
Abstract
In order to explore the influence of unburned pulverized coal in ironmaking on the viscosity of blast furnace slag, the impact of temperature, volume fraction of solid particles and the rotating speed on the viscosity of CaO–MgO–Al2O3–SiO2 heterogeneous slag were studied by experiment. The calculation model of relative viscosity of heterogeneous slag containing unburned pulverized coal is corrected. The results showed that the viscosity of heterogeneous slag increased with the increase of the volume fraction of the solid particles, and decreased with the increase of the rotating speed. For the heterogeneous slag with the same composition, the relative viscosity is not affected by the temperature and decreases with the increase in the rotating speed. The impact of unburned pulverized coal solid particles on the viscosity of the slag was much larger than the predicted value of the Einstein–Roscoe equation.
Introduction
The blast furnace coal injection technology was successfully applied to industrial practice in the 1960s and developed rapidly in the recent decades, and is currently widely used in blast furnace ironmaking production. The technology of blast furnace coal injection has reducing coke ratios, reducing energy consumption of smelting, regulating conditions of blast furnace, reducing pollution to improve the environment, promoting comprehensive utilization of resources and other advantages [1–3]. Blast furnace coal injection can make full use of high storage of low rank coal to replace coke with high prices. This not only reduces the demand for coking coal resources, which promotes reasonable utilization of resources but also reduces the production cost of enterprises. Many studies have shown that blast furnace coal injection can reduce coke consumption and cut down the fuel ratio in ironmaking [3–5]. The advantages of blast furnace coal injection have been recognized by the steel industry in the world and become a major technical progress of modern blast furnace smelting. At present, more than 90% of pig iron in the world is produced by the blast furnaces with coal injection. Jin et al. [6] pointed out that the combustion of pulverized coal was incomplete within a limited time. The pulverized coal with high speed is injected into blast furnace through the tuyere, and the time of pulverized coal pyrolysis and char combustion is extremely short (about 20 ms) in the raceway of blast furnace tuyere. So the unburned pulverized coal will remain, and it will react further with other substances in blast furnace [7,8]. When unburned pulverized coal enters blast furnace slag, it will affect the fluidity of slag [9,10]. With the increase in coal injection ratio, the influence of unburned pulverized coal on blast furnace slag cannot be ignored.
The blast furnace smelting process requires that the slag has a suitable viscosity, which is not only related to the smooth progress of the smelting process but also affects the heat transfer and mass transmission in the process. Thereby, it has an effect on the reaction rate, the discharge of impurities in the molten pool, the separation of slag and metal and the life of furnace lining [11]. For conventional blast furnace slag, the main components are CaO, SiO2, MgO and Al2O3, accounting for more than 95% of the total slag [12–14]. Therefore, aiming at CaO–MgO–Al2O3–SiO2 quaternary blast furnace slag system, this paper studied the influence of solid particles of unburned pulverized coal on the viscosity of the slag under different temperature conditions, optimized the Einstein–Roscoe formula and explored the viscosity prediction method of heterogeneous blast furnace slag containing unburned pulverized coal, in order to provide theoretical guidance for blast furnace smelting in the era of high coal injection ratio.
Experiment
Experimental materials
Purity of experimental reagent, wt-% (analytically pure).
Composition of blast furnace slag for experiment, wt-%.
Zhang established a slag density calculation model based on optical basicity [15]. For CaO–MgO–Al2O3–SiO2 quaternary slag, the calculation formula of slag density is [15]:




Volume fraction proportioning scheme for viscosity experiment, %.
The dosage of each group of samples in the viscosity test, g.
The prepared samples of each group were uniformly mixed in an agate mortar and then put into a graphite crucible. The samples were pre-melted in a BLMT-1973K high-temperature energy-saving tubular furnace at 1873 K for 3 h, and argon was introduced into the pre melt process. The pre-melted samples were placed in a desiccator together with a graphite crucible for later use.
Experimental installation and method
Experimental installation
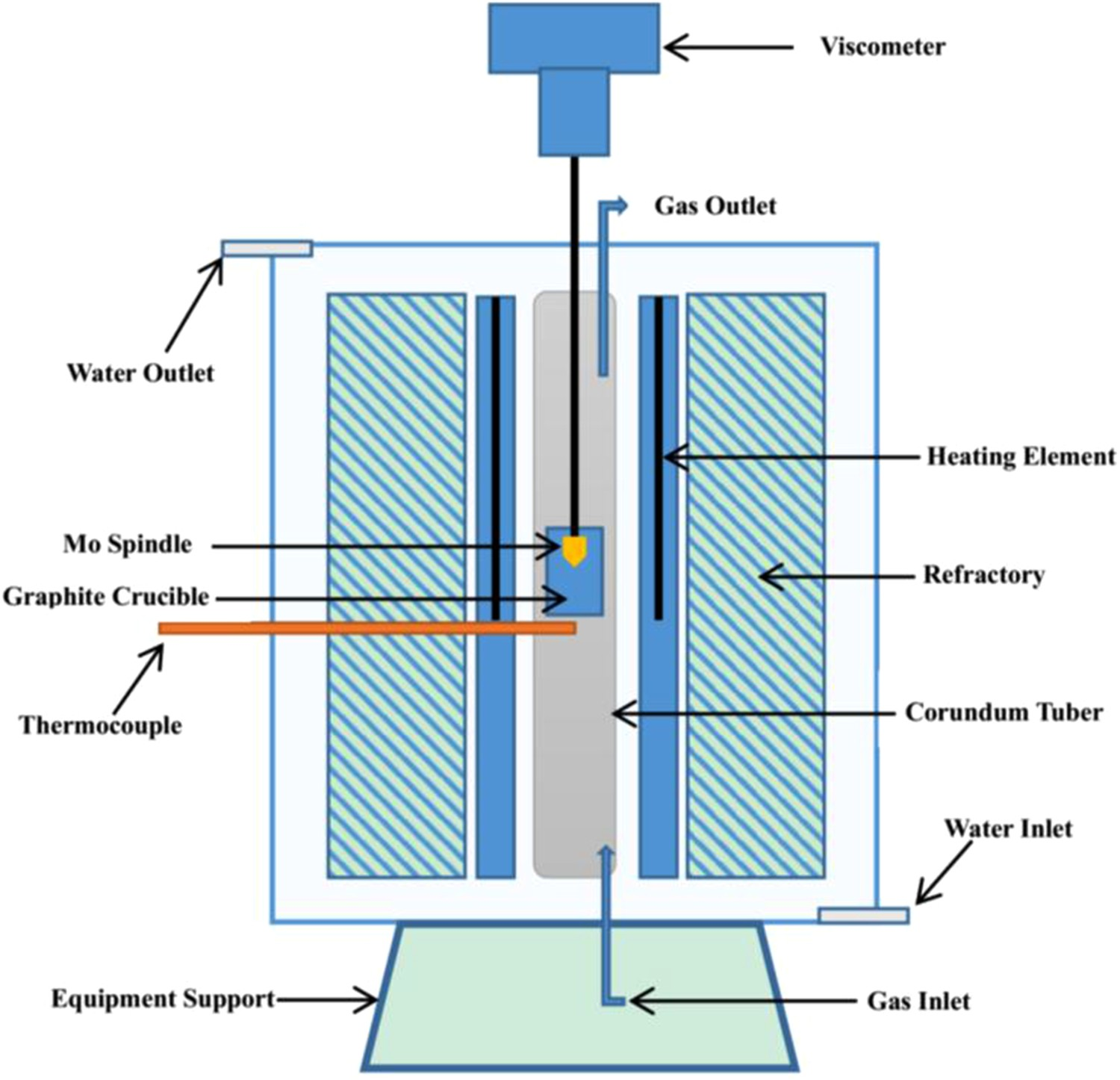
