
Abstract
The kinetic investigation of the dephosphorization in the new double slag converter steelmaking process was carried out based on the coupled reactions model combining with a heat balance temperature model for the 220-ton industrial experiment. The calculated results of [%C], [%Si], [%P] in the hot metal, and the slag compositions are in good agreement with the experimental results. When the heat balance temperature model is applied, the P prediction results are better rather than those predicted by using the fixed temperatures. The calculated phosphorus distribution ratio increases with the refining time, while the phosphate capacity shows a downward trend due to the decrease in slag basicity and the increase in temperature. The rate-controlling step of the dephosphorization is determined to be the mixed control of the mass transfer of P in the hot metal and P2O5 in the slag. As the initial Si concentration is increased, the interfacial oxygen activity required for starting the dephosphorization is increased, leading to the delay of the dephosphorization start time.
List of symbols

the content in slag

the total mass per cent of iron element

the mass per cent of the content in slag

the content in the metal phase

the mass per cent of the content in hot metal

the temperature coefficients of heat capacities [J K−1 mol−1]

the activity

the reaction area of the interface [m2]

the temperature coefficients of heat capacities [J K−2 mol−1]

the constant with a value of 0.25

the temperature coefficients of heat capacities [J K mol−1]

the heat capacity of hot metal [kJ kg-1 K−1]

the heat capacity of scrap [kJ kg-1 K-1]

the molarity of slag [mol cm−3]

the phosphate capacity of slag

the temperature coefficients of heat capacities [J K−3 mol−1]

the diameter of the nozzles of the top oxygen lance [m]

the diameter of bath [m]

the effective equilibrium constants

the activity coefficient of content in hot metal

the effective mass transfer coefficient [mol cm−2 s−1]

the gravitational constant [m s−2]

the phenomenological generation rate constant of carbon monoxide [mol cm−2 s−1]

the oxygen supplying rate [mol cm−2 s−1]

the heat transfer coefficient [W m−2 K−1]

the lance height [m]

the bath depth [m]

the reaction heat released by per kg of solutes in hot metal [kJ kg−1]

the molar enthalpy [J mol−1]

the phase change heat [J mol−1]

the molar flux [mol cm−2 s−1]

the equilibrium constant

the mass transfer coefficient [m s−1]

the phosphorus distribution ratio

the molecular mass [g mol−1]

the coordination number

the number of oxygen atoms in the molecule

the standard atmosphere pressure [Pa]

the partial pressure of carbon monoxide [atm]

the latent heat of fusion of scrap [kJ kg−1]

the Ar gas flow rate by bottom blowing [Nm3 s−1]

the heat loss [kJ]


the physical heat of hot metal and slag, respectively [kJ]

the oxygen flow rate by top blowing [Nm3 s−1]

the melting heat of scrap [kJ]

the melting heat of sintered ore [kJ]

the heat released by oxidation reaction [kJ]

the radius of scrap or lime [m]

the molar gas constant [J mol−1 K−1]

the time [s]

the temperature of hot metal [K]

the liquidus temperature of scrap [K]

the melting temperature of metal [K]

the room temperature [K]

the temperature of position x in scrap [K]

the volume [m3]

the weight [kg]

the weight of scrap [kg]

the weight of sintered ore [kg]

the weight of oxide in slag [kg]

the total weight change of slag [kg]
the distance to the surface of scrap [m]

the mole per cent of composition in slag
the constant with a value of 1.7

the conversion ratio of oxygen

the activity coefficient of content in slag


the power consumption of mixing by top and bottom blowing, respectively [W m−3]

the inclination angle of the nozzles of top oxygen lance [deg.]

