
Abstract
Polar steel requires good strength and excellent toughness for breaking icy surfaces in low-temperature sea water environments. In this study, the effect of inclusions and metallurgical structure on the mechanical property of polar steel was examined. The composition and morphology of the inclusions in steel were formed using different deoxidation methods during steel refining, and steel plates were rolled by the same rolling process. The results show that there are lower inclusion densities and more globular inclusions in steel deoxidized using Zr–Ti than deoxidized using Al. The mean diameters of grains in Zr–Ti-killed steel from different thicknesses are smaller than that in Al-killed steel, the impact toughness and yield strength of Zr–Ti-killed steel are substantially higher than those of Al-killed steel. It is determined that the use of the Zr–Ti deoxidizer has a positive effect on the ductility of the steel.
Introduction
Low-temperature steels, which are used as ice breakers, are required to exhibit high strength, high ductility and good low-temperature toughness. Studies have found that long-term service of the steel causes no significant changes in the cementite phase. The microstructural degradation, revealed through hardness measurements, exerts only slight effects under static tension. It was reported that values of the basic mechanical properties of the steel have not changed when compared with the emergency reserve values [1,2].
The effect of Zr–Ti combined deoxidation on the microstructures and mechanical properties of high-strength low-alloy steels were investigated. Experimental results showed the addition of Zr–Ti-based deoxidizing agent resulted in the formation of fine Zr–Ti complex oxides [3]. In the Ti–Ca–Zr deoxidized steel, (Ti, Ca, Zr, Al)–O–Mn–S oxide inclusions effectively promoted the formation of intragranular acicular ferrite. A significantly high proportion of acicular ferrite was characterized by high angle grain boundaries and reduced grain size. Additionally, MnS precipitated in the vicinity of (Ti, Ca, Zr, Al)–O–Mn–S oxide particles, which promoted the nucleation of acicular ferrite [4]. Inclusions play a decisive role in processes involving ductile fracture, fatigue and corrosion, for instance. These are some of the properties more relevant to the performance of steel in structural and mechanical applications. Furthermore, inclusions may influence nucleation during phase transformations of steel [5]. The mechanisms of acicular ferrite formation on non-metallic inclusions, such as reduction of interfacial energy, mismatch strain between the inclusion and ferrite/austenite, thermal strains at the inclusions and changes in the matrix composition near the inclusions are discussed [6]. Toughness decreased with increasing volume fraction of inclusions and decreasing inclusion spacing regardless of the grain refining effect [7]. High toughness values achieved in the trials treated with zirconium corresponded with smooth ductile fracture. The metal treated with a combination of zirconium and titanium had a relatively small area occupied by inclusions, but its toughness was also moderate [8]. The relationship between the tensile properties of high-entropy alloy and the characteristics of inclusions were discussed, the present results indicate that the tensile properties of the alloy were significantly degraded as the area fraction and number density of inclusions increased [9]. Owing to the Zr–Ti combined deoxidation, a large amount of fine Zr–Ti oxide particles were formed in the steel and retarded the austenite grain growth during the simulated welding thermal cycle. The austenite grains were small and uniform. The Mn can diffuse spontaneously from austenite to Zr–Ti oxide inclusion and MnS precipitated on ZrO2, which can form an Mn-depleted zone in the vicinity of inclusion [10].
Although inclusions and microstructures have been extensively investigated, knowledge regarding the factors associated with metallurgical processing, such as the degree of deoxidization, is scarce. Therefore, to further explore the influence of non-metallic inclusions on the mechanical property of polar steel, this paper compares the steel produced using two different deoxidization processes in the steel refining process, discusses the types of inclusions that are beneficial to improve the mechanical property of steel and proposes a description of its mechanism.
Materials and methods
Materials
Measured chemical composition of the steels (wt-%).
The refining deoxidation process of Steel A followed the Zr–Ti complex deoxidation control points. Free oxygen of 400–600 ppm from steel was eliminated with the addition of Si–Mn. Al was not added during tapping. When the oxygen content in the molten steel was 20–60 ppm, Fe–Ti and Fe–Zr alloys were added to further eliminate the oxygen.
The refining deoxidation process of steel B is a low-Al deoxidation process. Si–Mn alloys and Al are typically added to eliminate oxygen. Furthermore, instead of adding Al at the ladle furnace, an Al wire was added at the final stage of the Ruhrstahl Heraeus degassing process. Then, Ca treatment was conducted for 2–3 min.
Rolling process parameters of tested steels.
Test methods
Determination of the chemical composition of rolled steel using the emission spectral analysis method in accordance with GOST 18895–97 using the emission spectrometer.
The specimens used for microstructural analysis were prepared using the polishing machine SS-2000 Leco. The specimens were ground by a series of emery papers (up to grade 1200) and mechanically polished to a mirror view using aqueous diamond suspensions with particle sizes of 3 μm and a fine silica suspension with particle sizes of 0.05 μm. The polished samples were degreased with ethanol. The morphology and composition of the inclusions were analysed using a field emission scanning electron microscope (FE-SEM, JEOL JSM-7100F). The elemental distributions of the inclusions were measured using energy dispersive spectrometry (EDS). An accelerating voltage of 30 kV with a 10 nA probe current and a working distance of 10 mm were used to obtain the secondary electron images and conduct the EDS analysis.
