
Abstract
The reaction behaviour and mechanism of carbon and mould fluxes during the heating process were deeply considered through TG-FTIR, XRD, DSC, and SEM techniques. The results showed that: there were four main stages of weight loss for slags during heating process. One hundred to 300 °C and 300–500°C were the volatilization of free water and bound water, respectively. Five hundred to 800°C was the decomposition process of carbonate. However, at 800–1400°C, CaO–SiO2–CaF2 slag was the reaction of slag component themselves. CaO–SiO2–CaF2–C series slags were the reaction behaviour between carbon and slags (C and Ca2SiO4, Ca4Si2O7F2). The DSC and SEM analysis illustrated that the solid phase reaction temperature range of CaO–SiO2–CaF2–C being 1320–1370°C was larger than that of CaO–SiO2–CaF2 being 1070–1250°C. Additionally, CaO–SiO2–CaF2 slag was completely molten at 1400°C, while CaO–SiO2–CaF2–C did not, suggesting that the sintering and melting process were suppressed by carbon.
Introduction
Nowadays, 96% of steel shells in the world are produced by the continuous casting technology [1,2]. Mould fluxes mainly consisting CaO, SiO2, CaF2, and carbon are vital function materials added to mould and play an important role in the continuous casting process [3–5]. During the whole continuous casting process, mould fluxes have gone through two important stages. One is the heating stage including the sintering and melting process, which are strongly related to the thermal insulation and lubrication performance of mould fluxes [6,7]. The other is the cooling stage, in which the crystallization and solidification behaviour of mould fluxes are formed. It controls the heat transfer behaviour between mould and solidified steel shells [8,9].
In the above processes, carbons have a dramatic function [10,11]. Carbon can inhibit the excessive sintering behaviour and control the melting rate of mould fluxes [12,13]. It is mainly because of their high-melting point, large specific surface area, and large contact angle between carbon and slag powder, which can impede the accumulation process of mould fluxes [14,15]. Theoretically, in air atmosphere, carbon will react completely with oxygen to form carbon monoxide and carbon dioxide, and then escape from the mould in continuous casting process. However, during the actual casting process, a typical three-layer slag structure (powder-slag layer, sintered layer, and molten slag layer) were formed in mould, which means that a temperature gradient existed in the different slag layers. Similarly, the atmosphere, pressure, and other aspects also have a gradient at the different slag layers [16]. Therefore, the carbon in mould fluxes cannot be completely burn out in the actual casting process. Many researchers found that a carbon-rich layer was formed between the sintered layer and molten slag layer [17–19]. Besides, scholars also discovered that a few carbons will dissolve in molten slags, even participating the construction of molten slag structure, and then influencing the physicochemical properties of slags [20–23]. As is known to us all, carbon is a strong reducing agent. At high temperature, the affinity of carbon to oxygen is larger than some pure metals such as Cu, Fe, Al, W, Mo, and so no [24–28]. Hence, industrially, carbon is generally used to reduce metal oxides and non-metal oxides to prepare the corresponding metal and non-metal. For example, in the field of ironmaking and silicon smelting, the metallic iron and industrial silicon were prepared by the reduce reaction between carbon and iron oxide and carbon and silicon dioxide [28,29]. However, in the field of slag, the past relevant literatures usually ignored the reaction behaviour between carbon and slags for the convenience of research [1,4,7]. Therefore, when the physiochemical performance characterization experiments of slags such as viscosity, crystallization, melting point, structure, and so on were conducted, the carbon added to the mould fluxes must be first removed. Naturally, the obtained results were not so accurate for evaluating the behaviour of mould fluxes in the actually casting process. Just for this reason, the slag rims and carbon-rich layer problems causing serious steel shells quality are still not under effective control, which are strongly related to the carbon behaviour in mould fluxes [13,15]. Therefore, there is a great requirement to understand the reaction behaviour between carbon and mould fluxes and the corresponding mechanism, which can achieve a better quality control of steel shells.
In this paper, TG-FTIR (a thermogravimetric analyzer coupled with Fourier transform infrared spectrometer) and XRD (X-ray powder diffraction) were adopted to investigate the reaction behaviour between carbon and mould fluxes during the heating process. Besides, the reaction temperature range and the microstructure of mould fluxes were also analysed by DSC (Differential Scanning Calorimetry) and SEM (Scanning Electron Microscope). It could supply a better understanding of mould flux's behaviour in the ‘black box’ (mould) and a theoretical guidance for the design of mould fluxes.
Experimental procedure
Sample preparation
The basic physical parameters of carbon black.
The designed and measured chemical compositions of samples (wt-%).
Experimental methods
A thermogravimetric analyzer coupled with Fourier transform infrared spectrometer (TG-FTIR) was employed to visualize the reaction behaviour between carbon black and slags in heating process. A stainless steel pipe equipped with a 300°C heater was employed to connect TG (STA 449F3, Netzsch, German) and FTIR (Nicolet Is50, Thermofisher, America). Before experiments, the calibration process was conducted for the balance of TG using standard weights. Then, 200 mg sample was placed in an alumina crucible (99.9% purity) (Φ18 mm×h6 mm) and heated from 100 to 1400 °C at a heating rate of 10°C /min under N2 (99.98%, 80 mL/min).
DSC (STA 449F3, Netzsch, Germany) was performed to understand the temperature range of reaction in slag during the heating process. The calibration work was conducted using four kinds of metal samples (In, Zn, Al, and Au) to optimize the temperature and sensitivity of the instrument before the experiment. After that, 15 mg sample was placed in an alumina crucible (99.9% purity) (Φ6.4 mm×h4 mm) and heated from 100 to 1400°C at a heating rate of 10°C /min under N2 (99.98%, 80 mL/min).