the number of nozzles in top oxygen lance

the total optical basicity

the optical basicity of composition

the density [kg m−3]
Superscripts

bulk

interface

new value after reaction time 

the metal-scrap interface
Subscripts

metal

slag

the content in hot metal

the content in slag

the content in the scrap
Introduction
Since the 1960s, researchers began to conduct fundamental researches on the kinetics of dephosphorization of molten iron at different conditions [1–15], and they came to an agreement that dephosphorization is a first-order reaction. However, it is still disputed on the rate-controlling step. As early as 1967, Kawai et al. [1] suggested that oxygen dissolution from the gas phase to the metal phase is the rate-controlling step in the dephosphorization experiment with a low oxygen potential using H2O–H2–Ar gas with CaO crucible. Aratani et al. [2] studied the kinetics of dephosphorization with CaO–FeO–SiO2 slag at 1550°C and 1600°C and found that the dephosphorization is controlled by the rate of the chemical reaction. In the dephosphorization experiment of molten iron with CaO crucible, Aratani et al. [3] suggested that the dephosphorization reaction should be divided into three periods. In the first period, the rate-controlling step is the chemical reaction. In the second period, the dephosphorization rate depends on the rate of oxygen supply from gas to molten iron. In the third period, the rate-controlling step is the transfer of oxidation product into solid CaO. More researchers showed that the rate-controlling step is the mass transfer of phosphorus in the slag [6–10], or the mixed control of the mass transfer of oxygen in the gas phase and phosphorus in the metal or slag phase [11–15]. The main reason for the different rate-controlling steps is due to the different reaction conditions [16].
Regarding the reaction kinetic model for dephosphorization, Ohguchi et al. [11] developed the coupled reaction model which can meet the demands of different conditions in 1984. The parameters used in this model should also be adjusted according to different reaction conditions. This leads to the problem that in order to obtain good agreement with the experimental results, the appropriate model parameters have to be used [17]. The advantage of this model lies in its ability to simulate multiple reactions at the metal/slag interface simultaneously, which makes the coupled reaction model widely used in dephosphorization kinetic study [10,14,15,17–32]. Recently, Kitamura et al. [21] developed a new reaction kinetic model for hot metal dephosphorization based on the coupled reaction model, which took the effect of the solid phase of dicalcium silicate and the dissolution rate of lime into consideration. In this model, the slag phase was divided into liquid phase and solid phase. The calculated results demonstrated the importance of the solid phase in the slag in dephosphorization. Lytvynyuk et al. [31,32] further modified the coupled reaction model with consideration of the melting and dissolution process of the charged materials, showing the high precisions of temperature and compositions of metal and slag at the blowing end of converters with 170 and 330 ton.
In addition to the coupled reaction model, there are several kinetic models for the converter steelmaking process in which the slag is treated as an emulsion zone containing gas bubbles, metal droplets and undissolved flux. Dogan et al. [33] developed a first-principle kinetic model for the decarburization which divided carbon oxidation into emulsion zone and impact zone. The formation and residence of metal droplets in the emulsion zone were considered. In the multi-zone reaction kinetic model established by Rout et al. [34], the reaction zones were divided into jet impact zone, slag-bulk zone and slag-metal-gas emulsion zone. Dering et al. [35] further incorporated a model for slag formation and energy balances into the first-principle kinetic model. The model predictions for the end-point carbon content, slag composition and temperature agree reasonably well with the data for a wide range of operating conditions.
To reduce the production cost, the new double slag converter steelmaking process was developed by Nippon Steel, namely Multi-Refining Converter (MURC) process [36]. In this process, the desiliconization and dephosphorization are conducted in the converter at first. After intermediate deslagging of the dephosphorization slag, the decarburization is performed in the same converter and the decarburization slag is left in the converter for reusing in the next charge. Therefore, the lime consumption can be greatly reduced to decrease the production cost. In recent years, more and more steelmaking plants began to adopt the new double slag converter steelmaking process [37].
Compared with the conventional steelmaking process, the hot metal is dephosphorized with the slag at the relatively low basicity of 1.3–2.2 and at the low temperature of approximately 1350°C in the new double slag converter steelmaking process [36]. Wang et al. [38] indicated that the basicity of the dephosphorization slag should be controlled within the range of 1.3–1.5, and the temperature after dephosphorization was about 1350°C. For the dephosphorization at low basicity and low temperature, few kinetic studies have been carried out. Matsui et al. [27] designed a 200 kg scale experiment at a constant temperature of 1350°C to develop a new kinetic model for the iron oxide formation based on the coupled reaction model. In the experiment, the basicity of slag dropped from 4 to about 2.8 after 10 min of dephosphorization. Sato et al. [19] examined the oxidation rate of phosphorus in high carbon iron melts with the different silicon contents at 1400°C for about 1800 s, with the initial slag basicity of 2.9 and 3.2 using the converter slag. The kinetic studies on the dephosphorization behaviour in the new double slag steelmaking process with the low slag basicity of 1.3–2.2 at the low temperature of about 1350°C are quite limited, which are needed to be done in detail.
In this paper, a dephosphorization kinetic model for the dephosphorization stage of the new double slag converter steelmaking process was developed based on the coupled reaction model with a heat balance temperature model to predict the temperature change during the process. The industrial experiment was conducted to verify the kinetic model. The changes in the compositions of metal and slag with time were calculated. From the calculated results of the phosphorus distribution ratio and the phosphate capacity of slag, the change in dephosphorization capability of slag with the dephosphorization process was studied. The rate-controlling step of dephosphorization was investigated by comparison of the calculated P contents in the hot metal bulk and at the metal/slag interface, and P2O5 contents in the slag bulk and at the metal/slag interface. The effect of the initial Si concentration on the dephosphorization rates in the new double slag converter steelmaking process was also made clear.
The dephosphorization kinetic model
The industrial experiment of the new double slag converter steelmaking process was conducted in a steelmaking plant in China. The schematic diagram is shown in Figure 1. The decarburization (De-C) slag was left inside the converter after tapping to be splashed and reused in the next heat. The dolomite was charged during the slag splashing to cool down the leftover hot slag. In order to improve the utilization efficiency of lime and further cool down the leftover hot slag, all the lime was added into the converter before blowing. Only after the slag was fully cooled down and confirmed to be solidified, the hot metal was allowed to be charged into the converter to avoid the violent splash of hot metal. Then the scrap and the hot metal after KR (Kambara Reactor) desulphurization (De-S) were charged into the converter. Then the desiliconization (De-Si) and dephosphorization (De-P) were conducted. During the De-P stage, two batches of sintered ore were added into the converter to promote the formation of the molten slag. No flux other than sintered ore was added during the De-P stage. After 331 s of blowing, the slag was poured out as much as possible by tilting the converter. Then the decarburization was carried out in the same converter. The present paper focuses on the kinetic study on the De-P in the new double slag converter steelmaking process. Schematic diagram of the new double slag converter steelmaking process.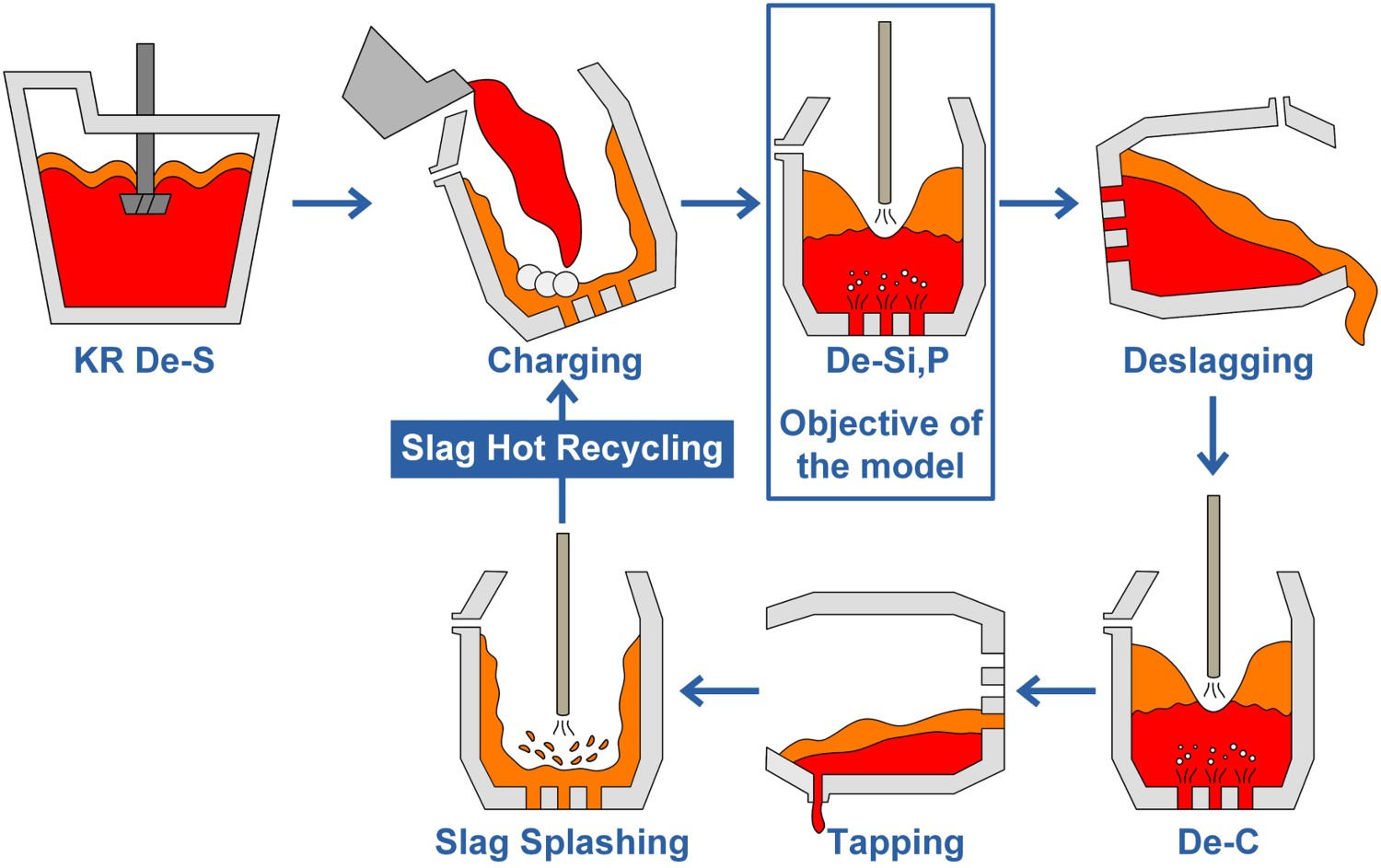
The new dephosphorization kinetic model is developed based on the coupled reaction model [11]. In the steelmaking process in Basic Oxygen Furnace (BOF), the reactions proceed under non-equilibrium conditions. In order to simplify, it is assumed that the reactions at the metal/slag interface are always in the equilibrium state.
The reactions considered in this model are shown in Equation (1). After KR desulphurization as shown in Figure 1, the sulphur concentration in the hot metal is lower than 50 ppm, which is not usually further decreased in the following De-P stage. So the model does not take the desulphurization into consideration. On the other hand, sulphur in the metal phase does not react with oxygen directly, but reacts with the calcium oxide in the slag phase, as shown in Equation (2). The consumption of calcium oxide and the generation of oxygen will unnecessarily complicate the calculation if the desulphurization is considered. Since the dolomite wasn’t added during the De-P stage, the change in magnesium oxide content in the slag is ignored and the weight of MgO is regarded as a constant. The mass transfer coefficients of various contents in the metal phase are assumed to be equal, so are those of various contents in the slag phase.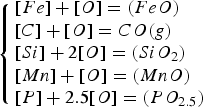