Metallographic studies were carried out using the Axiovert 40 MAT EN 61010–1 metallographic microscope. Study of the structure and particles of proeutectoid constituent by transmission electron microscopy was carried out using the analytical transmission electron microscope JEM200CX. The type of inclusions and emissions of proeutectoid constituent was determined by the electron microdiffraction method. Schematic illustration of specimens obtained from steel plate.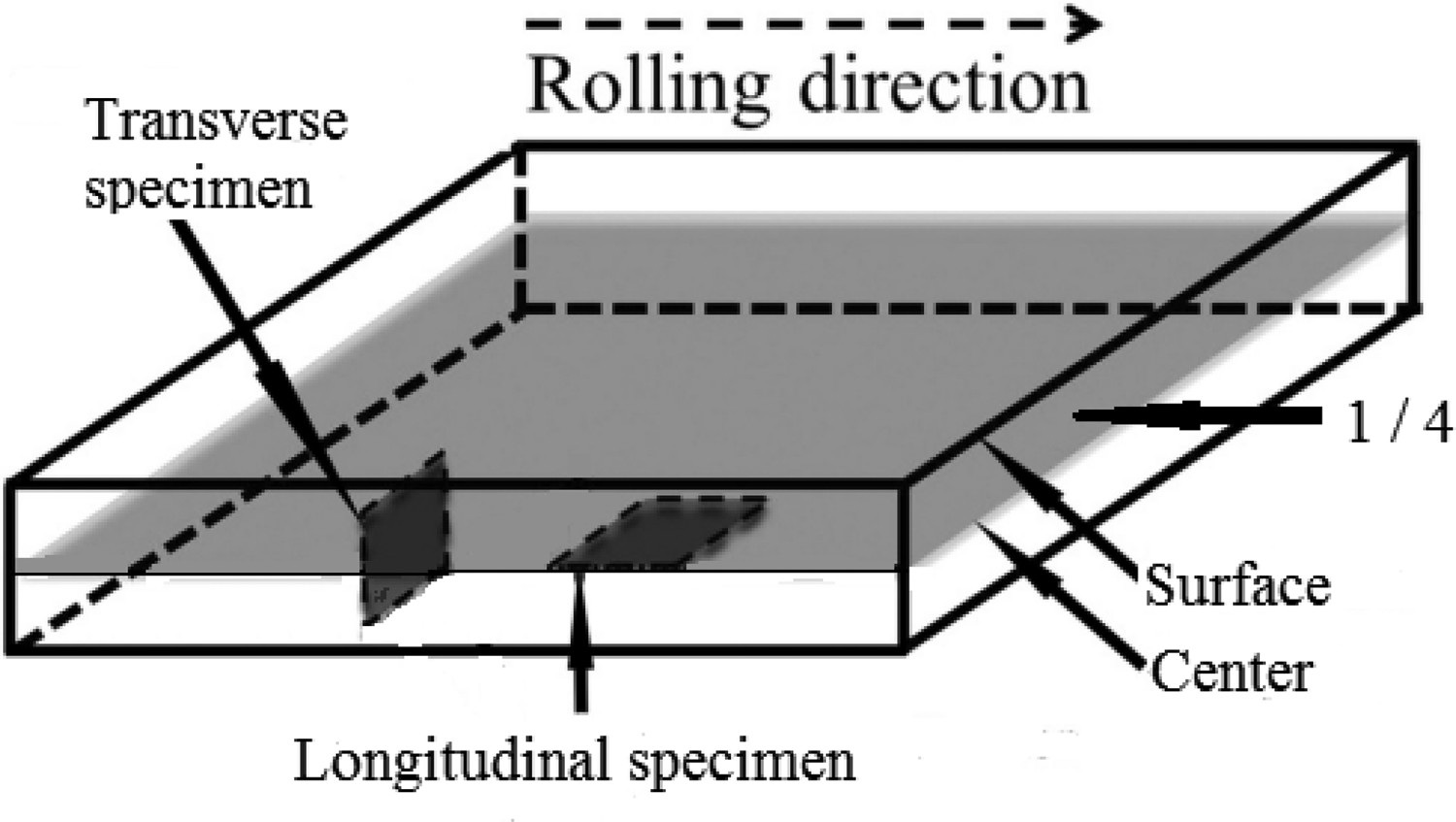
A number of tensile test specimens with a dimension of 30*10*6 mm were cut from the 30 mm thickness steel plates and perpendicular to the rolling direction (Figure 1). The tensile tests were performed at room temperature with a constant strain rate of 1 mm/min using a universal tensile testing machine. At least four Charpy impact test specimens from each plate, with V-notch in the transverse direction, were prepared. The toughness measurements were carried out at different temperatures from −20°C to −80°C.
Results
Mechanical property
Mechanical properties of tested steels A and B.
The elongation and impact toughness of steel deoxidized using Zr–Ti and Al are also presented in Table 3. The average elongation of steel A in longitudinal and transverse specimens is 26.8% and 25.5%, respectively, and those of steel B is 23.6% and 22%. Hence, it is determined that the use of Zr–Ti deoxidizer had a positive effect on the ductility of the steel. The average Charpy absorbed energy of steel A in longitudinal and transverse specimens were 180 and 223 J, respectively, at −80°C, whereas that of steel B were 132 and 153 J, respectively, at the same temperature. It is noticeable that the impact toughness of steel deoxidized using Zr–Ti is substantially higher than those of steel deoxidized using Al.