X-ray diffraction (XRD) was used to identify the formed mineralogical phase in slags at different temperatures in heating process. The characteristic XRD patterns were conducted using Cu–Ka radiation at a scan rate of 10°/min over the 2θ range of 10°–90°. Scanning Electron Microscope (SEM) was employed to consider the microstructure of slags at different temperatures during heating process.
Results and discussion
TG-FTIR analysis
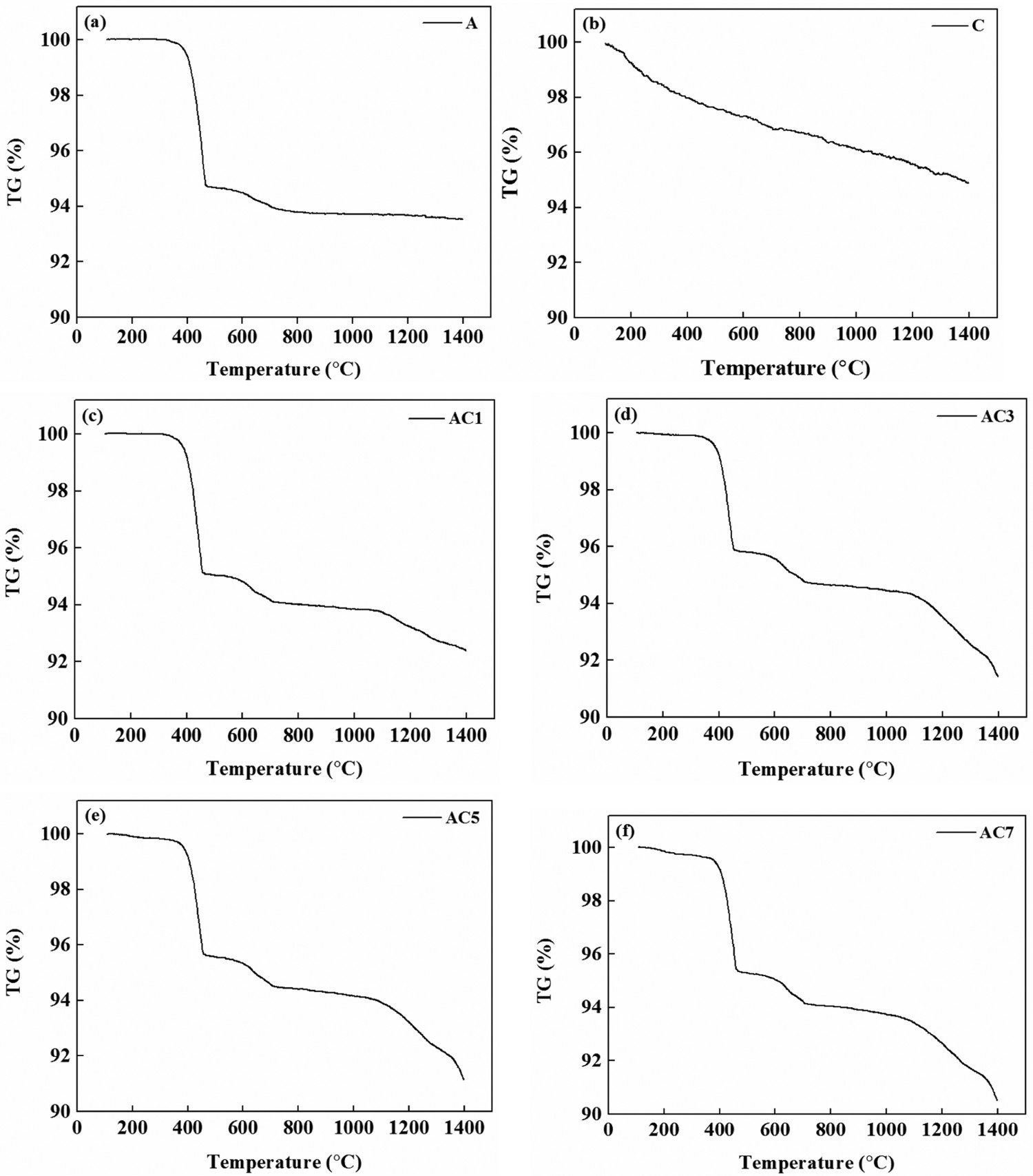
Figure 1 shows the TG curves of all the samples. It could be observed that the TG curve of carbon black (Figure 1(b)) decreased all the time throughout the heating process. The TG experiment of carbon black was conducted three times to ensure the accuracy of the results, which exhibited the same decreasing trend. It could be first found that a visible weight loss was formed between 100 and 300°C. It was mainly caused by the water volatilization. Besides, a slight acceleration of weight loss occurred at 1100–1400°C, especially at 1300–1400°C. At the other temperature ranges, the weight loss curve exhibited a gentle decreasing trend. It was because of the volatilization of ash and volatile matter and the oxidation of carbon black. The carbon black is impure and usually includes unstable polyaromatic hydrocarbons which can be extremely easily oxidized under high temperature conditions. In addition, although the protective gas (N2) was employed in the experiment, there was still trace amounts of oxygen in protective gas. As for the TG curves of slags samples, it could be observed that there were mainly four stages of weight loss: 100–300, 300–500, 500–800, and 800–1400°C. Among them, 100–300°C was the volatilization of free water. Three hundred to 500°C was the volatilization of bound water in Ca(OH)2. Five hundred to 800 °C was the decomposition reaction of CaCO3. CaO is unstable. It can absorb moisture and CO2 from air to form Ca(OH)2 and CaCO3. Eight hundred to 1400°C was the reaction between slag components (Equation (1)) [30], solid phase reaction, and the reaction between carbon black and slags. A slag only occurred the components reaction at 800–1400°C. For AC series slags except AC1, it should be noted that two stages of weight loss were occurred at 800–1400°C. They were 800–1300 and 1300–1400°C, which corresponded the reaction between carbon black and different mineralogical phases in slags (the detailed analysis is shown below). For AC1 slag, there was only one stages of weight loss. While, it was different with the weight loss of A slag. In order to better understand the reaction behaviour of slags during heating, the quantification analysis was conducted using the professional NETZSCH thermogravimetric analyzer software (Proteus Analysis), shown in Table 3. It could be found that the weight loss at different temperature ranges for AC series slag all increased with an addition of carbon black, which was because that the weight loss in AC series slag not only concluded the weight loss of slags themselves but also the weight loss of carbon black and the reduction caused by the reaction between carbon and slags. It could be clearly verified by comparing the weight loss of AC series slag and A slag at 800–1400°C. The weight loss of A slag without adding carbon black at 800–1400°C was 0.26%, which was much less than that of AC series slags (such as the weight loss of AC7 slag being 3.57%), adequately suggesting that carbon black might react with slags at high temperature. Moreover, the change of weight loss for carbon black could also explain the reaction behaviour. It could be observed that the weight loss of carbon black suddenly increased in 800–1400°C (0.89–1.81%). At 100–300°C, the weight loss of AC series slags was larger than that of A slag (0.03%), which was also caused by the addition of carbon black into slags TG results of slags and carbon black. (a) A; (b) carbon black; (c) AC1; (d) AC3; (e) AC5; (f) AC7. The quantification analysis of the weight loss for each sample.
