
Abstract
Titanium distribution ratio is a key parameter which directly reflect the ability to remove titanium in the LF refining process. A thermodynamic model for calculating the titanium distribution ratio (LTi) between ladle furnace (LF) refining slags, i.e., CaO–SiO2–MgO–FeO–(CaF2)–MnO–Al2O3–TiO2 slags, and molten steel has been developed by coupling with the ion and molecule coexistence theory (IMCT) and slag–metal equilibrium theory. The reliability of the model was verified by comparing it with industrial data. Using this model, the effects of Al, Si content in steel and CaO, MgO and TiO2 in slag on the L Ti were investigated. Meanwhile, the optimal equilibrium slag composition of GCr15SiMn bearing steel was predicted. On this basis, five groups of industrial tests were carried out, and the results indicated that the optimized practice had achieved remarkable results in limiting titanium content compared with the routine process.
Introduction
According to the properties and uses of steel, the role of titanium elements in different steels is also different. On the one hand, titanium is one of the most important micro-alloy elements for the production of several grades of steel. As an example, in stainless steel, it is commonly used to enhance the resistance to intergranular corrosion at high temperatures and improve the mechanical properties of steels, such as strength and toughness [1,2]. On the other hand, titanium content in steel also needs to be limited to a very low level like bearing steel and spring steel, 30 ppm or even less than 10 ppm. This is because titanium has a strong affinity with oxygen, nitrogen and carbon in liquid steel, once they can combine to form the angular and hard inclusions such as TiO2, and Ti(CN) during solidification, which seriously affect the fatigue properties of steels [3,4]. Therefore, controlling and adjusting titanium content is a prerequisite condition in the iron and steelmaking process. Titanium distribution ratio is a key parameter to evaluate the partition of titanium between slag and metal. In order to predict the inclusions formed and the relationship between titanium in the metal and slag, it is necessary to understand the factors affecting the activity of titanium oxide in slag.
Over the last decade, numerous experimental and theoretical studies have been performed to investigate the influence of slag–metal reaction on the titanium distribution ratio (



As a matter of fact, Ladle Furnace (LF) refining process has become a conventional secondary refining technique in steelmaking plants because of its advantages of easy alloy composition adjustment and rapid temperature adjustment. But there is little information about the thermodynamic behaviour of titanium oxide in ladle-type slags. Therefore, the objective of the present work is to develop a reliable thermodynamic model to predict the titanium distribution ratio during the LF refining process.
Currently, the ion and molecule coexistence theory (IMCT) has been successfully used to predict sulfur, phosphorus and manganese distribution behaviour in the steelmaking process [10–13]. Therefore, in the slag–metal equilibrium system, a predicting model for calculating the titanium distribution ratio between the LF refining slag and molten steel has been developed by coupling with a thermodynamic model for calculating the mass action concentrations of slag components, that is, CaO–SiO2–MgO–FeO–(CaF2)–MnO–Al2O3–TiO2 slags, based on the IMCT. In order to verify the accuracy of the model, GCr15SiMn steel was used as the research steel (due to the improper addition of deoxidiser or the existence of unstable slag components such as FeO and TiO2, it is easy to cause fluctuations in the titanium distribution ratio in the LF refining process), and an industrial test was carried out in a special plant in China. And then, the effects of Al and Si contents of steel and slag composition on the titanium distribution ratio were investigated by using the model. Lastly, the optimised tests were carried out using the prediction results of the model. The practice shows that the model has a certain guiding significance for the industrial production of low-titanium GCr15SiMn steel.
Establishment of model
Model mechanism and hypothesis
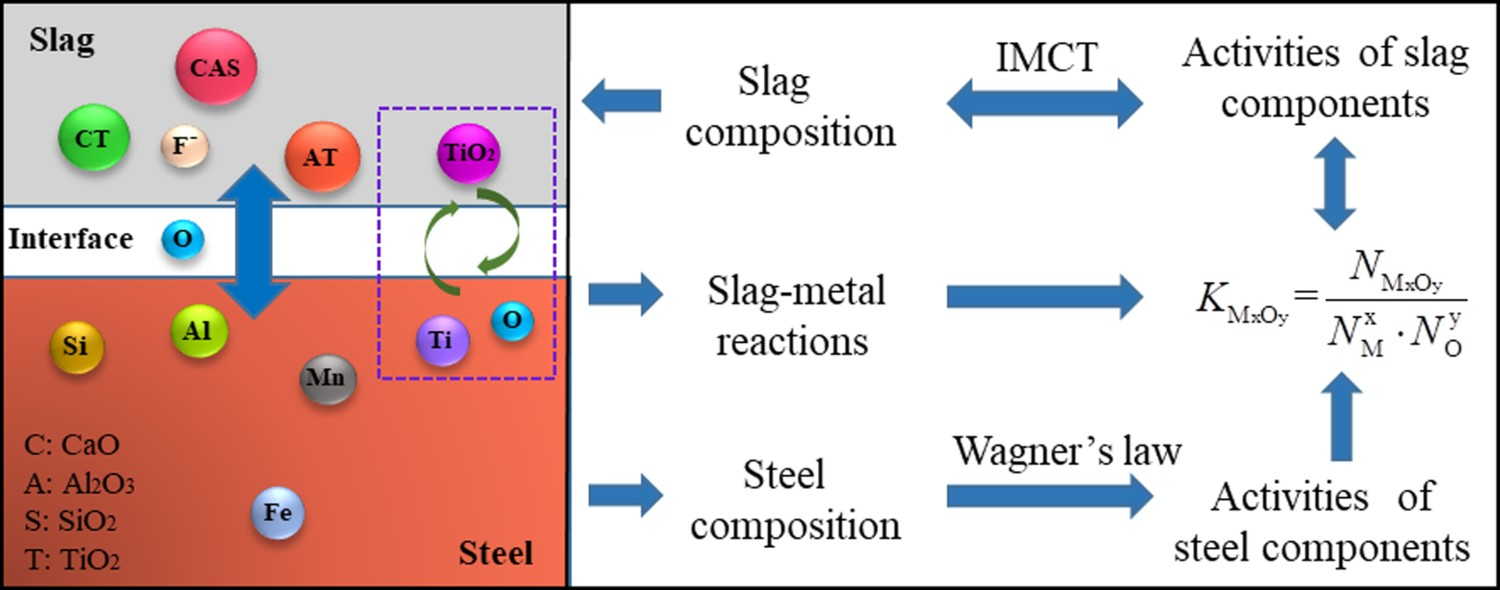
Figure 1 is the mechanism diagram of the model. According to the classical IMCT and slag–metal equilibrium theory, the basic hypotheses of the model are as follows. The prominent reactions of interest include oxygen, Al, Si, Mn, Ti elements. It is assumed that a thermodynamic equilibrium at the slag–metal interface does exist between Al + Al2O3, Si + SiO2, Mn + MnO, Fe + FeO and Ti + TiO2 systems. The slag system used during LF process is generally composed of eight components: CaO, SiO2, MgO, FeO, CaF2, MnO, Al2O3 and TiO2. According to the IMCT [14–16], structural units in the studied slags are composed of simple ions Ca2+, Mg2+, Fe2+, Mn2+, F− and O2−, simple molecules SiO2, Al2O3 and TiO2, and complex molecules such as Reactions between simple ions and simple molecules to form complex molecules by bonding ion couples are in a dynamic equilibrium. The equilibrium reaction mainly occurs in both slag bulk and the surface layer of molten steel. Chemical reactions of forming complex molecules obey the mass action law and do not participate in the slag–metal interface reactions. Thus, the chemical reaction equilibrium constant can be represented by the defined mass action concentration. Schematic diagram of the model.

