
Abstract
To determine the effect of the CaO/Al2O3 ratio on desulphurization and inclusion evolution in low-density steel, a series of laboratory-scale experiments are performed. The results show that violent reaction occurs at the interface between refining slag and molten steel. As the slag-steel reaction progresses, (CaO) and (MgO) are reduced to [Ca] and [Mg] by dissolved [Al]. The deoxidation product Al2O3 dissolves into the slag and accumulates at the slag-steel interface. The evolution process of the sulphide inclusions is CaS → MgS → MnS. The sulphide outer layer wraps AlN and spinel inclusions, floats up and is absorbed by the top slag. During refining process, the accumulated Al2O3 at the slag-steel interface easily forms MgO·Al2O3. Finally, a dense spinel layer can be formed at the slag-steel interface, which inhibits the desulphurization reaction. Reducing the C/A ratio can reduce the formation of MgO·Al2O3 and has a positive effect on the desulphurization in low-density steel. The influence of the C/A ratio on desulphurization kinetics should be considered in the design of slag composition.
Introduction
In recent years, due to the vigorous development of the automobile industry and the requirements of environmental protection, the development of low-density (high-Mn high-Al) steel has become the key to dealing with environmental pollution and the shortage of raw materials [1]. There have been many reports on the reaction mechanism between low-density steel and molten mould flux [2–4]. However, there have been few studies on the relationship between low-density steel and refining slag.
Sulphur is the most common harmful impurity in steel. The minimization of the sulphur content in steel has always been a popular research topic [5,6]. Researchers have carried out sufficient laboratory and industrial experiments on the refining process of low-Al steel, and a considerable amount of work on the optimization of refining slag has been performed. It is generally believed that increasing the basicity of slag or optimizing the melting property of refining slag by improving the slag composition has a significant positive effect on desulphurization. Optimized refining slag can generally reduce the sulphur content to less than 10 ppm in industrial production [7,8]. For the refining process of low-density steel, the effect factors of desulphurization require further study.
During the refining process, due to a large amount of [Al] in molten steel, a violent slag-steel reaction occurs in the early stage of refining, as shown in Equations (1)–(3). The [Al] in molten steel reduces SiO2, MgO, CaO, and other components in the slag, and then the reduction products [Si], [Mg], and [Ca] dissolve into molten steel [2,3]. The accumulation of Al2O3 will reduce the alloy yield and aggravate the problem of nozzle clogging in the steel production process. In the context of this phenomenon, CaO–Al2O3-based refining slags with low SiO2 content have potential application value [9,10].


Owing to the high contents of [Mn] and [Al] in molten low-density steel, a large number of endogenous inclusions, such as AlN and MnS, are inevitably formed during the refining process [13–16]. Owing to the erosion of the MgO refractory and the reduction of the top slag, the low-density steel is also prone to generate MgO·Al2O3 spinel and other inclusions during the refining process [17]. Inclusions with high melting points reduce the plasticity of low-density steel and affect the desulphurization kinetic conditions during the refining process [3,4,18]. Through a series of experiments, thermodynamic and kinetic calculations, Okuyama G et al. [19] elucidated that reducing the basicity of slag CaO/SiO2 and CaO/Al2O3 effectively suppressed the formation of spinel inclusions in molten steel. Park et al. and Harada et al. [20,21] also noted that increasing the basicity of slag could promote the formation of spinel inclusions.