For further identify the species of the volatiles, AC7 slag with the largest carbon black content was employed to conduct the TG-FTIR analysis (Figure 2). N2 was used as the protective gas due to the no identification of FTIR to N2. However, there were still some moisture and CO2 in N2. The corresponding characteristic peaks (H2O being 1649 cm−1, CO2 being 2361 cm–1) were marked in FTIR curves [31–33]. It could be found in Figure 2(a) that only the characteristic peak of H2O were existed in FTIR curve obtained at 100°C. Figure 2(b) was the FTIR curve obtained at 300°C, showing the characteristic peaks of H2O and CO2, and the characteristic peak of H2O became stronger. It was because of the volatilization of bound water in Ca(HO)2. The FTIR curve obtained at 600°C was shown in Figure 2(c). It could be observed that both the characteristic peak of H2O and CO2 increased, especially the characteristic peaks of CO2. It was mainly because of the decomposition of CaCO3. When the temperature reached 1300°C, the characteristic peak of CO (2170 cm−1) occurred, directly proving the reaction behaviour of carbon black and slags [30]. Combined with the above analysis, it could be seen that the FTIR results agreed well with the TG results. TG-FTIR analysis of AC7 slag at different temperature. (a) 100 °C; (b) 400 °C; (c) 600 °C; (d) 1300 °C.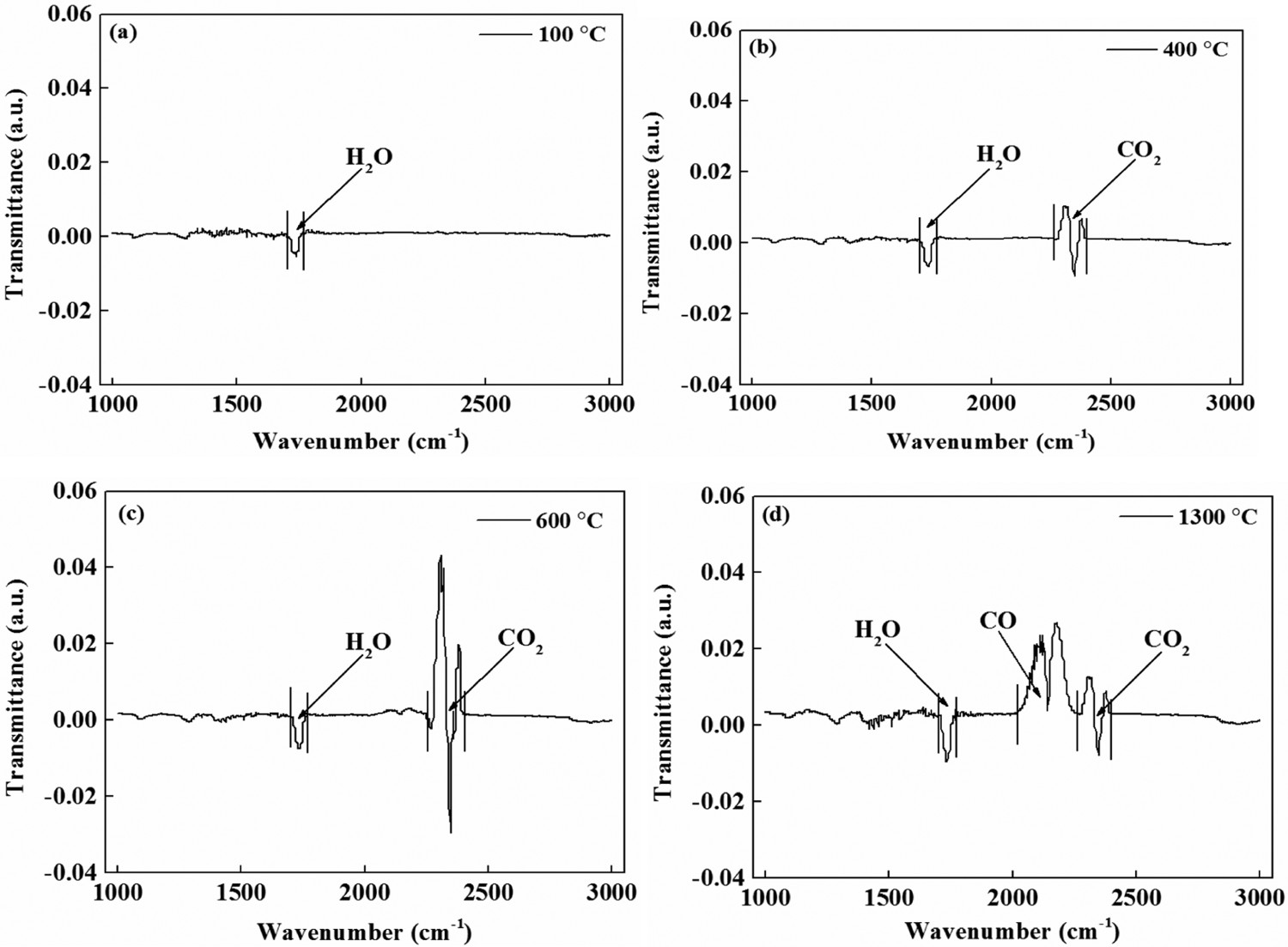
XRD analysis