Equilibrium expressions at slag–metal interface
According to the slag–metal equilibrium theory, the chemical reactions occurring at the interface between slag and molten steel are shown in Equations (1a–1e):




The expressions of standard equilibrium constants of Equations (1a–1e) are shown in Equations (2a–2e):




where 




First-order interaction coefficients of the constituents in molten steel [17].

As can be seen from Equations (2a–2e), based on the given contents of molten steel (such as Al, Si and Mn), there are six unknowns which are [%O], 




Calculation of equilibrium slag action concentration
Expression of structural units as ion couples or complex molecules, their mole numbers and mass action concentrations in CaO–SiO2–MgO–FeO–(CaF2)–MnO–Al2O3–TiO2 slags.
In 100-g LF refining slags of CaO–SiO2–MgO–FeO–(CaF2)–MnO–Al2O3–TiO2, the initial mole fraction numbers of eight components are expressed as 









The mass action concentration (


It should be emphasised that the free Me2+ and O2− keep independent form, each other cannot form MeO on liquid or solid-state. Therefore, the mass action concentration of MeO should be calculated by Equation (6).










Chemical reaction formulas of possibly formed complex molecules in CaO–SiO2–MgO–FeO–(CaF2)–MnO–Al2O3–TiO2 slags.
On the basis of IMCT, the sum of mass action concentrations of all structural units in a fixed amount of CaO–SiO2–MgO–FeO–(CaF2)–MnO–Al2O3–TiO2 slag under equilibrium condition is equal to 1.0, which can be expressed as Equation (7):
The mass conservation equations for eight components in LF refining slags equilibrated with molten steel can be established as follows:







The sum of the mass of all the components in the LF refining slag is equal to 100, which can be expressed as:
Programme and computation process