In this paper, the factors that influence desulphurization efficiency are investigated based on laboratory-scale experiments. Additionally, the evolution of inclusions in molten steel at different stages of the slag-steel reaction is discussed. Combined with the variation in the [S] content and the evolution of inclusions, the internal mechanism and influencing factors of desulphurization in the refining process of high Al steel are clarified, and the results provide theoretical guidance for the development of new refining slag systems and the optimization of metallurgical processes.
Experiments
Experimental procedure
To investigate the interaction between the refining slag and Fe-15 wt-%Mn-10 wt-%Al-0.7 wt-%C low-density steel, a series of laboratory-scale experiments were performed using an electric resistance furnace. A schematic diagram of the experimental equipment used in the present study is shown in Figure 1. The alumina reaction tube was sealed with O-rings and equipped with water-cooled end caps in the furnace. A highly purified Ar-5 vol.-% H2 gas mixture was introduced into the reaction tube from the bottom of the furnace and flowed out of the top lid. The experimental temperature was 1873 K, and the temperature was controlled by a proportional–integral–derivative (PID) controller connected to a B-type thermocouple placed at the bottom of the crucible. Experimental equipment employed in the present study.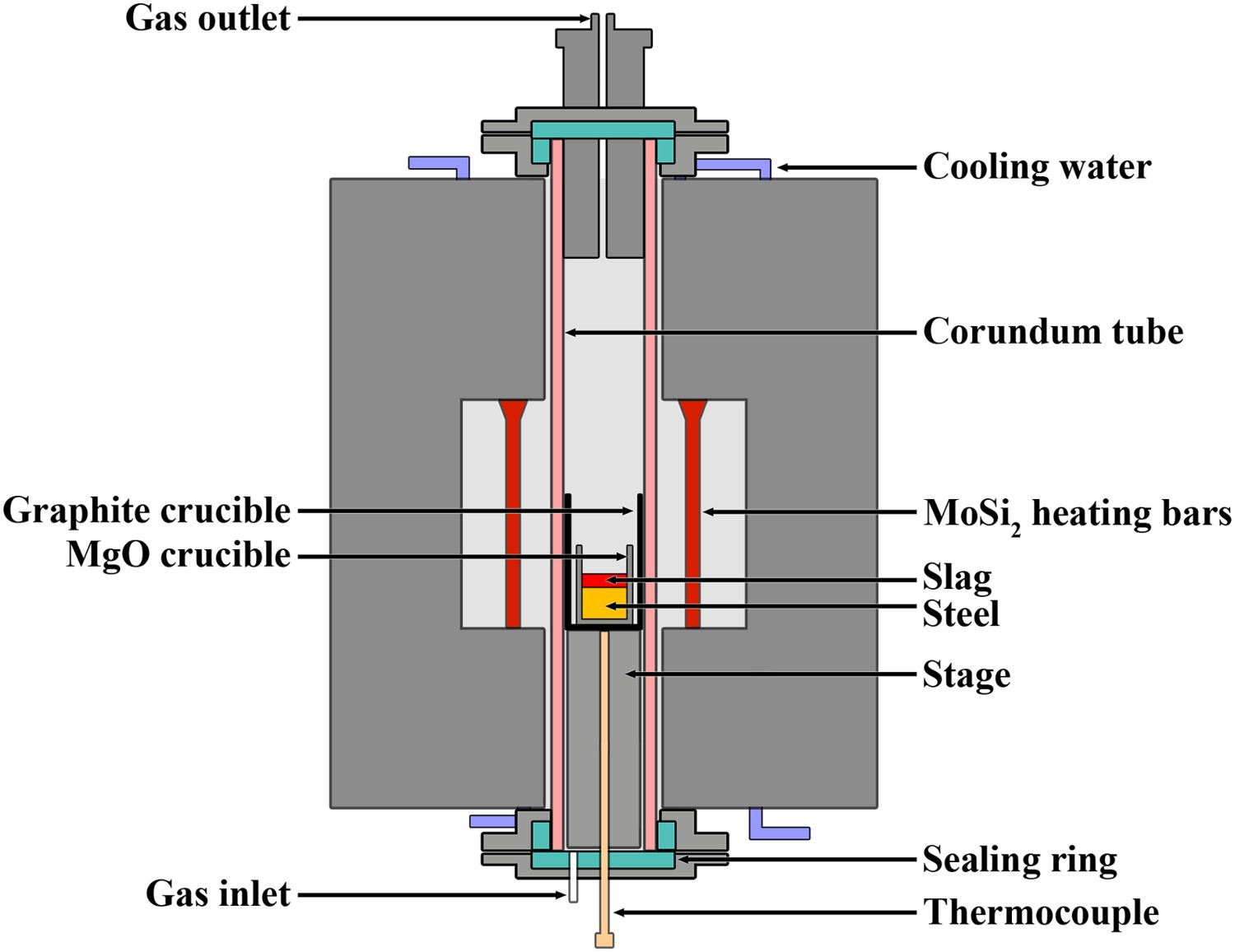
Fe-15 wt-%Mn-10 wt-%Al-0.7 wt-%C steel and five different slags were employed in the present study. Steel with the above composition was prepared using industrial pure iron, electrolytic manganese, high-purity aluminium, and graphite rods. The slag was prepared with a mixture of reagent-grade CaO, SiO2, Al2O3, and MgO. The refining slags (CaO–Al2O3-5 wt-%SiO2-8 wt-%MgO) were used in this study. 8 wt-% MgO was added to refining slag to prevent the erosion of MgO crucible. The compositions of the designed slags are plotted in Figure 2. The CaO/Al2O3 ratio (C/A) of the slag varies from 0.5 to 2.0. The compositions of the slags are positioned in different regions. To obtain a homogeneous slag composition, the weighed powder mixture was melted in graphite crucibles using a vertical resistance furnace at 1773 K. After solidification, the slags were weighed for further experiments. The premelted slag and alloy material were used at a mass ratio of 15:100. Experimental compositions used in this study in a CaO–Al2O3–SiO2–8MgO (wt-%) phase diagram at 1873 K. Calculated by FactSage 8.0.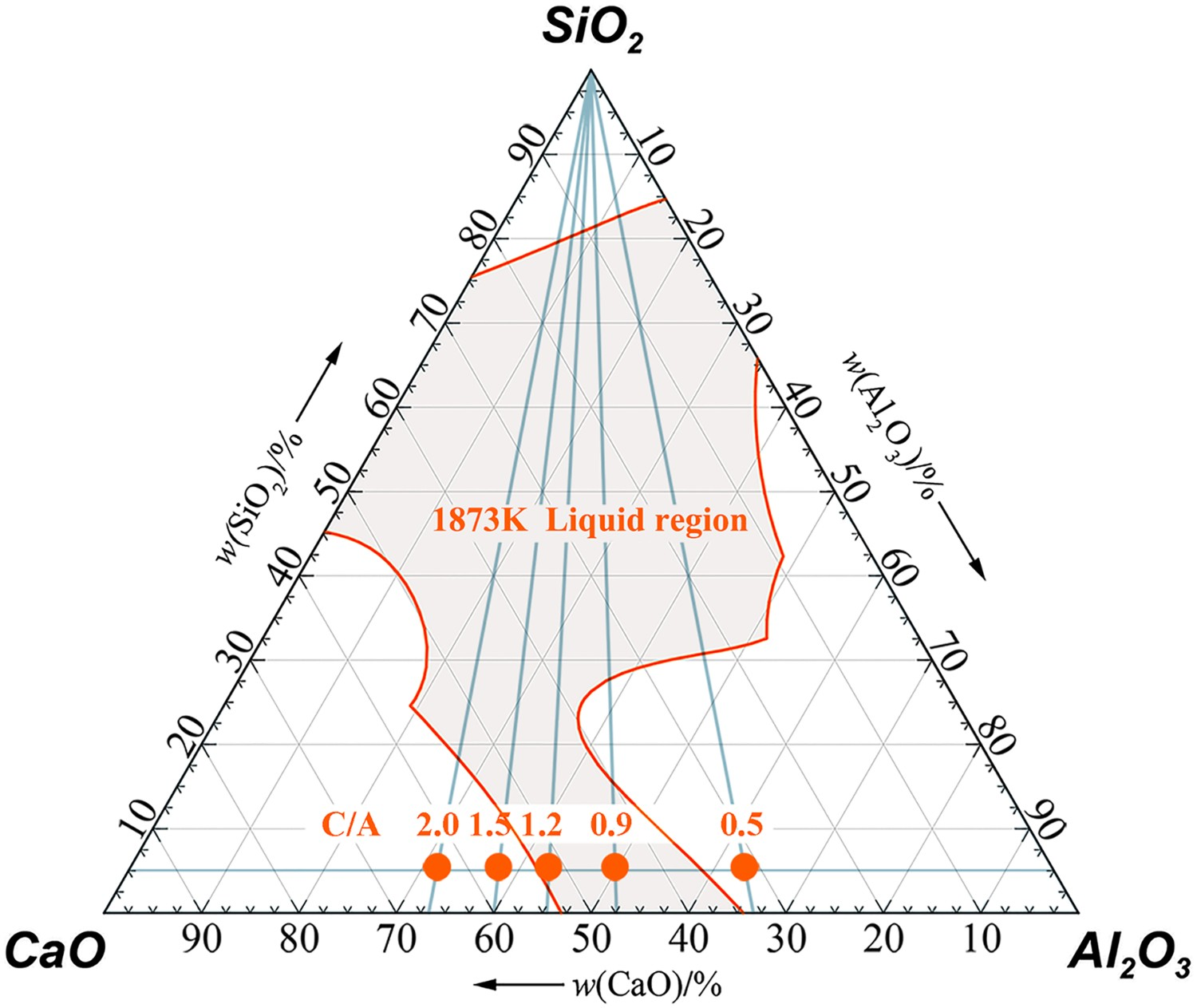
Before the experiments, the oxidized layer of the steel was cleaned. Then, alloy materials (approximately 500 g) were placed into a MgO crucible (45 mm ID, 100 mm H). A graphite crucible was used as a protective holder for the MgO crucible and placed in the constant-temperature zone of the alumina reaction tube. A high flow rate of the Ar-5 vol.-%H2 gas mixture was introduced into the furnace to flush the reaction tube for 2 h to reduce the oxygen level as much as possible. After argon flushing, the rate of gas flow was adjusted to 3 L/min, and the furnace was heated to 1873 K. After the steel was fully melted, the initial steel sample (M0) was collected with a quartz tube and rapidly quenched in water to observe the inclusion and obtain the steel composition before adding premelted slag. Then, the premelted slag was brought to the molten steel. The slag melted on the molten steel, and this moment was set as zero time. Steel samples were taken periodically at 5, 15, 30, 60, and 90 min using quartz tubes and rapidly quenched in water. A schematic diagram of the sampling experiment is shown in Figure 3. Schematic diagram of the sampling experiments.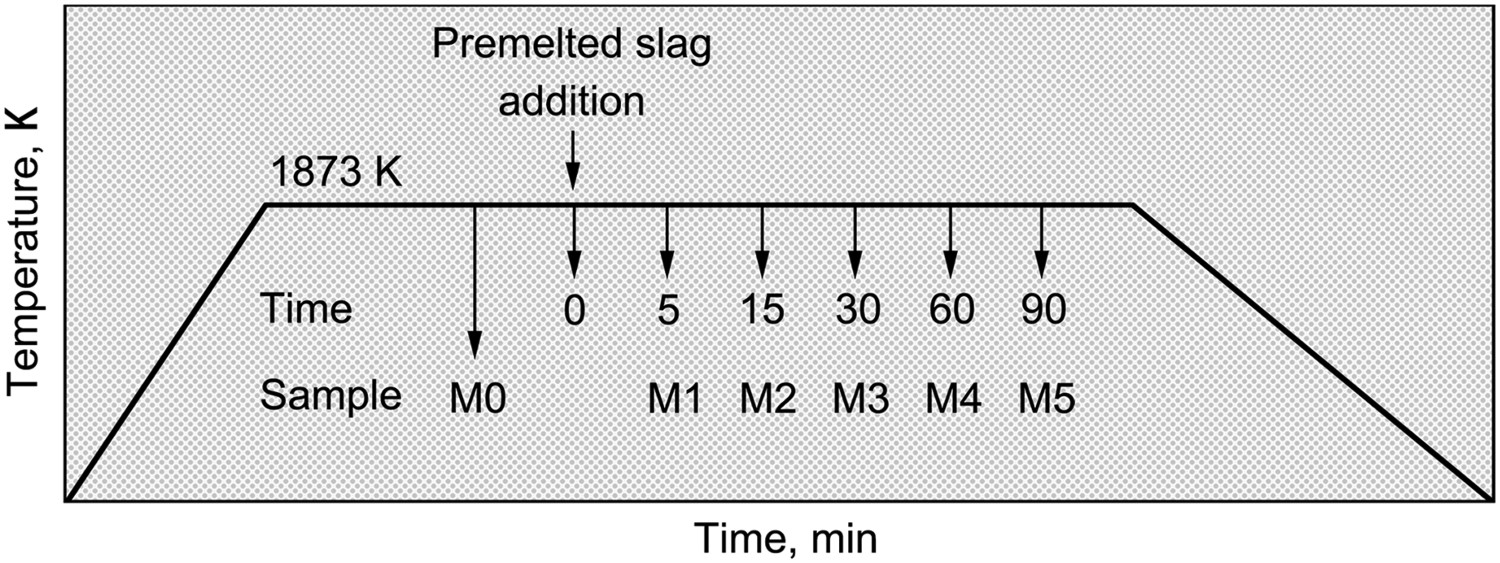
Analysis of the samples
The composition of the initial premelted slags was analyzed using inductively coupled plasma atomic emission spectroscopy (ICP-AES). The sulphur content of the steel samples was determined using a high-frequency infrared carbon/sulphur determinator. A scanning electron microscopy-energy dispersive spectroscopy (SEM-EDS) system was employed to characterize the inclusions. The morphology and population statistics were obtained using this system. The accelerating voltage was 15 kV, and the minimum size of the detected inclusions was set as 0.5 μm.
Results
Change in the sulphur content of the steel
Chemical composition of the premelted refining slag (wt-%).
