilicate. As potassium aluminosilicate is difficult to crystallise, ultramicroscopic crystals will be formed during crystallisation. The higher the degree of crystallinity of the crystal, the more loose structure, the more severe cracking of the crystal. And CaO will form CaO·Fe2O3 with Fe2O3, but the structure of magnetite reduced by CaO·Fe2O3 is loose, and cracks will appear under the action of small stress. SEM-EDS analysis of the main product in the first stage.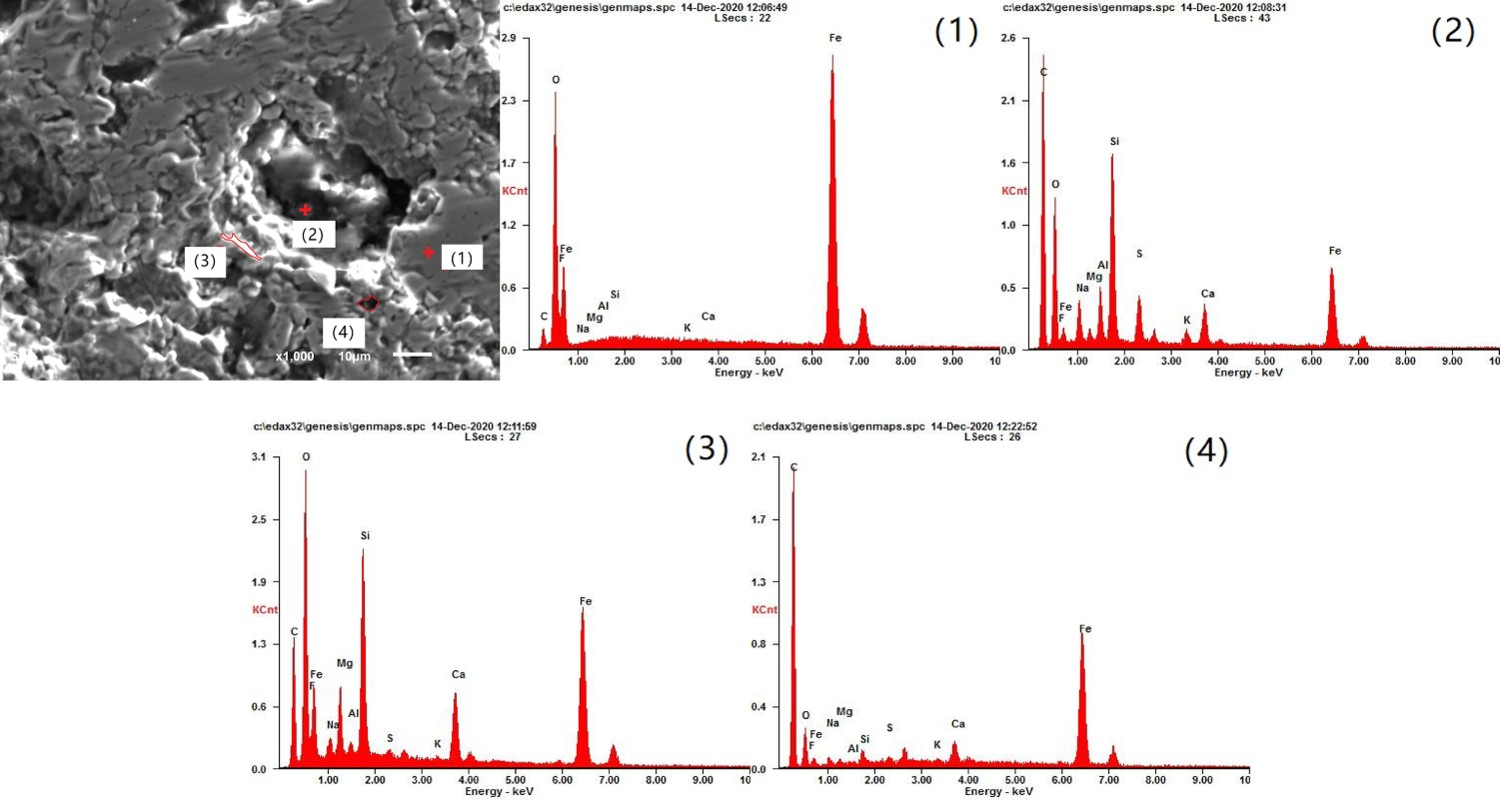
According to experimental calculations and using VESTA software, The ball and stick models and lattice point parameters of