Chemical compositions of slags and molten steel, measured

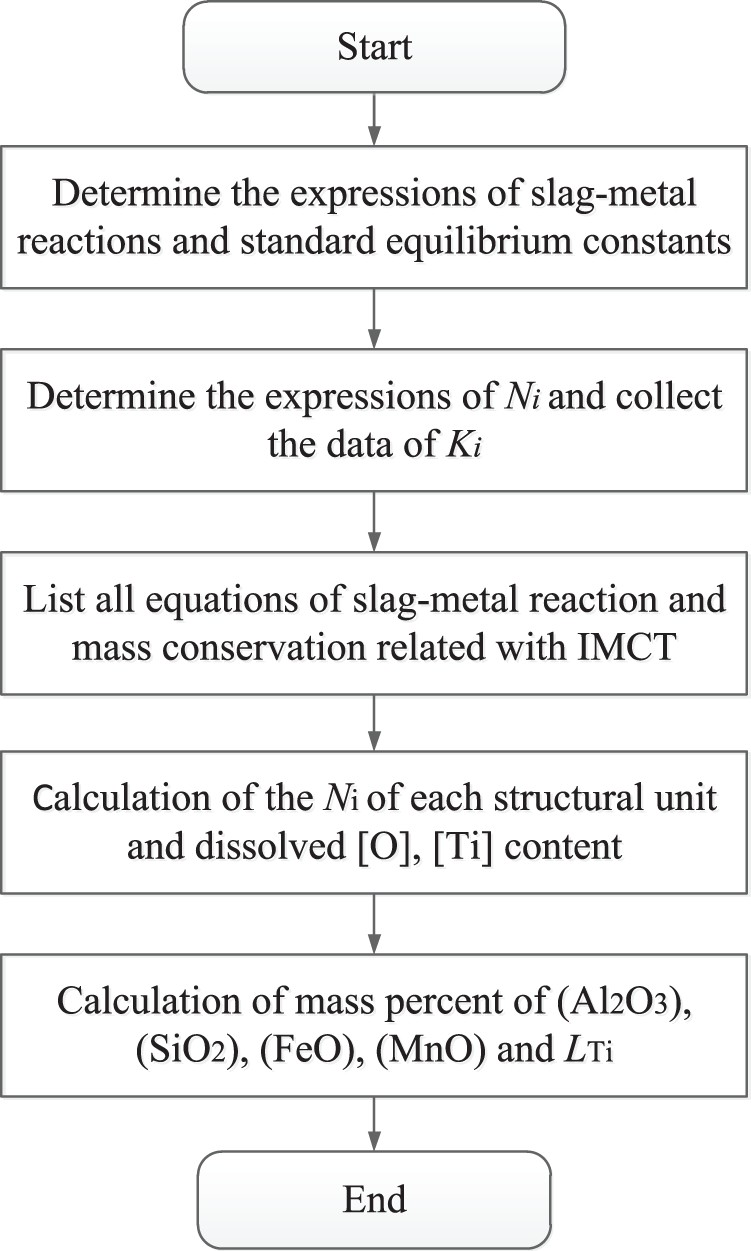
Figure 2 shows the flow chart of the calculated model. First, the initial contents of Al, Si and Mn in steel, the components of CaF2, CaO, MgO and TiO2 in slag, and temperature ( Calculation flow of the model.




All the above simulations are implemented using the software Matlab 2017b on a personal computer platform.
Result and discussion
Experiment verification of the model
In order to verify the rationality of the model, an industrial test with CaO–SiO2–MgO–FeO–(CaF2)–MnO–Al2O3–TiO2 slags system was carried out in Xining Special Steel Group, Co., Ltd, Xining, Qinghai. In this section, the titanium distribution ratio between GCr15SiMn steel and the slag in a 70-ton LF was calculated. GCr15SiMn is one of the typical full-hardenability bearing steel with high hardenability and wear resistance, widely used in bearings of wind power equipment and heavy machinery. The steelmaking route of GCr15SiMn was 110 t EAF→70 t LF refining→70 t VD refining→ingot casting. According to the refining requirements and characteristics of LF refining, its basic operation procedure is illustrated in Figure 3 and summarised as follows. (1) Before the ladle enters LF refining, a certain amount of ferroalloys and complex slag formers are added into a 70-ton ladle for alloying pre-treatment and slagging. (2) Arriving at LF station, Ar gas is introduced from the bottom ladle to stir the molten steel, and the electricity is also switched on through graphite electrodes to improve the temperature. After 25 minutes, the temperature of molten steel is measured by means of a thermocouple sensor. The samples of slag and molten steel are taken to analyze their chemical compositions, regarded as the middle stage samples. (3) Subsequently, a fixed amount of Al-deoxidiser and ferroalloys with known composition are specially introduced into the ladle according to the feedback results of the sample. (4) And keep the refining operation for more than 40 minutes. Meanwhile, heating by electricity and stirring by Ar gas continues. The taken samples are assigned as the final stage samples when the chemical composition and temperature meet the requirement of aimed steel. Smelting flow chart and sampling positions of GCr15SiMn steel in a 70-ton LF.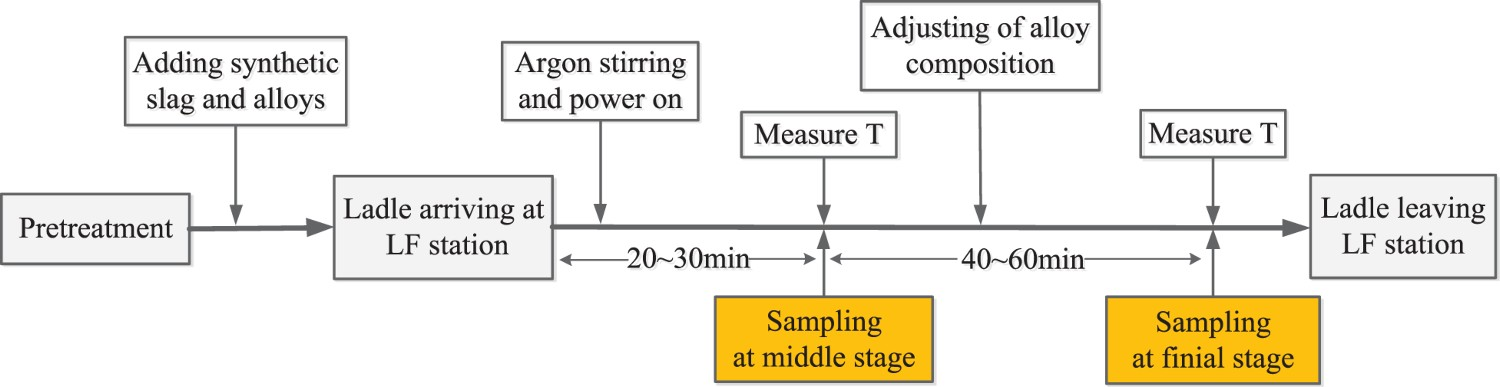
Chemical compositions of slags and molten steel, measured