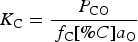
The equilibrium constants of Equation (1) can be represented as Equations (3) and (4).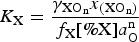















The compositions and molarities of slag.
The equilibrium constants in Equations (3) and (4) can be modified to the effective equilibrium constants of 



The superscript 










The molar fluxes considered in the present model are shown as Equations (12)–(15).






The mass conservation equation of oxygen can be obtained by combining Equations (12)–(15), as shown in Equation (16).




Furthermore, the equilibrium constants of 


The mass transfer coefficient in the slag phase of 



















The mass transfer coefficient in the hot metal phase of 



The unknown parameters in the oxygen mass conservation equation of Equation (16) are the mass per cent of the compositions at the metal/slag interface. These unknown parameters can be expressed as equations correlated with the unknown quantity of 


C concentration at the interface is represented as Equation (24) by combining Equation (7) with Equation (13).


Si, Mn, and P have similar expressions, as shown in Equations (25) and (26).




















Charged scrap types in industrial experiment.
The dissolution rate of the pre-charged lime is shown in Equation (30).






After a short time of reaction of 





In Equation (31), the reaction area of 

Regarding the compositions in the slag, the weight of each oxide changes after 







The new contents obtained from Equations (32) to (34) are treated as new initial contents to repeat the calculations. The repetitions depend on the reaction time and the span of time of 
The heat balance temperature model
The bath temperature during the De-P stage of the new double slag converter steelmaking process varies with the reaction time. The heat balance calculation provides a simple way to obtain the temperature change. The heat income includes the physical heat of hot metal and slag at the temperature 

Calculation of heat income
The physical heat of hot metal before the reaction of 














Reaction heats at 1623 K.
In the present work, 90% of carbon is assumed to be oxidized to form carbon monoxide, and the remaining 10% is oxidized to form carbon dioxide [48].
Calculation of heat expense
After 



The initial temperature of the scrap is 298 K. The scrap absorbs the heat from the hot metal with time, and its temperature keeps rising. The temperature change of the scrap with time can be calculated based on the unsteady heat conduction principle as shown in Equation (41).







Since the four types of scrap have different radii as shown in Table 3, the temperature distributions inside the four types of scrap are calculated respectively according to Equation (41). The effects of weight and radius changes of the scrap through the scrap dissolution model should also be considered. The melting heat of scrap of 




The added sintered ore also absorbs heat. The melting heat of sintered ore of 

Calculation of heat balance
Equations (35), (37), (40)–(44) can be modified to a heat balance equation, as shown in Equation (45).

To conduct the calculations of the coupled reaction model and the heat balance temperature model, the programming language of Python was used. In the first step, the initial data and conditions were inputted into the model, such as the constants in the equations, the initial mass per cent of compositions, the converter blowing parameters, the weights of hot metal and slag, etc. Then, through the calculation method described above, the new mass per cent of compositions and temperature could be obtained. Finally, the original mass per cent of compositions and temperature were replaced by the new ones. The process was repeated until the time was greater than the preset reaction time.
Results and discussion
Experimental and calculated conditions
Experimental and calculated conditions.