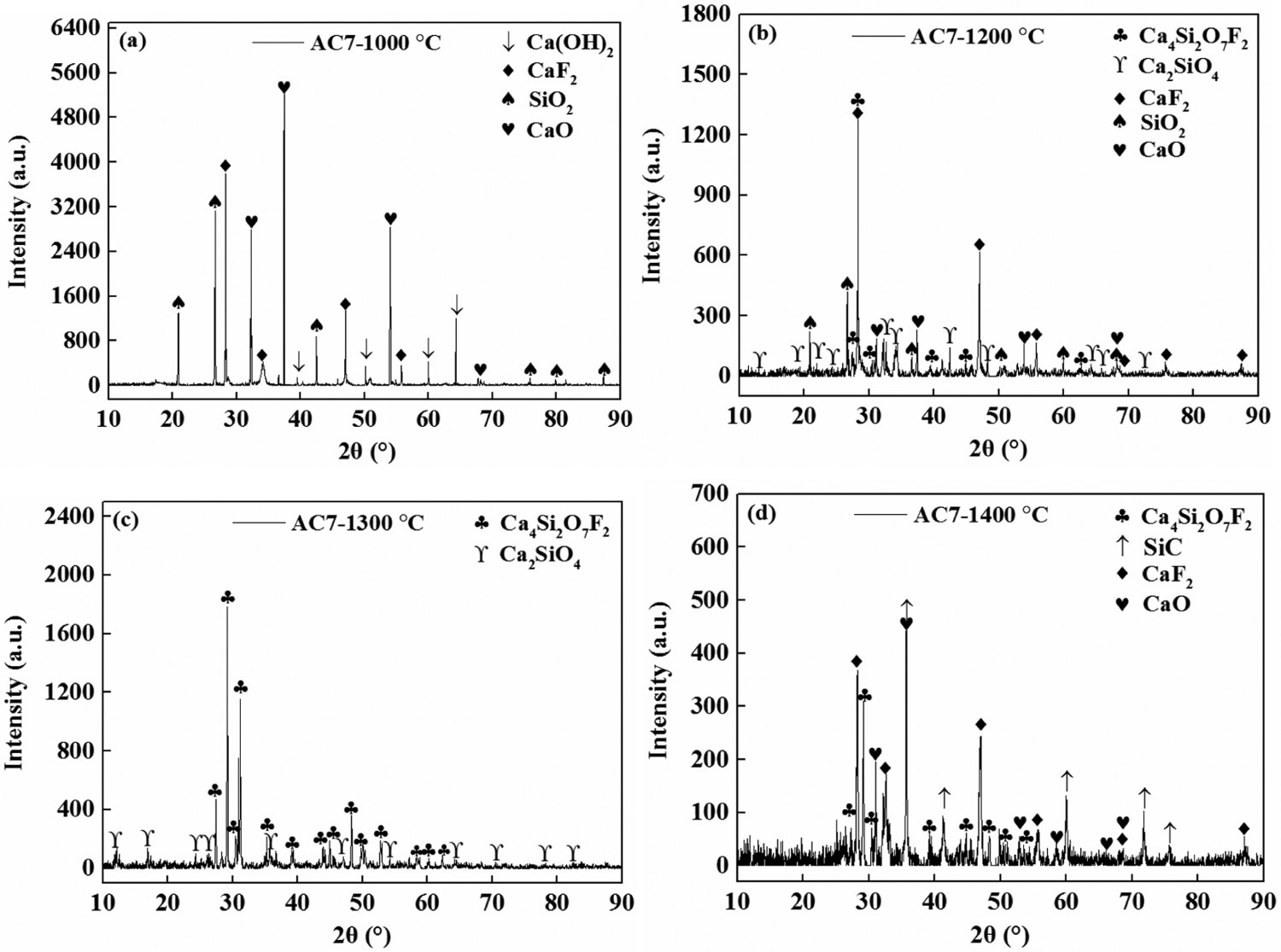
The XRD analysis was conducted to study the mineral phase transformation process of slags during heating, owing to the low sensitivity of XRD technique to a small amount of crystal phase. A and AC7 slags selected as the research object were heated to 1000, 1200, 1300, and 1400°C in TG, respectively, and then cooled down to room temperature. The obtained samples were conducted the XRD test. Since A slag had melted at 1300 and 1400°C, the XRD results of A slag at 1000 and 1200°C were employed to established the mineral phase transformation process during heating (Figure 3(a,b)). It could be observed that CaO, SiO2, and CaF2 were the main crystal phase at 1000°C. However, at 1200°C, the crystal phase changed to Ca2SiO4 and Ca4Si2O7F2 (cuspidine), showing a solid phase reaction. Figure 4(a–d) is the XRD results of AC slag at 1000, 1200, 1300, and 1400°C. It could be found that there were CaO, SiO2, CaF2, and Ca(OH)2 phases at 1000°C. At 1200°C, the main mineralogical phases were still CaO, SiO2, CaF2 phases. However, the crystallinity of mineral phase dramatically reduced, and a small amount of Ca2SiO4 and Ca4Si2O7F2 formed, suggesting a significant difference from the mineral phase of A slag at the same temperature. It illustrated that the solid phase reaction process in slags was postponed by carbon black. At 1300°C, the main crystal phase converted to Ca2SiO4 and