Fe2O3 and Fe3O4 are shown in Figure 16 and Table 7. From the figure, we can see that the volume increases significantly in the process of Fe2O3→Fe3O4. Ball and stick model diagram of Fe2O3 and Fe3O4. The golden ball represents Fe element; the red ball represents O element. Array point parameter table of Fe2O3 and Fe3O4.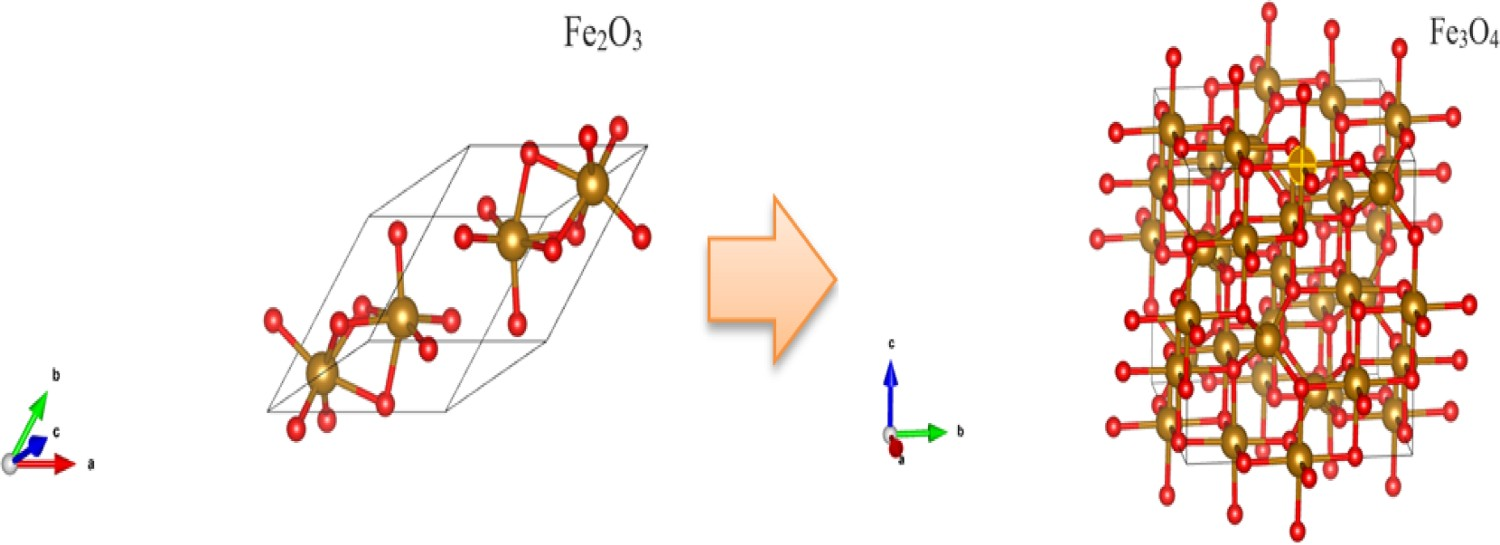
EDS analysis of the main product in the second stage
As shown in Figure 17, the distribution area of Fe elements overlaps with K, Na, and Ca elements in a large area. Since both Fe3O4 and FeO belong to the equiaxed crystal system, there will be no crystalline transformation