Initial concentrations, temperatures, and weights of scrap, hot metal, and slag.
Moreover, two batches of sintered ore were added into the converter during the De-P stage. The contents other than iron oxide in the sintered ore were ignored. The weights of two batches of sintered ore were 1046.64 and 837.48 kg, which were added at 60 and 240 s, respectively.
Added fluxes in industrial experiment.
Experimental and calculated results
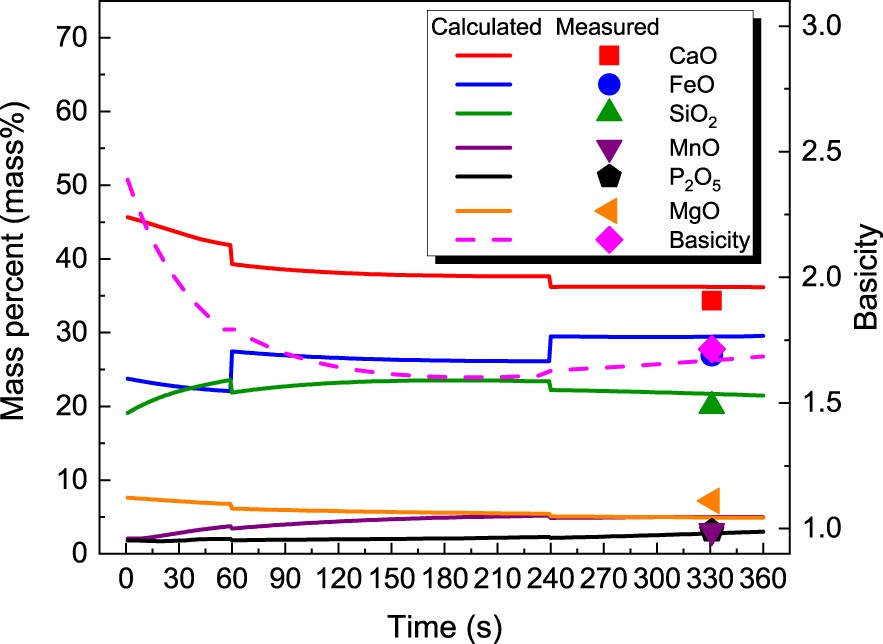
Figure 2(a) is the changes in hot metal compositions with time, and Figure 3 displays the changes in slag compositions and basicity with time. The lines represent the calculated results, while the symbols represent the industrial experiment results. The De-P stage of this industrial experiment took 331 s. In the course of the experiment, no intermediate sampling or temperature measurement could be conducted, so that there were only 0-s and 331-s experimental results. (a) Changes in hot metal compositions with time, (b) the influence of lance height on the decarburization rate. Changes in slag compositions and basicity with time.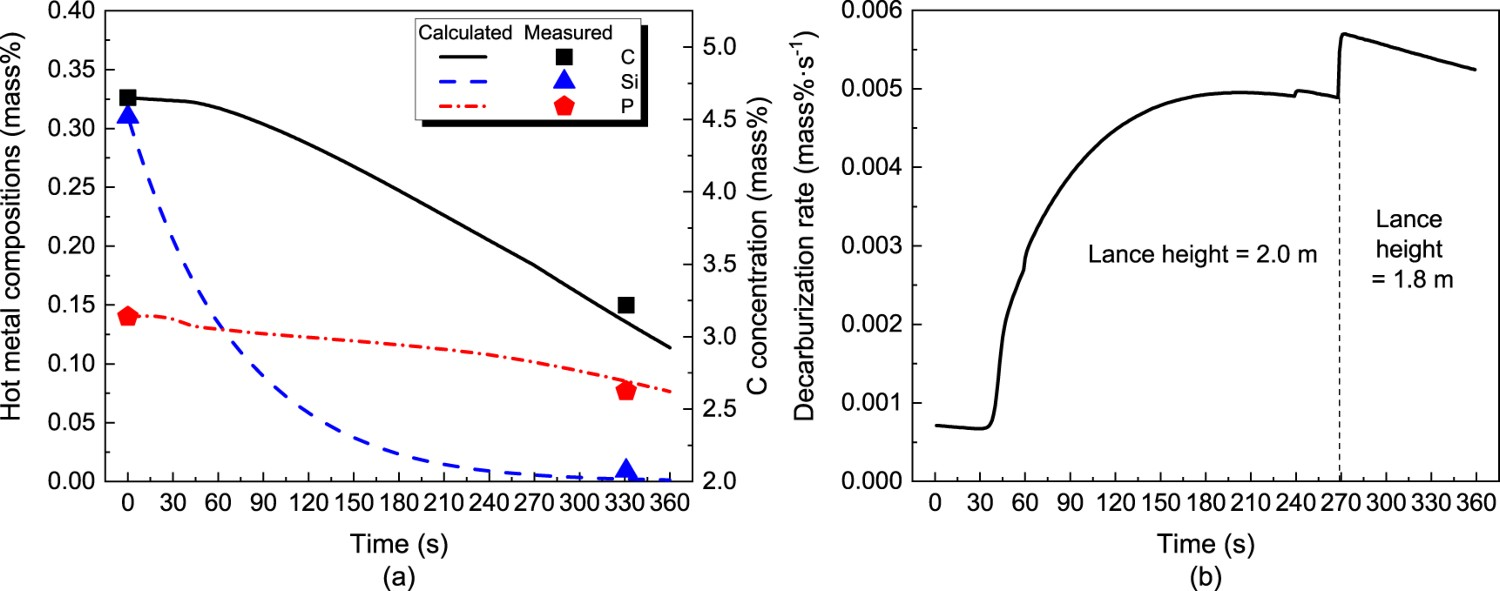
As shown in Figure 2(a), all the contents of [%C], [%Si] and [%P] in the hot metal show a downward trend. The desiliconization reaction drastically occurs firstly. After six minutes of blowing, only a trace of [%Si] can be detected. Both the decarburization and dephosphorization begin to proceed about one minute after blowing. This is in agreement with the results obtained by Ohguchi et al. [11] that only when the [%Si] is reduced to a certain extent, the decarburization and dephosphorization can be taken place. It can be seen in Figure 2(a) that the calculated results of [%C], [%Si], and [%P] are very close to the industrial experiment results.
Figure 2(b) represents the change in decarburization rate with time. It can be seen that when the lance height changes from 2.0 to 1.8 m, the decarburization rate increase, which shows a similar trend to Dering et al.’s results [35].