Figure 4 illustrates the change in the [S] content in molten steel with different reaction times at 1873 K. As shown in Figure 4, the [S] content in the initial steel (M0) was high, with a range from 70 to 84 ppm. In the final stage of refining (90 min), the [S] content decreased and was reduced to 16–28 ppm. In addition, the [S] content rapidly decreased within 15 min. After the middle stage of refining (30 min), the rate of desulphurization decreased rapidly, and the [S] content in the steel was stable. Such a composition evolution was observed with all slags in the present study. Comparing slag A to slag E, slag A displayed the worst desulphurization effect, and the final [S] content was as high as 28.4 ppm. Alternatively, slag B exhibited the best desulphurization effect, with the [S] content lowered to 16.2 ppm. The sulphur reduction effect was similar for slags C–E, and the content of sulphur in molten steel was 21–23 ppm in the final stage of refining. Change in the sulphur content in molten steel at different reaction times.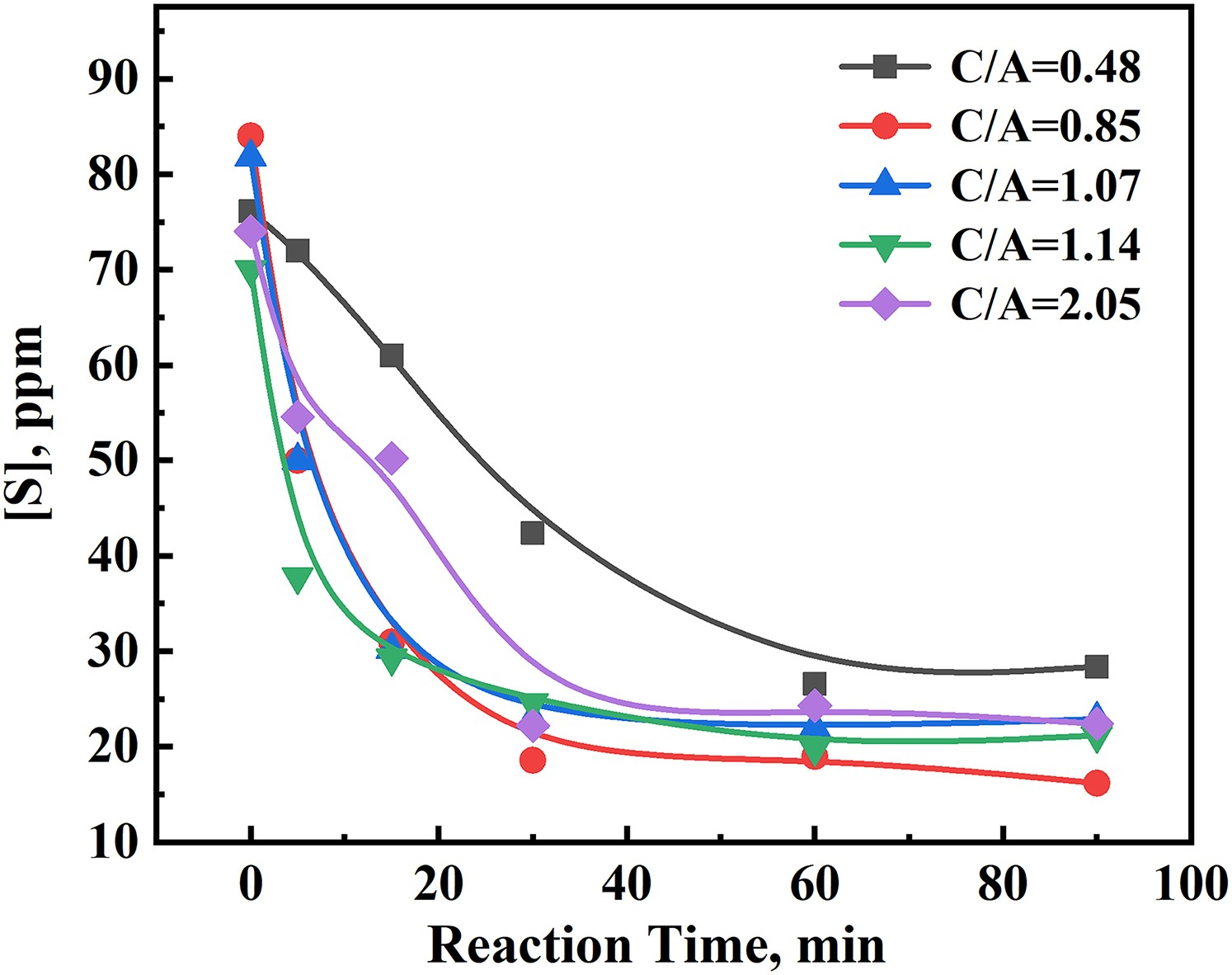
Composition and morphology of inclusions
To clarify the process and the mechanism of desulphurization during the slag-steel reaction, it is necessary to conduct further discussions considering the evolution and movement of inclusions in low-density steel. To verify the formation process of inclusions in steel and the corresponding influence on desulphurization, slag C is taken as an example. Scanning electron microscopy was used to observe the morphological characteristics of the inclusions in the steel samples (M0, M1, M3, and M5).
The variations in the inclusions with reaction time are shown in Figure 5. Most of the inclusions before adding slag were less than 1 μm. There were regular AlN inclusions (Figure 5(a)) and MnO–MgO–Al2O3 composite inclusions (Figure 5(b,c)) with an irregularly round morphology in the steel. The content of MnO in the composite inclusions was the highest, followed by the MgO and Al2O3 contents. SEM images of the typical observed inclusions at different stages of the reaction.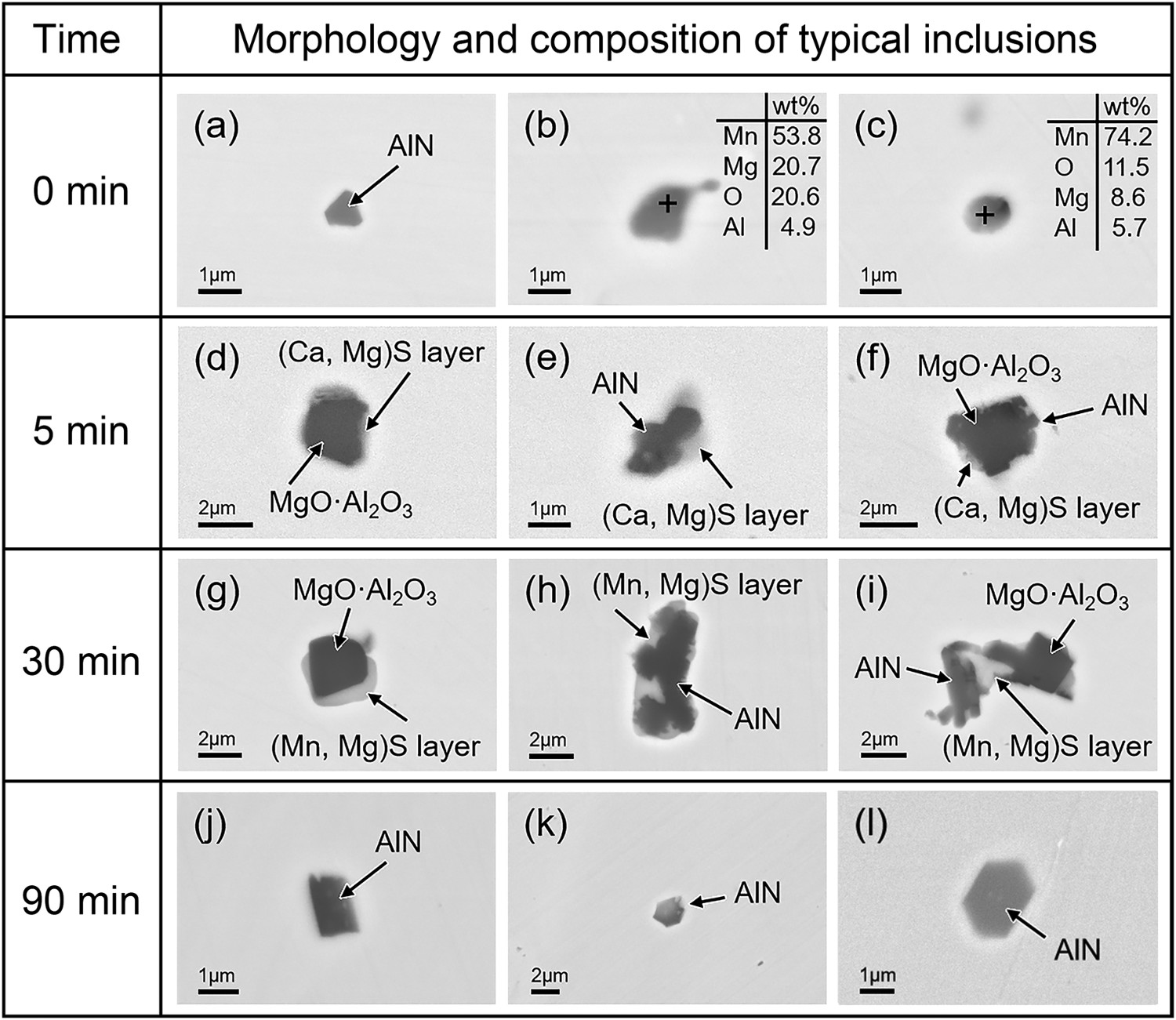
After slag addition, the inclusions in steel were mainly MgO·Al2O3 spinel (Figure 5(d)) and AlN (Figure 5(e)) wrapped in layers of MgS and CaS, with an increase in reaction time from 0 min to 5 min. The MgO·Al2O3 spinel was large, and an obvious aggregation phenomenon occurred for AlN and MgO·Al2O3 (Figure 5(f)).
As the reaction time further increased from 5 min to 30 min, the main content of the sulphide layer changed from CaS and MgS to MgS and MnS. The typical inclusions are shown in Figure 5(g–i). The composite inclusions wrapped with MgS and MnS continue to grow and aggregate with each other and finally form AlN–MgO·Al2O3-sulphide composite inclusions (Figure 5(i)).
The steel in the final stage of the reaction (90 min) was clean, the large inclusions disappeared, and only a few small inclusions existed in the molten steel. The main inclusions were AlN (Figure 5(j–l)). The results indicate that the refining slag had a good removal effect on oxide inclusions, but the effect on AlN was not ideal.