The viscosity measurement in this experiment adopted the rotating cylinder method and the equipment used was the RTW-10 comprehensive physical property tester developed by Northeastern University in China [16,17]. The equipment is mainly composed of five parts: temperature control and heating system, rotation system, measurement system, gas protection system and cooling system. The schematic diagram of the furnace body structure of its main equipment is shown in Figure 1. Temperature control and heating system: The heating element of the high-temperature furnace used in the experiment was a U-shaped MoSiO2 heating rod, and two double platinum-rhodium thermocouples (PtRh6-PtRh30) were used for temperature measurement. One was inserted into the MoSiO2 heating rod from the side wall of the furnace body for temperature control, and the other was placed at the bottom of the graphite crucible to measure the sample temperature. Both the sample temperature thermocouple and the graphite crucible were in the constant temperature zone of the high-temperature furnace body. Two Sanyou-SV8 temperature control instruments were used to display the sample temperature and control temperature, and the temperature control accuracy was ±2°C. Rotation system: from bottom to top, it was composed of molybdenum hammer, corundum tube, adapter, stainless steel rod and data sensor. The shear stress of the molybdenum hammer at different shear speeds can be obtained through a high-temperature rotational viscometer with adjustable rotational speed. Whether the melt was a Newtonian fluid was judged by whether the two were in a linear relationship. The viscosity of the Newtonian fluid has nothing to do with the shear rate, and the viscosity of the non-Newtonian fluid varied with the shear rate. The size of the molybdenum hammer is shown in Table 5. Measuring system: The data sensor transmitted the viscosity data to the computer and recorded the viscosity value under different temperature and different rotational speed conditions through the acquisition system. Gas protection system: During the experiment, high-purity argon gas with a controllable flow was continuously introduced into the furnace from the bottom of the furnace tube, and the gas flow rate was 400 mL min−1 to protect the graphite crucible and molybdenum hammer from being oxidized at high temperature. RTW-10 furnace structure diagram of melt physical properties comprehensive measuring instrument. Graphite crucible and molybdenum hammer size.
Experimental method
Before the formal determination of the viscosity of the slag, the viscosity constant was calibrated with castor oil as a standard solution at room temperature. The pre-melted sample was put into the furnace tube of the RTW-10 comprehensive physical property analyzer together with the graphite crucible, and the graphite crucible was placed in the constant temperature zone in the centre of the furnace tube. The gas circuit valve was opened to pass high-purity argon protection, and the cooling water valve was opened to pass into the cooling water. The temperature in the furnace was raised to 1793 K at a heating rate of 10°C min−1, and the temperature was maintained for 60 min to ensure uniform melting of the sample. Graphite powder solid particles were added to the slag sample, and the rotor head of the molybdenum hammer was immersed in the slag to ensure that the bottom of the molybdenum hammer was 10 mm from the bottom of the graphite crucible. At the same time, the rotor was used to continue stirring the mixed melt for 60 min to ensure that the graphite solid particles were evenly distributed in the slag. The viscosity of the melt was measured under the three conditions of rotating speed of 100, 150 and 200 rev min−1 by using the constant temperature viscosity measurement mode. Nine viscosity values were measured under each rotational speed condition and the average value was taken as the final viscosity value under the corresponding rotational speed condition. At the same time, before measuring the melt viscosity at each rotational speed, the melt should be stirred at this rotational speed for 60 min to ensure uniform melt composition. Repeat the viscosity measurement operation every time the temperature was lowered by 10 K for 60 min until the viscosity at a temperature of 1743 K was measured, the furnace temperature was raised to 1793 K, the molybdenum hammer was quickly taken out, cooled and cleaned for use in the next group of experiments. The graphite crucible and slag samples were quickly taken out and put into an iron bucket filled with water for water quenching. After drying, the samples were used for subsequent testing.
Sample analysis
In order to verify whether the unburned pulverized coal reacted with the liquid components of blast furnace slag at high temperatures and whether it was evenly distributed in the blast furnace slag melt. The sample of experiment S1 was selected, and the samples after water quenching were subjected to X-ray diffraction analysis and scanning electron microscope energy spectrum analysis, respectively (SEM-EDS). The ultra-high-power X-ray diffractometer (M21XVHF22) produced by Marco Scientific Instruments in Japan and the environmental scanning electron microscope (QUANTAFEG450) produced by Quanta Instruments in the United States were used.