In Figure 3, the changes in slag compositions with time are displayed. The additions of two batches of sintered ore at 60 and 240 s lead to two sudden rises in the curve of (%FeO). As the proportion of FeO increases, the concentrations of other compositions in the slag decrease accordingly. (%SiO2) and (%MnO) have upward trends due to the oxidation reactions of Si and Mn, respectively. The additions of two batches of sintered ore keep the final content of FeO at about 30 mass% after the De-P stage finished, which is conducive to the formation of foaming slag. The decrease of (%CaO) is due to the increases of SiO2, MnO, and P2O5 contents in the slag. Since MgO does not participate in the reaction, (%MgO) changes little. The content of P2O5 first rises and then remains unchanged, which is in correspondence to the calculation result of [%P] in Figure 2. It can be seen that the calculated results are in good agreement with the industrial experiment results, and the present kinetic model has good accuracy in the prediction of slag concentration. Figure 3 also displays the basicity change with time. The basicity of slag is obtained by dividing the concentration of calcium oxide by the concentration of silicon dioxide (
The change in bath temperature with time is shown in Figure 4. The temperature is calculated with the heat balance temperature model. As the reaction progresses, the bath temperature first decreases because of the dissolution of scrap. Then the temperature keeps rising due to the exothermic reaction. In the present work, in order to improve the utilization efficiency of lime, all the lime was added into the converter before charging scrap and hot metal. This method can increase the contact time between the lime and the hot metal to promote the melting of the lime. For this reason, the lime has already been heated for a few minutes before the oxygen gas blowing begins. The cooling effect of scrap is calculated based on the unsteady heat conduction principle. As shown in Figure 4, the curve of temperature has two inflection points at 60 and 240 s, respectively, due to the additions of two batches of sintered ore at these times. The sintered ore with a room temperature of 298 K absorbs a lot of heat after being added into the converter, resulting in the drops of the bath temperature. Under the present experimental conditions, the bath temperature rises from 1623 to 1708 K in 360 s. Change in bath temperature with time.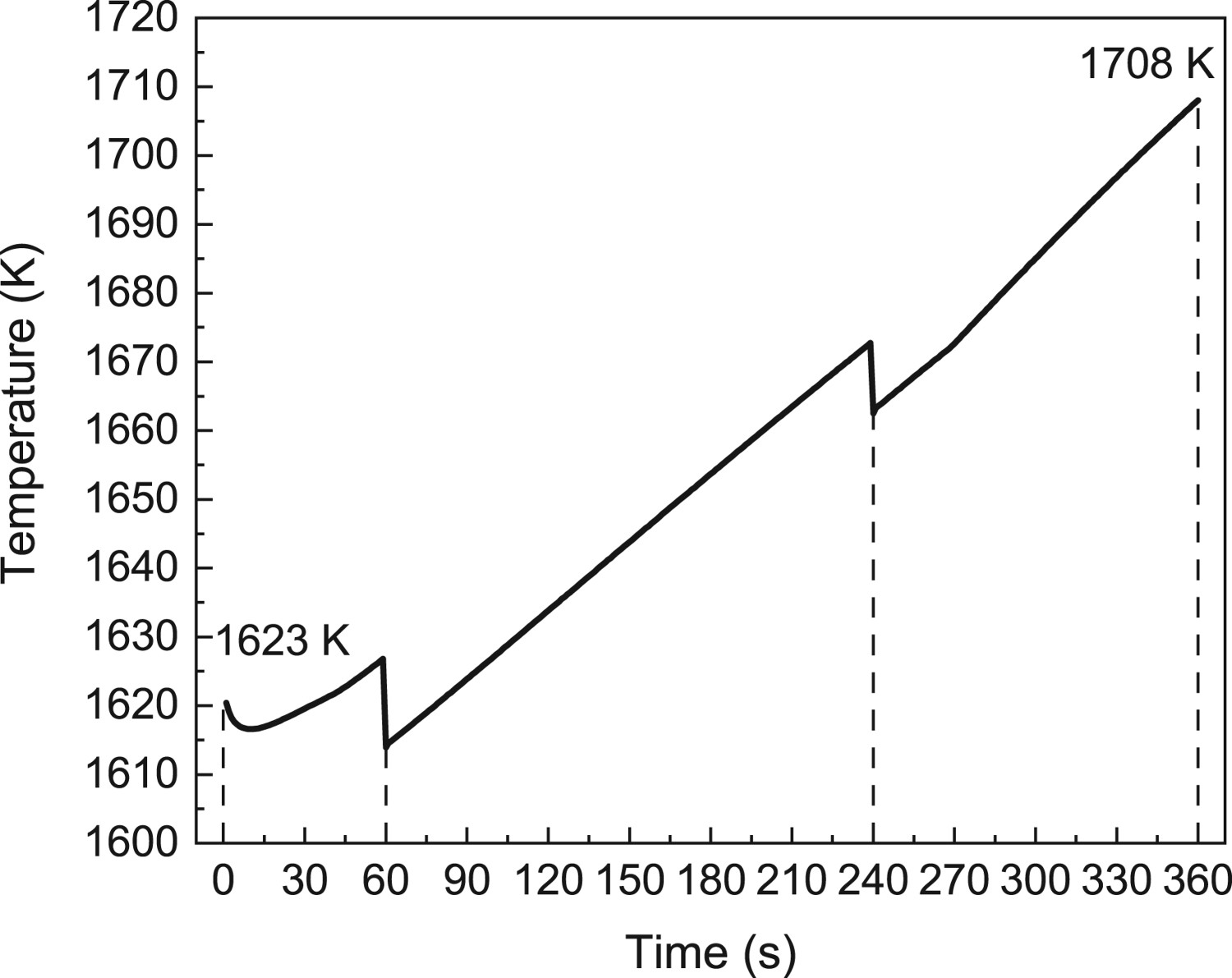
