
Abstract
Ultra-high strength structural steels with Ce (cerium) content of 0, 0.0367, 0.0559 and 0.0792 wt.% respectively are prepared to study the effect of Ce addition on inclusions and the toughness of ultra-high-strength steel. The results show that the 0.0367 wt.% Ce can refine the size of oxides or sulfides to about 1 μm and improve the inclusion morphology to spherical, resulting in improved toughness of L-Ce steel. The number of inclusions in the H-Ce steel increases sharply, mainly due to the precipitation of C-containing rare earth inclusions. The rare earth carbides are hard and brittle phases, with the size of about 1 μm and a spherical shape. In addition to the increase in the number and size of inclusions, the reason for the deterioration of the toughness of H-Ce steel is that the C-containing rare earth inclusions are easily broken during hot rolling act as stress concentrators under impact loading.
Introduction
Ultra-high-strength structural steels have been widely used in various key structural parts in engineering machines, thus some properties, such as high-strength, good toughness, welding performance, fatigue resistance, and corrosion resistance, are required for high-strength structural steel. Many studies on high-strength steel have shown that inclusion composition, size, and morphology could be important factors for comprehensive properties [1–3]. Acute-angled Al2O3 and elongated MnS, as dominant inclusions in low-alloy high-strength steel, tend to initiate microcracks during the deformation process, resulting in the deterioration of the final properties of the material [4]. Rare earth elements, with a strong affinity to oxygen and sulphur, were widely applied to spherodizing inclusions (such as MnS and Al2O3) to improve mechanical properties in final rolling products [5,6].
In the past, many studies have been carried out to understand rare earth sulphides, rare earth oxides, and rare earth phosphides [7–9]. However, these reports do not seem to give more attention to the morphology, distribution, and precipitation mechanism of rare earth carbides. It is well known that the rare earth elements are beneficial for improving the mechanical performance of steels, especially for the toughness. While the influence of rare earth carbides on the toughness of materials is still controversially discussed. Zhang et al. [10] indicated that the cerium carbide obviously transforms the fracture mode of Charpy specimen and tensile specimen from intergranular and brittle to ductile, and hence improves the plasticity and toughness of steels. Yang et al. pointed out that cracks grow fast along parallel rare earth inclusions containing C, which significantly reduce energy consumption. In contrast, cutting off brittle rare earth inclusions containing C, especially incompletely aggregate inclusions, did not cause much change in energy consumption. Therefore, the formation of rare earth inclusions containing C deteriorated the transverse and longitudinal impact property of bearing steel seriously [11]. It is worth noting that the morphology of brittle rare earth carbides has not been directly observed in this report.