Figure 2 shows characteristics of the impact fracture morphology of steel A and steel B, indicating plastic deformation, dimpled fracture and fine-sized cleavage facets in steel A, but mainly cleavage surface with a small number of toughness sockets in steel B. The fracture morphology can reflect the impact toughness of steel A is better than steel B. Fracture morphology of impact specimen from (a) steel A and (b) steel B.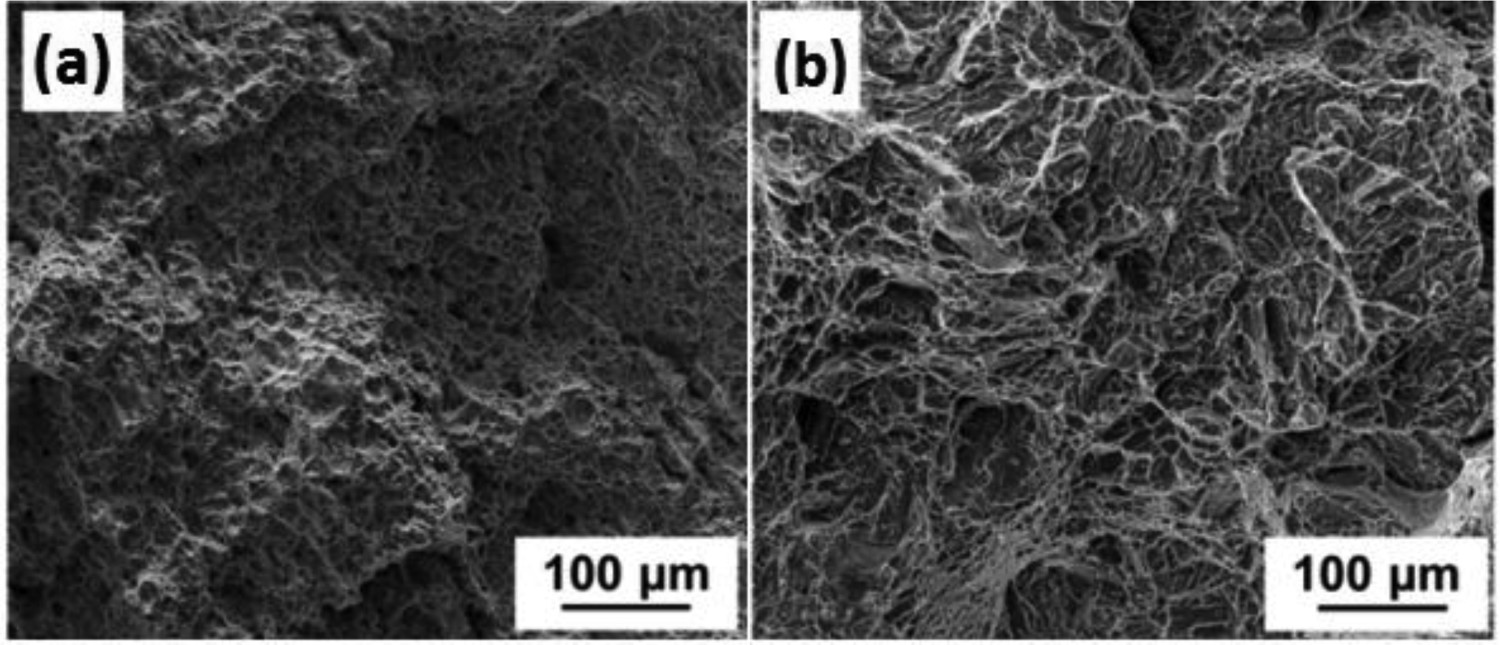
Metallographic structure
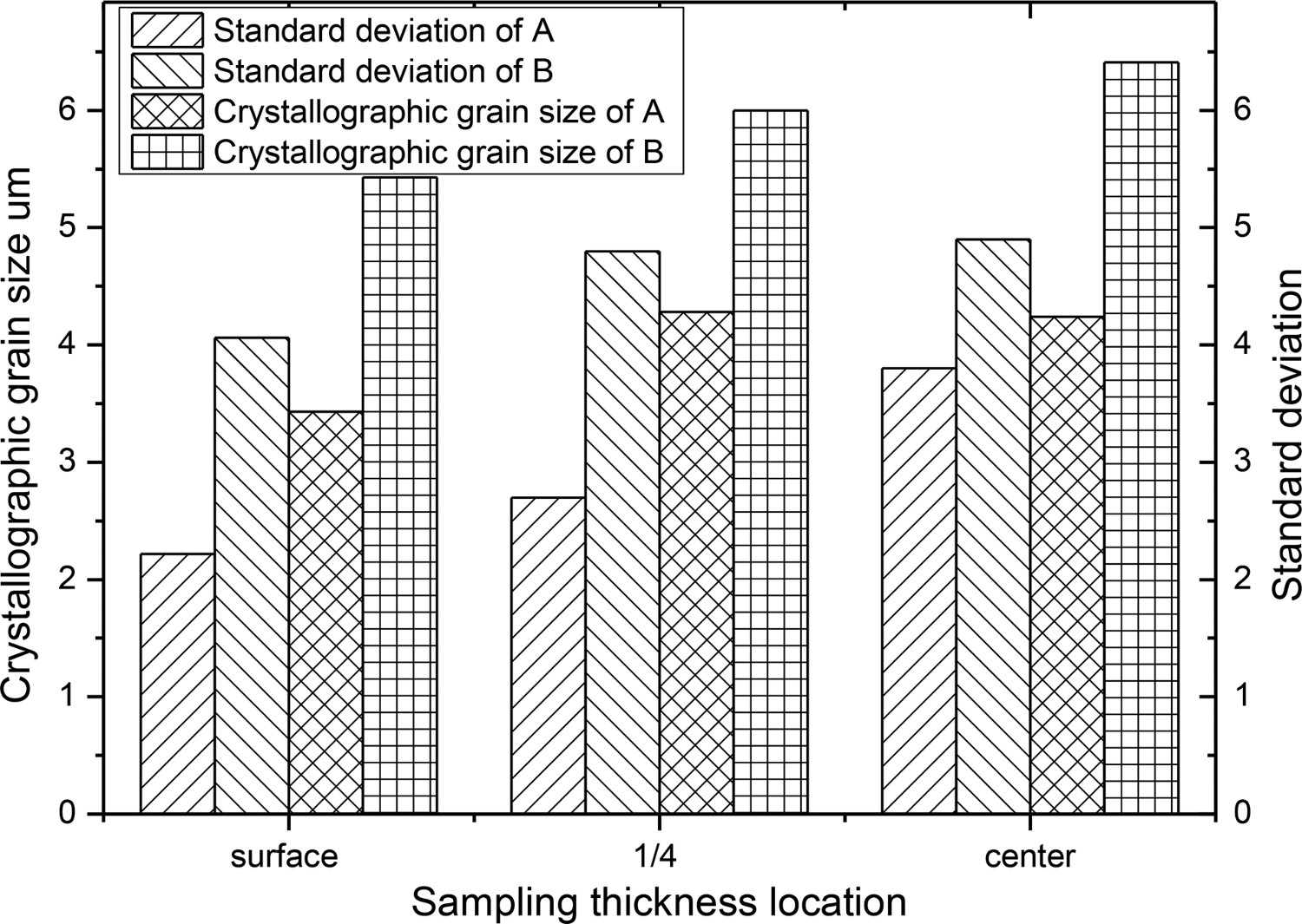
Figure 3 shows the grain morphology of steel A and steel B at different thickness positions. Figure 4 shows the crystallographic grain size for the specimens parallel to the rolling direction of steel A and steel B. The average grain size of steel A is 3.43–4.24 µm, which is less than steel B with 5.43–6.41 µm. The standard deviation equivalent diameters of grains in Zr–Ti-killed steel from different thicknesses were smaller than that in Al-killed steel, respectively. The microstructures of steel A are more finer and uniform than steel B. EBSD maps the grain in specimens deoxidized using Zr–T sampling position (a) near surface, (b) at 1/4 thickness, (c) at 1/2 thickness and deoxidized using Al sampling position (d) near surface, (e) at 1/4 thickness and (f) at 1/2 thickness. The grain size statistics were determined by EBSD of steel A and steel B.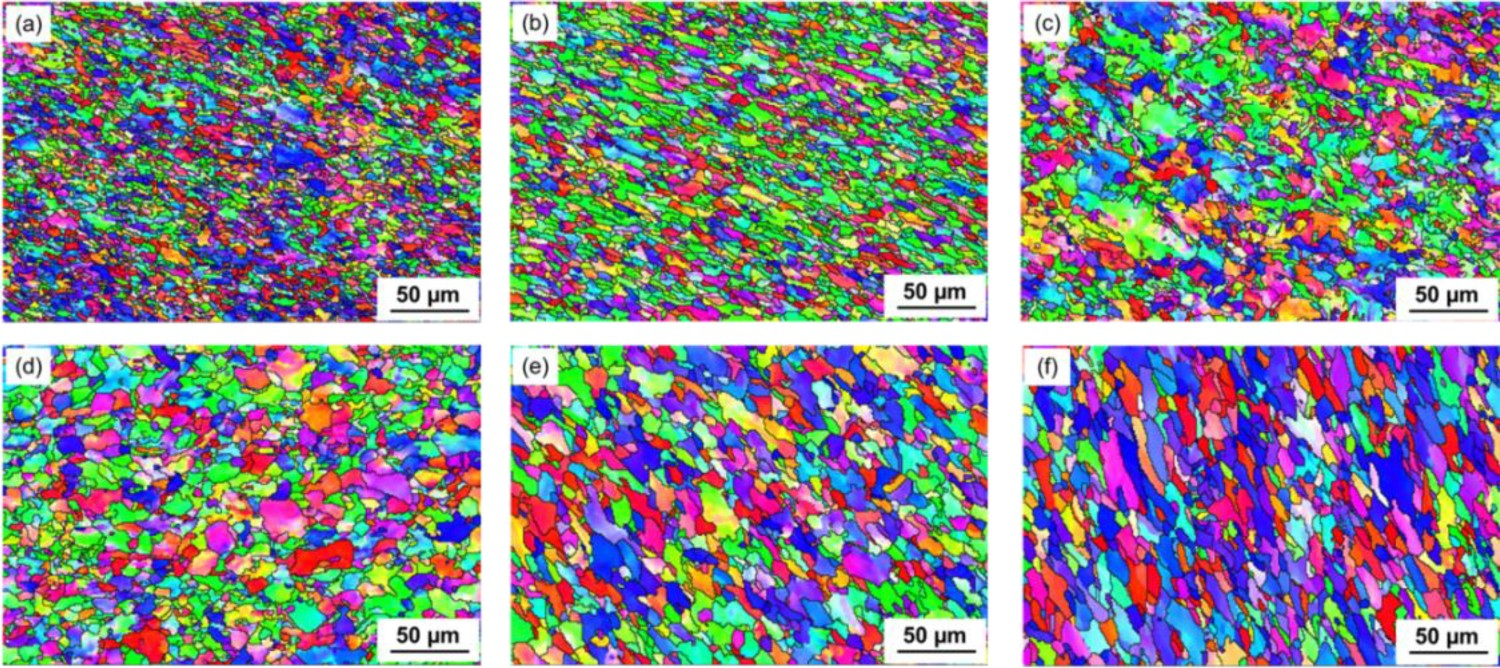
Inclusions