Figure 2 shows the X-ray diffraction analysis results of the selected S1 sample after water quenching. It can be seen from the figure that there was obvious elemental carbon in the slag sample after water quenching of sample S1, indicating that the carbonaceous particles of unburned pulverized coal did not react with the slag melt under high-temperature conditions. At the same time, in addition to the existence of carbonaceous particles, there were also crystalline phases of complex oxides, indicating that the existence of unburned pulverized coal carbonaceous particles promoted heterogeneous nucleation and resulted in the formation of crystalline phases in the sample. XRD analysis results of samples after water quenching.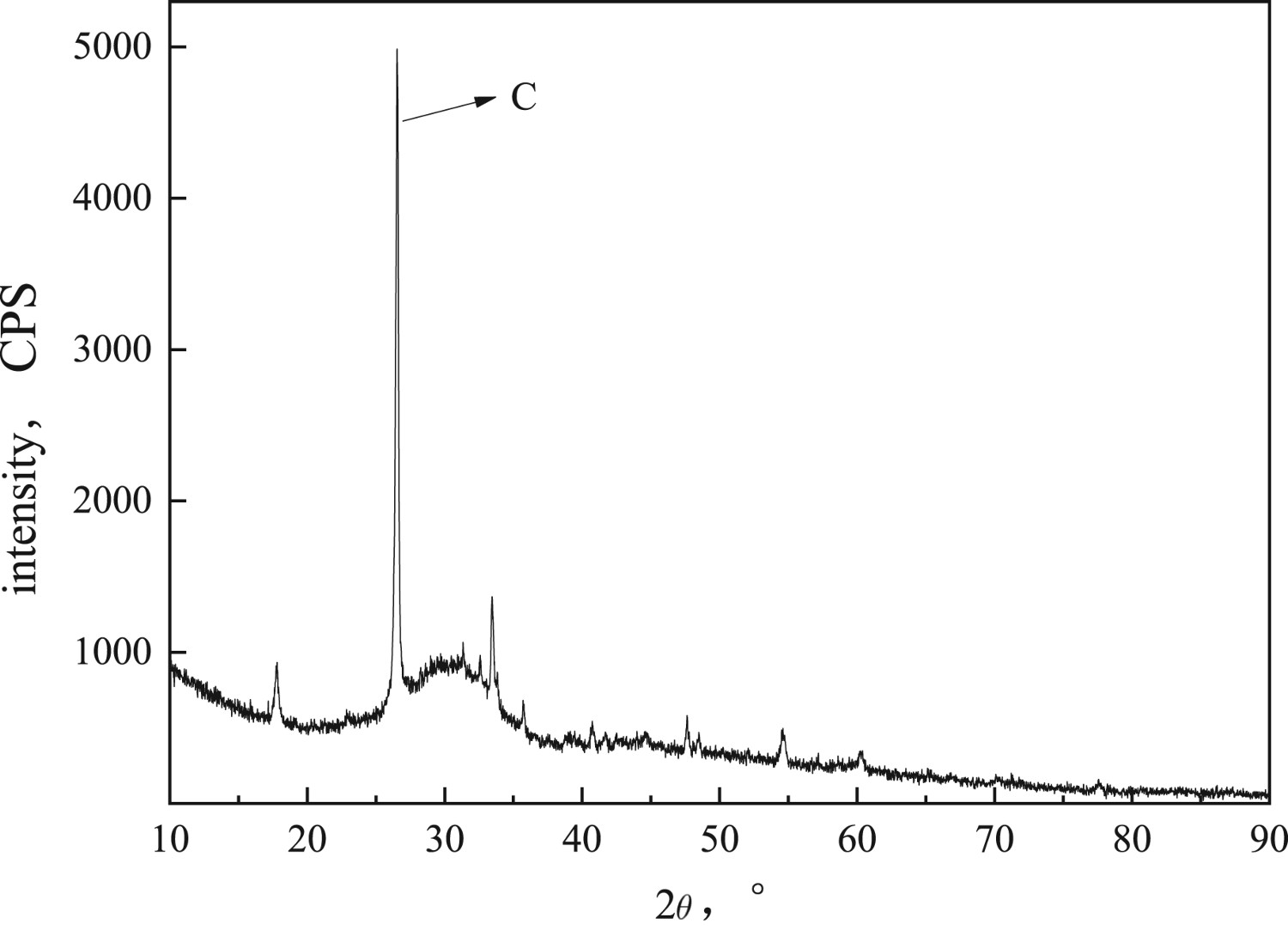
Figure 3 shows the microscopic morphology and energy spectrum analysis results of the selected S1 sample after water quenching under the condition of 200 times magnification. It can also be seen from the figure that C exists in the sample. Through the small area energy spectrum analysis, the distribution of C was not scattered but evenly distributed in the slag mineral components. In each part of the slag melt phase composition, there was a distribution of unburned pulverized coal carbonaceous particles. Microstructure and energy spectrum analysis of samples after water quenching.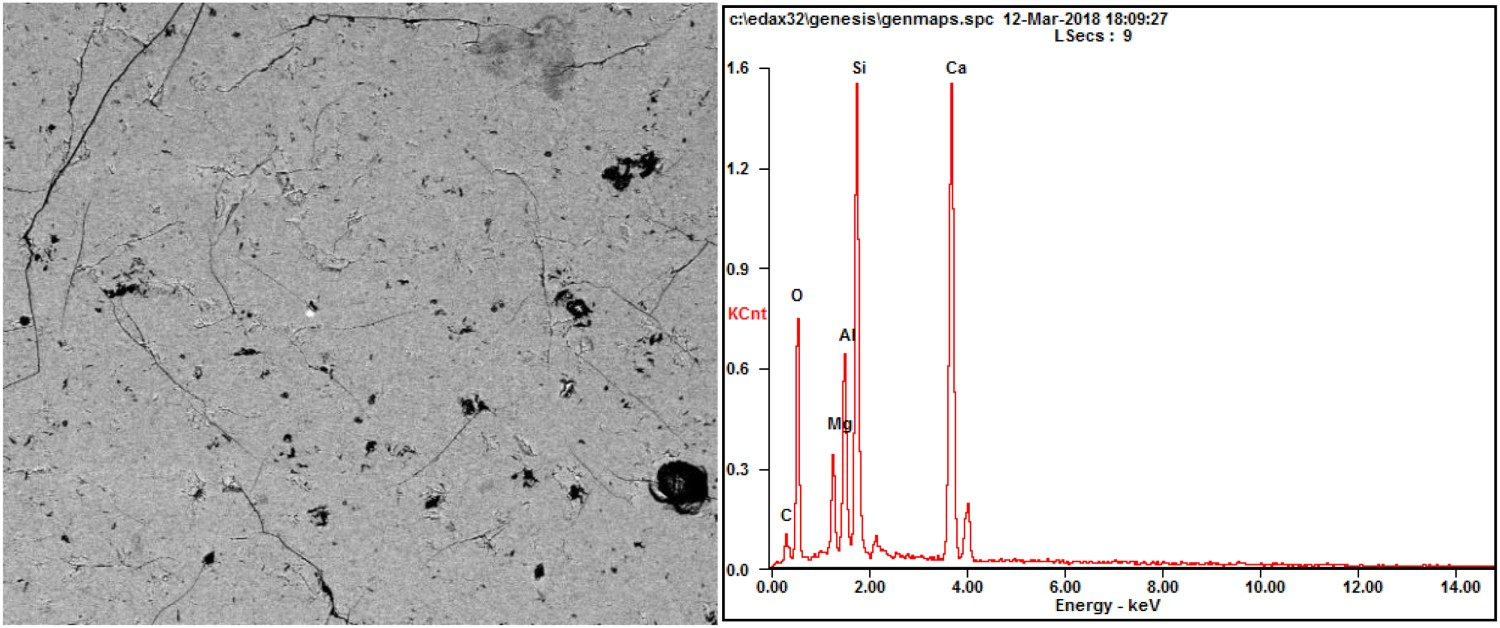
It can be seen from the surface scanning analysis picture in Figure 4 that five elements of Ca, Mg, Al, Si and O in the slag melt were widely and densely distributed in the sample. This is because each component of blast furnace slag was melted and diffused to form a new compound under high-temperature conditions, which constituted a new component of blast furnace slag, and each element was evenly distributed. At