The purpose of the present work is to investigate the evolution of inclusions with cerium addition and the effects of C-containing rare earth inclusions on the toughness of ultra-high-strength structural steel. The chemical composition, morphology, number density, and size of rare earth inclusions in ultra-high-strength steels with different Ce contents were observed. Thermodynamic possibility for the formation of Ce-containing inclusions has been calculated and discussed. The reasons for the improvement or deterioration of material toughness were analysed. This work not only provides a design concept for rare earth-containing ultra-high-strength steel but also offers a basis for understanding the mechanism by which rare earths improve or deteriorate properties.
Experimental materials and methods
Chemical composition of the tested steels (wt-%).
Non-additive composition of steels (wt-%).
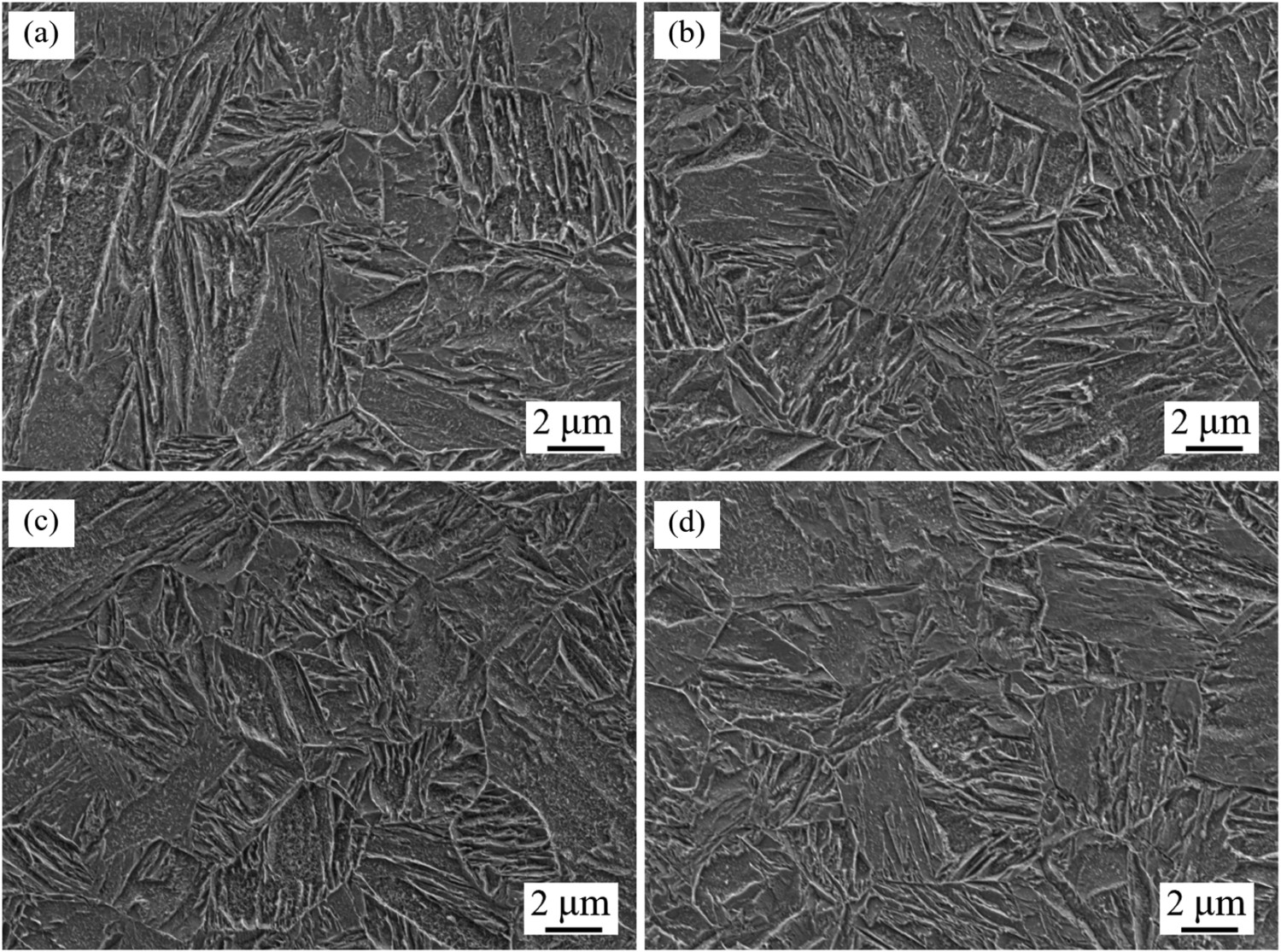
The elements concentrations were measured using Optical Emission Spectrometer (FOUNDRY-MASTER PRO). The O and N contents were determined by O–N analyzer, and the S contents were determined by C–S analyzer. The Ce content is gradually increasing in the four samples. The content of non-additive elements in the steels did not change significantly with the increase in the Ce content, this result is similar with other research reports [13,14]. To observe the inclusions in steels with different Ce contents, all samples were taken from the 1/4 place of the hot rolled plates. The hot rolling process of ingots was described in the published literature [15]. The heat treatment process of the steel plates after hot rolling was quenching and low-temperature tempering, as shown in Figure 1. The final microstructures of the experimental steels were tempered martensite, as shown in Figure 2. The samples impacted, with a size of 55 × 10×10 mm, were cut from plates after quenching and tempering treatment along perpendicular to the rolling direction. Schematic diagram of heat treatment process of experimental steels. The SEM images of experimental steels: (a) Base; (b) L–Ce; (c) M–Ce; (d) H–Ce.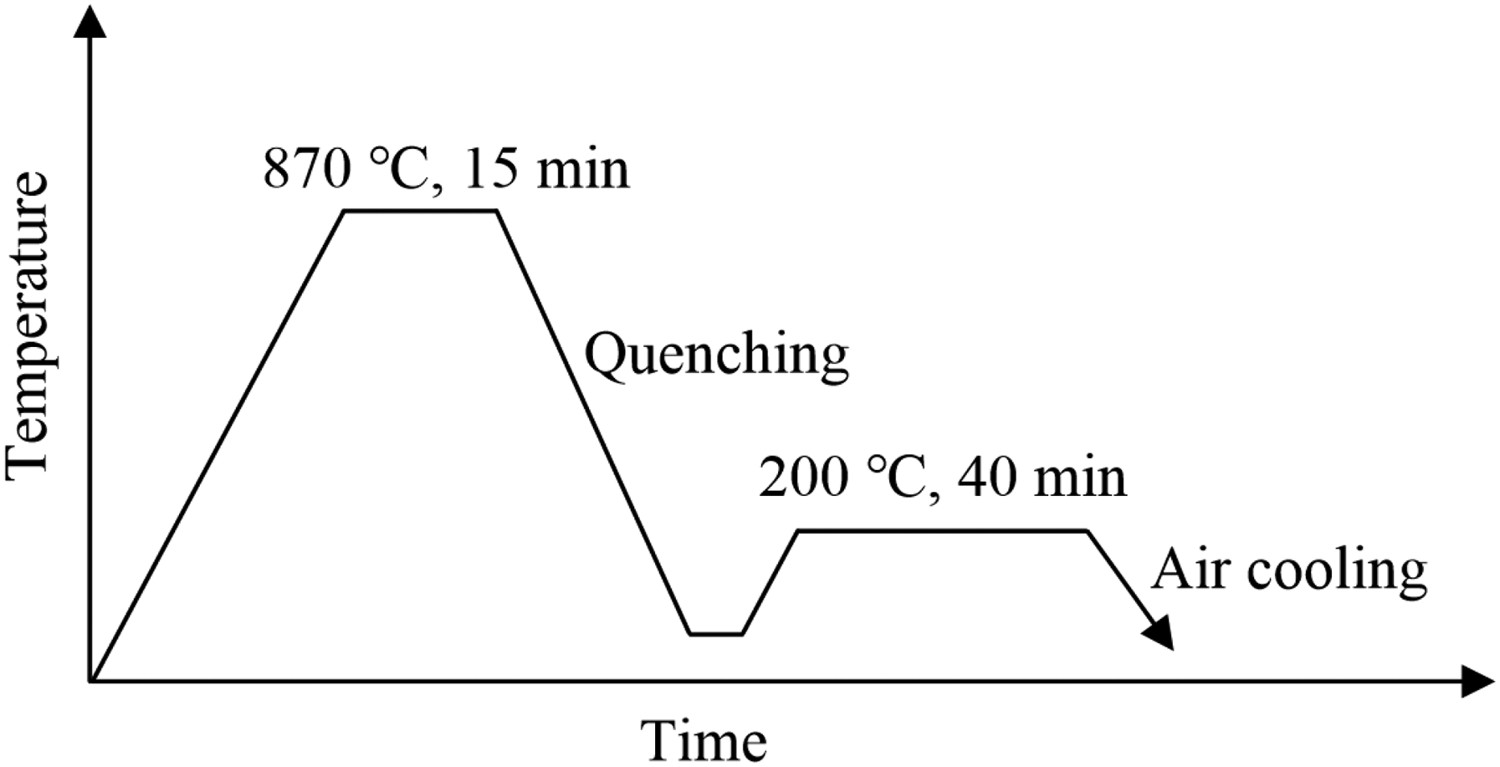