Figure 5 shows the SEM images at 3000 magnification of steel A and steel B corresponding to EDS spectra of the inclusions in the experimental steels. There are (Ti, Ca, Zr, Al)–O–Mn–S oxide particles in steel A. The formation of small Zr–Ti complex oxide inclusions in steel A provides nucleation sites for the precipitation of MnS leading to the homogeneous distribution of small spherical MnS particles. Subsequently, this significant amount of MnS homogenizes the microstructure of the steel. The structure of steel A is a mixture of ferrite and pearlite, as presented in Figure 5, the inclusions in steels B are characterized by the presence of calcium in the oxide component of the inclusions, which constitutes complexes of the MgAl2O4·CaO type (Table 4). SEM images at 3000 magnification of (a) steel A, (c) steel B; corresponding EDS spectra of the inclusions in the experimental steels, namely (b) steel A, (d) Steel B. Chemical composition of the common inclusions found in the steel samples (wt-%).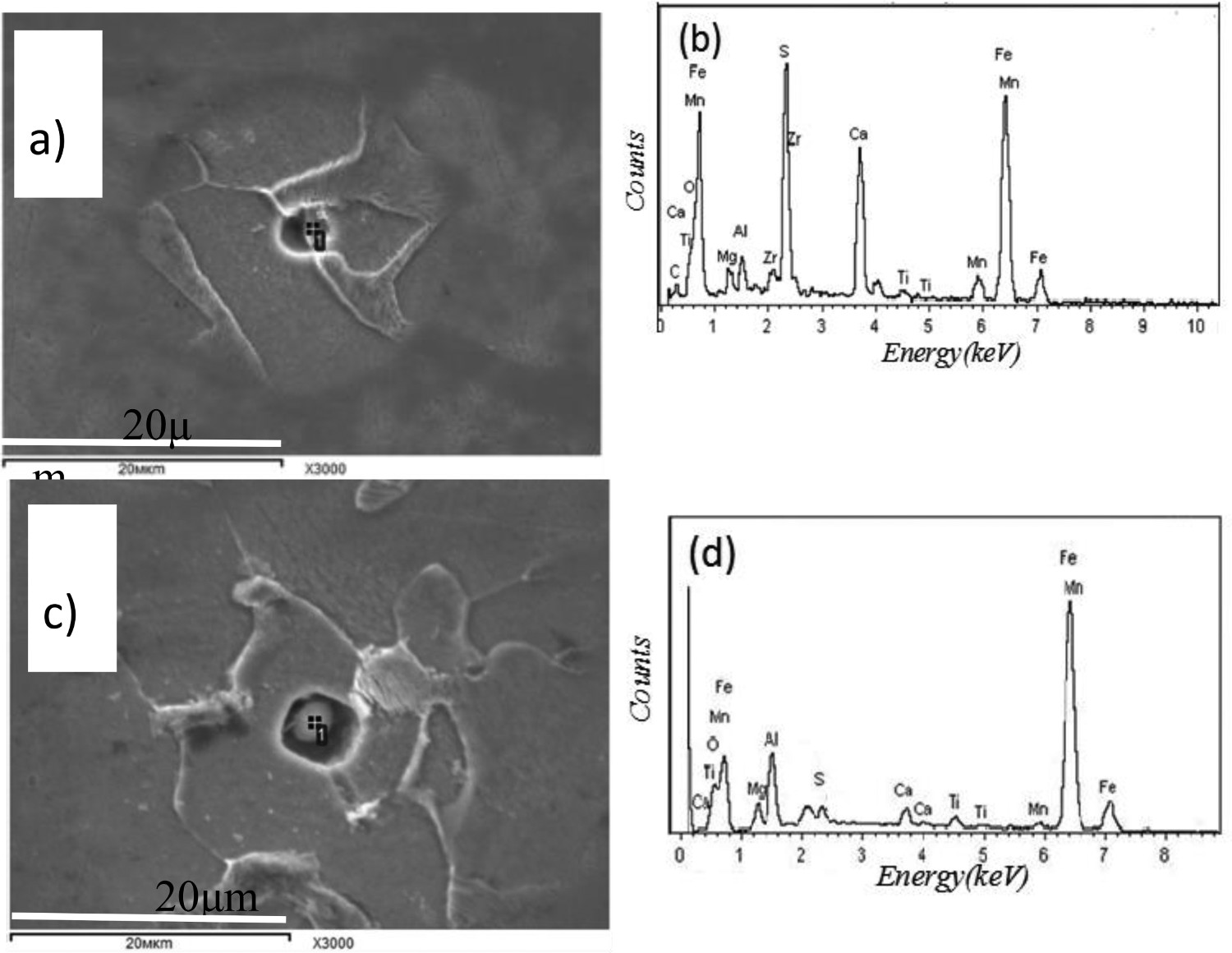
Figure 6 shows the density and type distribution of inclusions in the specimens of the steel A and steel B deoxidized using Zr–Ti and Al, respectively. Approximately 70% of the oxides are globular inclusions in steel A, also exist 20% manganese sulphide and titanium nitride inclusion, whereas only about 30% of the oxides are globular inclusions in steel B, the remaining 60% are mainly manganese sulphide and titanium nitride mixed. It can be seen that there are lower inclusion density and more globular inclusions in steel A than steel B. Density and type of the inclusions in the samples.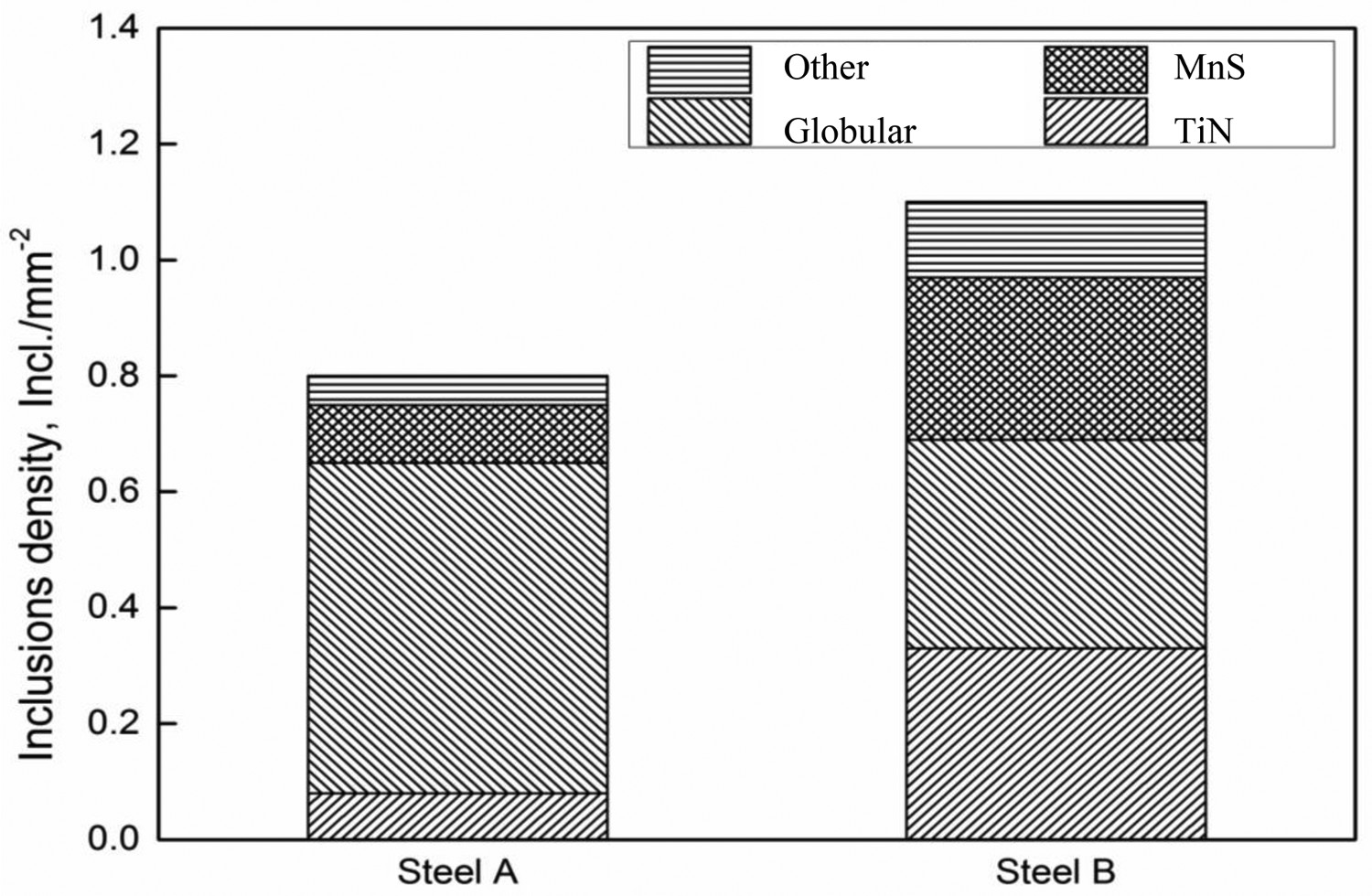