The changes in [%P] with time under different temperature models are shown in Figure 5. The three temperature models are the constant temperature of 1623 K, the constant temperature of 1698 K, and the temperature calculated by the heat balance temperature model in the present work as shown in Figure 4, respectively. 1623 and 1698 K are the initial temperature and the final temperature of the De-P stage in the new double slag converter steelmaking process, respectively. When the temperature during the De-P stage is kept at the constant value of 1623 K, the [%P] value in hot metal decreases at the fastest rate. It shows that the low temperature is conducive to dephosphorization. After 331 s of blowing, the calculated [%P] at constant temperatures of 1623 and 1698 K are 0.0671% and 0.0927%, respectively. When the heat balance temperature model is applied, the P prediction results are better rather than those predicted by using the fixed temperatures. The calculated [%P] value in this case is 0.0852%, which is closest to the experimental results of 0.0769%. It can be seen that there is a small increase in [%P] in the early period of the De-P stage. This is the rephosphorization phenomenon caused by the high concentration of P2O5 in the recycled decarburization slag and the low interfacial oxygen potential due to the high initial [%Si]. The rephosphorization phenomenon is more obvious at high-temperature condition of 1698 K. Changes in [%P] with time under different temperature models.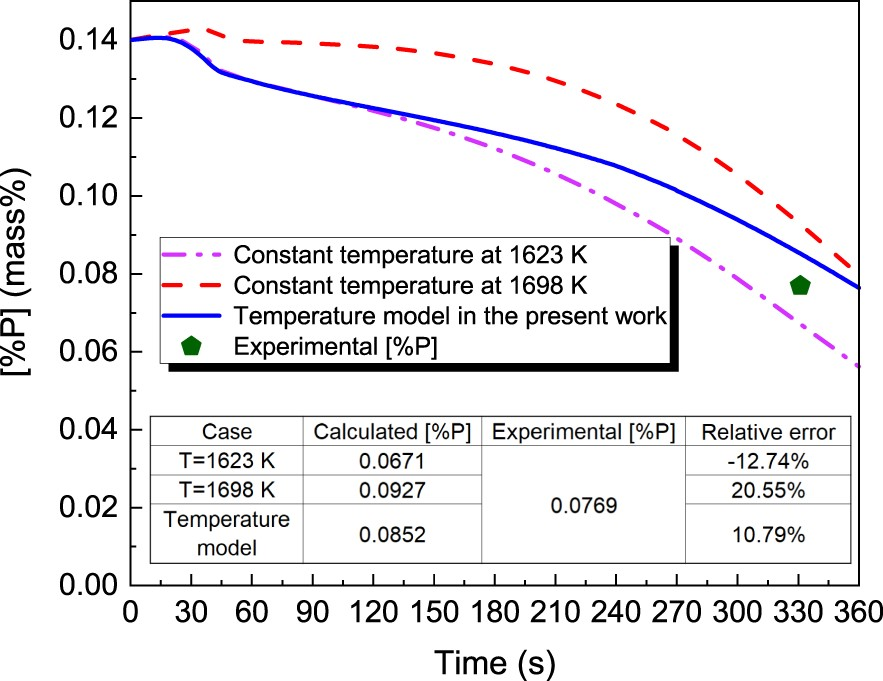
The changes in basicity and FeO content under three temperature conditions are shown in Figure 6. It can be seen that the results of constant temperature at 1623 K and temperature model in the present work are similar in both basicity and FeO predictions. However, the results of constant temperature at 1698 K are a little different. It seems that the FeO prediction with a constant temperature at 1698 K is the closest to the experimental result, but in fact, the errors of these three temperature conditions are all small. Changes in basicity and FeO content with time under different temperature models.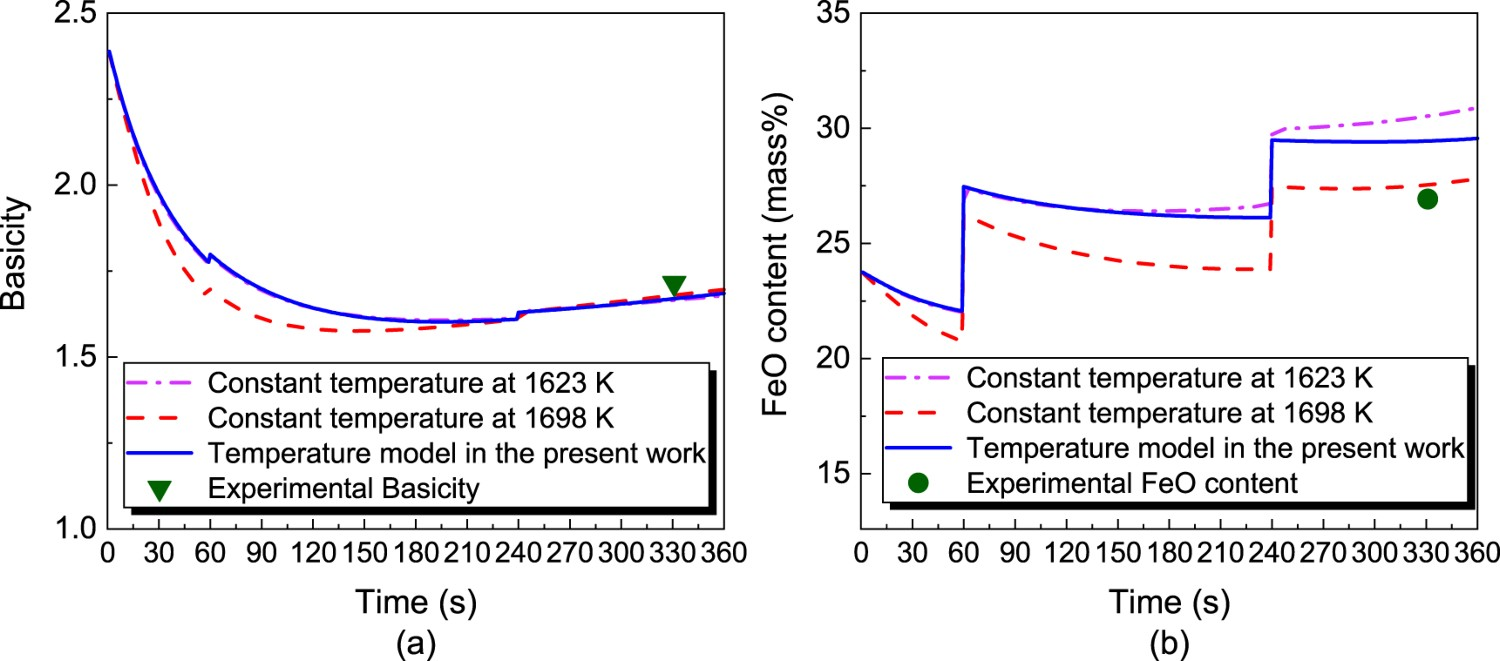
Since the predictions of the composition changes and the temperature change are reliable, the phosphorus distribution ratio and the phosphate capacity are calculated to study the dephosphorization effect of the recycled decarburization slag.
The phosphorus distribution ratio of 