during the process of Fe3O4→FeO, so the nature of the slag phase is the main reason for the swelling of the pellets at this stage. Distribution of the main elements in the product of the second stage.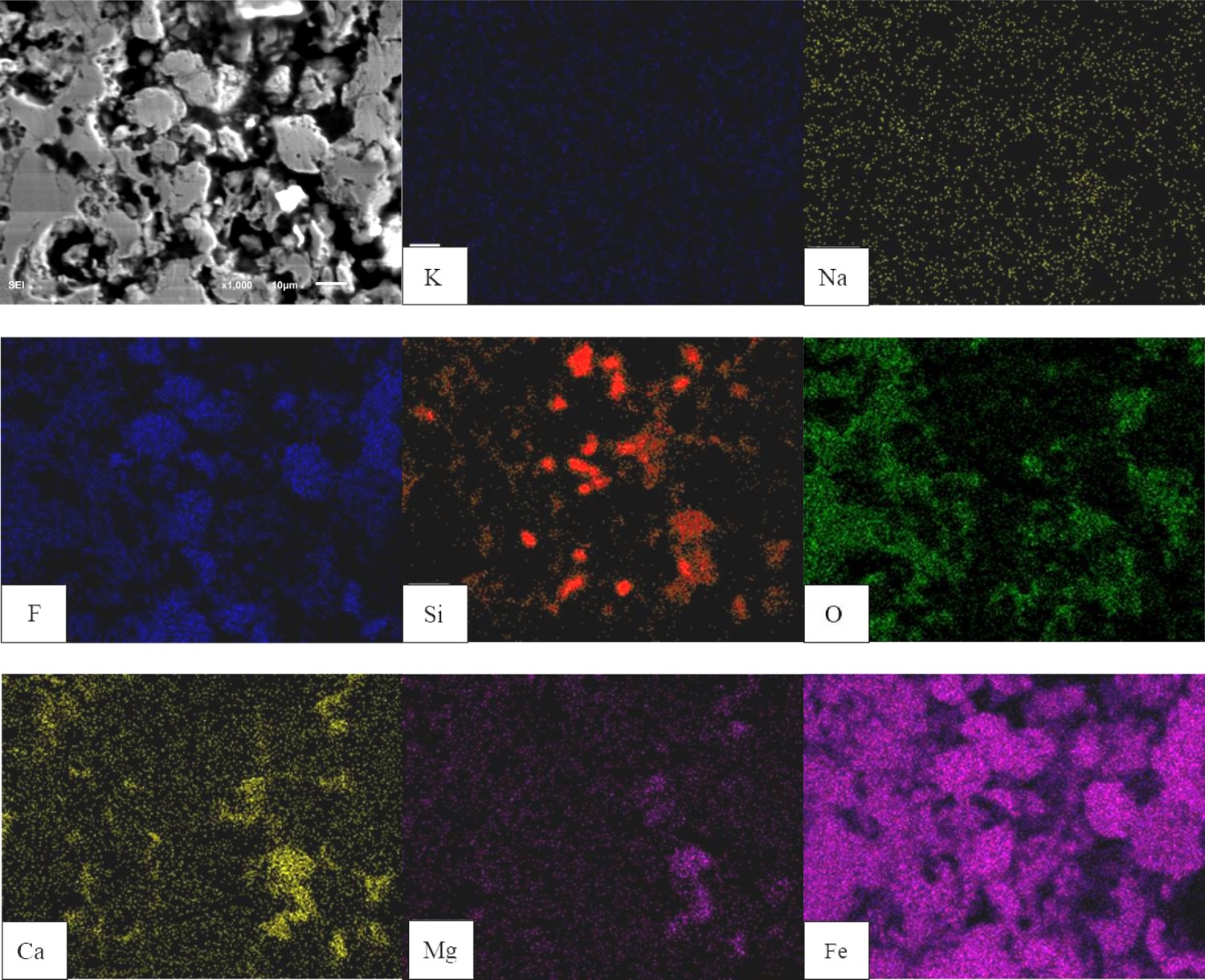
Figure 18 (4) and (5) shows that alkali metals can promote the mineralisation and dissolution of FeO in the slag phase, and Ca2+, K+ and Na+ with larger radius can be solid-dissolved by filling Fe2+ vacancies or replacing Fe2+ in FeO. In the FeO crystal lattice to generate interstitial solid solution or replacement solid solution. These changes make FeO appear obvious lattice defects