Ca4Si2O7F2. When the temperature reached 1400°C, SiC and CaF2 phase formed, Ca2SiO4 phase disappeared, and the content of Ca4Si2O7F2 phase decreased, combined with the results of TG and FTIR. XRD analysis of A slag at different temperatures. (a) 1000 °C; (b) 1200 °C. XRD analysis of AC7 slag at different temperatures. (a) 1000 °C; (b) 1200 °C; (c) 1300 °C; (d) 1400 °C.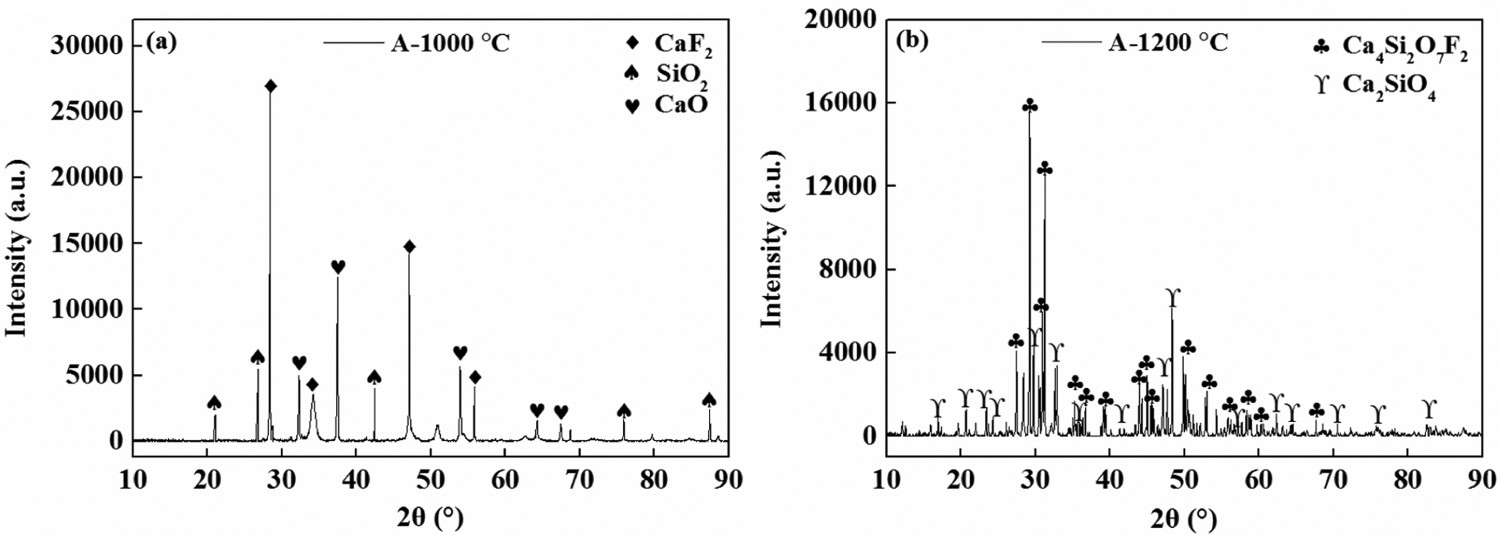
DSC analysis
The DSC experiments were performed to further verify the above analysis results (Figure 5). It could be found that there were four endothermic peaks in A slag (Figure 5(a)). The first three endothermic peaks were corresponded well with the TG results (Free H2O, Bound H2O and CO2). The large endothermic peak at 1300–1400°C was the melting process of slags. Since there was no weight loss during the melting process, no characteristic peak was formed in the TG curve. The exothermic peak at 1070–1250 °C was the solid phase reaction process (Ca2SiO4 and Ca4Si2O7F2). Figure 5(b) is the DSC curve of AC7 slag. It could be observed that the exothermic peak was occurred at 1320–1370°C, suggesting that the solid phase reaction was significantly delayed compared with A slag. Besides, at 1300–1400°C, the exothermic peak representing for the melting behaviour did also not appear. It was because that carbon black inhibited the sintering and melting behaviour of slags. DSC analysis of A and AC7 slags. (a) A slag; (b) AC slag.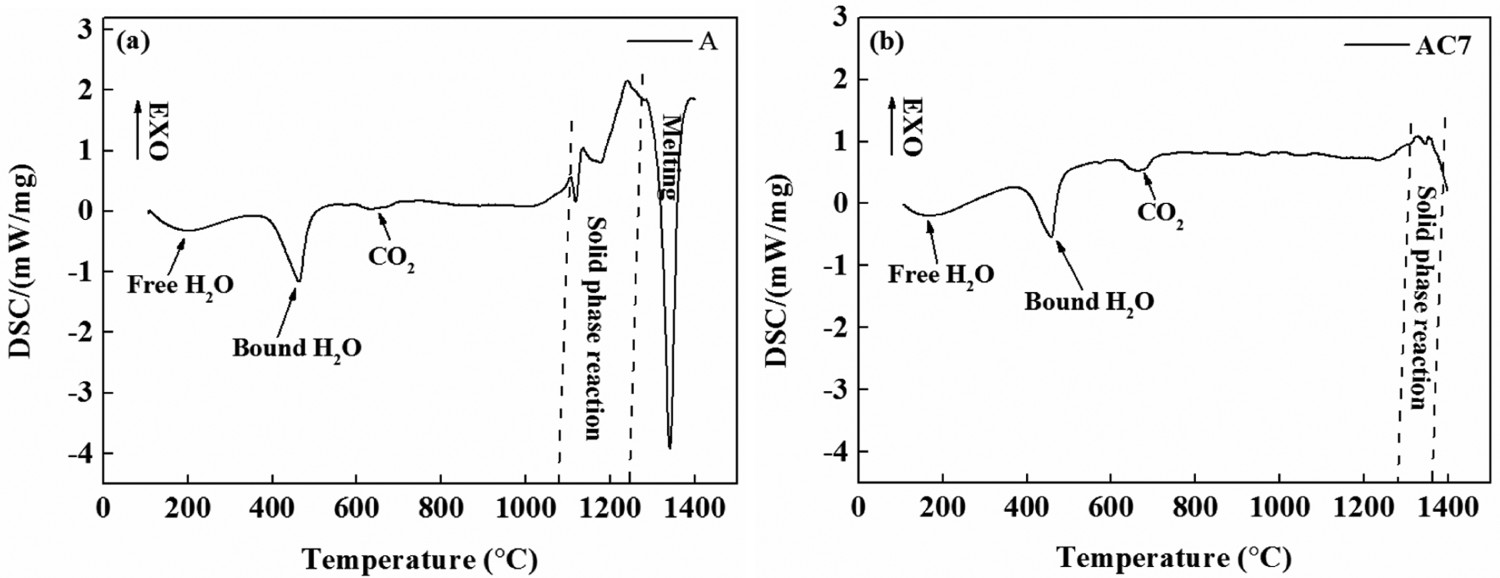