Number and area ratio of inclusions
Thirty fields of view were randomly selected at a magnification of 500 times using scanning electron microscopy. The average equivalent circle diameter and the average number density of the inclusions in steel at different reaction times were classified and counted, as shown in Figure 6. According to the statistical analysis results, the number density of inclusions in steel decreased as the slag-steel reaction progressed. The main reason for the decrease was the significant reduction in small inclusions (0.5–1 μm) and the slight increase in large inclusions (>1 μm) in molten steel. As the reaction progressed, large inclusions with a size greater than 3 μm began to appear, and they increased in abundance during the refinement process. At the end of the stage (90 min), the large inclusions in the steel were removed, and the number of small inclusions slightly increased. In general, the number of inclusions in the steel was reduced to a low level. Change in the number density of inclusions in steel at different reaction times.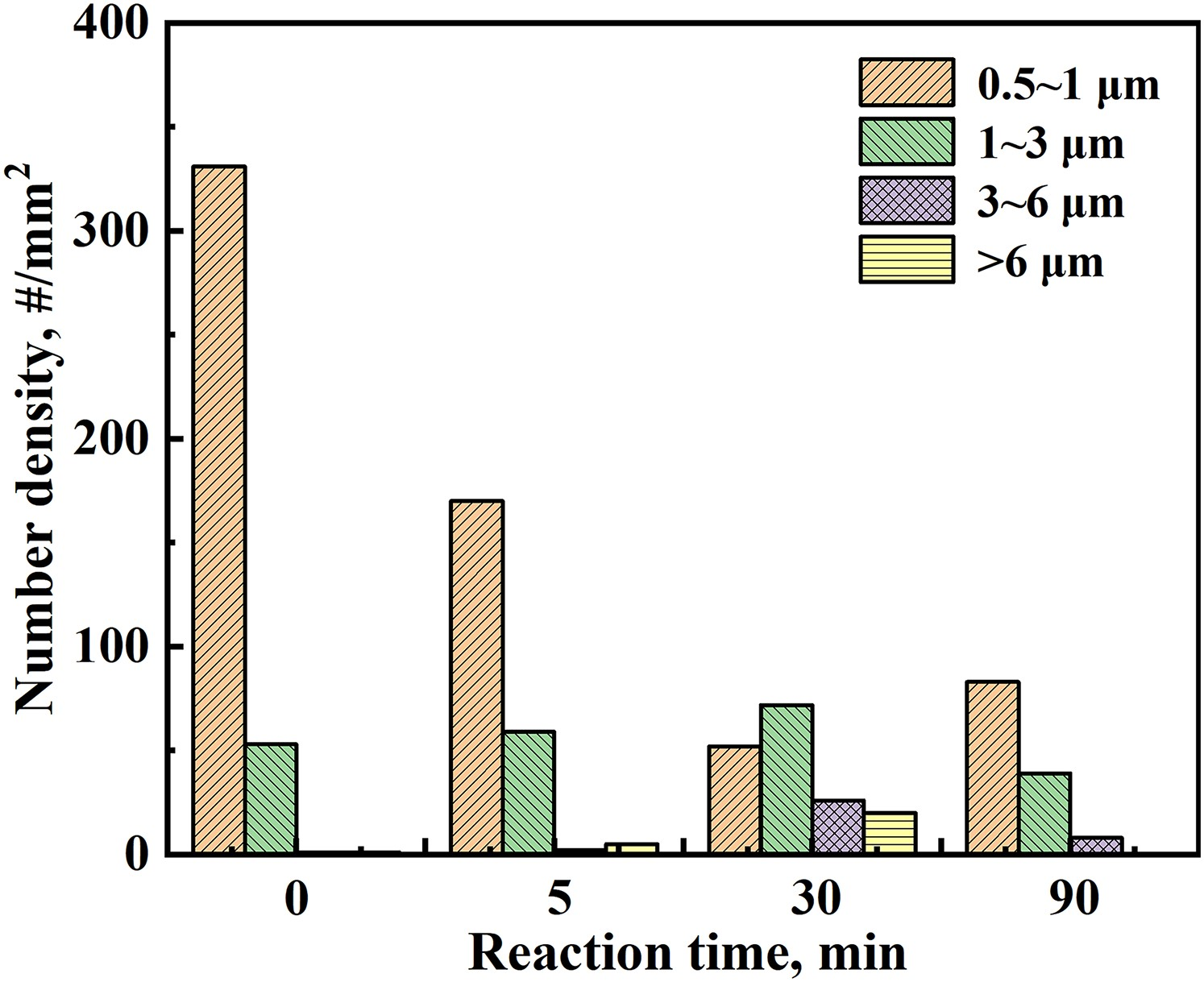
Figure 7 shows the variation in the size distribution of inclusions in molten steel. The initial steel mainly contained small inclusions. The inclusions with sizes of 0.5–1 μm and 1–3 μm accounted for 86% and 14% of all inclusions, respectively. As the slag-steel reaction proceeded, the proportion of inclusions with a size of 0.5–1 μm decreased (72% and 31% after 5 and 30 min, respectively), and the proportion of inclusions with a size of 1–3 μm increased (25% and 42% after 5 and 30 min, respectively). In the middle stage of the reaction (30 min), the inclusions with sizes of 3–6 μm and sizes greater than 6 μm increased from less than 2% to 15% and 12%, respectively. When the slag-steel reaction reached the final stage (90 min), the large inclusions in the steel were effectively eliminated, and the cleanliness of the steel was high, with only a few small inclusions. Change in the size distribution of inclusions in steel at different reaction times.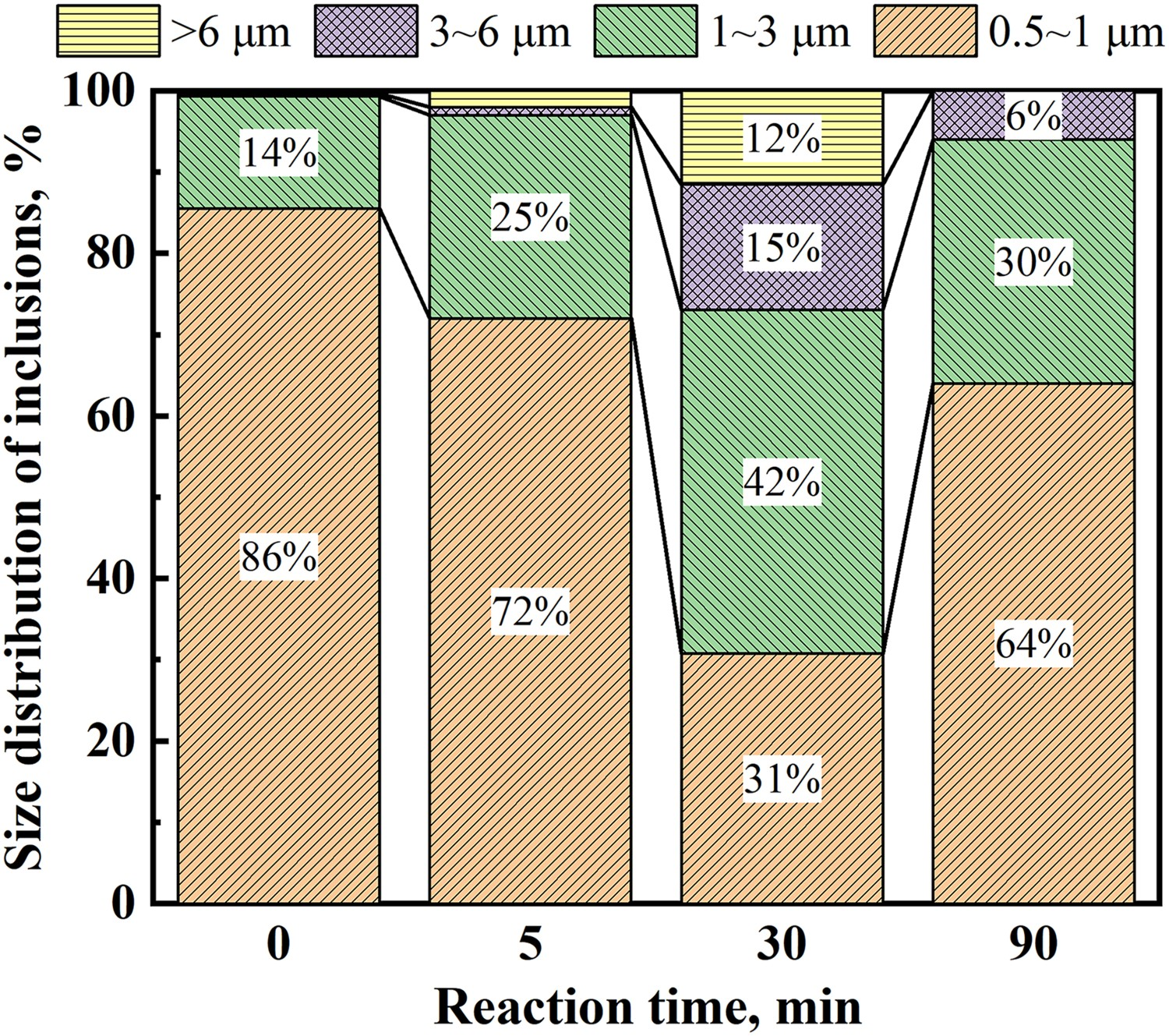
Discussion
Effects of the basicity and melting properties on desulphurization
The desulphurization effect of molten steel during the refining process is generally influenced by a combination of multiple factors. To discuss the effect of the C/A ratio on the desulphurization efficiency, it is necessary to investigate the effect of the basicity, melting performance, and desulphurization kinetics of the slag on the desulphurization process.