The chemical compositions and morphology of inclusions were analysed through a field-emission scanning electron microscope (FE-SEM) combined with an energy-dispersive spectroscopy (EDS). And the image analysis software (Image-Pro Plus) was used to evaluate the size and volume fraction of inclusions. The measurement was taken in 20 fields, containing 400–500 inclusions. The stability diagram of Ce–Al–O was calculated by the thermodynamic software Factsage 6.4 with the FSstel, FTmisc, and Ftoxid database. The liquidus and solidus of the experimental steel were calculated by JMatPro 7.0. The Charpy impact tests were conducted at −40°C using a JBW-500B impact test machine. The fractured surfaces of the specimens after testing and hazardous element distribution of impact specimens were examined by SEM-EDS.
Results
Inclusions
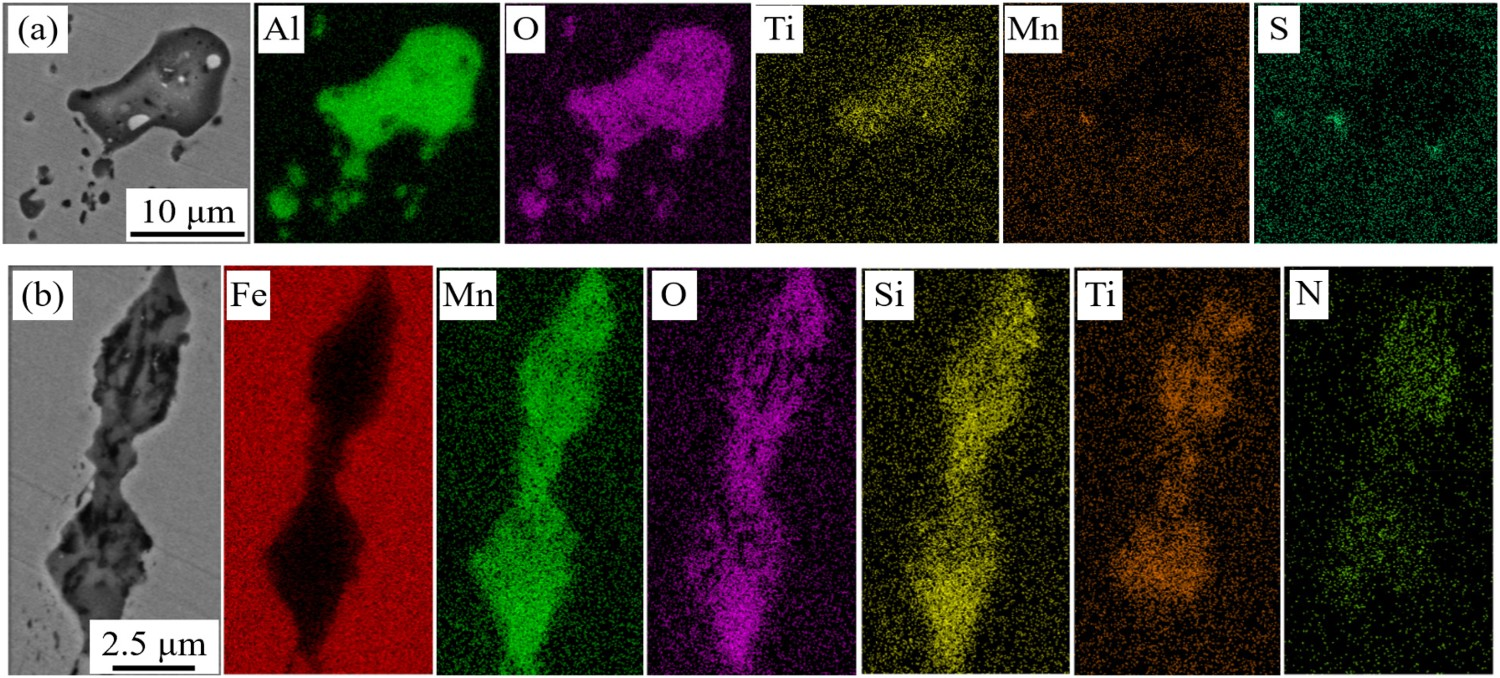
Various types of inclusions are found in samples with different Ce contents. Figure 3 shows that the single inclusions are mainly elongated MnS and sharp-angled Al2O3 in Base steel (without Ce). The complex inclusion of SiO2 and MnO, Al2O3 and MnS, whose size are all longer than 10 μm, are shown in Figure 4. These large-sized, irregular sulphur and oxygen inclusions can have a negative effect on transverse impact toughness. In addition, observations suggest that the carbonitrides (such as TiN) tend to precipitate on large-size sulphur oxides, forming multiphase composite inclusions, as shown in Figure 4. Single inclusions in Base steel: (a) MnS; (b) Al2O3. Complex inclusions in Base steel: (a) Al2O3/MnS/TiN; (b) MnO/SiO2/TiN.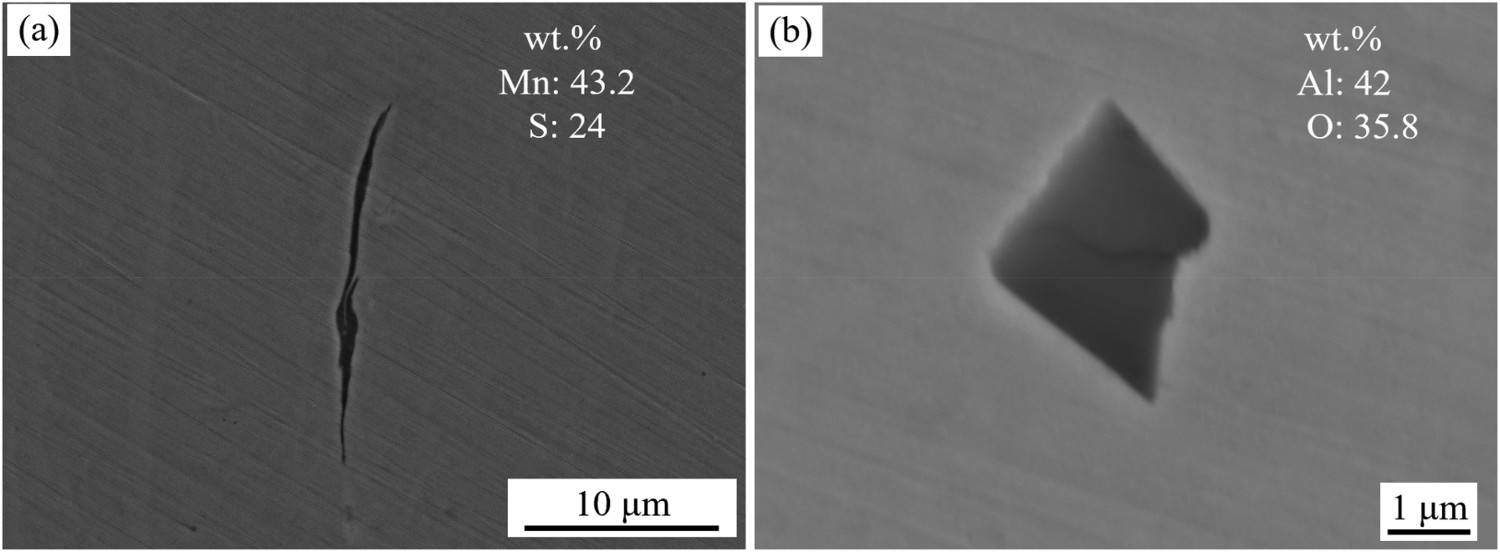
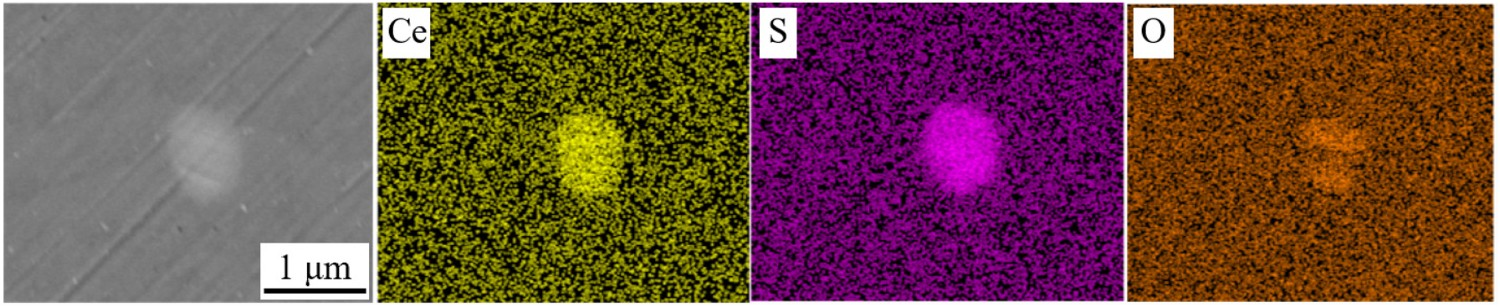
Figures 5 and 6 show the typical morphologies and compositions of inclusions in the L–Ce steel (containing 0.0367 wt-% Ce), which are mainly spherical single Ce–S type inclusions and the complex Ce–S–O type inclusions with the sizes of about 1 μm. These results indicated that the elongated MnS and sharp-angled Al2O3 inclusions can be absolutely modified by 0.0367 wt-% Ce. Moreover, the (Ti,Nb)(C,N) are observed in L–Ce steel as single inclusions rather than complex, as shown in Figure 5(b). Single inclusions in L–Ce steel: (a) Ce–S; (b) (Ti, Nb) (C, N). Complex inclusions (Ce–S and Ce–S–O).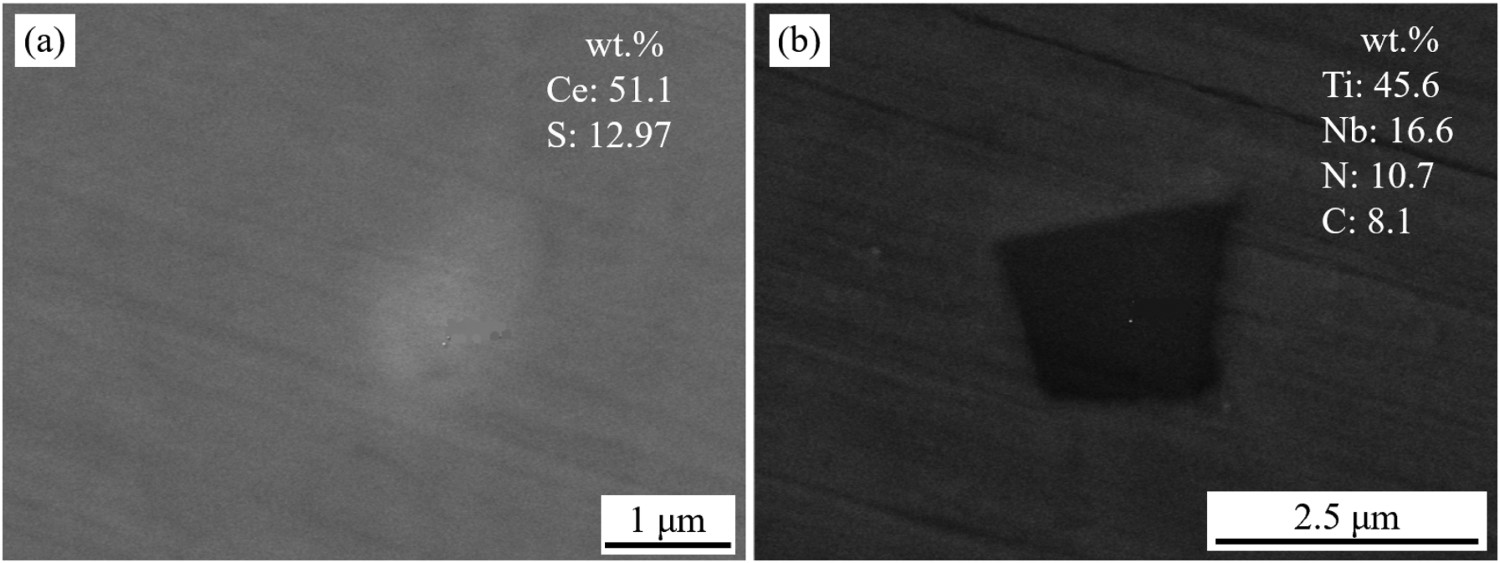
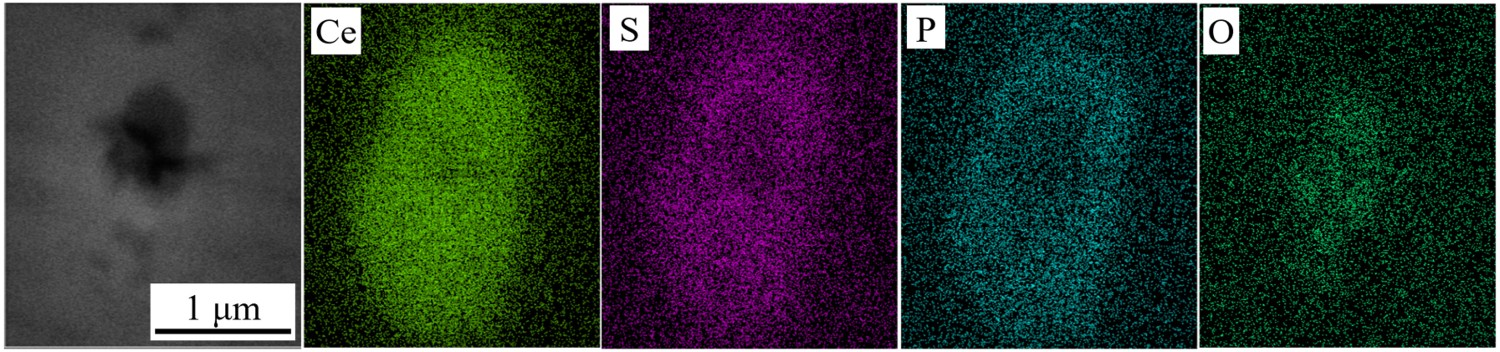
The types of inclusions continuously increased with the increase in the addition content of Ce. In addition to rare earth oxide and rare earth sulphides, rare earth phosphides are detected in M–Ce steel (containing 0.0559 wt-% Ce). The spherical single Ce–P and complex Ce–S–P type inclusions are shown in Figures 7 and 8, with the sizes of about 1 μm. Moreover, Figure 9 indicates that the rare earth oxides or sulphides as the original nucleation particles are attached to the surrounding by Ce–P type inclusions formed oval complex inclusions (Ce–P, Ce–S, and Ce–S–O) with the size of about 2 μm, which is slightly larger than the single Ce–P inclusions, but still significantly finer than non-rare earth sulphur oxides. Ce–P single inclusion. Complex inclusions (Ce–P and Ce–S). Complex inclusions (Ce–P, Ce–S and Ce–S–O).