SEM analysis
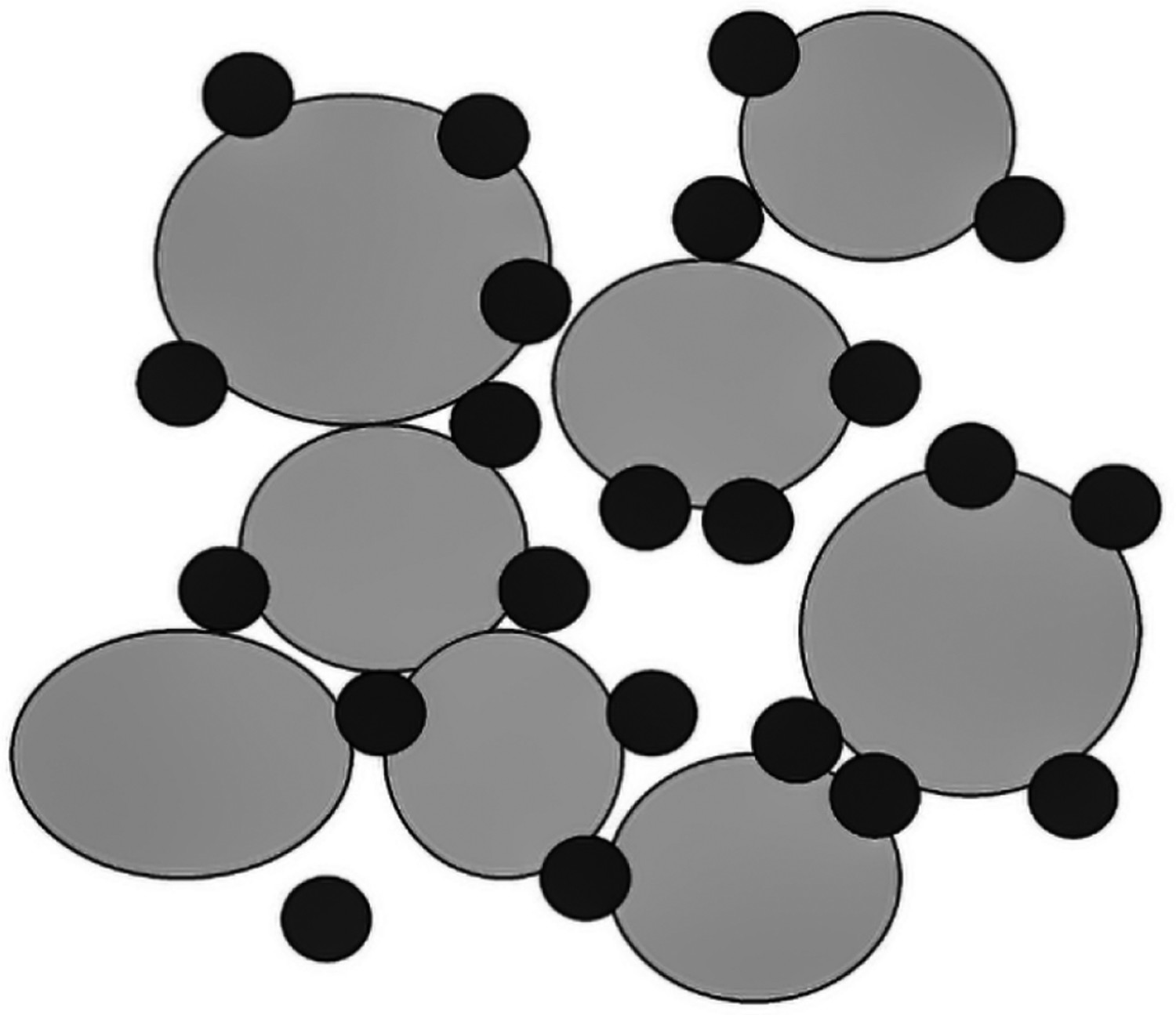
Figure 6 shows the morphology of AC7 slag at 1000 and 1400°C. It could be observed that the shape of slag particles at 1000°C was irregular. However, the irregular slag particles converted to spherical particles with the heating process. The further gathering and growth process of slag particles were not found at 1400 °C. It was because that the surface of spherical particles was coated by the high-melting point carbon black, inhibiting the sintering and melting behaviour of slags [34], which could be clearly verified by the EDS dates. The schematic diagram is shown in Figure 7. During the actual continuous casing process, the melting process could continue only after the burning out of carbon materials. In conclusion, carbon can inhibit the sintering and melting behaviour of mould fluxes. SEM results of AC7 slag at different temperatures and magnification. (a) 1000 °C, 500×; (b) 1000 °C, 3000×; (c) 1400 °C, 500×; (d) 1400 °C, 3000×. The schematic diagram of isolation of carbon for slag particles.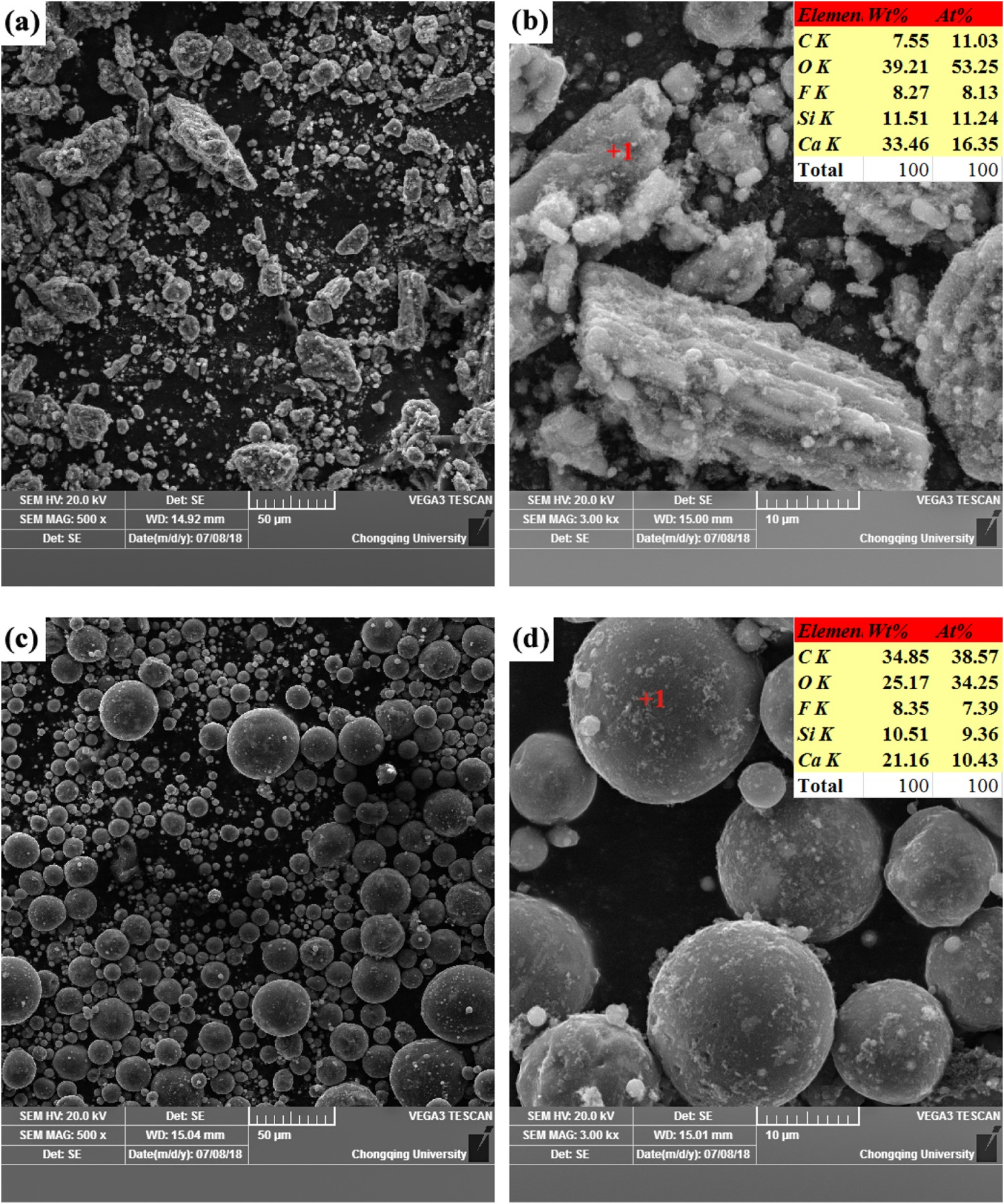
Analysis and discussion
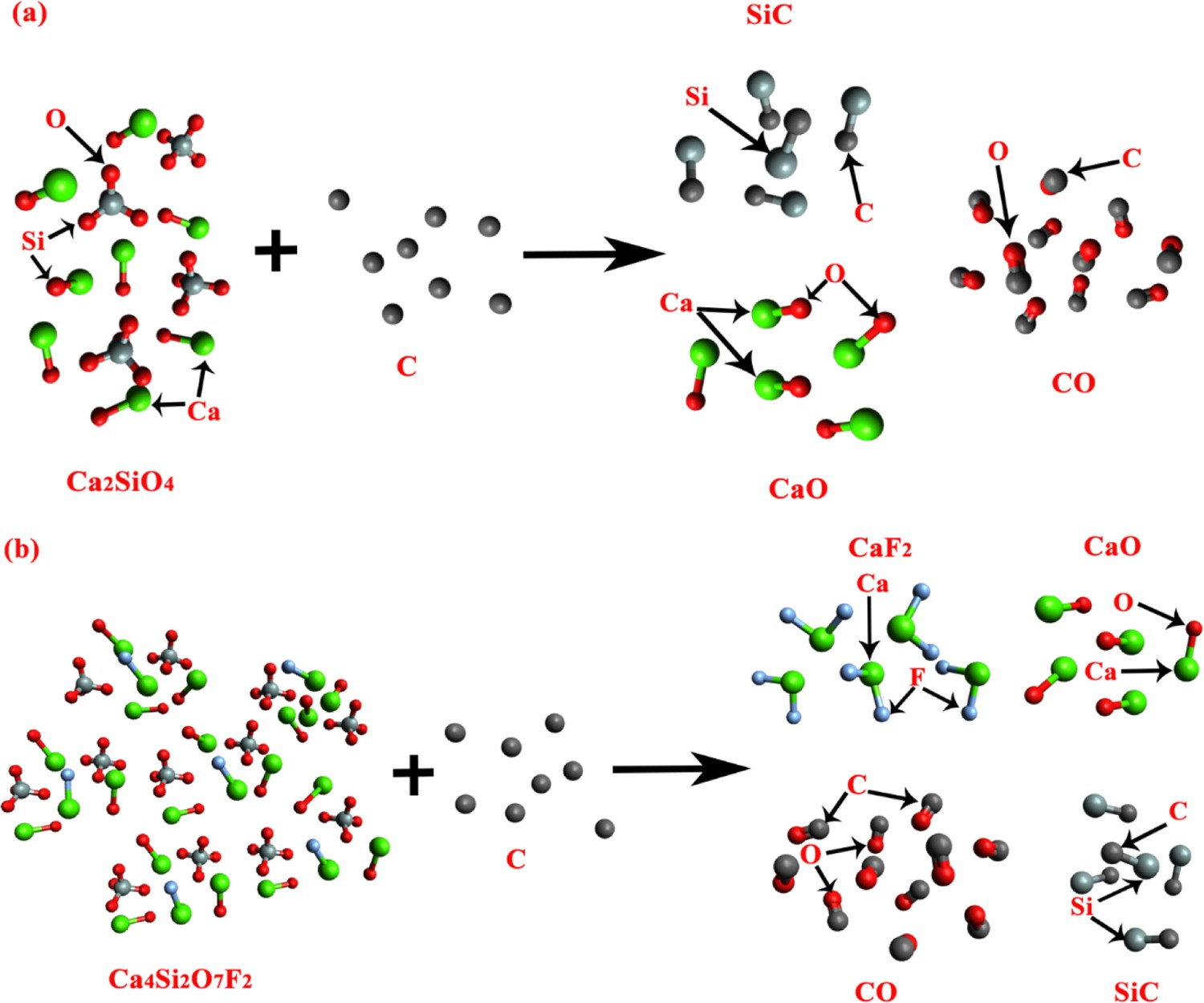