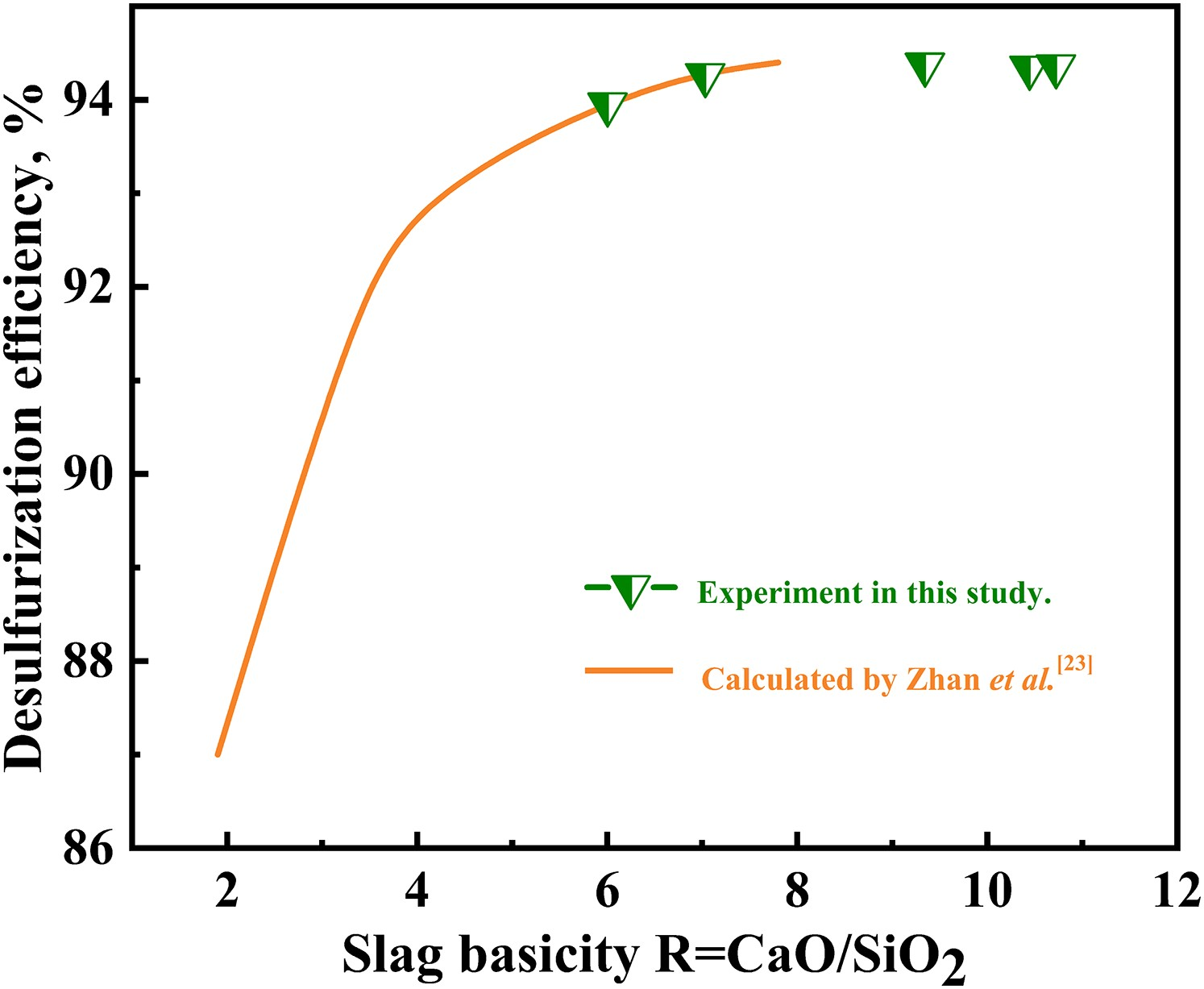
The transfer of sulphur from the molten steel to the slag follows the ion reaction formula in Equation (4). Effect of the slag basicity on desulphurization efficiency.
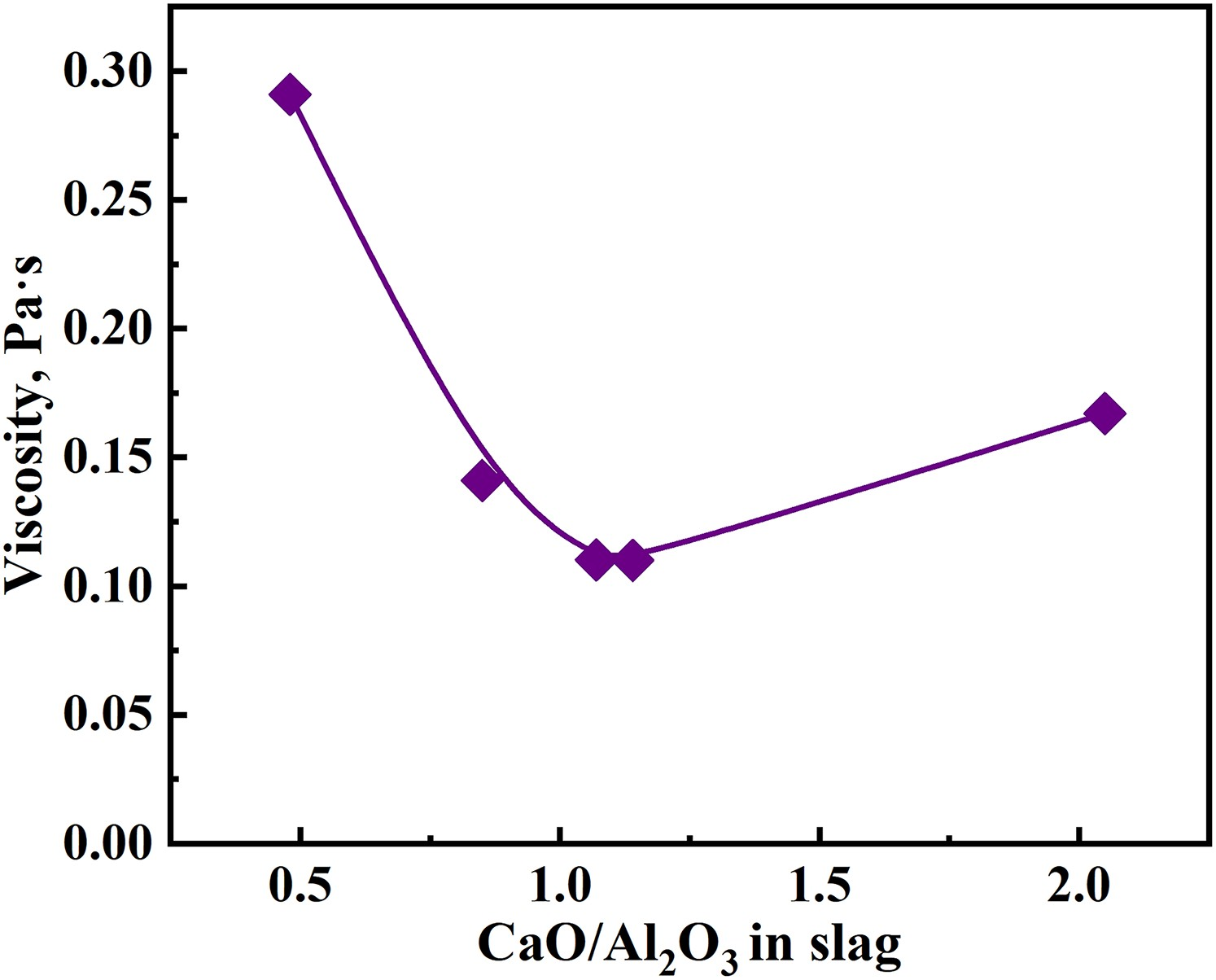
The differences in each slag based on the solidus and liquidus temperatures as a function of the C/A ratio were assessed with FactSage 8.0. Because of the different solid fractions in slag, the viscosity of slags with low liquidus temperatures is not necessarily low. Thus, the melting temperature and viscosity should be combined in subsequent research. FactSage 8.0 is used to calculate the solid-phase composition and viscosity corresponding to different C/A ratios. Then, the Einstein-Roscoe formula (Equation (5)) is used to correct the viscosity.
The calculation results are shown in Figures 9 and 10. Among slags A–E, slag A (C/A = 0.48) produces more solid phases, thereby resulting in a higher viscosity than displayed by the other slags. Although the refining slag with C/A = 2.05 has the highest liquidus temperature, it produces less solid phase, and its viscosity is significantly lower than that of slag A. Therefore, slag A has the worst kinetic conditions for desulphurization and the lowest desulphurization efficiency at the end of the reaction. In addition, the viscosity of slag B is slightly higher than that of slags C and D, but slag B (C/A = 0.85) displays the best desulphurization effect, and the final [S] content reaches 16 ppm, the lowest value observed. Therefore, an additional factor influences desulphurization, and the kinetics of desulphurization need to be further discussed. Effect of C/A ratio on the solidus and liquidus temperatures of the premelted slags. Effect of C/A ratio on the viscosity of the premelted slags.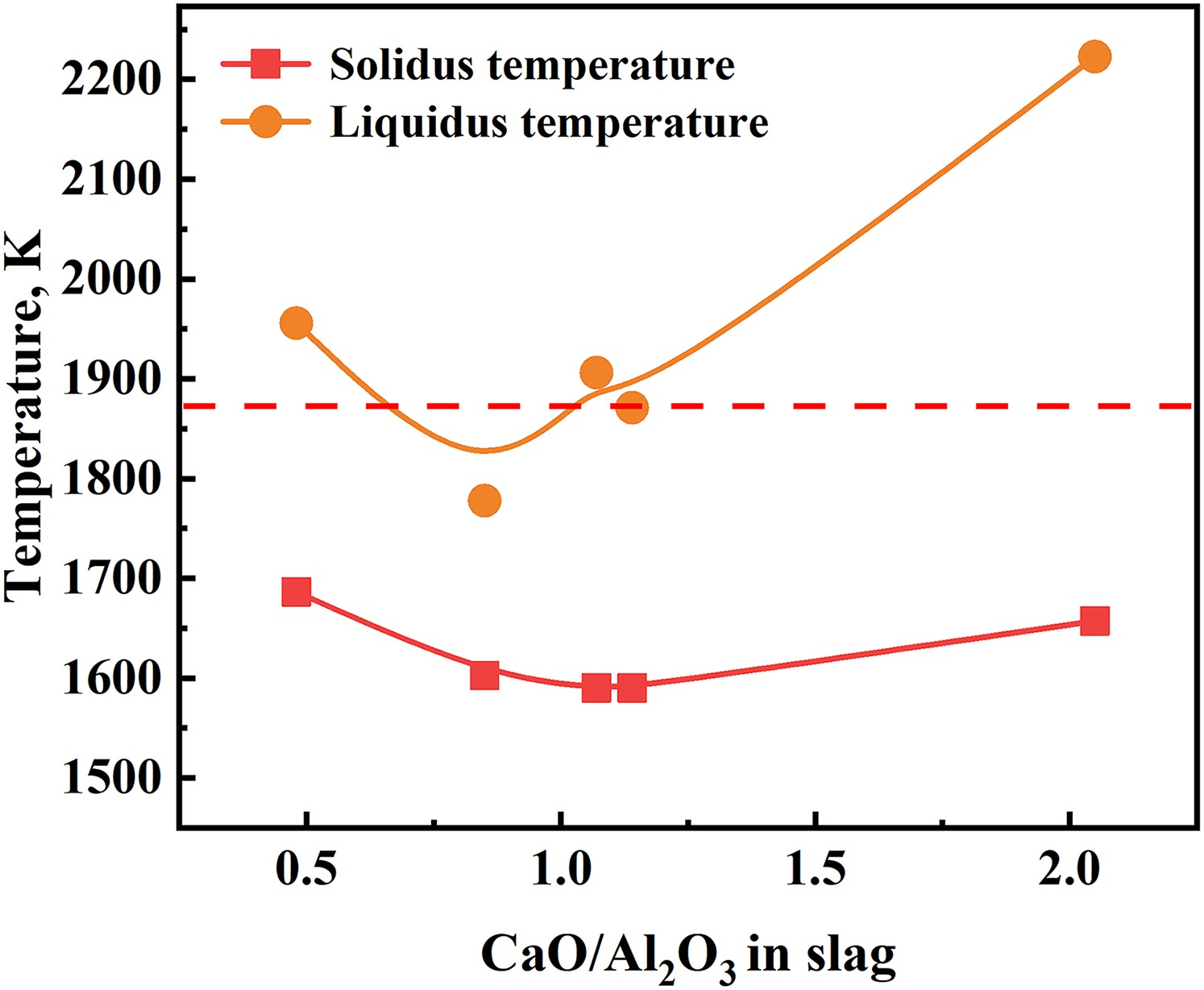
Kinetics of desulphurization
As shown in the desulphurization reaction (Equation (4)), the sulphur dissolved in the molten steel needs to consume electrons to enter the top slag (

M represents the metal elements involved in the desulphurization reaction, such as Mn, Mg, and Ca. To maintain the electrical neutrality of the system, the electrons consumed by the transfer of [S] from the steel to the molten slag should be equal to the sum of the electrons released by the metal elements [Mn], [Ca], and [Mg]. The concentrations of these elements are proportional to the transfer rate of [S] to the top slag, and a high transfer rate can effectively improve the desulphurization efficiency.