Optical basicity of various oxides.
Through Equations (47)–(49), the calculated results of changes in Changes in 






Rate-controlling step of the dephosphorization
The concentrations of P in the hot metal of Relationships between P contents in the hot metal bulk and at the metal/slag interface, and P2O5 contents in the slag bulk and at the metal/slag interface.







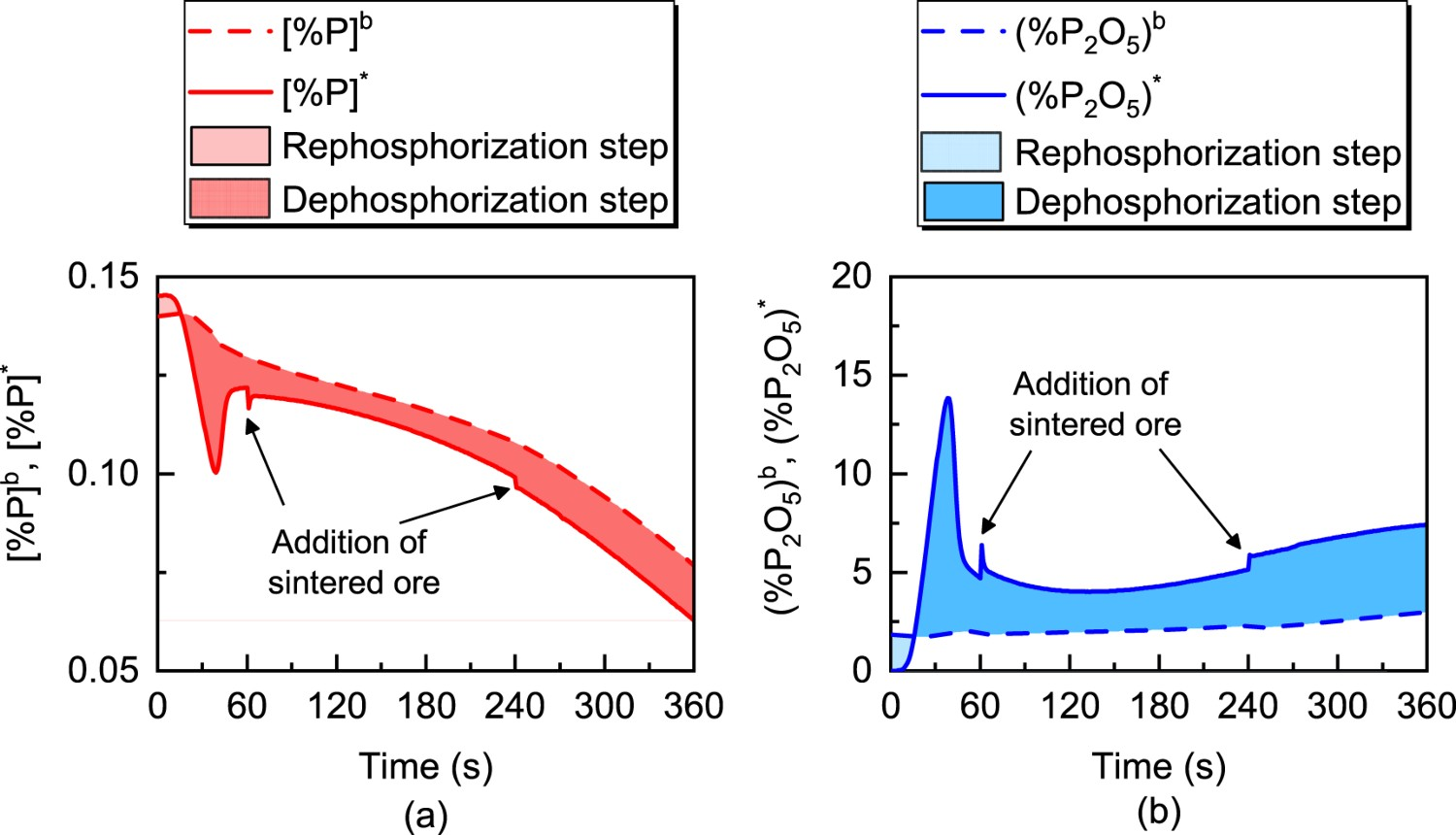
Regarding the mass transfer of P2O5 in the slag phase, the changes in 