It could be further declared that carbon black reacted with slags at high temperature (Equations (2) and (3)). Figure 8 is the schematic diagram of reaction between carbon and formed solid phases. It clearly reconstructed the reaction history of carbon in mould fluxes during heating process, corresponding well to the XRD results Schematic diagram of reaction between carbon and formed solid phases. (a) Ca2SiO4; (b) Ca4Si2O7F2.

The reaction behaviour of CaO–SiO2–CaF2 slags containing carbon during heating was systematically evaluated. As the temperature increased, CaO–SiO2–CaF2 slags first soften, gathered and formed Ca2SiO4 and Ca4Si2O7F2, which was the so-called sintering process. During this solid phase reaction process, carbon impeded the aggregation behaviour of slags particles, thereby inhibiting the production of Ca2SiO4 and Ca4Si2O7F2. After that, the carbon reacted with the formed solid phase to generate silicon carbide, calcium oxide, and carbon monoxide. Eventually, the carbon were consumed and the slags were completely molten at high temperature. In mould, due to the existence of temperature gradient, three layers of different slag structures (powder-slag layer, liquid-slag layer, sintered layer) were formed through the above transformation process. The thickness of different slag structure was vital significance for the physicochemical properties of slags, and it was strongly related to the carbon behaviour in slags.
Conclusions