Calculated activities value of simple compounds and containing-TiO2 molecules in heat No.2.
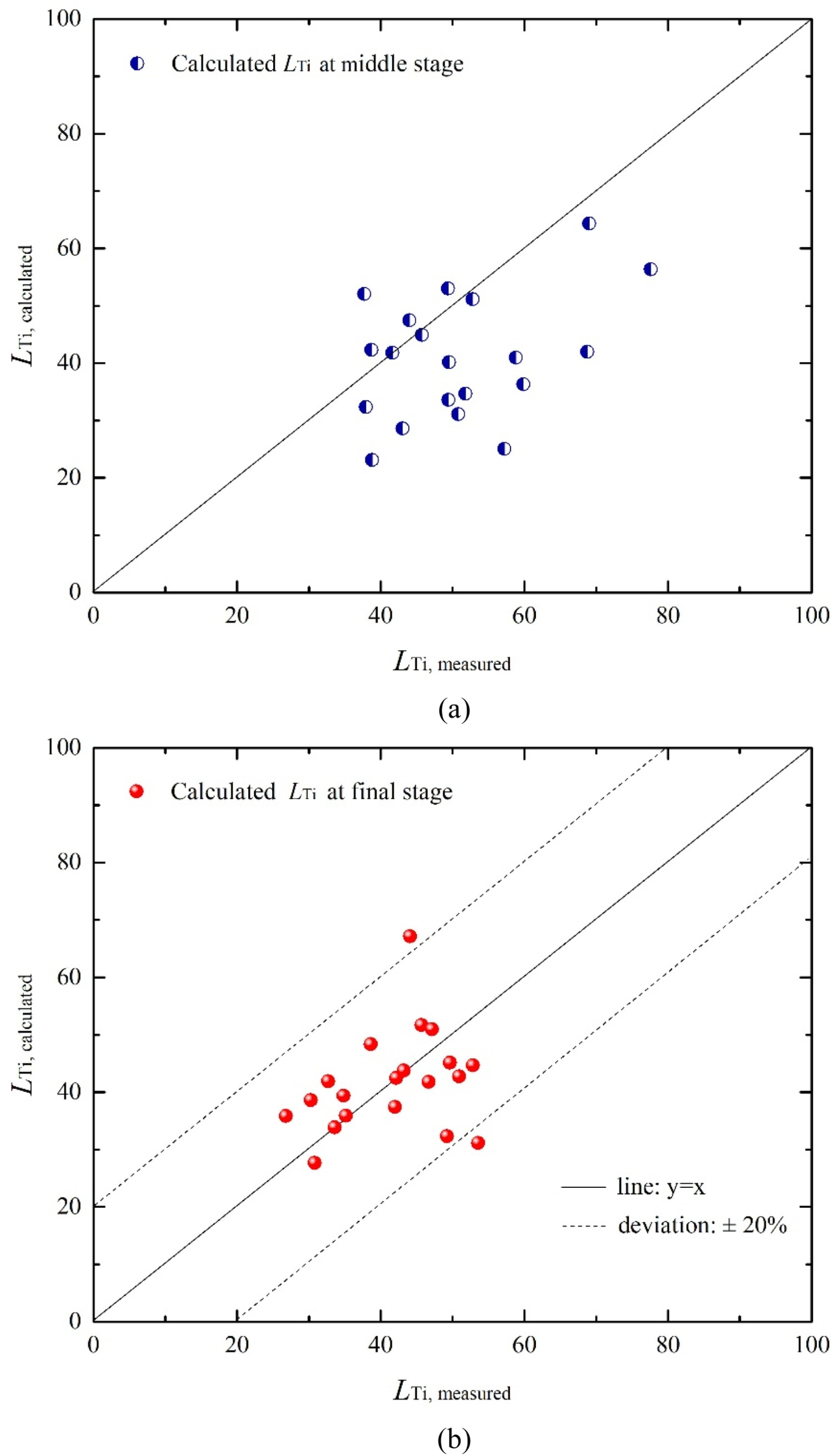
Using the model developed in the previous section, the titanium distribution ratios ( Comparison of calculated and measured titanium distribution ratio during 20 heats of a 70-ton LF refining process (a) at middle stage, (b) at final stage.

In order to further verify the applicability of the model, the equilibrium experiments of Kishi et al. [5], Jung et al. [6] and Park et al. [8] in different slag systems are also calculated. The results of this calculation are plotted in Figure 5, which are basically consistent with the experimental results with permitted error. Hence, the model can be used to predict the equilibrium titanium distribution behaviour between slag and steel under TiO2-containing slag systems. Comparison between 

Model application during LF refining process
Through the above analysis, the rationality of the model is verified. Then, taking GCr15SiMn as an example, the effects of Al and Si in steel and CaO, MgO and TiO2 in slag on the equilibrium titanium distribution ratio between slag and steel are discussed in detail.
Effect of Al, Si content on the equilibrium