In Figure 7, the fractured surface of steels deoxidized using Zr–Ti and Al and particles were analysed by SEM and EDS. Figure 7(a) shows that the fractured surface of steels deoxidized using Zr–Ti which contains a complex inclusion in the centre of a dimple. Figure 7(b) revealed that the fractured surfaces of steel deoxidized using Al consist of dimples with particles, which were Al-deoxidized oxide. SEM images of fracture surface and EDS results of steels A and B.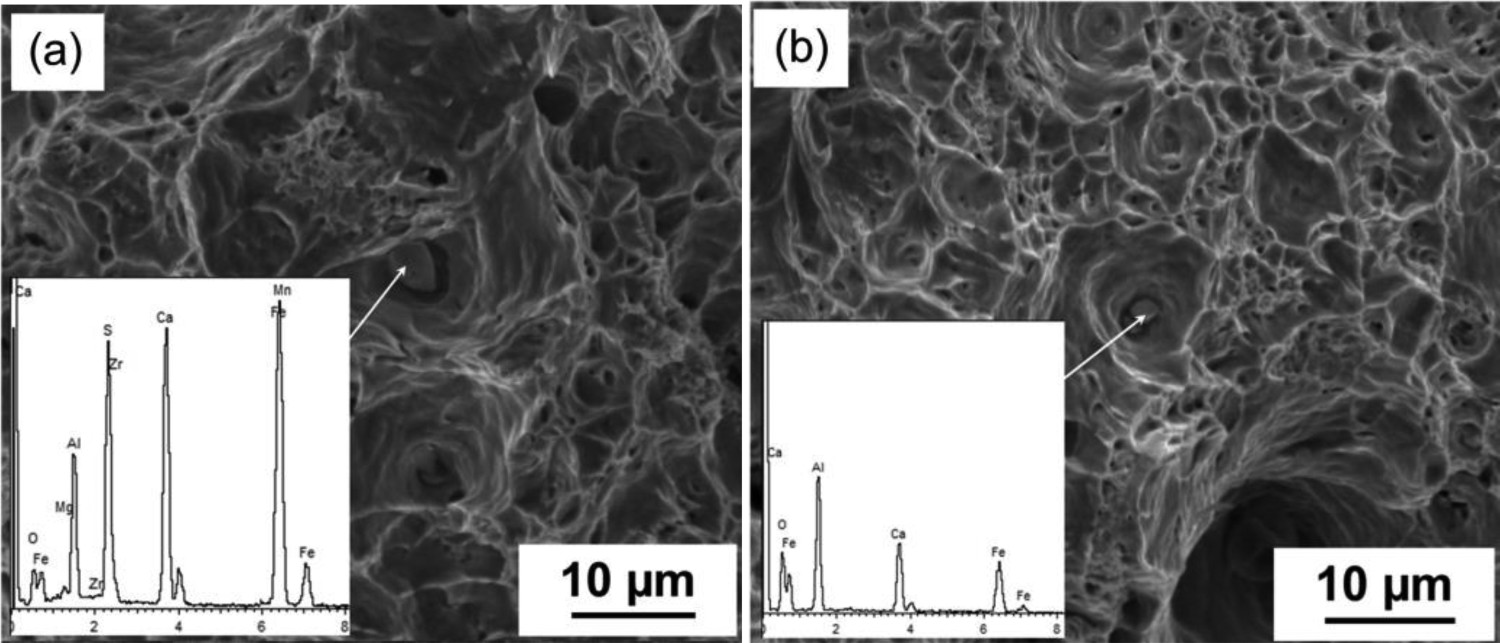
Distribution of elements around the inclusions
A characteristic rift or halo around inclusion can be attributed to several factors, such as the stresses in the matrix around the inclusion that are caused by variations in the linear expansion factor of the matrix-inclusion. This can also be caused by the different chemical compositions of the matrix adjacent to the inclusion. Thus, the sections of the matrix around the inclusions were further investigated in terms of changes in their chemical compositions.
Figure 6 shows the distribution of the main elements near the inclusion of steel A, which differed from the rest of the matrix (C, Si and S) along a line passing through the region of the rifts around the inclusions to the more remote parts of the matrix. The chemical compositions were determined at separate points, spaced from each other at a distance of 0.5 μm.