After adding premelted slag in the experiment, a violent reaction between the slag and the molten low-density steel at the slag-steel interface occurs (Equations (1)–(3)). The dissolved [Al] in the steel is quickly oxidized into the slag, and the (MgO) and (CaO) are reduced to [Mg] and [Ca]. Large amounts of [Mg] and [Ca] participate in the desulphurization reaction ([S] + [M] = MS), which promotes a fast desulphurization rate in the initial stage of the reaction. As Kang et al. and Kim et al. [3,18] reported for high-Mn, high-Al steel, a dense spinel layer was gradually formed at the slag-steel interface, which decreased the mass transfer of various substances and hindered the progress of the slag-steel reaction [24], which limited the transfer of elements with [S] from the molten steel to the top slag and caused the desulphurization rate to decrease continuously with increasing reaction time. To improve the kinetics conditions of desulphurization, inhibiting the formation of spinel at the slag-steel interface during the reaction between the top slag and molten steel is an effective method. Since reducing the C/A ratio can effectively suppress the formation of spinel inclusions [19], the appearance of the spinel layer could be used to explain the differences in the desulphurization efficiency of different slags.
As the desulphurization performances of slags B and C are similarly affected by basicity and viscosity, and the initial contents of [S] were close, slags B and C are selected to discuss the influence of the C/A ratio on the effect of desulphurization. The composition evolution of [S] and the desulphurization efficiency in molten steel are shown in Figure 11. In the early stage of the reaction (<15 min), the desulphurization rates of the two slags were almost the same. The slag-steel reaction in this stage was violent. As the [Al] in molten steel reduced the components (CaO and MgO) of the slag, sufficient [Ca] and [Mg] entered the steel and interacted with [S]. The products precipitated as inclusions and were absorbed by the top slag. The desulphurization of slag B with C/A = 0.85 was still fast after 15 min when the [S] content decreased to 18.6 ppm in the middle of the stage (30 min), and the desulphurization efficiency reached 82.1%. However, the desulphurization process of slag C (C/A = 1.07) began to slow down after 15 min. The content of [S] in the steel was 22.9 ppm when the reaction time was 60 min, and the desulphurization efficiency was 72%. In this stage, the continuous accumulation of MgO·Al2O3 spinel at the slag-steel interface reduced the reaction rate between the slag and steel. The reduction of components in the slag by [Al] was severely hindered, causing the desulphurization reaction rate to be limited. At the end of the stage (90 min), the [S] content of slag B was lower than that of slag C, indicating that the reduction of C/A inhibited the formation of spinel inclusions to a certain extent. Thus, the hindrance of the slag-steel reaction was reduced, which was conducive to more [S] dissolved into the top slag. Effect of C/A ratio on sulphur content and the desulphurization efficiency in molten steel.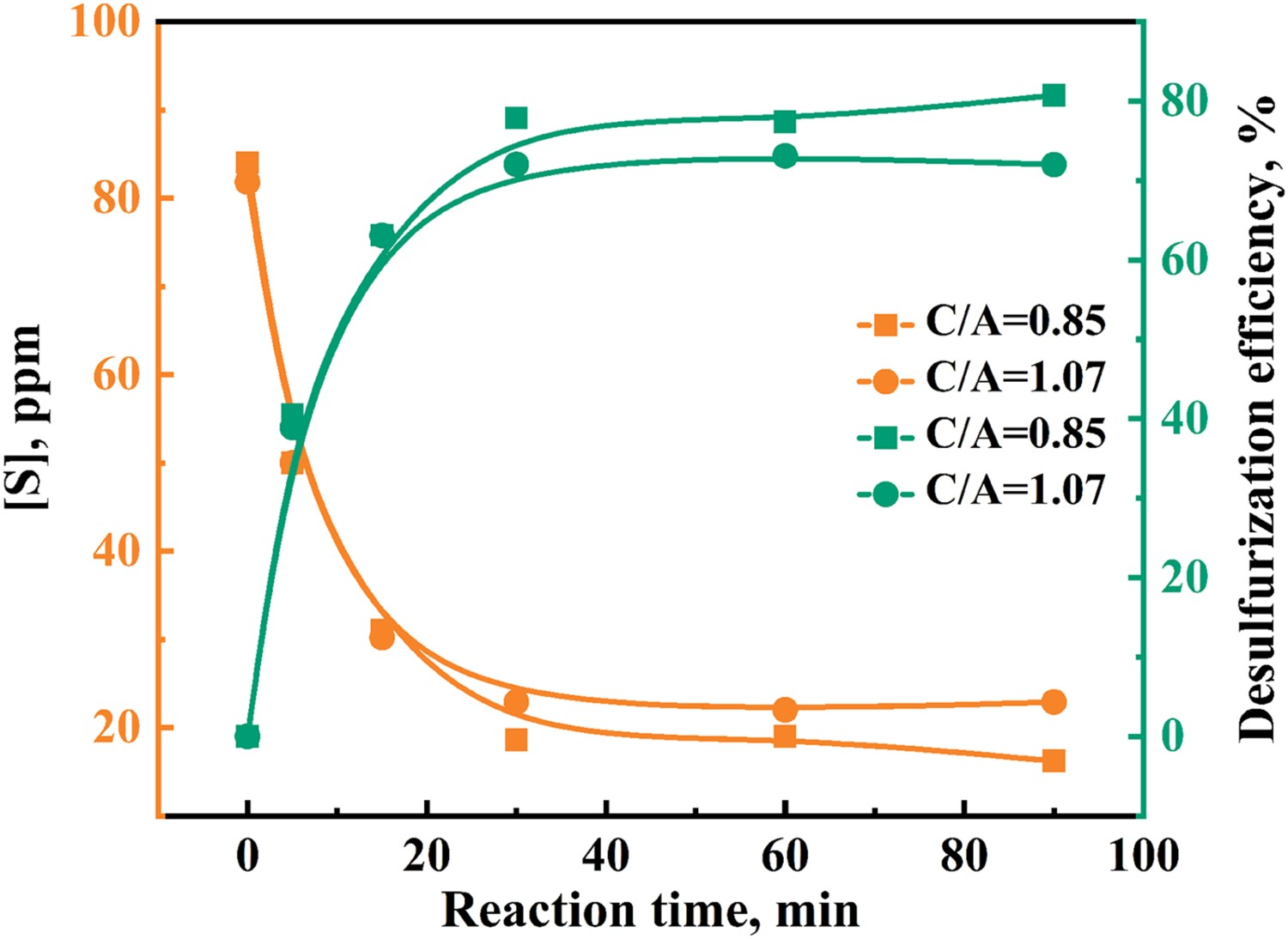
Formation mechanism of spinel particles at the slag-steel interface
When premelted slag was added to molten steel, a violent slag-steel reaction (e.g. Equation (2)) occurred at the slag-steel interface. A large amount of Al2O3 dissolved into the slag and accumulated continuously to reach saturation at the slag-steel interface, which led to the easy formation of MgO·Al2O3 spinel. Equations (7) and (8) show the reaction for forming spinel at the interface [25,26]. Owing to the enrichment of Al2O3 at the slag-steel interface, the activity of Al2O3 can be regarded as unity, so the formation of MgO·Al2O3 spinel at the slag-steel interface is mainly controlled by the activity of (MgO) in molten slag. The schematic diagram is shown in Figure 12. Schematic diagram of the formation behaviour of spinel at the slag-steel interface.