Figure 6 depicts the effect of dissolved Al content in steel on the titanium distribution ratio (L
Ti) in equilibrium CaO–SiO2–MgO–FeO–MnO–Al2O3–TiO2 system at 1848 K with Si of 0, 0.02, 0.055 wt%, CaO of 55 wt%, MgO of 4 wt% and TiO2 of 0.1 wt%. Among them, the dotted line represents the result of Bannenber et al. [33] (Si = 0), the dash-dotted line (Si =0.2 wt%) and the solid line (Si = 0.55 wt%) represent the results calculated by the model, and the red dots represent the measured results at LF final stage of 20 heats. It can be seen that with the increase of Al content, the L
Ti decrease significantly. That is, there is an obvious negative relationship between L
Ti and dissolved Al content by the present work, which is in accord with Bannenber's conclusion. In Figure 6, it is also found that the higher the Si content in steel, the lower the required Al content to reach the same value of L
Ti. For example, under the same condition of L
Ti =50, the lower Al content in molten steel with Si=0.55 wt% is 0.023 wt%, while the Al content with Si=0.2 wt% is 0.031 wt%. Furthermore, the variation trend of titanium distribution ratio with Al content under the condition of 0.55 wt% silicon content has also been verified by industrial data. Briefly, the effect of Al content on the equilibrium L
Ti is also closely linked to the content of silicon in steel. Thus, for Si-containing alloy steel, it is imperative to limit the Ti content in steel by adjusting the amount of Al added. Effect of Al content on the predicted equilibrium 
It is of great significance to reasonably design Al content in molten steel for realising low-titanium and oxygen of bearing steel. Figure 7 depicts the functional relationship between the equilibrium contents of O, Ti and the content of Al at 1848 K. It can be seen that in the process of increasing the Al content from 0.0025 to 0.06 wt%, the equilibrium Ti content keeps increasing; on the contrary, the equilibrium O keeps decreasing during this process. Obviously, the effect of Al content on the equilibrium O and Ti in steel is opposite. Specifically, when the Al content is below 0.015 wt%, the equilibrium O increases rapidly; while the Al content is more than 0.025 wt%, the equilibrium O content decreases and the reduction is negligible. In fact, once the Al content exceeds 0.015 wt%, the O content calculated by the model is less than 3 ppm, which has little effect on the contribution ratio of total oxygen in the final stage of LF. It can be inferred that excessive Al content is unnecessary, and 0.015–0.025 wt% Al is permissible. Estimated equilibrium Ti and O contents as a function of Al content at 1848 K.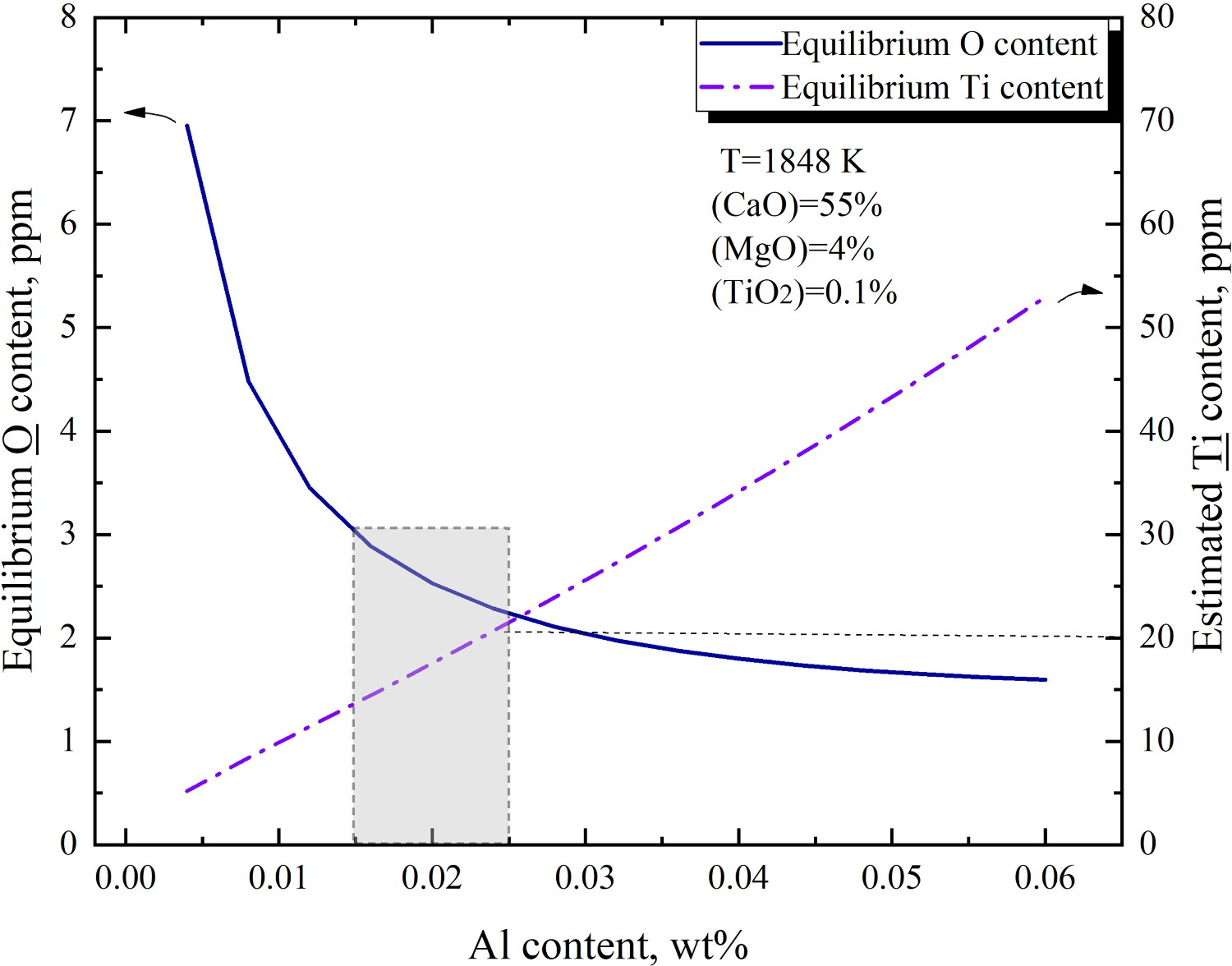
Effect of CaO, MgO content on the equilibrium