and lattice distortion. The specific schematic diagram is shown in the red and blue boxes in Figure 19. These lattice defects and lattice distortion will promote non-uniform nucleation and directional FeO grew up, to create the conditions for the growth of iron whiskers. SEM-EDS analysis of the main product in the second stage. Schematic diagram of volume swelling of Fe3O4→FeO.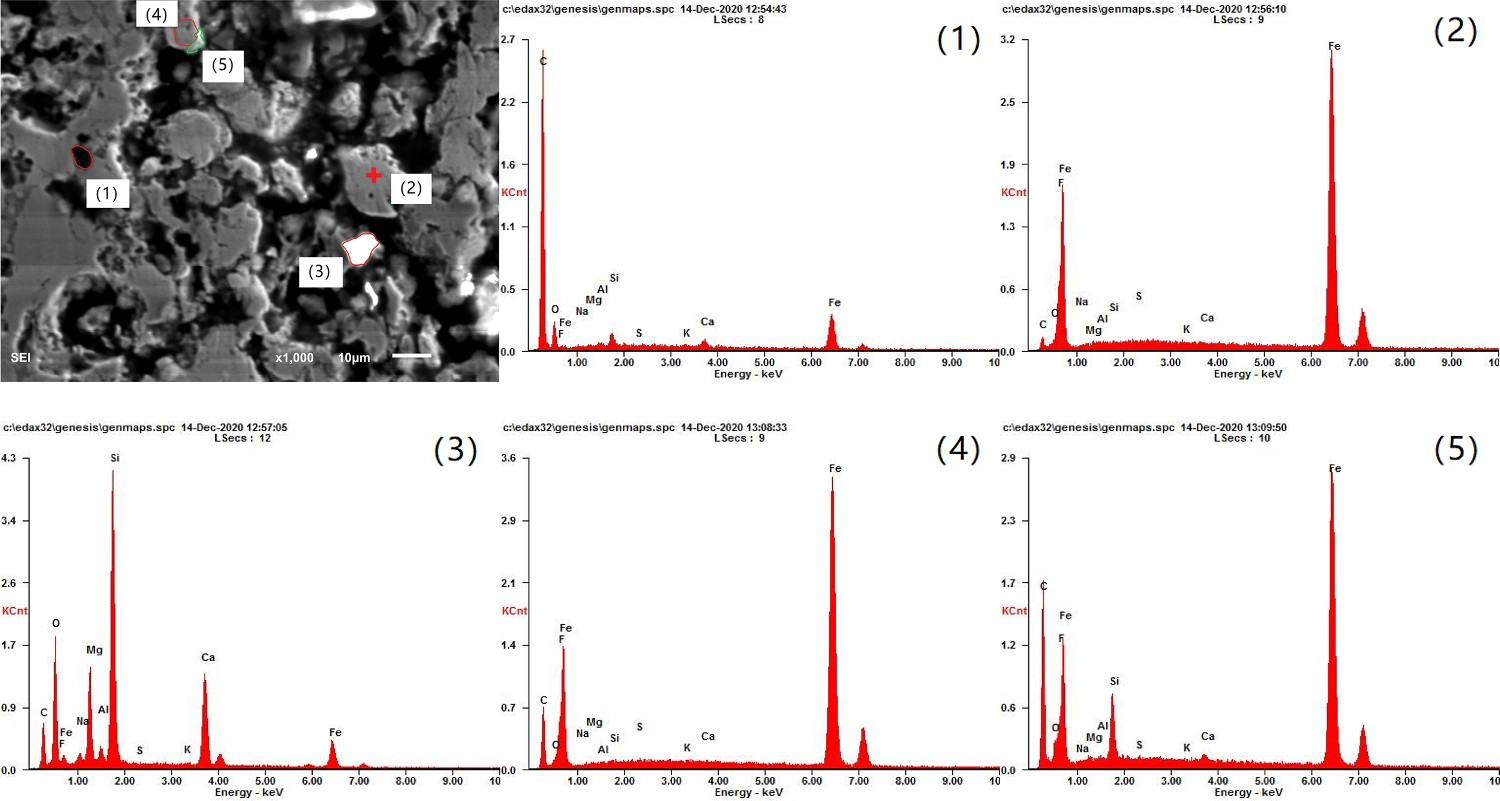
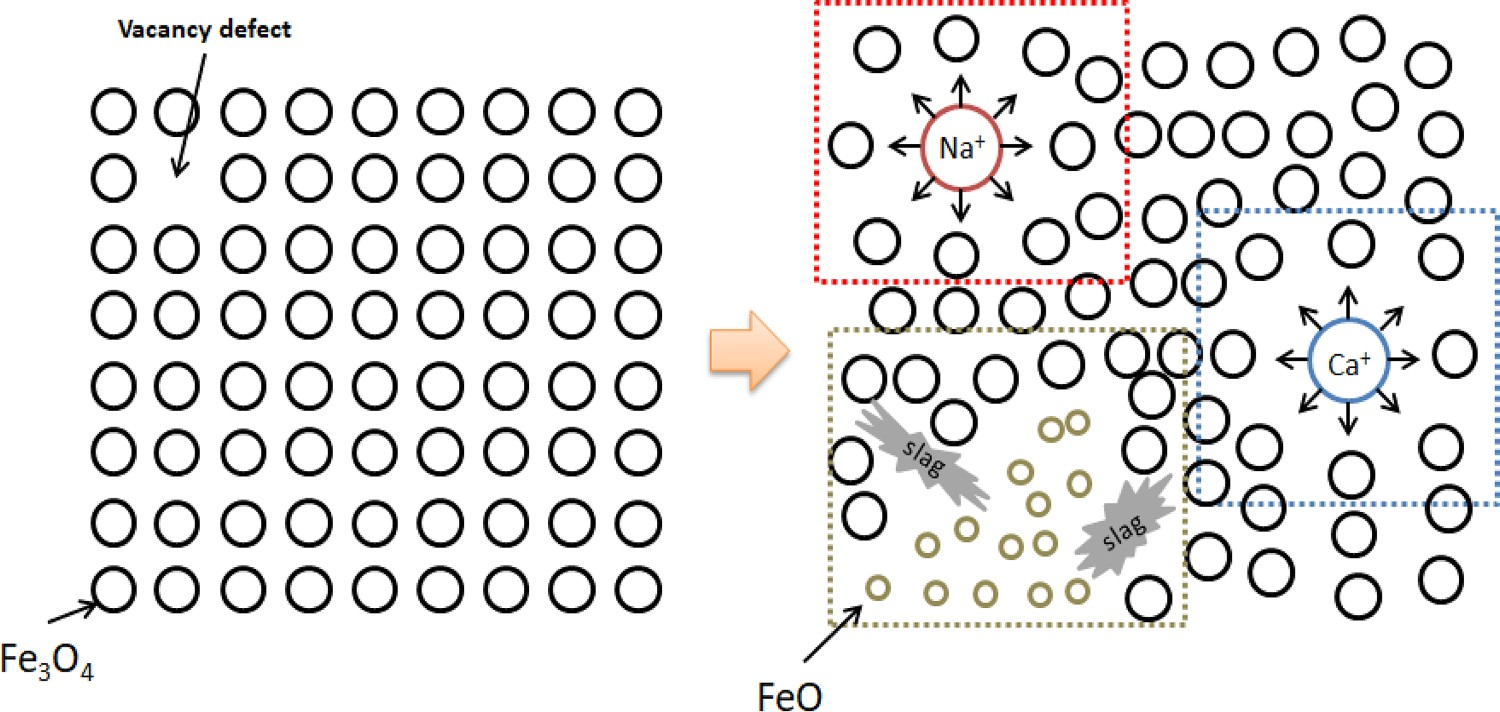
From Figure 18 (3), it is found that a large amount of Si, Ca, Mg, and Na are contained in the pellet slag phase. This is because MgO, Na2O and CaF2 work together to increase the amount of slag phase. In addition, during the high-temperature reduction process, Fe2+ reacts with SiO2 to form other low melting point compounds such as 2FeO·SiO2 (1205°C), and 2FeO·SiO2 can further eutectic with FeO or SiO2 to form 2FeO·SiO2–SiO2 (1178°C). These eutectic mixtures will further reduce the melting point of the slag phase. Although it will not melt when reduced at 900°C, these slag phases will surround FeO, weakening the ability of FeO to resist layered crystallisation and directional growth and promoting the growth of iron whiskers. The specific schematic diagram is shown in the yellow box in Figure 19.