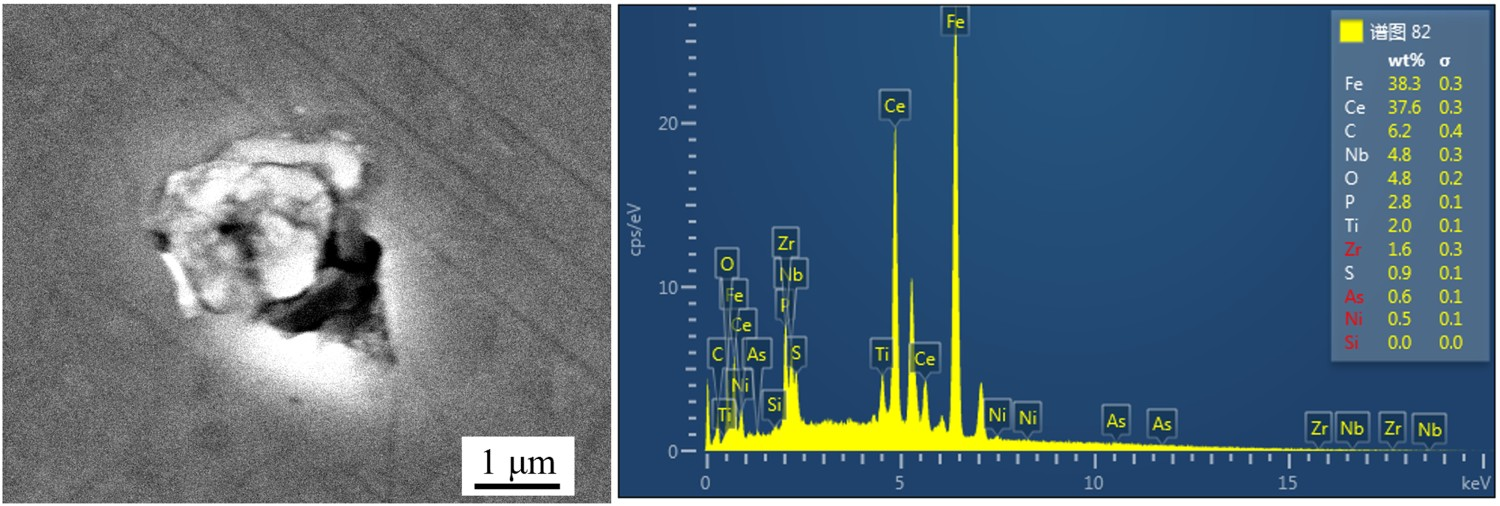
The rare earth inclusions containing carbon are detected in H–Ce steel (containing 0.0792 wt-% Ce) with the continuous increase of Ce content. Figure 10(a) shows that the morphology of Ce–C–O type inclusions with the size of about 1 μm is broken-granule, and the results illustrate that Ce–C–O type inclusions are hard and brittle phase and easily broken under mechanical load. Figure 10(b) shows the morphology of irregular complex inclusions (Ce–C–O and Ce–S–O) with the size of about 1 μm. In addition, the multiple-elements irregular complex inclusions with larger size (about 5 μm) are detected, as shown in Figure 11. Different from rare earth sulphur oxides, the carbonitrides tend to precipitate on this carbon-containing irregular complex inclusion. Inclusions in the H–Ce steel: (a) The Ce–C–O type inclusions; (b) The complex inclusions. The multiphase mixed inclusions in H–Ce steel (Ce–S–O/Ce–P/Ce–C–O/ (Ti,Nb) (C,N)).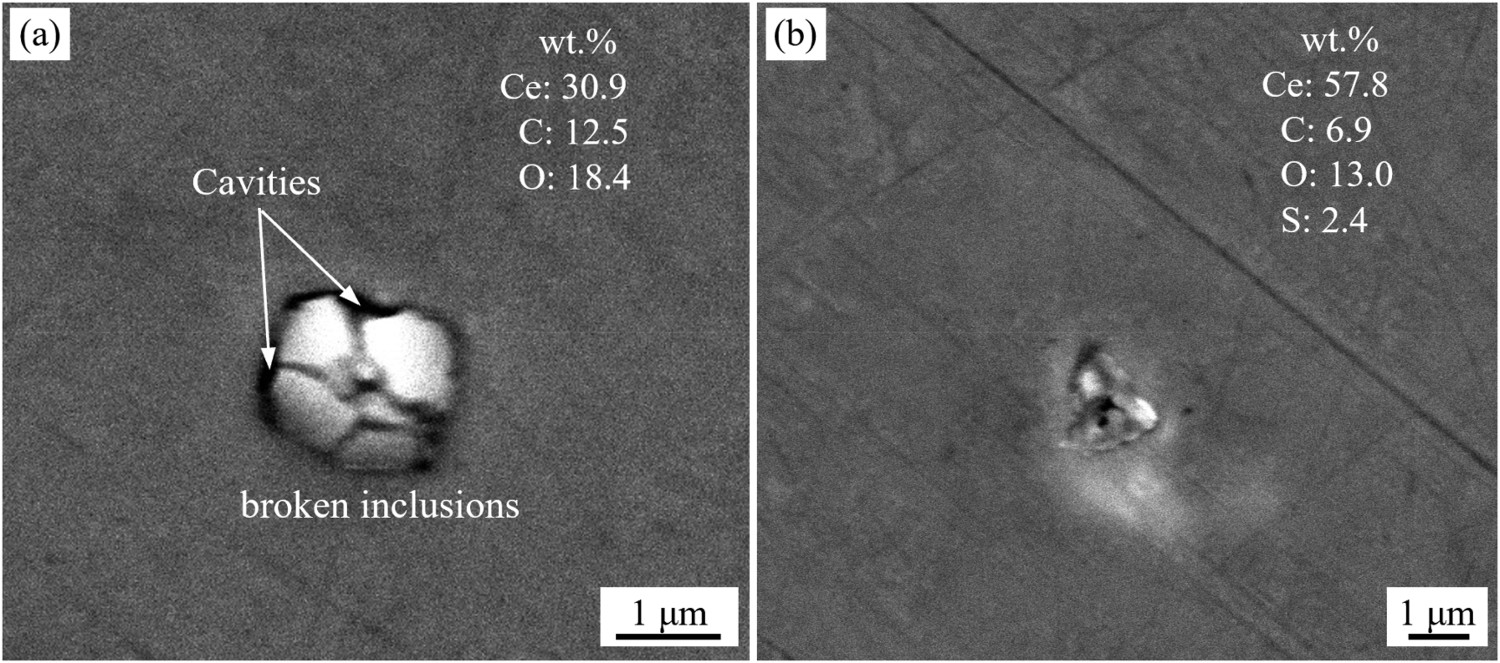
The type and number of main inclusions in the four groups of samples were statistically treated, as shown in Figure 12. From the statistical results, the number density of inclusions is very high for an ultra-high-strength steel grade compared to the commercial steels. This is mainly due to the number density of inclusions for the commercial steel was analysed based on inclusions with larger sizes (usually greater than 3 μm), and for the experimental steels, the minimum statistical size was set to 0.5 μm when analysing the number of inclusions using Image-pro plus. For the experimental steel, the statistical results of the number of inclusions above 3 μm show that the base steel is 26/mm−2, the L–Ce steel is close to 0/mm−2, and the M-Ce and H–Ce steels are 18/mm−2 and 45/mm−2, respectively, which is shown that an appropriate amount of Ce can completely eliminate large-sized inclusions. The S content in commercial steel is generally controlled at 0.001∼0.004 wt-%, and the number of inclusions above 3 μm is about 10/mm−2. Although the number of inclusions in the experimental steel is slightly higher than that of the commercial steel, the effect of Ce on the inclusions can be used as a reference for the commercial steel. The types and number of inclusions in steels containing different Ce contents.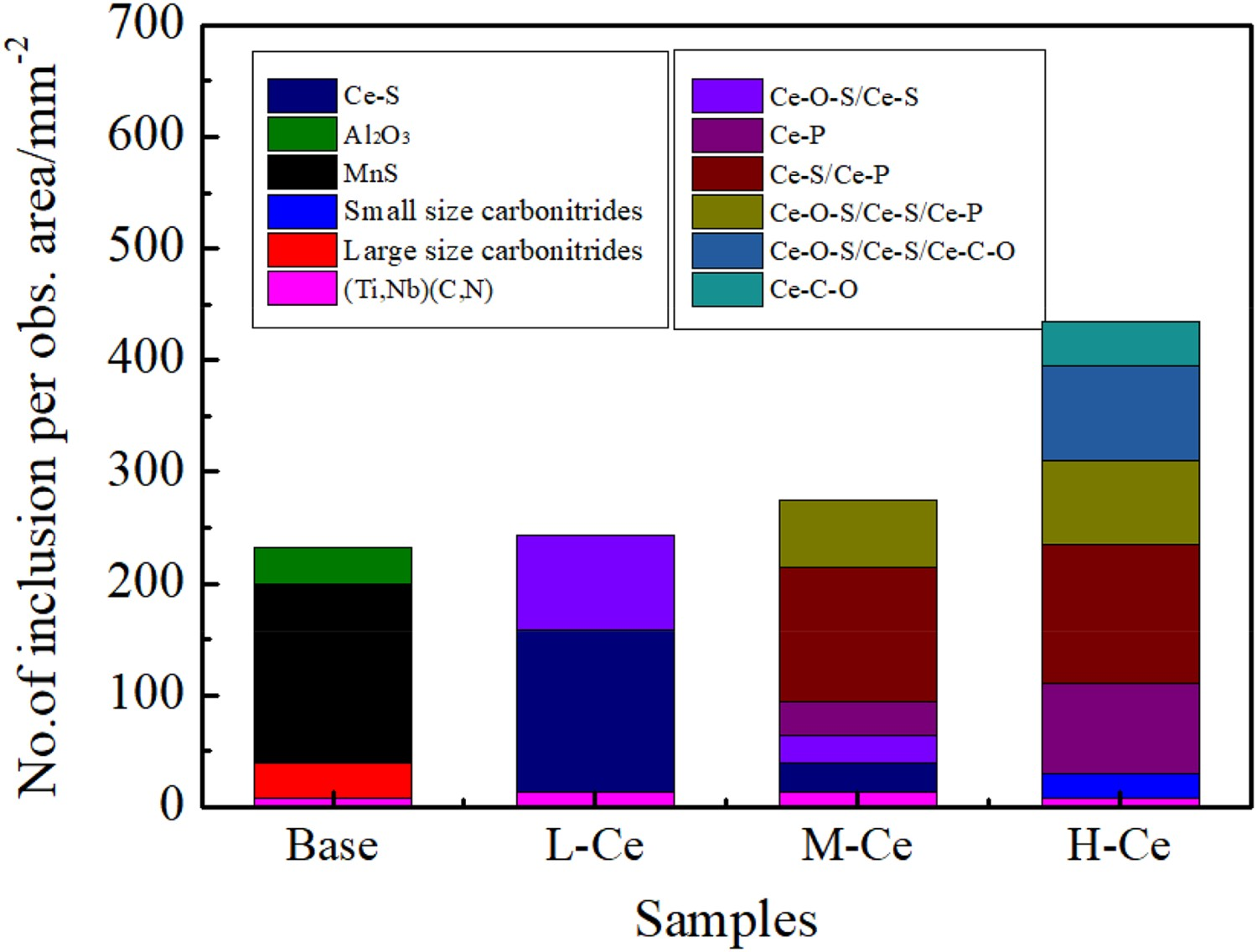
Figure 12 shows that the number and types of inclusions increase with the increasing Ce content. The number of inclusions in L–Ce steel did not increase significantly due to the 0.0367 wt-% Ce that completely modified the oxides and sulphides in Base steel and no other rare earth inclusions were formed. The number of inclusions in M–Ce steel increased slightly due to the formation of Ce–P. However, the number of inclusions in H–Ce steel increases significantly, which is primarily attributed to the expansion of the Ce reaction range and leads to the formation of inclusions containing C. In addition, in this figure, ‘Large size carbonitrides’ represents the large-sized (>5 μm) multiphase composite (Ti, Nb) (C, N) as in Figure 4, ‘Small size carbonitrides’ represents the small-sized (<5 μm) multiphase composite (Ti, Nb)(C, N) as in Figure 11, and “(Ti, Nb) (C, N)” represents a single (Ti, Nb) (C, N) as in Figure 5(b). It can be seen from Figure 12 that large-sized multiphase composite carbonitrides mainly exist in Base steel, due to the composite inclusions of MnS and Al2O3 easily becoming the core of heterogeneous nucleation of carbonitrides. While the single carbonitrides only exist in L–Ce steel and M-steel, indicating that rare earth oxides, and rare earth sulphides are not easy to become the core of carbonitride heterogeneous nucleation. However, small-sized multiphase composite carbonitrides appear in H–Ce steel, indicating that C-containing rare earth inclusions, different from rare earth oxysulphides, tend to be the core of heterogeneous nucleation of carbonitrides. This result is similar to that reported in the literature [16].