the same time, the carbonaceous particles of unburned pulverized coal were also evenly distributed in the melt, and the dark red parts were also carbonaceous particles. Through sample detection and analysis, it was clear that the solid particles of unburned pulverized coal could be evenly distributed in the melt, which clarified the scientific nature of the experiment. Scanning analysis results of sample surface after water quenching.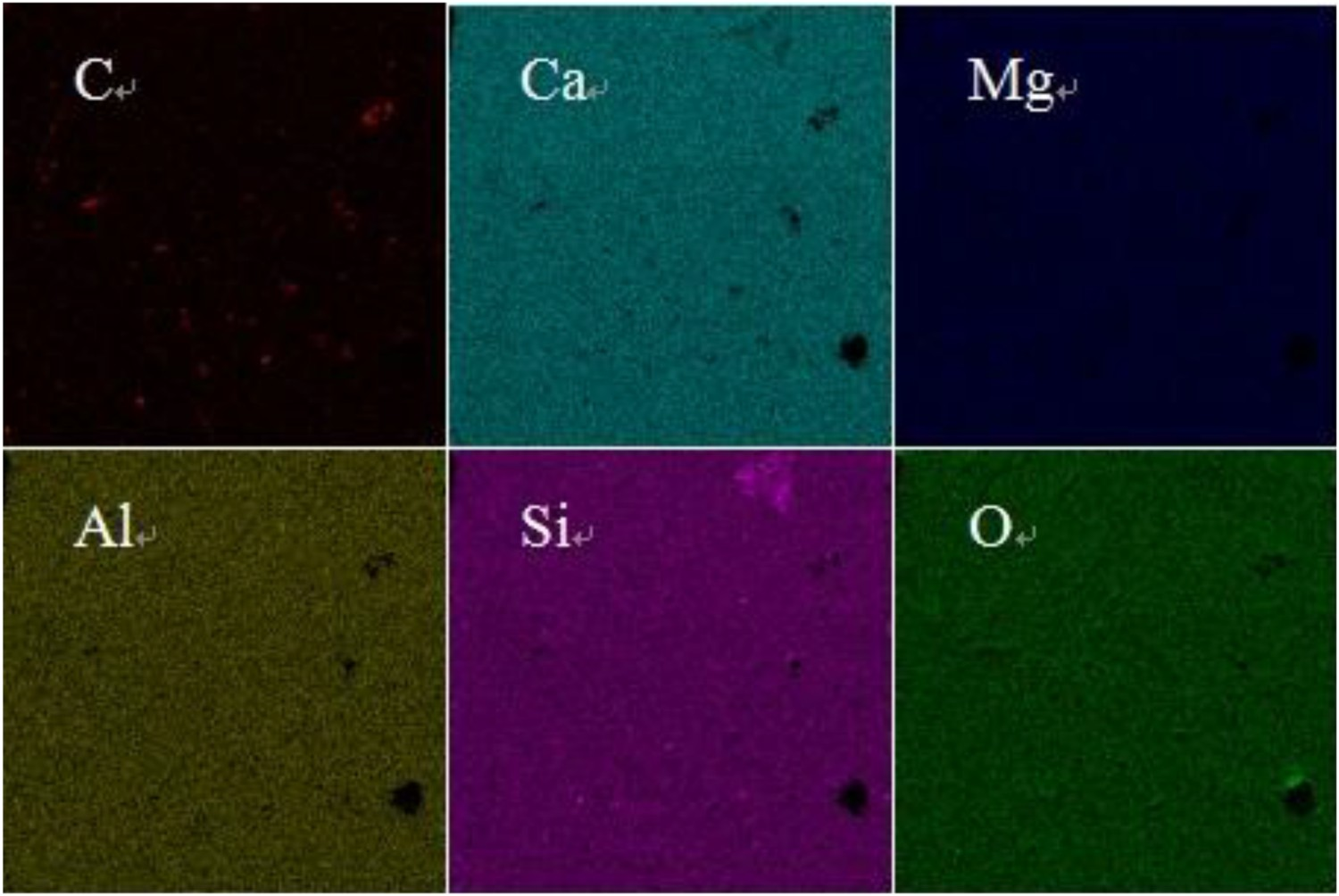
Result and discussion
Study on influencing factors of viscosity of heterogeneous slag containing unburned pulverized coal
Effect of temperature on heterogeneous slag viscosity
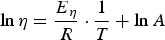
The relationship between many properties of an object and temperature can be expressed by the Arrhenius formula [18]:





Viscosity of samples at different temperatures and rotational speeds.
According to the viscosity values measured in Table 6, the logarithm Relationship between viscosity and temperature at different rotational speeds.
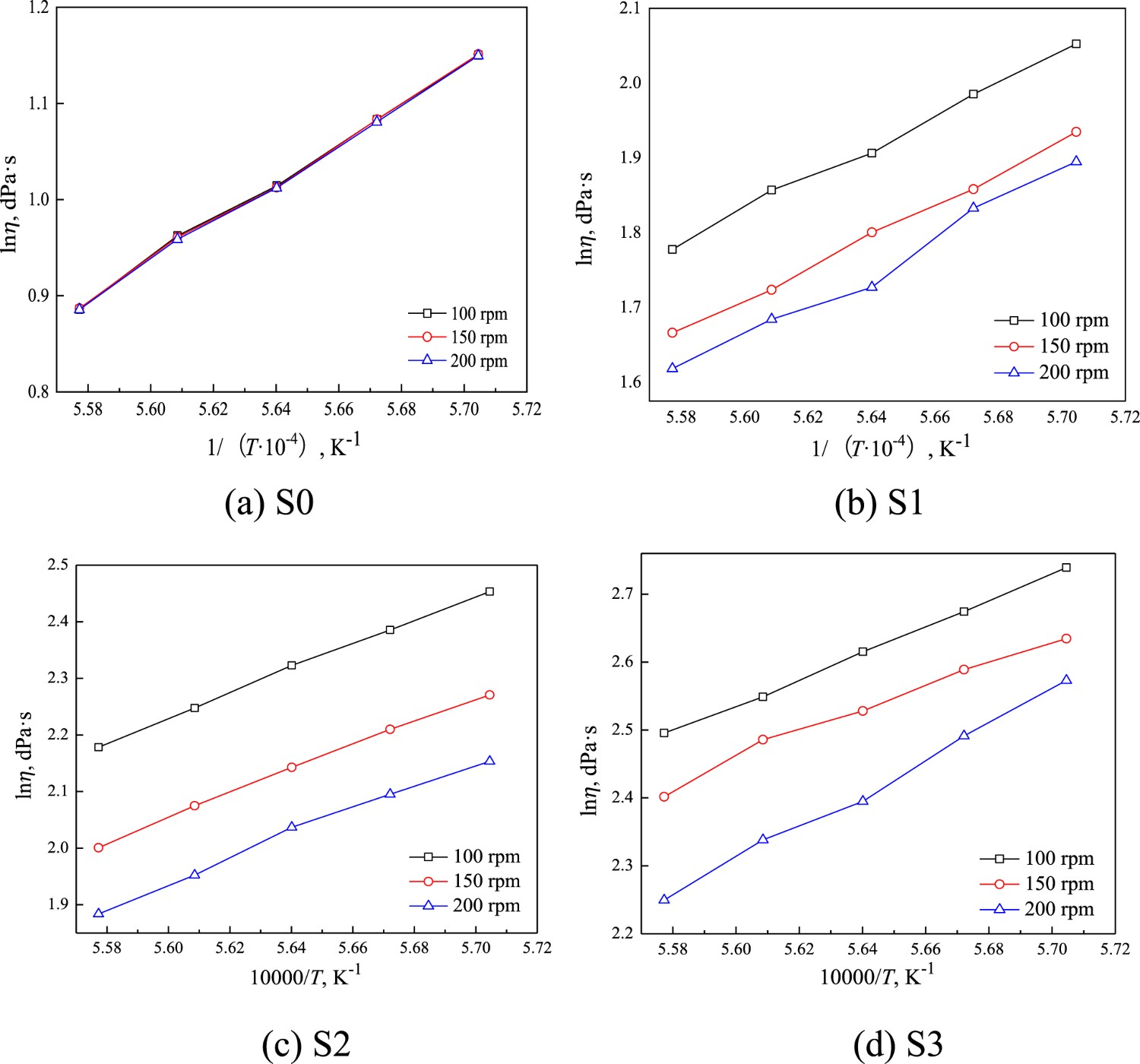
Figure 5(S0) shows the change of homogeneous melt viscosity with temperature under different rotational speed conditions. It can be seen from the figure that the rotational speed had little effect on the viscosity of the homogeneous melt. This showed that the behaviour of homogeneous melts belongs to Newtonian fluids. Figure 5(S1, S2, S3) shows the change of melt viscosity with a temperature of unburned pulverized coal solid particles with different volume fractions under different rotational speed conditions. It can be found from the figure that with the increased volume fraction of unburned pulverized coal solid particles, the effect of rotational speed on the viscosity of the heterogeneous melt became more and more obvious.