The addition of sintered ore will cause a reduction in the value of 

Regarding the Rate-Controlling Step (RCS) of the dephosphorization, there are three cases as shown in Figure 9. In the case in Figure 9(a), when the P concentration at the metal/slag interface is much lower than that in the bulk of the hot metal, while the P2O5 concentration in the bulk of the slag and at the interface are almost the same, the RCS is the mass transfer of P in the hot metal. In the case in Figure 9(b), the P concentration in the bulk of the hot metal and at the interface is almost the same, while the P2O5 concentration at the interface is much higher than that in the bulk of the slag. The RCS is the mass transfer of P2O5 in the slag. Figure 9(c) indicates that the RCS are mixed control of the mass transfer of P in the hot metal and P2O5 in the slag when the P concentration at the metal/slag interface is much lower than that in the bulk of the hot metal, and the P2O5 concentration at the interface is much higher than that in the bulk of the slag. Schematic diagram of P and P2O5 concentration near the hot metal/slag interface.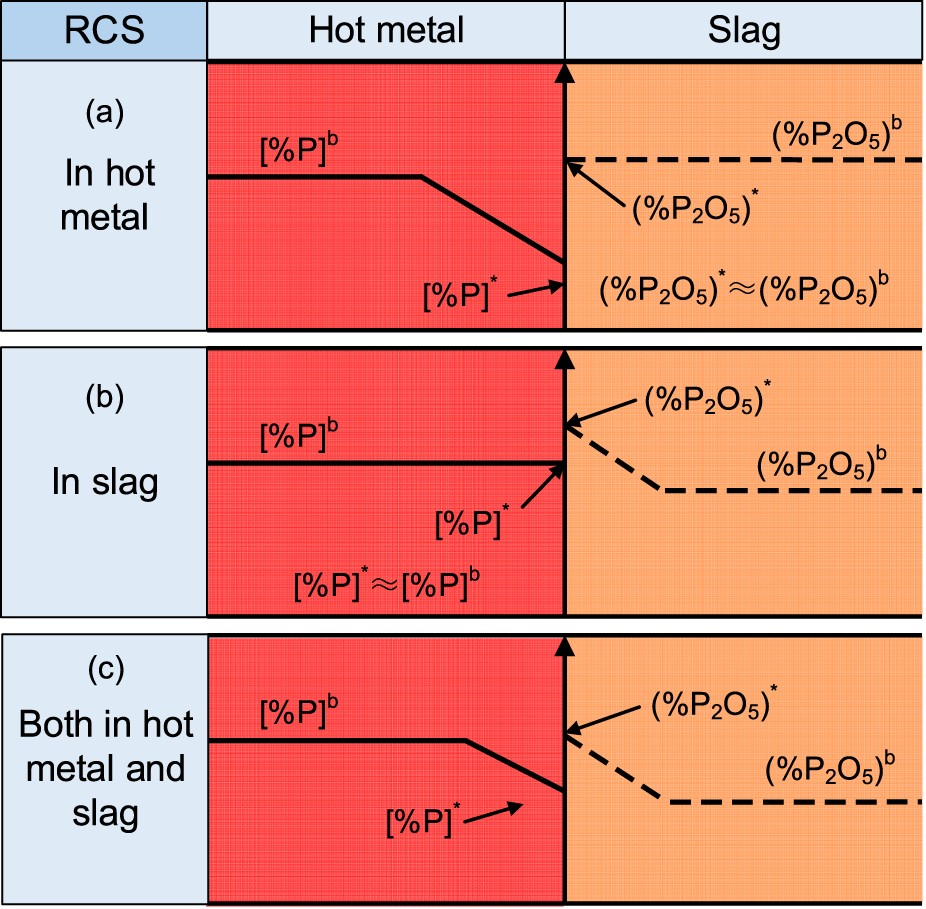
In Figure 8, during the dephosphorization step, there are both large P content gradients and P2O5 content gradients near the metal/slag interface, which is consistent with the case in Figure 9(c). Therefore, both the mass transfer of P from the bulk of hot metal to the interface and P2O5 from the interface to the bulk of slag are the rate-controlling steps.
Effect of the initial Si concentration
Using the model, one can calculate the behaviour in the De-P stage under different conditions. In steelmaking plants, the initial Si concentration in the hot metal of 



Figure 10(a) shows the changes in [%Si] with time with different values of initial Si concentrations in hot metal. It can be seen that the Si concentrations decrease rapidly and reach a very low concentration in less than 3 min in all cases. Changes in [%C] with time with different values of Changes in [%Si] and [%C] with time with different values of 


Figure 11 shows the changes in [%P] with time with different values of Changes in [%P] with time with different values of 






It can be concluded that when the value of Transient rephosphorization step with different duration time is caused by the high (P2O5) content in the recycled decarburization slag and the duration time deeply depends on the value of Fast dephosphorization step begins when the Si concentration in the hot metal decreases to a certain extent.

The changes in interfacial oxygen activity of Changes in 








The interfacial oxygen activity plays an important role in the progress of dephosphorization. Sato et al. [19] suggested that the high interfacial oxygen activity enables rapid dephosphorization rate, and the dephosphorization occurs when 







Conclusion
The dephosphorization kinetic model combining the coupled reaction model with a heat balance temperature model is developed for the dephosphorization (De-P) in the new double slag converter steelmaking process. The calculated results were verified with the 220-ton industrial experiment results. The following conclusions can be drawn: The calculated [%C], [%Si], and [%P] in the hot metal and the compositions in the slag are in good agreement with the industrial experiment results. The temperature change during the De-P stage can be obtained through the heat balance temperature model in the present work. When the heat balance temperature model is applied, the P prediction results are better rather than those predicted by using the fixed temperatures. The calculated phosphorus distribution ratio increases with the refining time. The phosphate capacity shows a downward trend with time due to the decrease in basicity and the increase in temperature. The rate-controlling step of the dephosphorization is determined to be the mixed control of the mass transfer of P in the hot metal and P2O5 in the slag since there are large gradients of both P and P2O5 contents near the metal/slag interface. In the cases of the different initial silicon concentrations, the De-P stage can be divided into two steps: the rephosphorization step and the dephosphorization step. As the initial Si concentration is increased, the interfacial oxygen activity required for starting the dephosphorization is increased, leading to the delay of the dephosphorization start time.
Footnotes
Acknowledgements
The authors gratefully acknowledge the financial support from the Natural Science Foundation of China (No. U1960202), and the Science and Technology Commission of Shanghai Municipality (No. 19DZ2270200).
Disclosure statement
No potential conflict of interest was reported by the author(s).