The carbon behaviour in CaO–SiO2–CaF2 slag during the sintering and melting process were systematically evaluated by TG-FTIR, DSC, XRD, and SEM techniques. It was great significance for the physiochemical performance of mould fluxes, and then affected the quality of steel shells. The main conclusions were as follows: Four main stages of weight loss were formed in A and AC series slags during the heating process. It was the water evaporation at 100–300 and 300–500°C, carbonate decomposition at 500–800°C, and volatilization of fluoride, solid phase reaction, and reaction between carbon black and slags at 800–1400°C. For AC series slags except AC1, two stages weight loss being 800–1300 and 1300–1400°C were included at 800–1400°C. The TG curve of carbon black show a gentle decreasing trend except for the weight loss at 100–300 and 1100–1400°C. During the heating process, the CaO, SiO2, and CaF2 component was first formed Ca2SiO4, and then Ca4Si2O7F2 through the solid phase reaction. The carbon black would react with Ca2SiO4 and Ca4Si2O7F2 to form SiC and CO. This behaviour was vital significance for the lubrication property of slags. When carbon black was added to mould fluxes, the solid phase reaction and the melting process of mould fluxes were inhibited. The solid phase reaction of A slag without carbon and AC7 slag with carbon were at 1070–1250 and 1300–1370°C, respectively. At 1300–1400 °C, A slag was completely melted. However, AC7 slag were still the solid state.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).