When the volume fraction of unburned pulverized coal solid particles is smaller (the volume fraction was 2%), the change of viscosity with rotational speed was smaller. With the increase in the volume fraction of solid particles, the change of melt viscosity with rotational speed became larger and larger, and the melt gradually breaks away from Newtonian fluid behaviour. This regulation is consistent with the research results of Zhang Guohua et al. [19–21] on the effect of TiC and TiN solid particles on slag viscosity.
Influence of solid phase volume fraction on heterogeneous slag viscosity
Figure 6 shows the change of melt viscosity with the volume fraction of unburned pulverized coal solid particles at different temperatures (1753, 1763, 1773, 1783, 1793 K) and different rotational speeds (100, 150, 200 rev min−1). It can be seen from the figure that under any rotational speed condition, with the increase in the volume fraction of unburned pulverized coal solid particles, the melt viscosity increased. Under different temperature conditions, the trend of melt viscosity increasing with solid particle volume fraction was basically the same, indicating that unburned pulverized coal solid particle volume fraction was one of the important factors affecting the increase in the viscosity of the heterogeneous melt. Variation of viscosity with volume fraction of unburned pulverized coal at different temperatures.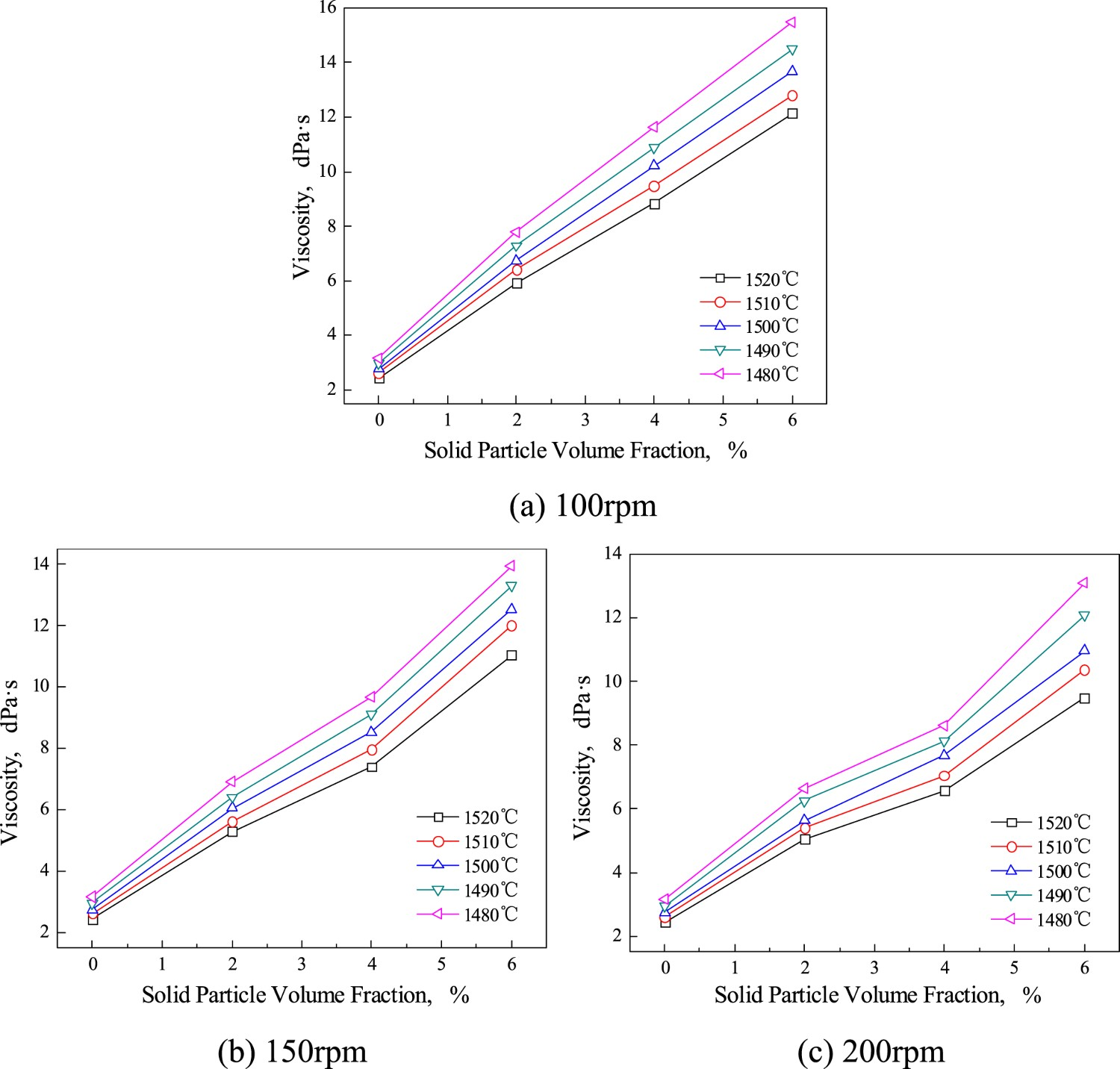
It can also be seen from Figure 6 that, with the increase in the rotational speed, with the increase in the volume fraction of unburned pulverized coal solid particles, the slag viscosity increased more obviously. This is because the increase in the rotational speed makes the solid particles more uniformly distributed in the melt.