The size of inclusions in steels containing different Ce contents.
Ratio of the inclusion longest dimension to width.
It is worth noting that the single Ce–O and Ce–C type inclusions were not found in all samples. The molten steels were pre-deoxidized before adding the alloy element, thereby resulting in low oxygen content in the sample avoided the formation of a large number of single Ce-O type inclusions. And the single rare earth oxide easily becomes the core of Ce–S type inclusions and forms mixed inclusions, thus single Ce-O type inclusion was not observed. In addition, according to the morphology of Ce–C–O inclusion, as shown in Figure 10(a), it can be seen that the boundary of the inclusion has been corroded and oxidized, so the reason for the formation of Ce–C–O was presumed to be the oxidation reaction of the single Ce–C type inclusion during the sample preparation process, rather than Ce–C nucleating on Ce–O type inclusions [11,17].
Thermodynamics
In order to control the inclusions in practice, the thermodynamic analysis for the formation of the inclusions is performed. The inclusions are mainly Al2O3 and MnS in the Base steel. Al2O3 was formed early in molten steel [7], and MnS was formed during solidification [18]. The thermodynamic conditions for the formation of different types of rare earth inclusions would be calculated and discussed in this paper.







Formation reaction and standard free energy of rare earth inclusions in steel (1873 K).
Interaction coefficient between elements in steel at 1873 K.

Activity and activity coefficient of each element.













Actual free energy of each reaction at 1873 K.
Ce-O, Ce–S type inclusions
According to the thermodynamic results, Ce–S type inclusions were formed in molten steel, while MnS inclusions were precipitated during solidification. The S element in molten steel was completely consumed to form Ce–S type inclusions when there was a sufficient amount of Ce, so that the formation of MnS was prevented. Combined with the SEM observation results, it can be seen that in L–Ce steel, 0.0367 wt-% Ce was enough to consume the S element in the experimental molten steel, so the MnS in Base steel was completely modified by Ce.
The thermodynamic results indicated that the main oxides Al2O3 in Base steel was produced in molten steel, the Ce–O type inclusions were also produced in molten steel. According to SEM observation and statistical results, the oxides in the L–Ce steel have been completely modified by Ce, and the Al2O3 or CeAlO3 inclusions were not found. To analyse this result, the stability diagram of Ce–Al–O was calculated using Factsage 6.4 software to predict the formation of inclusions, as shown in Figure 13. The star-shaped points were the chemical composition of L–Ce, M–Ce, H–Ce steel respectively, all of which were in the area of Ce2O3. So Al2O3 was transformed into Ce2O3, instead of AlCeO3, and the observed Ce-O type inclusions in steels were Ce2O3. Through analysis of the thermodynamic calculation results in Table 4 and Figure 13, it can be concluded that the modification process of Al2O3 by cerium was basically consistent with the experimental observations. Stability diagram of the Ce–Al–O system at 1873 K.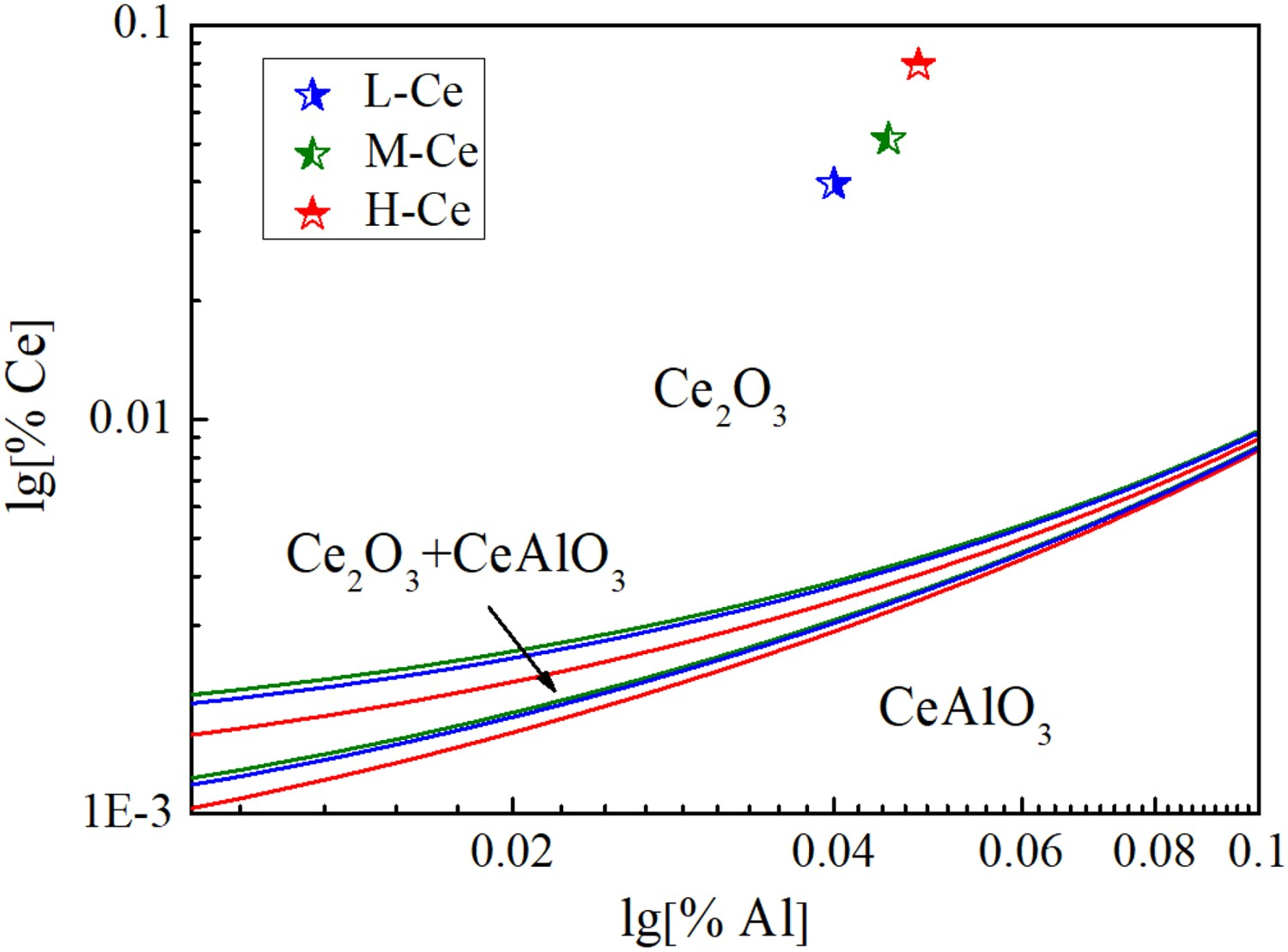
Ce–P, Ce–C type inclusions
The Gibbs free energy of the reactions of CeP and CeC2 were calculated and are shown in Table 7. These Gibbs free energies are positive, indicating an impossibility for the occurrence of two reactions above in the molten steel. Therefore, it is inferred that rare earth phosphides and carbides may precipitated during solidification.