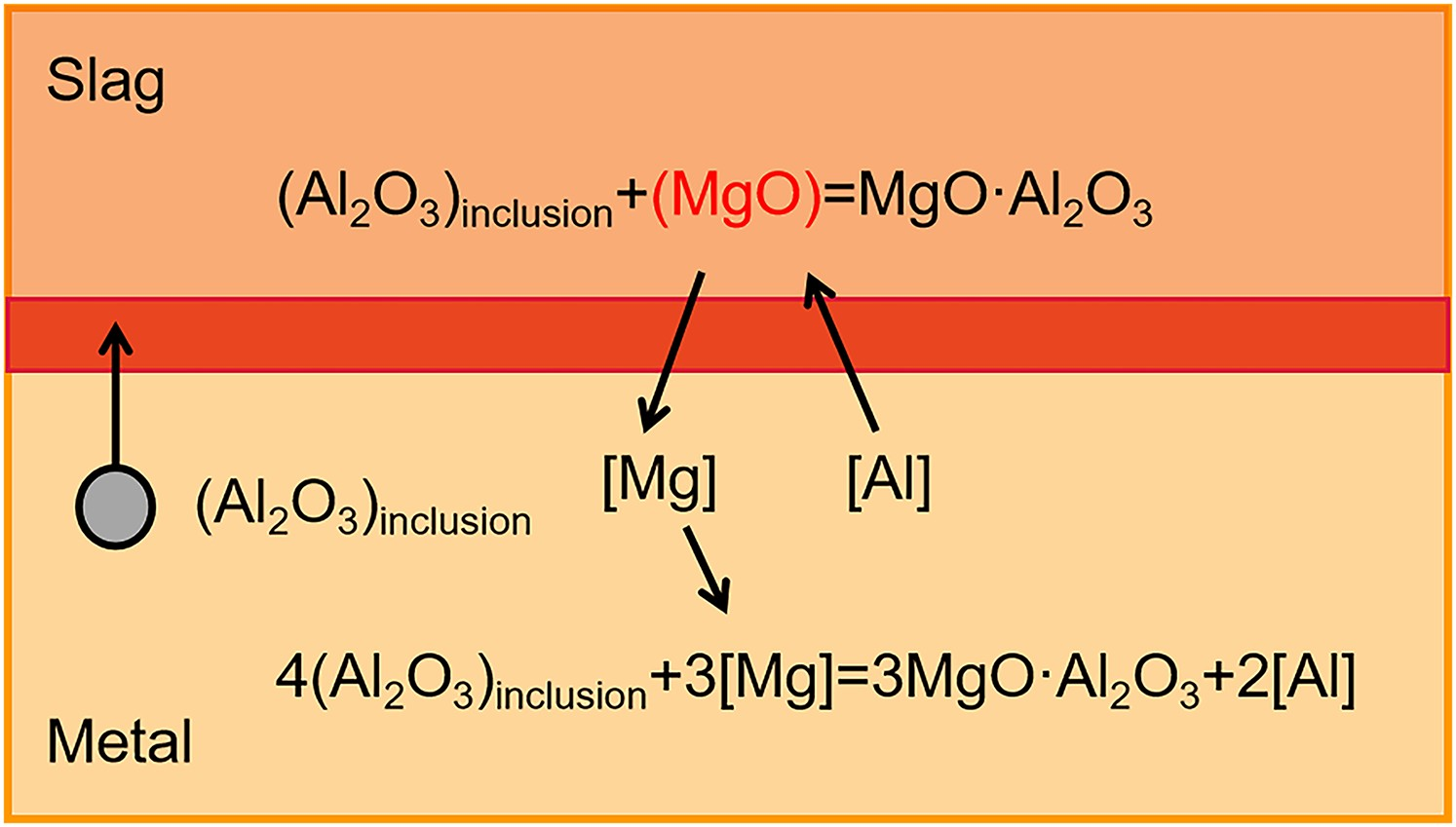
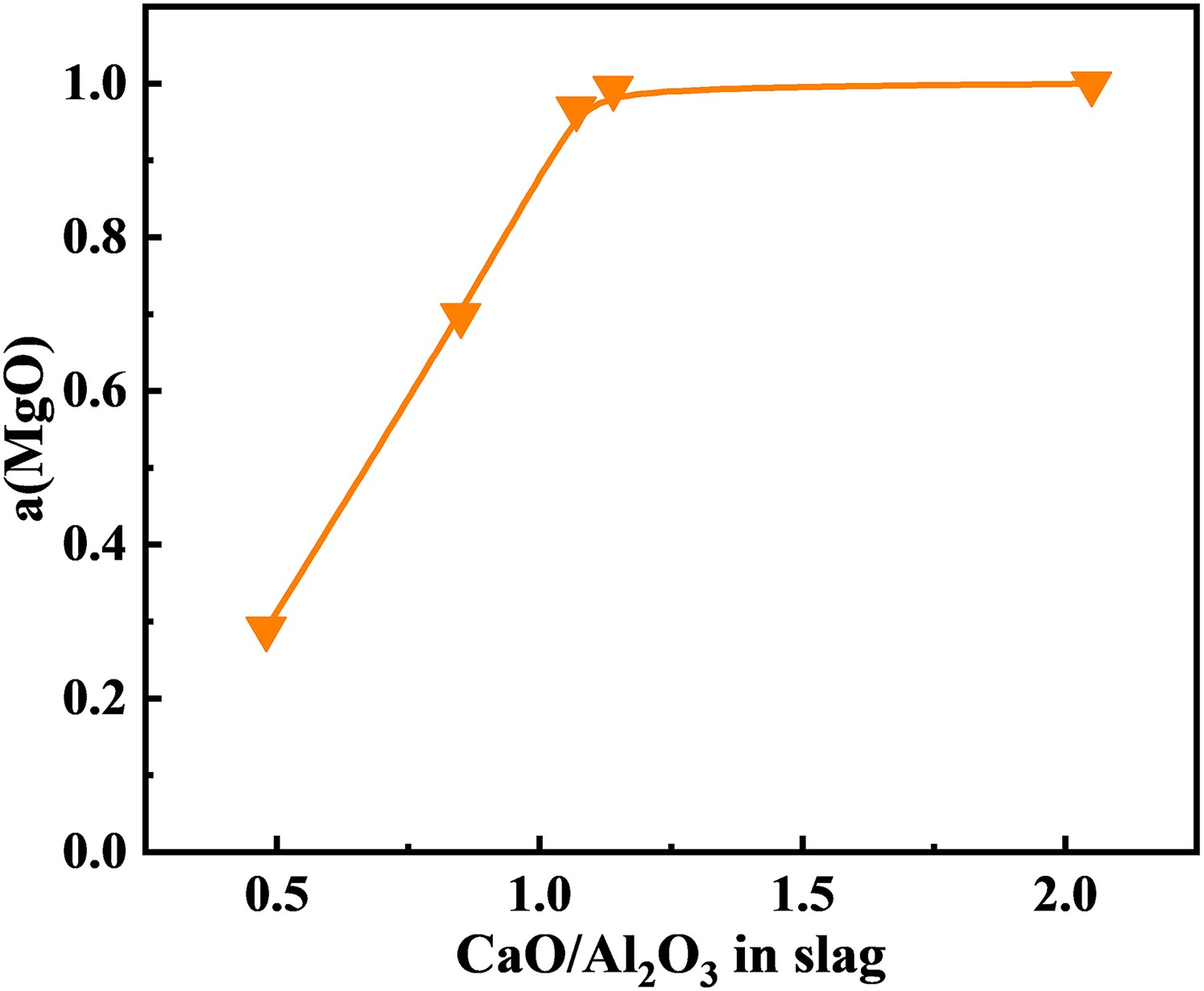
Figure 13 shows that the initial compositions of slag A to slag E are located in different saturated regions. When the C/A ratio of the slag is lower than 0.85, the composition is located in the spinel-saturated region. In contrast, the initial composition is located in the MgO-saturated region when the C/A ratio of the slag is higher than 1.07. The relationship between the activities of MgO and the C/A ratio is plotted in Figure 14. The activity of MgO in the initial slag increases with the increasing C/A ratio of the slag. In particular, the activity of MgO in the initial slag is unity when the C/A ratio of the slag is greater than 1.07. Thus, the driving force for the formation of MgO·Al2O3 spinel increases. Therefore, Equations (7) and (8) will generate less MgO·Al2O3 spinel when C/A < 1.07, and the reduction in the C/A ratio is beneficial for suppressing the formation of MgO·Al2O3 spinel at the slag-steel interface. Experimental composition of the different initial slags represented in the CaO–Al2O3–SiO2–8MgO (wt-%%) phase diagram at 1873 K. Calculated with FactSage 8.0. Calculated results of the MgO activity in the slag at 1873 K.
Mechanism of inclusion evolution
As shown in Figure 5, many AlN inclusions can be observed during the process of the slag-steel reaction. AlN inclusions can be formed easily in molten steel by increasing the [Al] and [N] contents. To avoid the formation of AlN, a series of experiments was performed; however, AlN inclusions were still detected, despite the [N] content being controlled at 30 ppm [27,28]. Therefore, it is difficult to eliminate the presence of AlN in high-Al steel. The precipitation temperatures of AlN inclusions in low-density steel with different [Al] and [N] contents were calculated by Wang et al. [29], and Alba et al. [30] discussed the effect of [N] content on the formation of AlN inclusions. The results showed that as the content of [Al] in molten steel increased, the precipitation temperature of AlN increased. When the mass fractions of [Al] and [N] are sufficiently high, the precipitation temperature of AlN could be easily higher than the liquidus temperature of steel, which makes AlN precipitate stable in the liquid phase and provides favourable conditions for AlN inclusions to aggregate with each other; this aggregation causes the average size and area ratio of AlN to increase and the number density to decrease [31].