Influence of rotational speed on the viscosity of the heterogeneous slag
Figure 7 shows the change of melt viscosity with the volume fraction of unburned pulverized coal solid particles under the conditions of different temperatures and three rotational speeds (100, 150, 200 rev min−1). It can be seen from the figure that under any temperature conditions, with the increase in the volume fraction of unburned pulverized coal solid particles, the melt viscosity showed an increasing trend and all had an approximate linear relationship. Variation of viscosity with volume fraction of unburned pulverized coal at different rotational speeds.
It can be seen from Figure 7 that when unburned pulverized coal exists in the slag, regardless of its content, the viscosity of the melt gradually decreased with the increase in the rotational speed. This is mainly because the heterogeneous melt containing unburned pulverized coal solid particles was a high-temperature solid–liquid mixed melt, which exhibits shear thinning as the rotational speed increases. It showed that the rotational speed was another important reason to affect the viscosity of heterogeneous melt.
It can be seen from Figure 7 that the change of viscosity value with rotational speed was related to the volume fraction of unburned pulverized coal solid particles. With the volume fraction of solid particles increased, the viscosity changed more and more with the increase in the rotational speed. It showed that the more unburned pulverized coal content in the slag, the more obvious the effect of rotational speed on the viscosity of the heterogeneous melt. When the volume fraction of solid particles was within 4%, the change in viscosity from 100 to 150 rev min−1 was greater than the change in viscosity from 150 to 200 rev min−1. It showed that the increase in the rotational speed was not proportional to the change of viscosity. When the content of unburned pulverized coal in the slag was high (volume fraction is 6%), the higher the temperature, and the higher the rotational speed on the basis of 150 rev min−1, the melt viscosity would decrease significantly.
In summary, temperature, volume fraction of unburned pulverized coal solid particles and rotational speed are all important factors that affect the viscosity of heterogeneous melts. Therefore, under the current operating conditions of large coal injection in blast furnaces, in addition to controlling a reasonable temperature of slag and iron, it is necessary to select an appropriate type of injection coal and scientifically and rationally blend coal. The combustion rate of pulverized coal in front of the tuyere and the utilization rate in the furnace should be improved to reduce the content of unburned pulverized coal and prevent excessive unburned pulverized coal and slag from increasing the viscosity of the slag and affecting the flow of the slag. At the same time, ensuring the active hearth and moderate molten iron circulation is also beneficial to reduce the viscosity of the heterogeneous slag melt.
Study on influencing factors of relative viscosity of heterogeneous slag containing unburned pulverized coal
Effect of temperature on relative viscosity of heterogeneous slag
In heterogeneous melts, the relative viscosity was defined as the ratio of the viscosity of the solid–liquid mixed melt to the viscosity of the pure liquid-phase melt. Based on the data in Table 6, the relative viscosities of samples with different compositions containing unburned pulverized coal at three speeds and five temperatures were calculated. The variation of the relative viscosity of the sample with temperature under different rotational speed conditions is shown in Figure 8. In the process of studying the viscosity of heterogeneous systems, with the increase or decrease of temperature, the solid phase was continuously dissolved or precipitated, resulting in the constant change of the volume fraction of the solid phase and the composition of the liquid phase in the heterogeneous melt. Therefore, in previous studies [22–28], a little discussion was made on the effect of temperature on relative viscosity. Through previous analysis, it had been confirmed that there was no chemical reaction between unburned pulverized coal solid particles and CaO–MgO–Al2O3–SiO2 quaternary liquid-phase slag, and the volume fraction of solid particles did not change with temperature. Therefore, the effect of temperature on relative viscosity can be studied. Variation of relative viscosity of samples with temperature under different rotational speeds.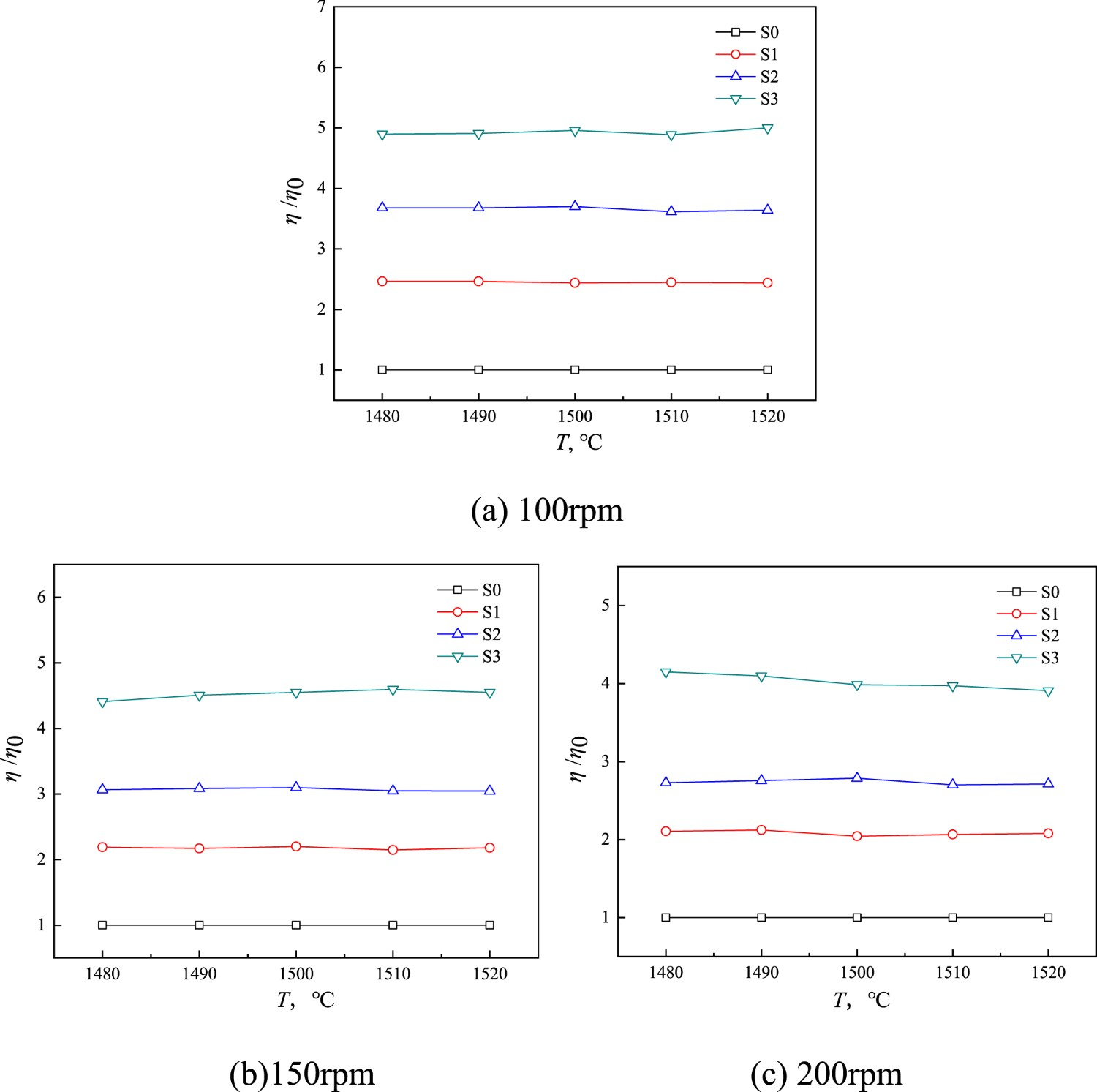
It can be seen from Figure 8 that the relative viscosity of the heterogeneous melt with the same composition hardly changed with the change of temperature under any rotational speed condition. That means, the temperature had no effect on the relative viscosity of the heterogeneous blast furnace slag containing unburned pulverized coal solid particles. This conclusion provided a very valuable practical significance for studying the budget of high-temperature heterogeneous blast furnace slag. It is not necessary to measure the viscosity value of the heterogeneous blast furnace slag at any temperature, only the viscosity value of the heterogeneous blast furnace slag and the corresponding viscosity value of the basic slag system at a certain temperature need to be measured. And the relative viscosity of the heterogeneous slag is obtained, and the viscosity value of the heterogeneous slag under other temperature conditions can be measured by the viscosity value and relative viscosity of the basic slag system. This will simplify the experimental workload for viscosity determination of heterogeneous blast furnace slag.