EDS analysis of the main product in the third stage
As shown in Figures 20 and 21 (1), iron whiskers are short fibres grown from high-purity iron single crystals, and their composition is simple iron. Therefore, the main reason for the rapid increase in the expansion rate at this stage is the growth of iron whiskers. As shown in the green box in Figure 22, when FeO is reduced to Fe, the reaction is not only on the surface of the FeO crystal, but most of it is rapidly reacting on the layered structure (edges, corners) of the crystal and growing iron whiskers, The growth of iron whiskers causes the structure of the pellets to loosen, and the volume of the pellets increases sharply. Distribution of the main elements in the product of the third stage. SEM-EDS analysis of the main product in the third stage. Schematic diagram of volume swelling of FeO→Fe.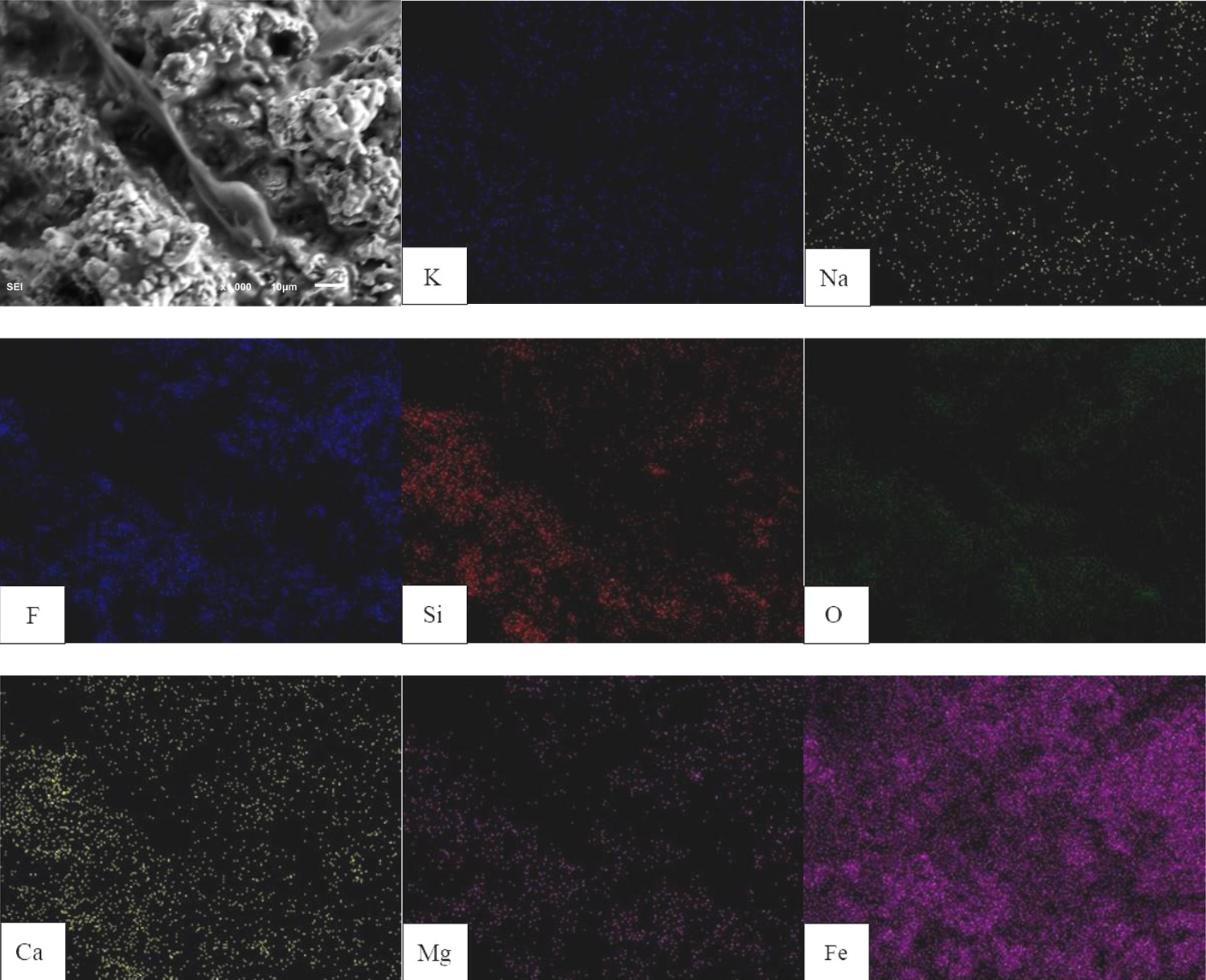
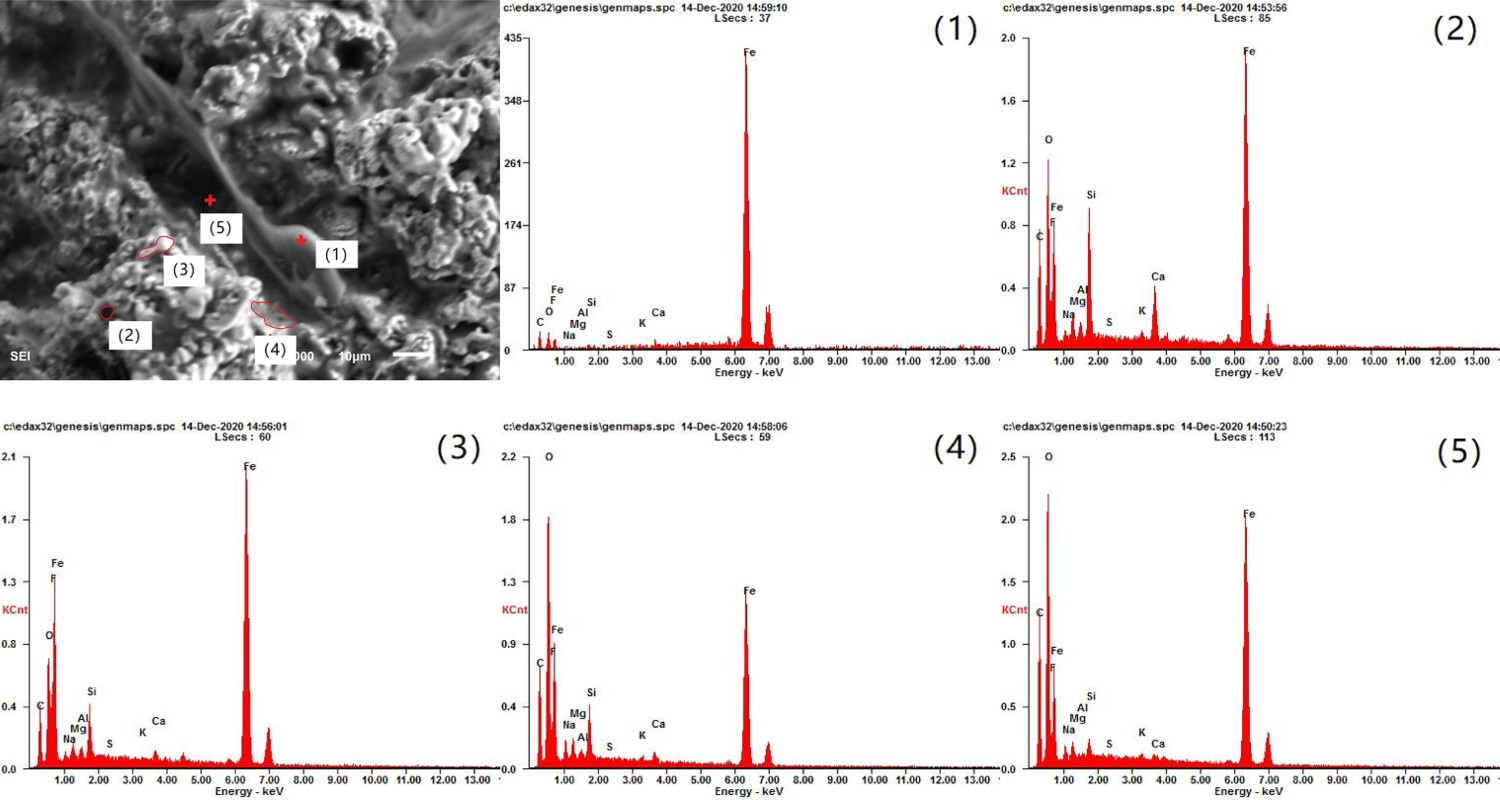
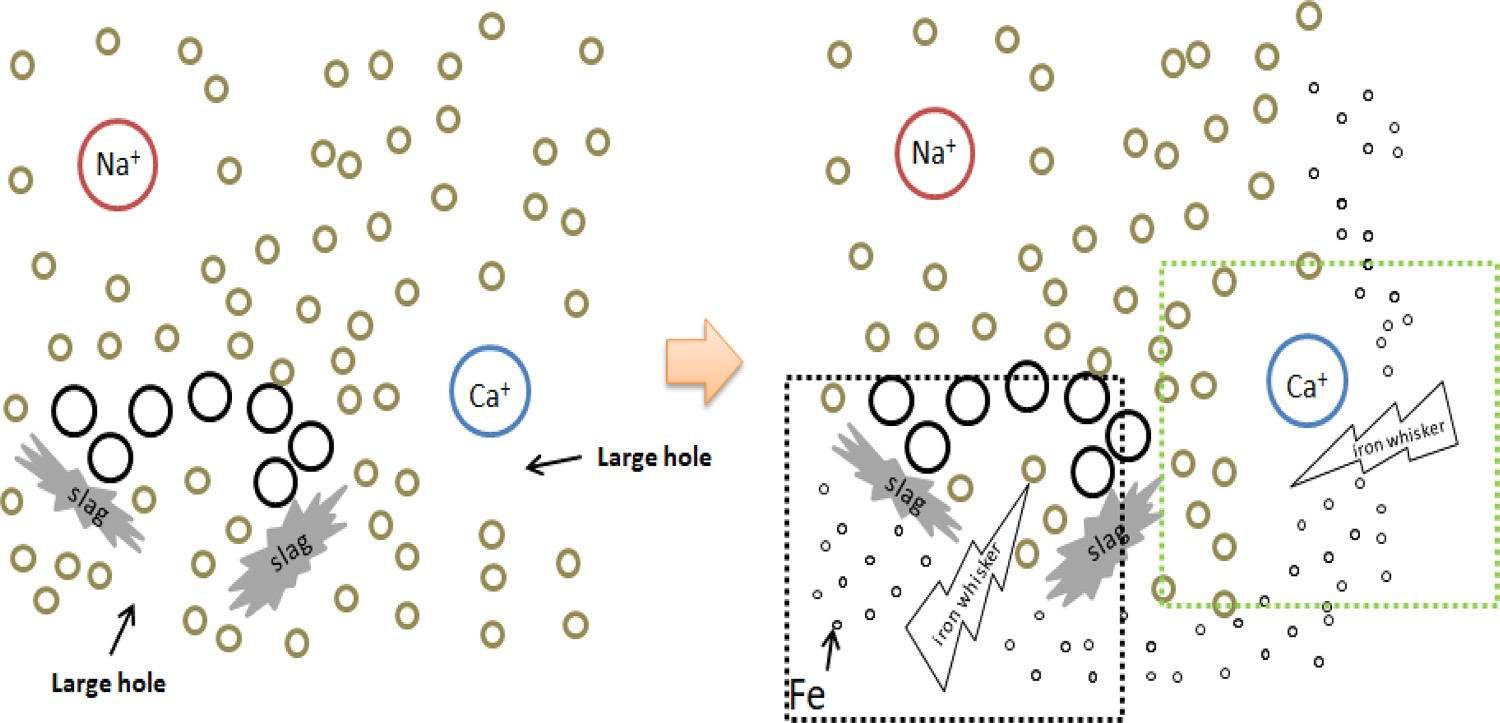