As shown in Figure 5(b,c), the oxide inclusions in the steel before slag addition were MnO–MgO–Al2O3 composite inclusions. Although the initial steel did not have slag on the top during the refining process, the Mg composition and Mg-containing inclusions can still be detected in the steel, such as the MnO–MgO–Al2O3 inclusions, which originated from the chemical dissolution of MgO refractory in molten steel. The reduction of MgO refractory by [Al] occurs in two steps [32]. The first step is the reduction of MgO by [Al] to MgO·Al2O3 and [Mg] according to Equation (9).

Therefore, the reaction between MgO and Al can be expressed by Equation (11).
Based on the above reactions, the evolution behaviour of inclusions in steel is related to the contents of [Al] and [Mg] in steel. Xin et al. [31] showed that the dissolved [Mg] in steel and the Mg content in inclusions increased with increasing [Al] content. Although many researchers have reported that the [Mg] is mainly from refining slag, if the interaction area with the molten steel is considered in the calculation, MgO crucible supplied more [Mg] into molten steel than refining slag during the reaction period [33]. Researchers noted that during the refining process of high-Al steel, even if the steel contains a small amount of [Mg], it could still meet the conditions for the formation of MgO·Al2O3 inclusions. Figure 5(b,c) shows that the oxide inclusions in the molten steel before slag addition are MnO–MgO–Al2O3, and no Al2O3 inclusions were observed. The main reason for this result is that when the molten steel contains sufficient [Mg], the time for the transformation of Al2O3 inclusions to MgO·Al2O3 spinel is very short (the transformation of Al2O3 with a radius of 5 μm was estimated to take 3 s [34]). As the MgO·Al2O3 spinel was small in size and the content of [Mn] was sufficiently high, MgO·Al2O3 tended to transform to (Mn, Mg)O·Al2O3 and MnO·Al2O3, and the transformation was associated with the diffusion of [Mn] in the molten steel to MgO·Al2O3 [35]. The MgO·Al2O3 formed in molten steel will be partially replaced by [Mn] to form MnO–MgO–Al2O3 composite inclusions, which is consistent with the results in Figure 5(b,c).
The slag-steel reaction became another source of [Mg] in the molten steel after slag addition, according to Equation (2). In the early stage of the reaction, the MgO in the slag was rapidly reduced by [Al] to cause a large amount of [Mg] to dissolve into molten steel, which enhanced the driving force for the formation of large MgO·Al2O3 spinel inclusions, as shown in Figure 5(d,f,g,i). The influence of [Mn] in the steel significantly decreased.
The composition of the sulphide layer changed with the slag-steel reaction. The main components were CaS and MgS at 5 min (Figure 5(d–f)), as well as MgS and MnS at 30 min (Figure 5(g–i)). The formation of sulphide inclusions can be expressed as shown in Equations (12)–(15) [36].



The high content of [Al] rapidly reduced the CaO and MgO contents in the slag as a strong deoxidizer, leading to the contents of [Mg] and [Ca] increasing rapidly in the molten steel. The strong sulphide-forming element [Mg] and [Ca] produced more stable sulphide inclusions with high melting point in the process of refining [37]. Thus, CaS and MgS easily led to heterogeneous nucleation around the core phase of AlN or MgO·Al2O3 spinel. As [Ca] and [Mg] participated in the desulphurization reaction, composite inclusions containing CaS and MgS formed and floated up to be absorbed by the top slag. The dissolved [Ca] content in the molten steel decreased with the reaction time. MgS instead of CaS, became the typical sulphide inclusion in molten steel, which is consistent with the experimental results. It can be confirmed that the evolution sequence of sulphides in steel is CaS, MgS, and MnS.
Based on the above discussion of the effect of C/A ratios on the desulphurization efficiency and the evolution of inclusions in molten steel, the desulphurization mechanism during the reaction of low-density steel with high-basicity refining slag can be obtained. The process diagram is shown in Figure 15. Schematic summary showing the formation behaviour of inclusions with slags containing different C/A ratios.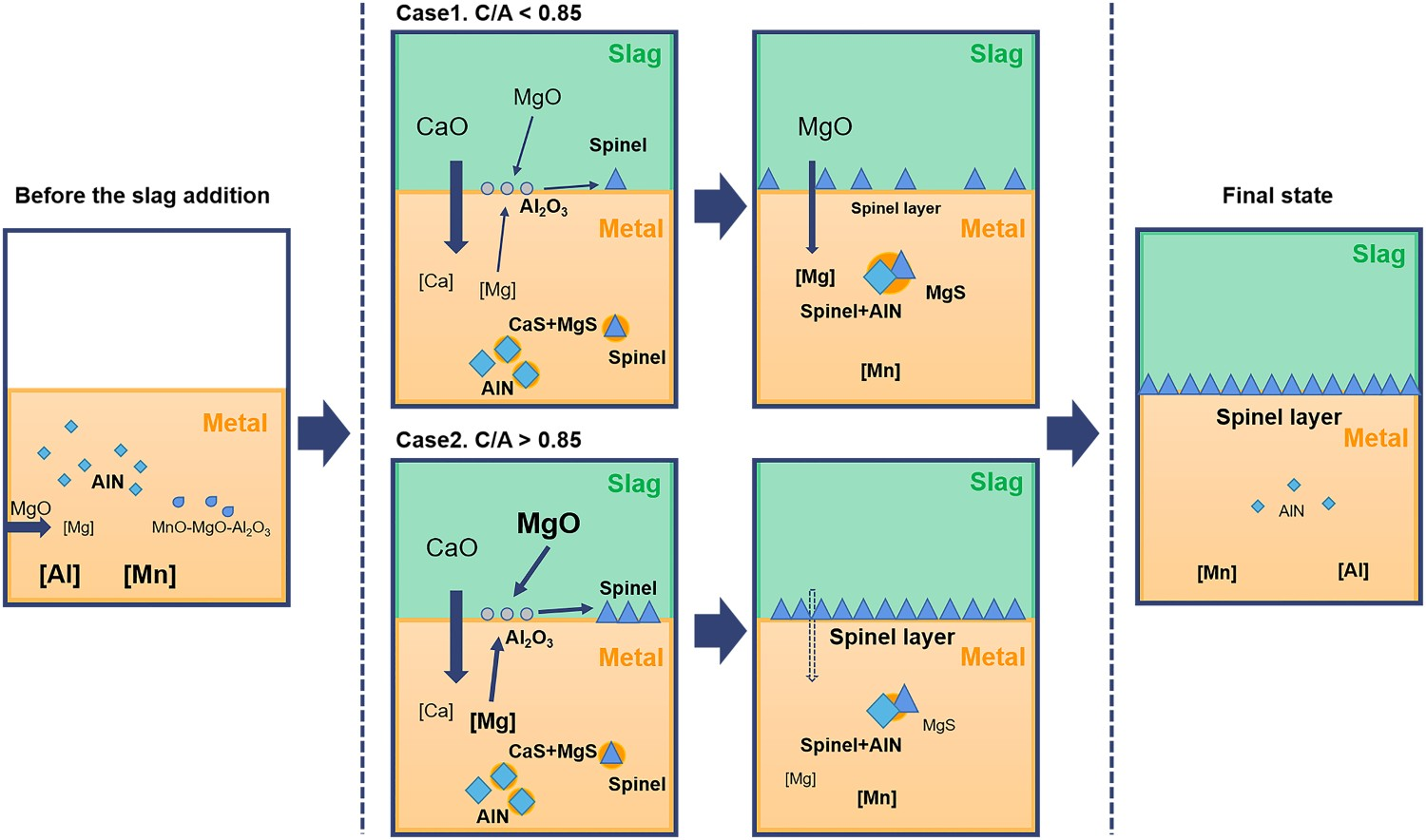
As shown in Figure 15, the large amount of dissolved [Al] in molten steel greatly meets the conditions for the formation of MgO·Al2O3 spinel and AlN and promotes the growth of MgO·Al2O3 spinel and the aggregation of AlN inclusions. After the premelted slag was added, the (CaO) and (MgO) in the slag were rapidly reduced by [Al] to [Ca] and [Mg] in molten steel. Additionally, they participated in the desulphurization reaction with [S]. A sulphide layer with CaS, MgS, and MnS and MgO·Al2O3 spinel and AlN core phases appeared. As the reaction progressed, the inclusions in the steel accumulated and grew, finally floating up to be absorbed by the top slag. The accumulation of the deoxidation product Al2O3 at the slag-steel interface resulted in the continuous formation of MgO·Al2O3 spinel at the slag-steel interface, which hindered the progress of the slag-steel reaction. The reduction in C/A alleviated this phenomenon and improved desulphurization. At the end of the refining process, large inclusions in the steel were removed, and only AlN inclusions were present.
Conclusions
The melting performance of the slag is a dominant factor that affects the desulphurization efficiency. A low melting temperature and low viscosity can improve the desulphurization effect during the refining process. The inclusions in low-density steel are AlN and MgO·Al2O3 spinel wrapped with a sulphide layer. The evolution sequence of the sulphide layer in low-density steel is CaS→MgS→MnS. These inclusions aggregate with each other and form large inclusions to be absorbed by refining slag. A dense layer of MgO·Al2O3 spinel is formed at the slag-steel interface, and it seriously hinders the slag-steel reaction and deteriorates the kinetic conditions of desulphurization. The decrease of C/A ratio could prevent the formation of MgO·Al2O3 spinel, which can improve the kinetic conditions of the desulphurization reaction and increase the final desulphurization efficiency. The refining slag used in this paper can effectively reduce the number of inclusions in steel and improve the cleanliness of the steel, but the removal of AlN is limited. There are still small numbers of small-size AlN inclusions in the steel at the final reaction stage.