Effects of rotational speed and solid volume fraction on the viscosity of the heterogeneous slag
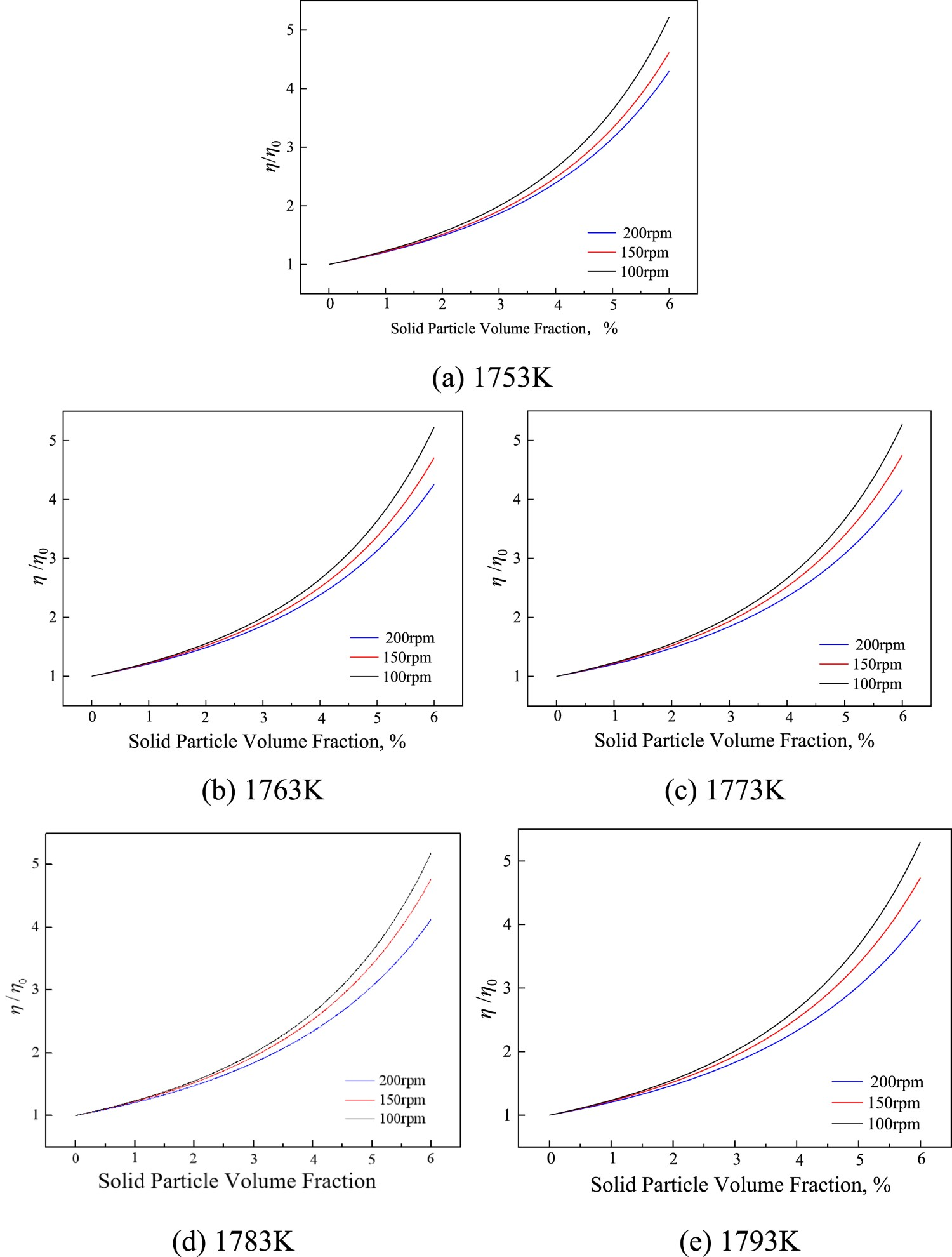
Figure 9 shows the change in the relative viscosity of the melt with the volume fraction of unburned pulverized coal solid particles at different temperatures (1480∼1520°C) and different rotational speeds (100, 150, 200 rev min−1). It can be seen from the figure that the relative viscosity of the melt decreased with the increase in the rotational speed, indicating that the slag system containing unburned pulverized coal solid particles behaved as a shear-thinning melt. In addition, the relative viscosity increased with the increase in the volume fraction of unburned pulverized coal solid particles, and the larger the volume fraction, the greater the relative viscosity increased. Variation of relative viscosity with volume fraction of unburned pulverized coal at different rotational speeds.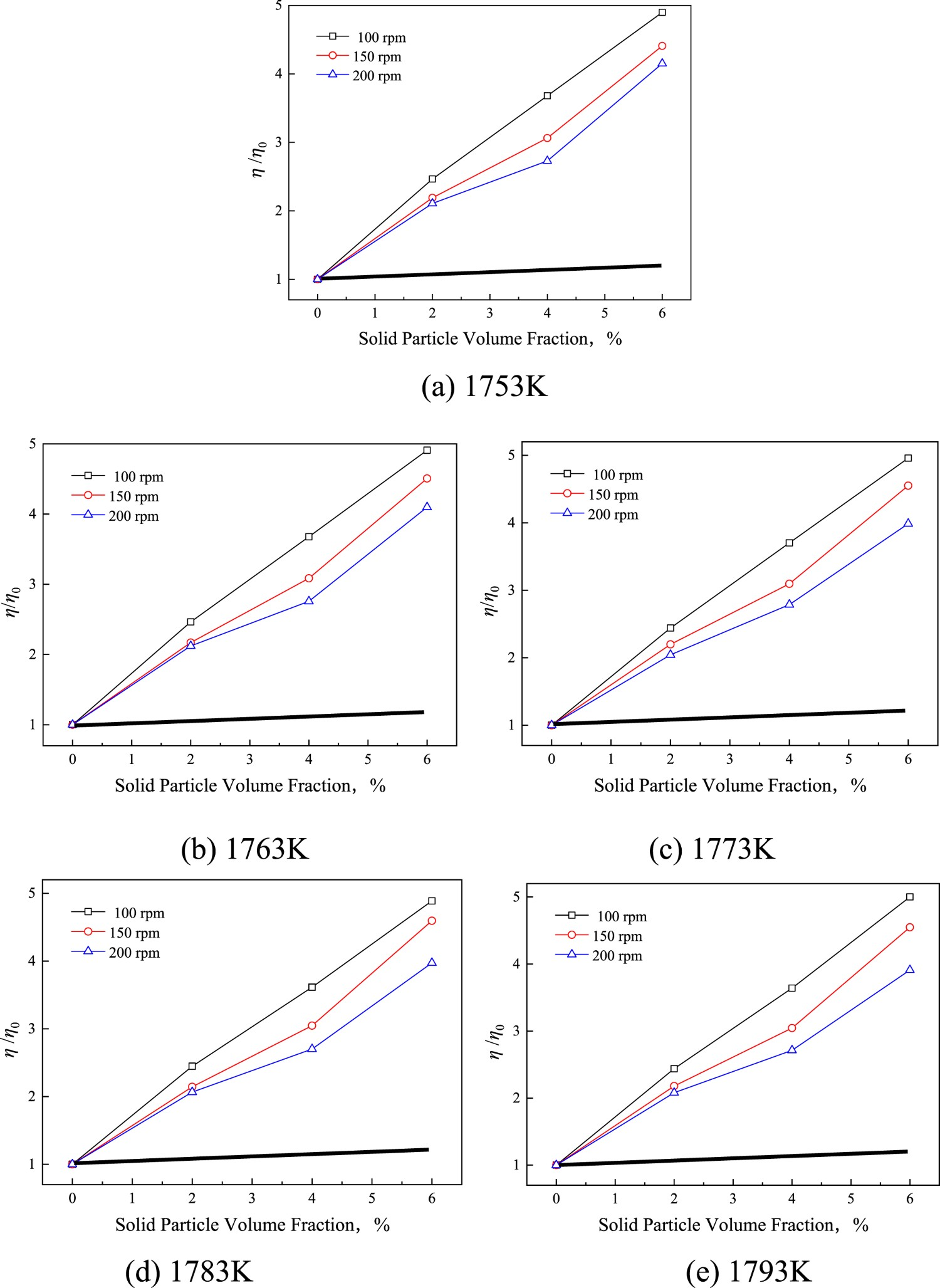
Modification of calculation model for relative viscosity of heterogeneous slag containing unburned pulverized coal
For the relationship between heterogeneous melt viscosity and solid volume fraction, Einstein [29] derived the following equation:



Experiments had proved that the Einstein equation is only applicable to the condition of a very low volume fraction of solid phase. On this basis, Roscoe [30] proposed a more accurate equation to describe the viscosity of heterogeneous melt:


The Roscoe equation can describe the relationship between the viscosity of the heterogeneous silicate melt and the volume fraction of the solid phase [30–32].
In Figure 9, the thick solid line under each temperature condition is the relationship between the relative viscosity of the melt and the volume fraction of solid particles obtained by fitting the Einstein–Roscoe equation when the values of and are 1.35 and 2.50, respectively. Although Wu et al. [33] showed that the Einstein–Roscoe equation can be directly applied to estimate the viscosity of heterogeneous melts without any modification. However, it can be clearly seen from Figure 9 that the relative viscosity of the heterogeneous slag containing unburned pulverized coal solid particles calculated by the Einstein–Roscoe equation was significantly lower than the actual measured value. The Einstein–Roscoe equation obviously underestimated the effect of unburned pulverized coal solids on the relative viscosity of the melt. Because the Einstein equation is only suitable for estimating the relative viscosity of heterogeneous melts when the volume fraction of solid particles in