The results presented in Figure 8 show that the rift region, which was limited by red lines on the figure, is characterized by an increase in the sulphur content, owing to the precipitation of the reaction products formed from the dissolution of the sulphide part of the inclusion immediately adjacent to the region. In addition, the region of the rift together with the non-etched area which is the adjacent darker area (highlighted by the green lines with a radius of approximately 25 μm) is characterized by a reduced carbon and silicon content, compared with the more remote inclusion areas of the matrix. The heterogeneity of the chemical composition near the inclusion can be associated with the stresses arising in this region, resulting in the redistribution of the elements in a solid solution, including carbon and silicon. Distribution of elements in the rift zone around an inclusion: (A) silicon, (B) sulphur and (C) carbon.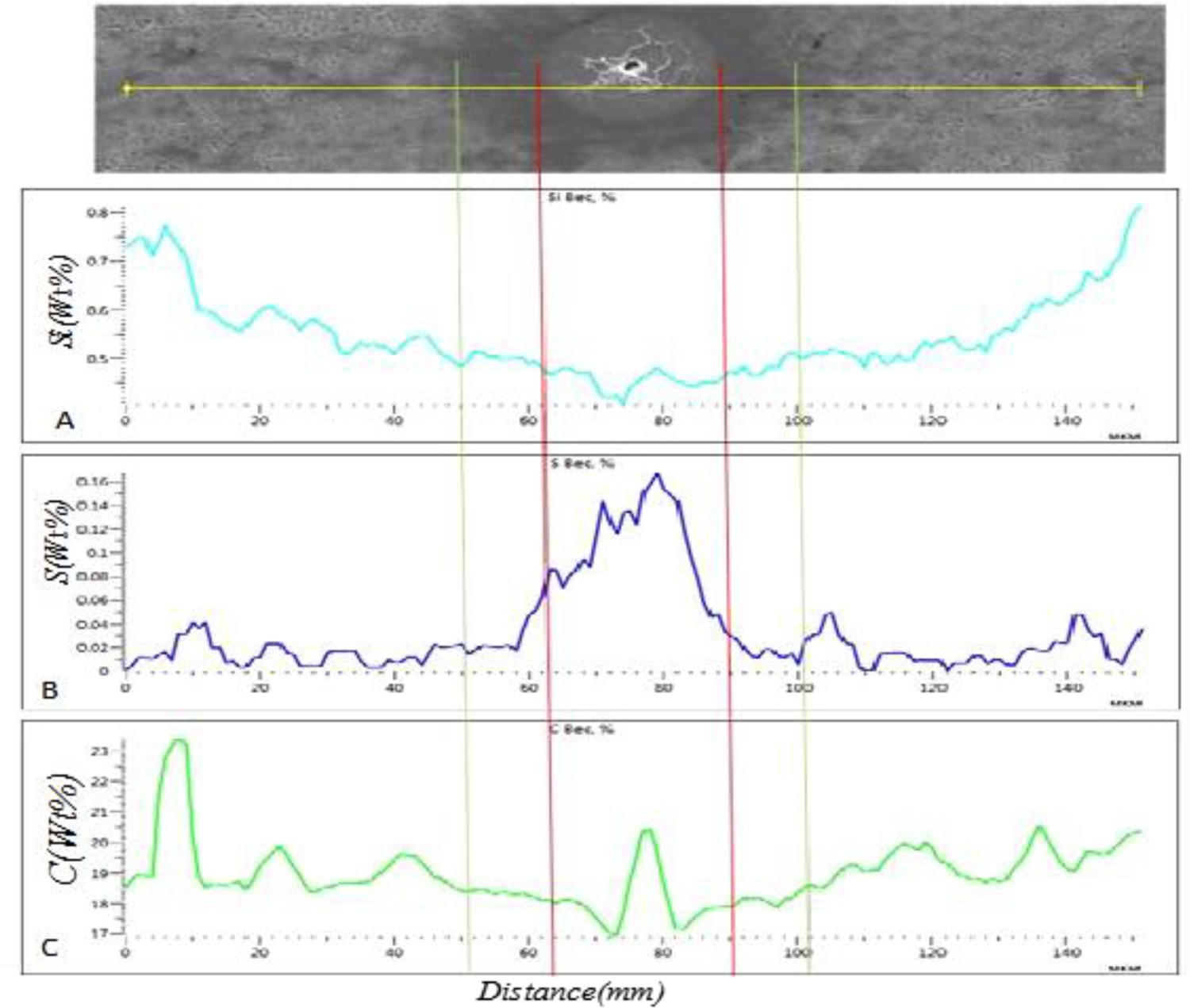
Discussion
The finely dispersed oxides in the matrix were identified as Zr and Ti complex oxides when the steel was deoxidized with Zr and Ti. These oxides provide nucleation sites for the precipitation of MnS particles during solidification, resulting in the spheroidization and evenly dispersed MnS inclusions in the steel matrix. Because of abundant finely oxides dispersed in the matrix uniformly, the microstructures were uniform and stability of strengthening was enhanced. The ductility and toughness of the steel plates deoxidized using Zr–Ti were considerably improved, apparently due to the spheroidization and uniform dispersion of MnS [3].