Distribution eoefficients and diffusion coefficients in steel [25].
The actual activity products and the equilibrium activity products of CeP and CeC2 during solidification are shown in Figure 14. It can be seen that the equilibrium activity products of CeP and CeC2 are gradually reduced during solidification process. But at the end of solidification, the actual activity product of CeP is greater than the equilibrium activity product, as shown in Figure 14(a), which means that CeP can be precipitated at the end of solidification. However, the actual activity product of CeC2 is always smaller than the equilibrium activity product during the whole solidification process, as shown in Figure 14(b), indicating that CeC2 in H–Ce steel was not precipitated during the solidification process. According to previous studies [27], combined with the above thermodynamic calculation results, CeC2 was presumed to be precipitated in the solid state after solidification, with the form of secondary carbides on the austenite grain boundary or on the interface of the formed inclusions. This inference was consistent with the above SEM observation and statistical results, shown in Figures 10–12, which suggest that Ce–C type inclusions were only observed in H–Ce steel with excessive Ce and the Ce reacted with C later than O, S, P element. Meanwhile, Figure 10(a) shows that the Ce–C inclusion is broken, indicating that the carbides are not dissolved before the hot rolling of the experimental steel. Therefore, combined with the above analysis, it is inferred that the rare earth carbides are precipitated in the solid state after solidification. Activity products of rare earth inclusions during solidification: (a) the activity products of CeP; (b) Activity products of CeP at the end of solidification; (c) the activity products of CeC2.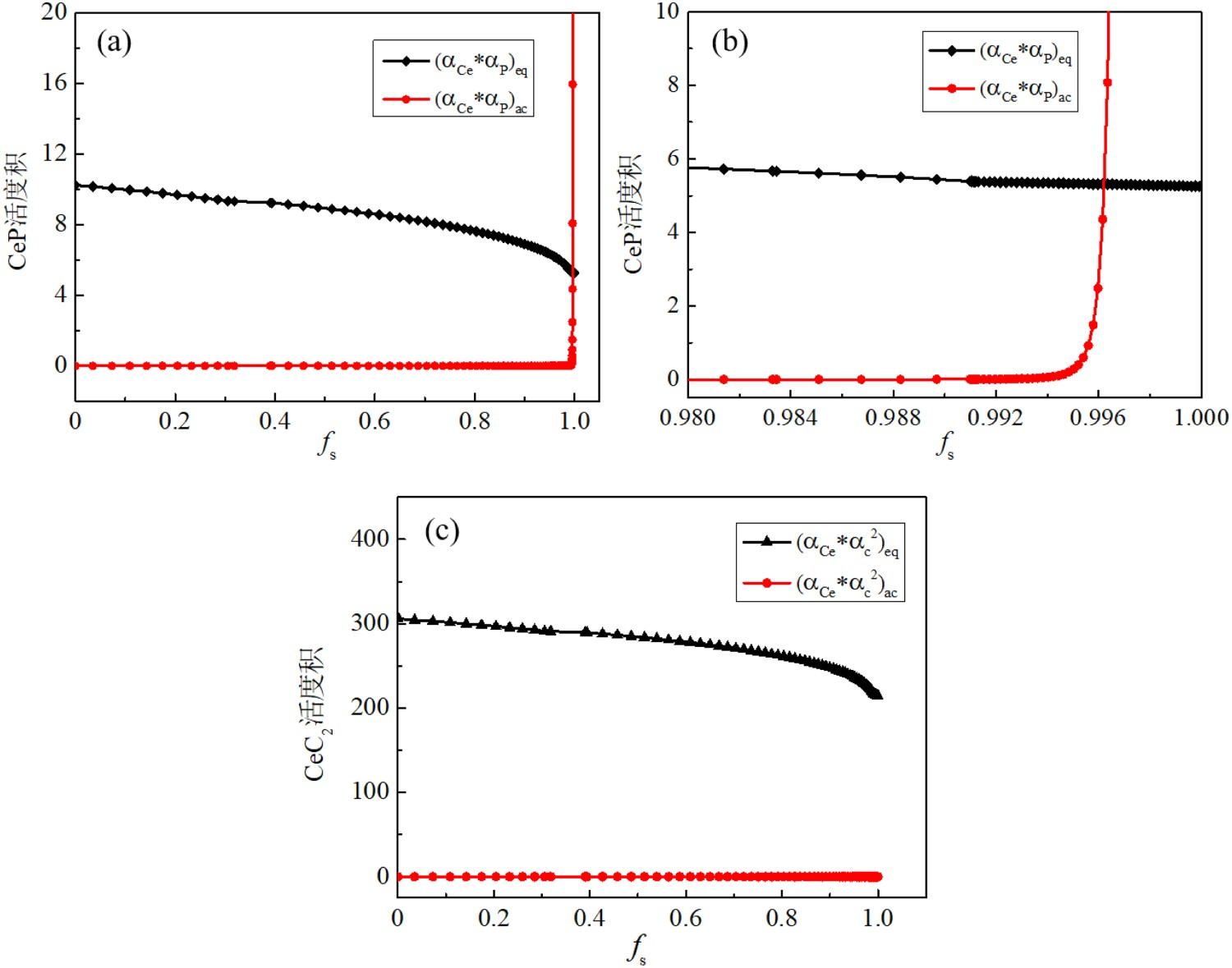