Comparing Tables 4 and 5, it can be seen that with the decrease of CaO content, the titanium distribution ratio shows a downward tendency from the LF middle stage to final stage. Therefore, in order to further accurately describe its influence, the 2nd heat is selected as a representative, the activities of the relevant compounds in CaO-SiO2-MgO-FeO-MnO-Al2O3-TiO2 slag system at 1848 K is calculated using the predicting model, as shown in Table 6.
It can be seen from Table 6 that the CaO, MgO and TiO2 in the slag have a strong binding ability, and they will react to form the complex molecules CaO·TiO2, 3CaO·2TiO2, MgO·TiO2 and 2MgO·TiO2, their values more than 10-6 (NTiO2≈10-6), which exerts a great effect on the TiO2 activity in slag. Thus, the effects of CaO, MgO on the L Ti are quantitatively described to better design the equilibrium refining slag composition for GCr15SiMn steel.
Figure 8 depicts the effect of CaO content on the titanium distribution ratio in equilibrium with CaO–SiO2–MgO–FeO–MnO–Al2O3–TiO2 system at 1848 K with Al of 0.02, 0.03, 0.04 wt%, MgO of 4 wt% and TiO2 of 0.1 wt%. The measured values of Effect of CaO content on the predicted equilibrium 





Similar to CaO, MgO also has an effect on the equilibrium titanium distribution ratio, but it is not significant, as shown in Figure 9. When the Al content is determined as 0.03 wt%, the Effect of MgO content on the predicted equilibrium 

Effect of TiO2 content on the equilibrium

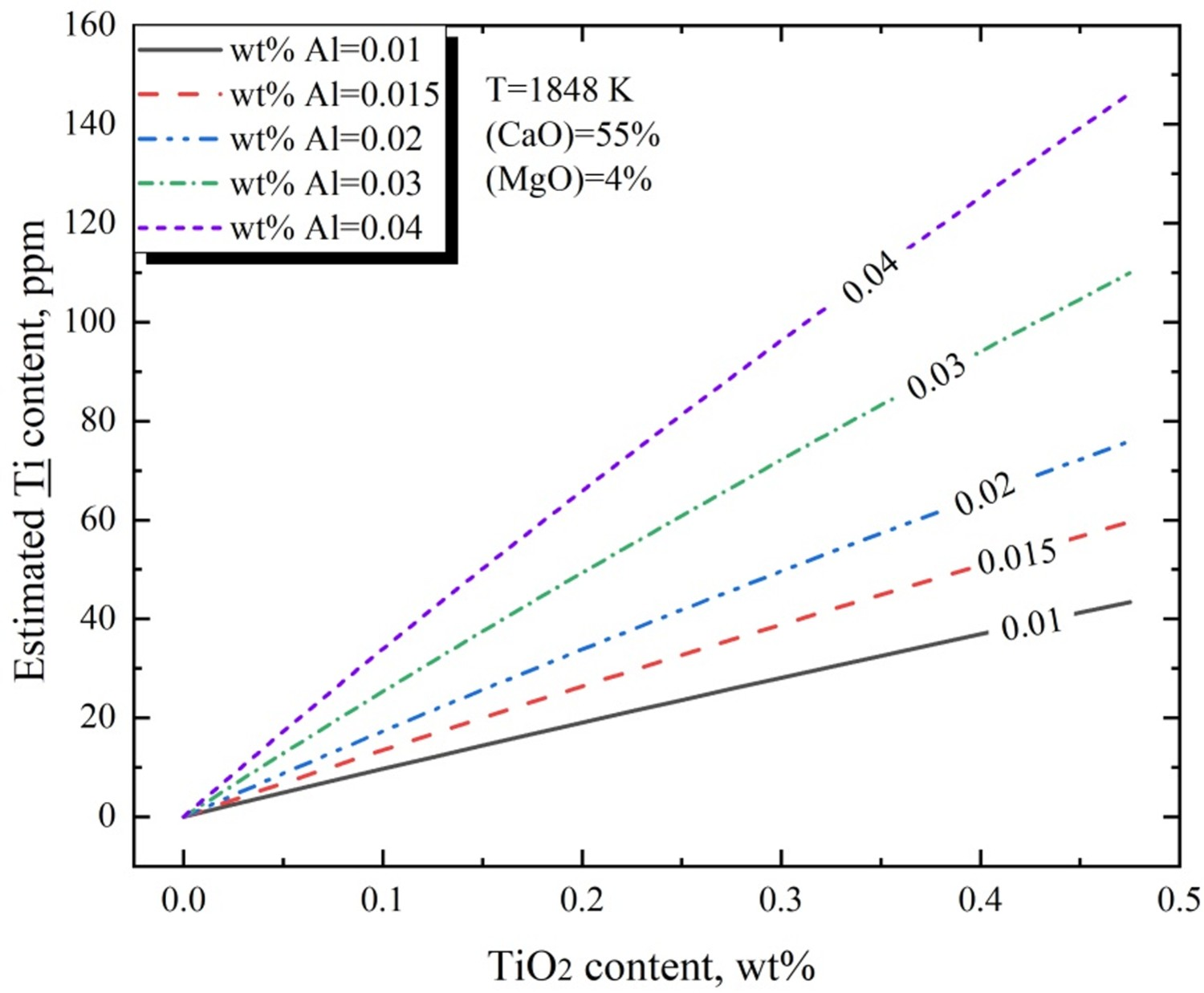
Figure 10 displays the effect of TiO2 content on the titanium distribution ratio in equilibrium with CaO–SiO2–MgO–FeO–MnO–Al2O3–TiO2 system at 1848 K with Al of 0.02, 0.03, 0.04 wt%, CaO of 55 wt% and MgO of 4.0 wt%. The measured values of Effect of TiO2 content on the predicted equilibrium Estimated equilibrium Ti content in Al-added steel as a function of TiO2 content at 1848 K.