There are more amounts of fine oxide inclusions in Zr–Ti-killed steel and they can restrict austenite grain growth by pinning effect at high temperature [10]. The Mn can diffuse spontaneously from austenite to Zr–Ti oxide inclusion and MnS precipitated on ZrO2 because of similar lattice parameters, which can form Mn-depleted zone in the vicinity of inclusion and thereby providing the driving force for acicular ferrite transformation. The acicular ferrite grains are formed and effectively divided coarse austenite grains into many finer and separate regions. The later formed pearlite microstructures were confined in these smaller regions, thus resulting in the fine-grained mixed microstructures of acicular ferrite and pearlite.
The low lattice misfit between ferrite and TiN that precipitated on the surface of the Ti–Zr–Mn–O–S inclusion was the main reason for Ti–Zr–Mn–O–S + TiN inclusion inducing AF nucleation [11].
The precipitation of the MnS phase around the inclusion promoted inclusion-induced AF nucleation. Predominant Ti–Ca–Zr–Al–O + MnS oxide inclusions formed Mn-depleted regions because of MnS precipitation, which could explain the formation of intragranular AF [12].
Inclusions that promoted ferrite nucleation were mainly composite-type comprising of a core of ZrO2 and shell of MnS [13,14]. Deoxidation of Zr–Ti compound is beneficial for increasing the elongation and the yield strength of low alloy steel, which showed small globular oxide with the lowest non-metallic inclusions level. The significant difference in the inclusion level for the steels directly impacts in the formation of flat fracture and therefore in the toughness capacity [14].
Conclusions