Impact toughness
In order to evaluate the effect of Ce on impact property, the impact absorbed energy of experimental steels with different Ce content at −40°C are measured, as described in Figure 15. Obviously, the addition of 0.0367 wt-% Ce can improve the impact absorbed energy from 50 J of Base steel to 58 J of L–Ce steel, but with the increase of Ce content, the impact absorbed energy gradually decreases from L–Ce steel to H–Ce steel. The impact energy of H–Ce steel is only 45 J, which is already lower than that of Base steel. Impact absorption energy of steels.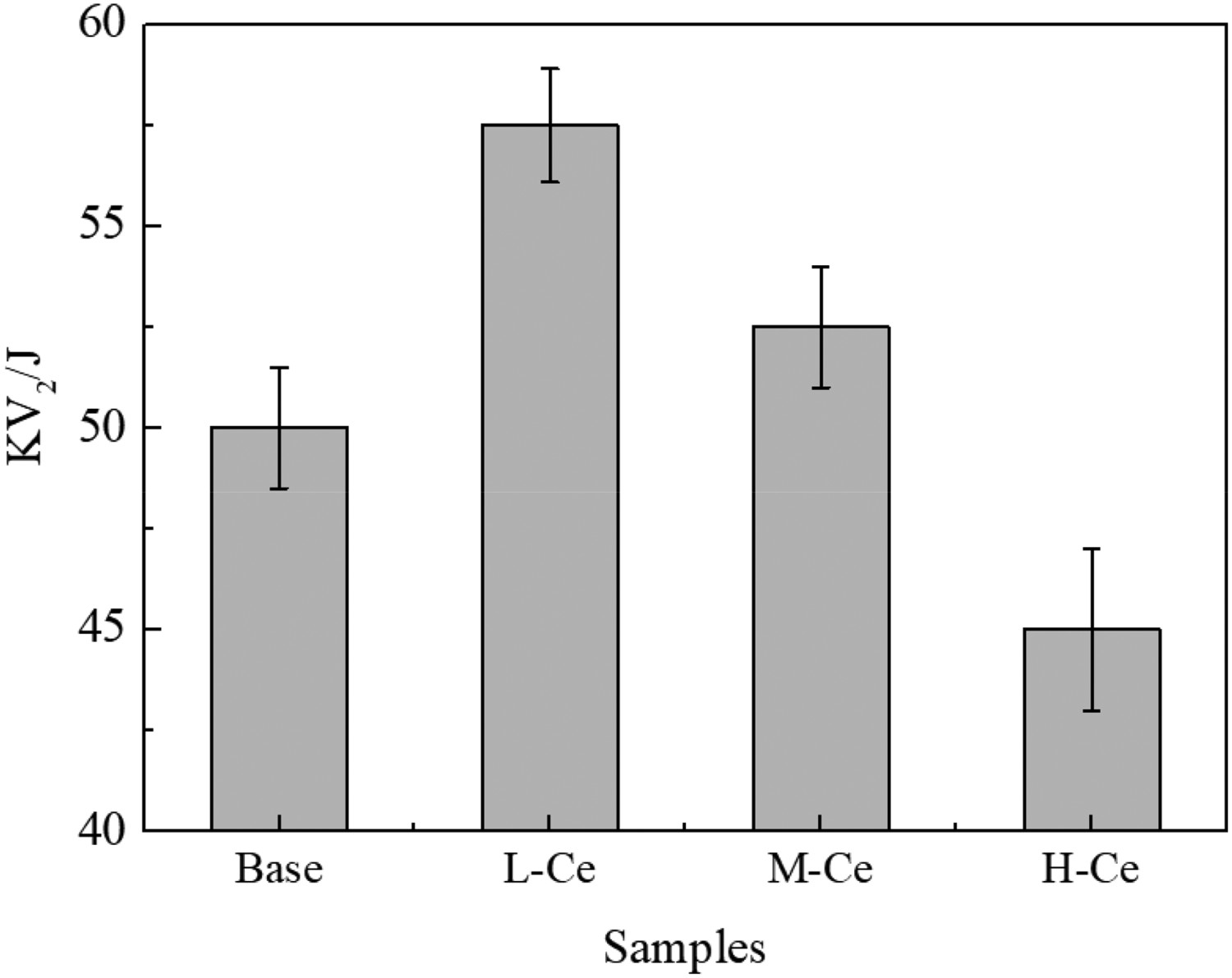
The fracture morphology of the impact samples is characterized by SEM, as shown in Figure 16. The results show that the fracture surface of Base steel is quasi–cleavage planes, and tearing ridges, river pattern, dimples are observed simultaneously on the fracture of Base steel, shown in Figure 16(a). The fracture surface of L–Ce steel containing 0.0367 wt-% Ce consists of dimples, showing a typical ductile fracture characteristic shown in Figure 16(b). With the increase of Ce content, small areas of cleavage planes with smaller unit sizes are observed in M–Ce steel, although the fracture surfaces are also mainly covered by dimples, as shown in Figure 16(c). The fracture surface of H–Ce steel consists of dimples and cleavage planes, and the small-sized unit cleavage planes are connected to each other, forming large-area cleavage planes, as shown in Figure 16(d). In addition, some pits are linked to each other to form a brittle fracture zone, indicating that the energy consumed for crack propagation was very small. Fracture morphology of the tested steels: (a) Base; (b) L–Ce; (c) M–Ce; (d) H–Ce.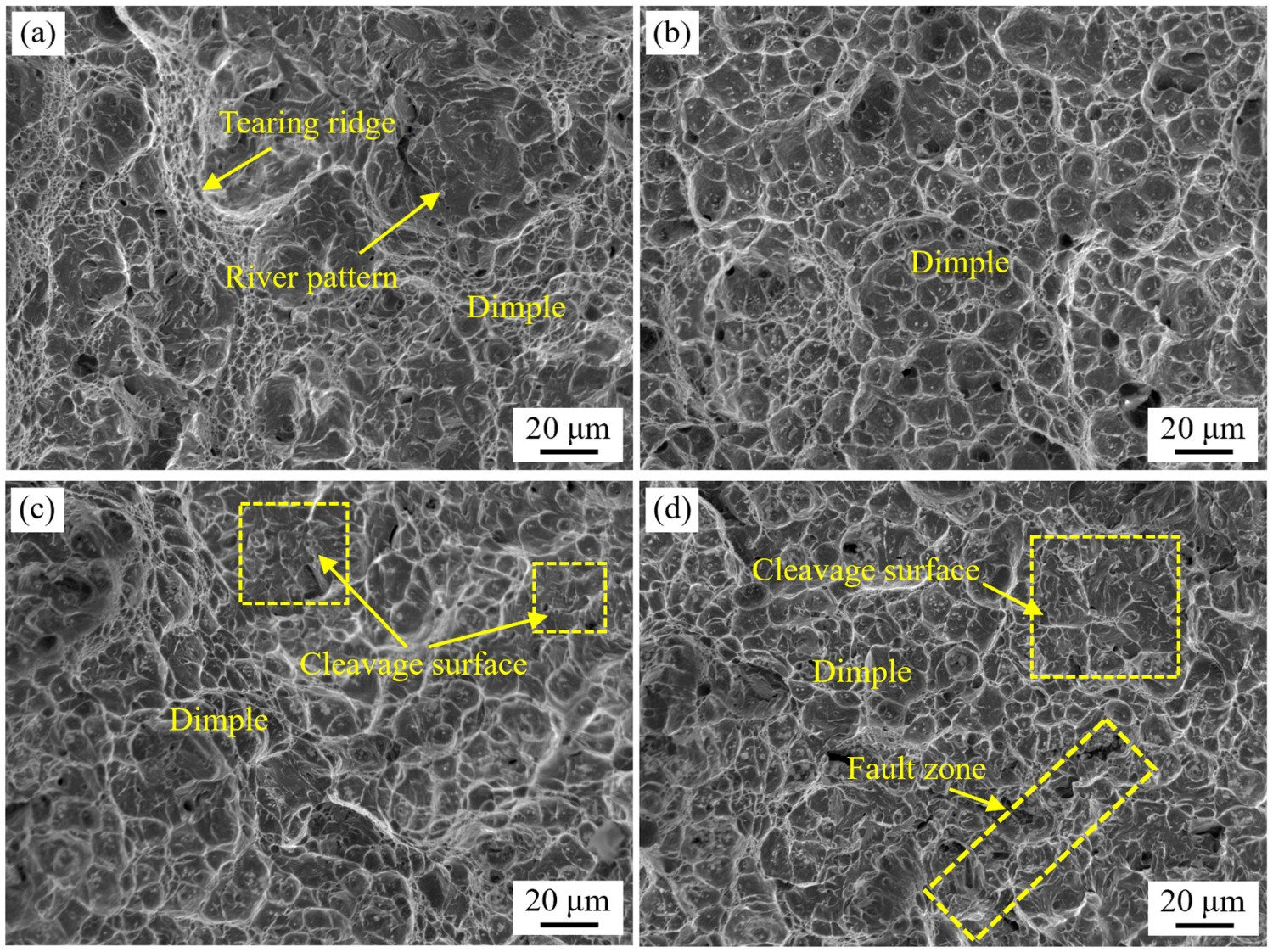