Comparison of titanium content before and after LF process optimisation
Based on the above analysis, the model can provide some practical guidelines for industrial LF refining operation. The design principle of liquid steel composition and slag system is of great importance to improve the distribution ratio of titanium between slag and steel. For GCr15SiMn steel, the equilibrium slag composition in CaO–SiO2–MgO–FeO–CaF2–MnO–Al2O3–TiO2 refining slag is calculated, and the results are shown in Figure 12. In the calculation process, 5 wt% CaF2 is added into the slag system to improve the overall fluidity of the slag, as well as the content of Si and Mn is set as 0.55 and 1.05 wt% while the initial content of CaO and MgO in the slag is set as 55 and 4 wt%, respectively. Predicted equilibrium composition of Al2O3, SiO2, FeO and MnO as a function of Al content at 1848 K.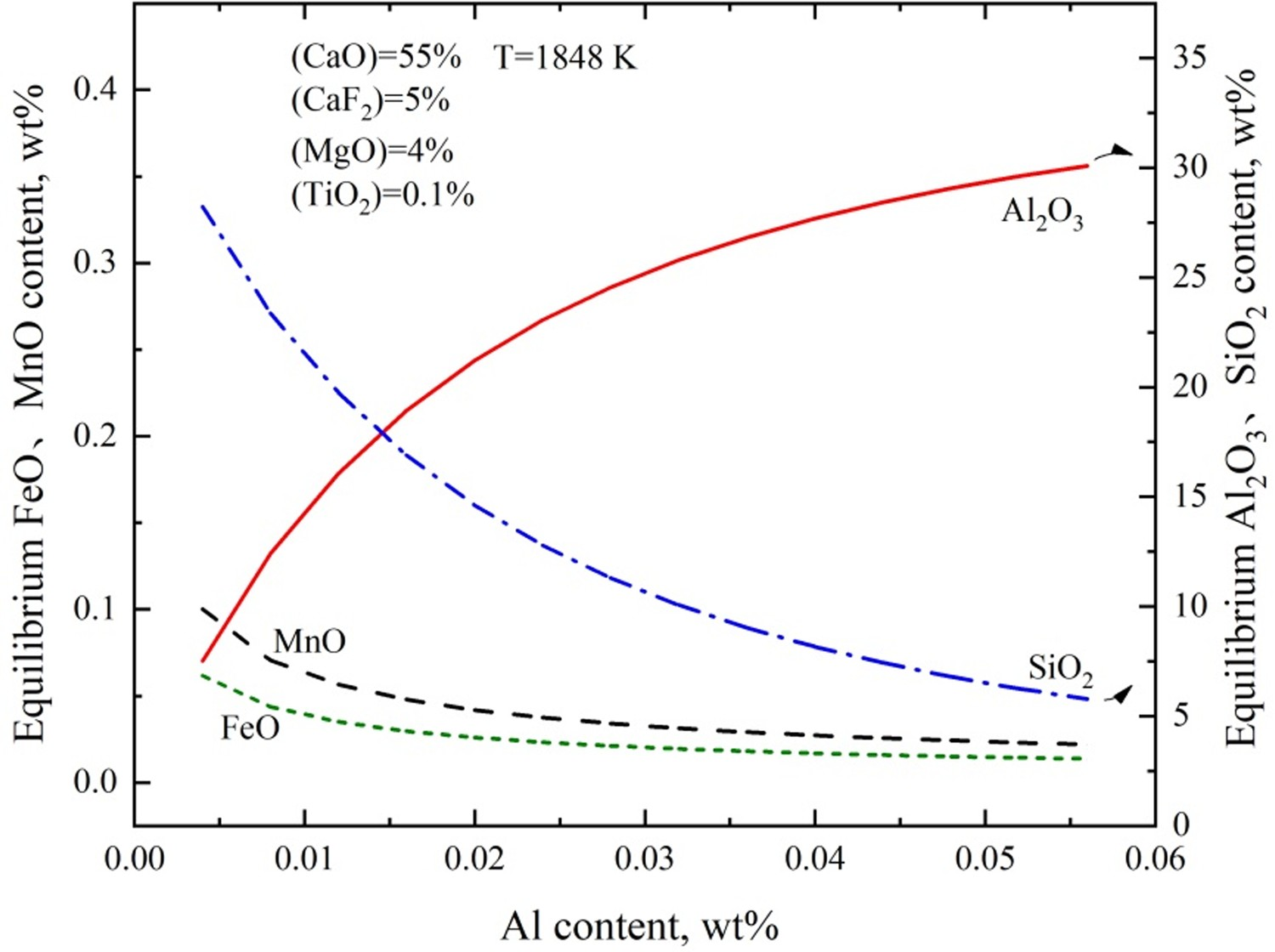
As shown in Figure 12, it can be seen that when the Al content is 0.015 ∼ 0.025 wt%, the calculated equilibrium Al2O3 in slag is 18 ∼ 24 wt%, the SiO2 content is 12 ∼ 18 wt% and other components are MnO and FeO. According to the calculation results and previous theoretical analysis, relevant experiments were carried out by using the optimised Al content and slag composition. The purpose is to improve the distribution ratio of titanium in LF refining stage and make the steel–metal reaction reach the equilibrium state as soon as possible in the middle stage of LF, which is conducive to avoiding the transfer of TiO2 in slag to molten steel and reducing the titanium content of steel.
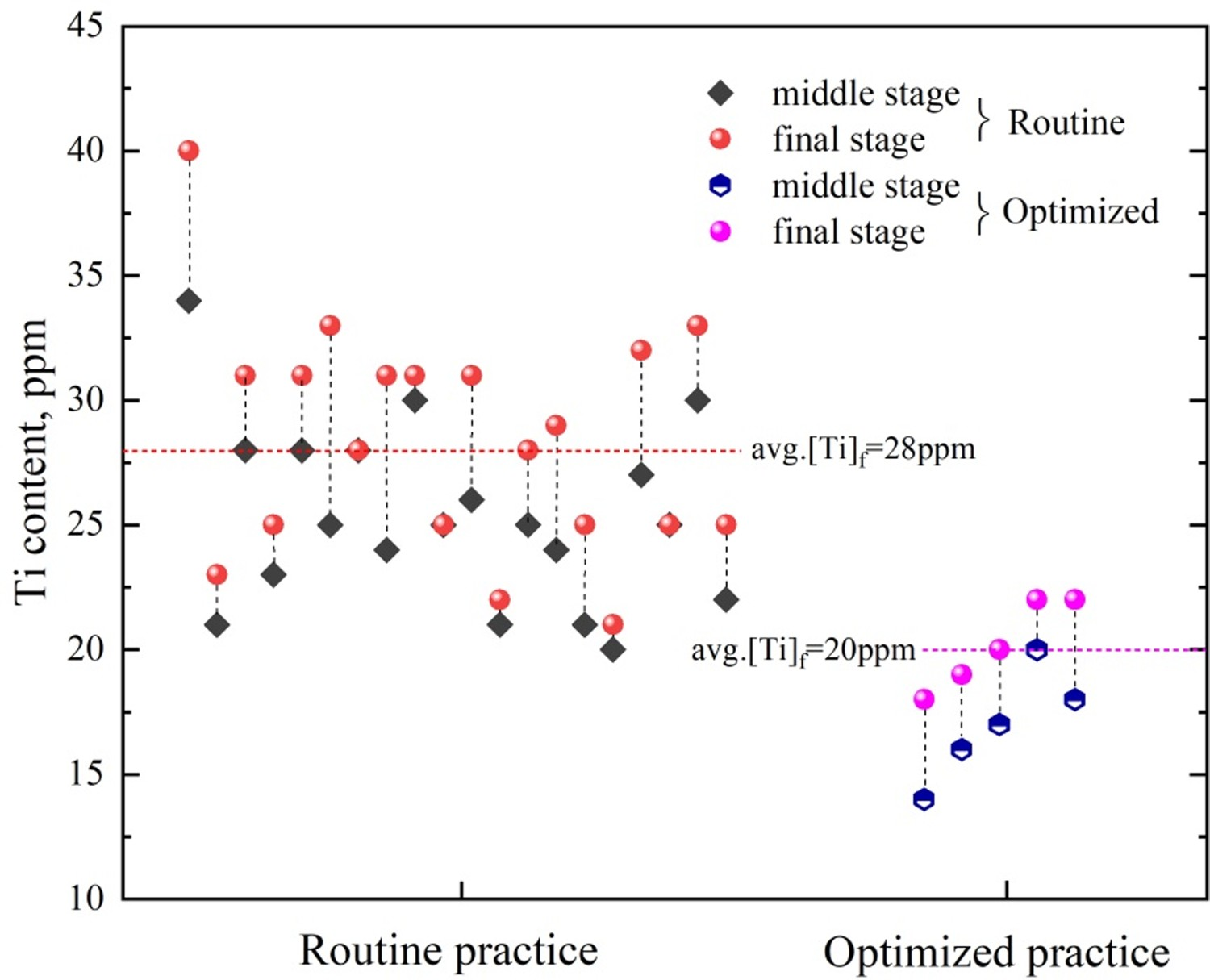
The titanium content and Comparison of Ti content between routine practice and optimised practice in the middle- and final stage of LF. Titanium content and 