The reason for the growth of iron whiskers is that K2O, Na2O and CaF2 increase the low melting point slag phase of pellets during the second stage of reduction; Alkali metals such as Ca2+, K+ and Na+ caused the lattice defects and lattice distortion of FeO; The low melting point slag phase generated by the reaction of Fe2+ and SiO2 is surrounded by FeO, These factors promote the directional growth of FeO crystals and spiral layered crystallisation, laying an important foundation for the growth of iron whiskers. On the other hand, CaF2 further promotes the formation of FeO crystal layered structure, the porosity is further increased, and the local reaction speed is faster, which creates more favourable conditions for the third stage of iron whiskers growth, as shown in the black box in Figure 22.
Conclusions
The total RSI of pellets prepared from Bayan Obo iron ore concentrate is as high as 35%, and the third stage of reduction has the maximum swelling rate, which is 24%. In the first stage of the reduction of pellets prepared from Bayan Obo iron ore concentrate, since the lattice constant of the isometric crystal system is greater than that of the trigonal crystal system, the haematite with trigonal system and hexagonal crystal is transformed into magnetite with isometric system and cubic crystal. During the process, the crystal form transformation caused the volume swelling of the pellets. In the second stage of the reduction of pellets prepared from Bayan Obo iron ore concentrate, the low melting point slag phase increases, the alkali metal ions dissolve in the FeO lattice and cause the FeO lattice distortion, the iron oxide crystallite size increases, and the crystallite structure tends to orderly, which creates conditions for the growth of iron whiskers. In the third stage of reduction of pellets prepared from Bayan Obo iron ore concentrate, the crystal face index is the smallest, and the iron whiskers grow at the position of the crystal layered structure (edges, corners). Under the action of internal stress, the reduction and expansion of the pellets is the most significant.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).