The main results of this study are summarized as follows: Deoxidation of Zr–Ti compound is beneficial for increasing the elongation of low alloy steel, and the yield strength and Vickers hardness are comparable to that of Al-deoxidized steel. The average grain size of the specimen in Zr–Ti-killed steel is 3.43–4.24 µm. The standard deviation equivalent diameters of grains in Zr–Ti-killed steel from different thicknesses were smaller than that in Al-killed steel, respectively. The effective grain size of steel can be reduced and tested uniformly by controlling inclusions morphology and secondary phase. The Zr–Ti-deoxidized steel has a lower inclusion density and more globular inclusions than the Al-deoxidized steel. Approximately 70% of the oxides are globular inclusions in the steel, also exitatistics dest 20% manganese sulphide and titanium nitride inclusion. The heterogeneity of the chemical composition near the inclusion can be associated with the stresses arising in this region, resulting in the redistribution of the elements in a solid solution.
Footnotes
Acknowledgements
The authors thank Hongbiao Dong for providing language help and for assistance during the experiments. The authors also thank NISCO Company for providing the test equipment. Author contributions: Ming Li, Huajie Wu and Yanhui Sun contributed to the design and implementation of the research, to the analysis of the results and to the writing of the manuscript.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Data availability statement
The datasets for this study can be found in the figures and tables.