Conclusions
In this work, a thermodynamic model for CaO–SiO2–MgO–FeO–(CaF2)–MnO–Al2O3–TiO2 refining slag was developed to investigate the titanium distribution behaviour in the LF refining process based on slag–metal equilibrium theory and IMCT. The following conclusions are obtained. Given the contents, C, Si, Mn, Al in molten steel, CaO, MgO, CaF2, TiO2 in slag and temperature, the titanium distribution ratio and dissolved O, Ti contents are obtained quantitatively by the mathematical model. The calculation results of the proposed model are compared with the 20-heat industrial tests and laboratory data respectively, which verify the correctness of this model. Based on the industrial experiments and thermodynamic analysis, for GCr15SiMn steel, it is recommended that the Al content should be within 0.015 ∼ 0.025 wt%, the optimum composition range of refining slag could be of 50 ∼ 55 wt% CaO, 12 ∼ 18 wt% SiO2, 18 ∼ 24 wt% Al2O3, ≤5 wt% MgO, about 5 wt% CaF2, ≤0.12 wt% TiO2, the rest being MnO and FeO. Five groups of industrial tests have been carried out on GCr15SiMn steel with optimised Al content and slag composition. Results indicate that the steel/slag reaction reaches an earlier balance in the LF refining process, and the average titanium content at the final of LF is reduced by 8 ppm after optimisation. This model could provide some guidance for controlling titanium practice during the industrial LF refining process.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).