slag is very small, and the Einstein–Roscoe equation is only suitable for heterogeneous melts whose geometric properties are spherical particles. On the one hand, the unburned pulverized coal solid particles used in this experiment are graphite powder, which cannot be guaranteed to be standard spherical particles. On the other hand, the surface of graphite powder particles has high adsorption, and after dissolving in slag, ion adsorption will occur, resulting in an increase in the apparent volume of solid particles. Therefore, for the mixed system of unburned pulverized coal and slag, it was necessary to optimize the parameters of the Einstein–Roscoe equation according to the experimental data.
Studies [34,35] have shown that by changing the values of the parameters 








By fitting and optimizing the constant Fitting curve of the relationship between relative viscosity and volume fraction of unburned pulverized coal at different rotational speeds. Parameter optimization results.



According to the reciprocal relationship between the value of the constant 

The apparent volume fraction of unburned pulverized coal solid particles
Roscoe et al. [30] fitted the experimentally measured viscosity values according to the formula 



Conclusion
The viscosity of heterogeneous blast furnace slag increases with the increase in the volume fraction of unburned pulverized coal solid particles, and decreases with the increase in the rotational speed. The relationship between viscosity and temperature of heterogeneous blast furnace slag containing unburned pulverized coal conforms to Arrhenius law. For the heterogeneous blast furnace slag with the same composition, the relative viscosity is not affected by temperature, but decreases with the increase in the rotational speed, and increases with the increase in the volume fraction of unburned pulverized coal solid particles. The effect of unburned pulverized coal solid particles on the viscosity of the CaO–MgO–Al2O3–SiO2 quaternary basic slag system is much larger than that predicted by the Einstein–Roscoe equation. The parameters of the Einstein–Roscoe equation were modified, and the optimized equation can better describe the effect of unburned pulverized coal solid particles on the viscosity of heterogeneous blast furnace slag. Under the experimental conditions, the maximum volume fraction of unburned pulverized coal solid particles that can be contained in the blast furnace slag melt was between 12.3% and 14.0%. The apparent volume fraction of unburned pulverized coal solid particles was 5.31–6.01 times the actual volume fraction.