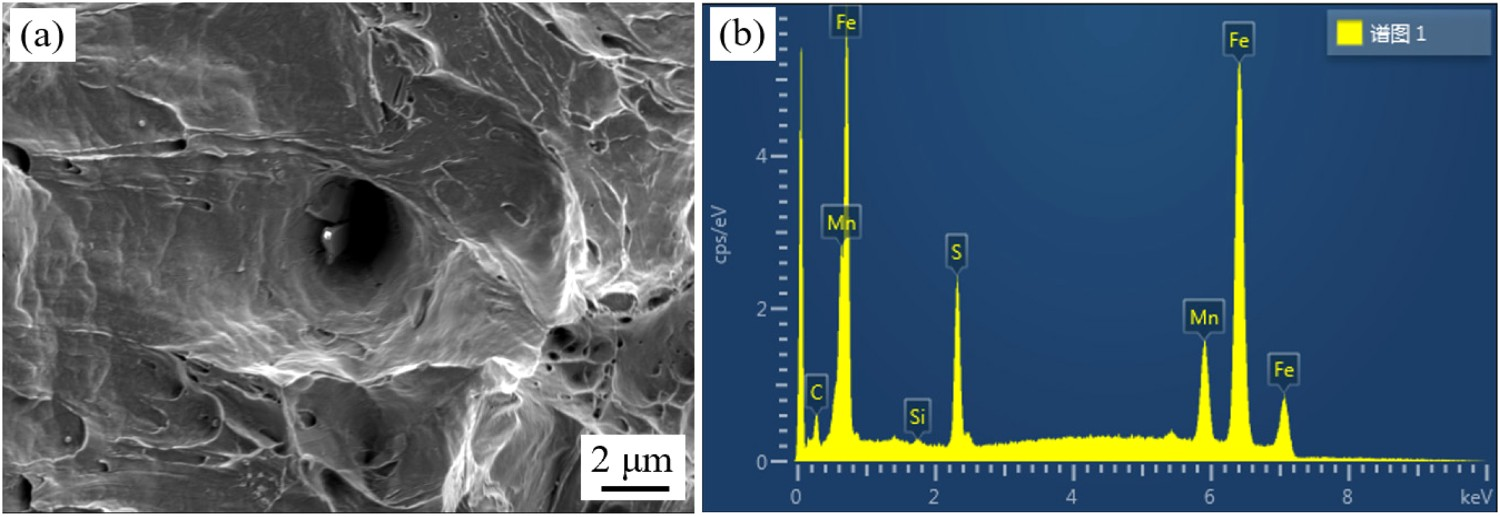
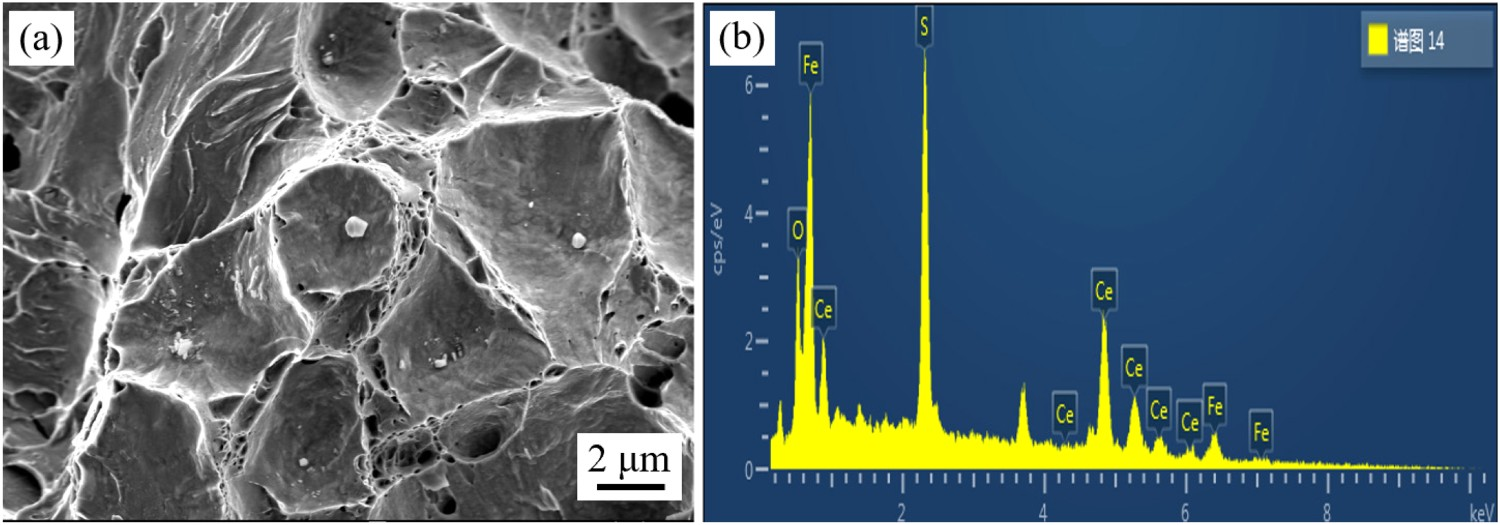
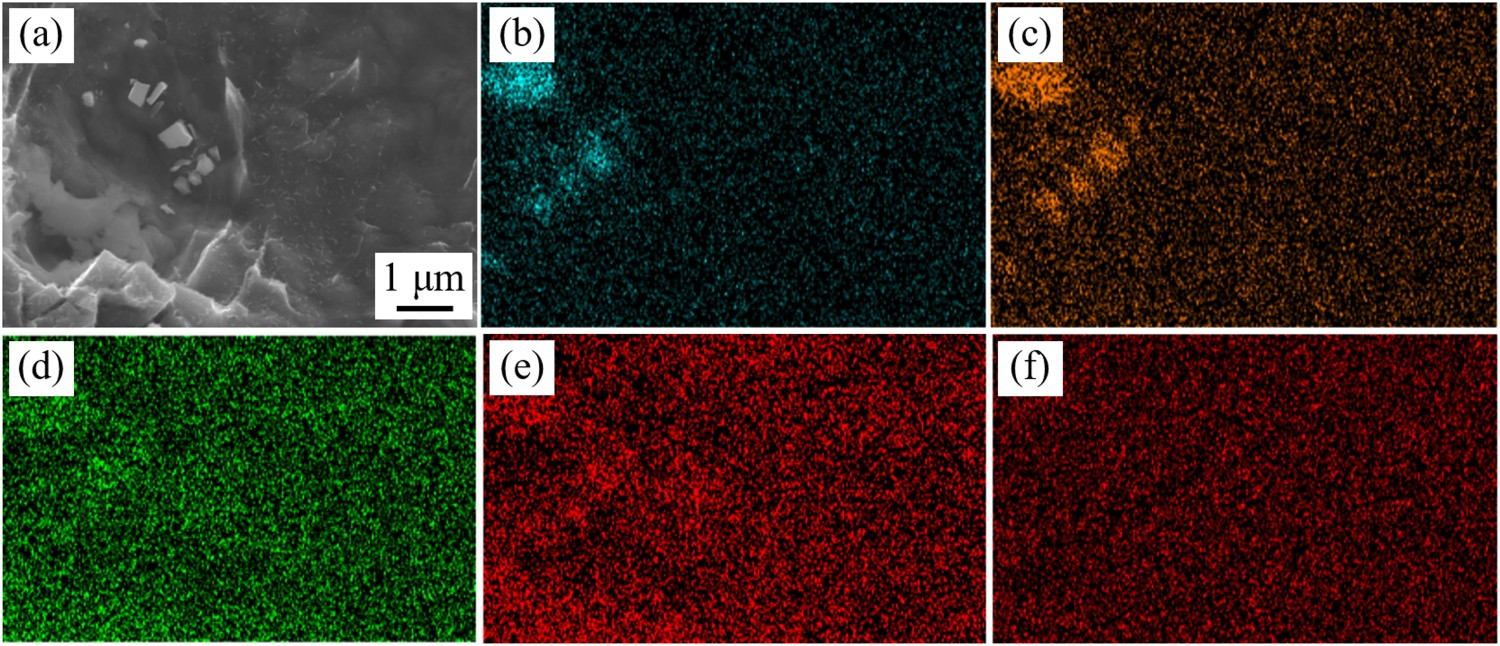
The characteristics of the impact fracture morphology are related to the type and quantity of the inclusions in the steel. Under high magnification SEM observation, it was found that the number and size of inclusions in the dimples gradually increase from L–Ce steel to H–Ce steel, with the increase of Ce content, as shown in Figure 17, which is consistent with the above inclusion analysis results, as shown in Figure 12. The spherical inclusions are not detected on the fracture surface of Base steel, as shown in Figure 17(a), but the strip-like inclusion fractured under impact loading is found at the dimples, and EDS analysis shows that such inclusion is MnS, as shown in Figure 18. The fine inclusions (size less than 1 μm) at the dimples on fracture surface of L–Ce steel were identified by EDS as Ce–S–O type inclusions, as shown in Figure 19. Then, the number of coarse inclusions at the dimples on fracture surface of M–Ce steel is significantly increased compared with that of L–Ce steel, as shown in Figure 17(c). In addition, it can be clearly observed that there are many large-sized polygonal inclusions at the bottom of the dimples in H–Ce steel, which broken under the impact load, as shown in Figure 17(d), and EDS analysis indicates that the inclusions are complex inclusions of Ce–P type and Ce–C–O type, as shown in Figure 20. Inclusions on the fracture surface: (a) Base; (b) L–Ce; (c) M–Ce; (d) H–Ce. Inclusions and composition on the fracture surface of Base steel. Inclusions and composition on the fracture surface of L–Ce steel. Inclusions and composition on the fracture surface of H–Ce steel: (a) Inclusion morphology; (b) Ce; (c) P; (d) O; (e) C; (f) S.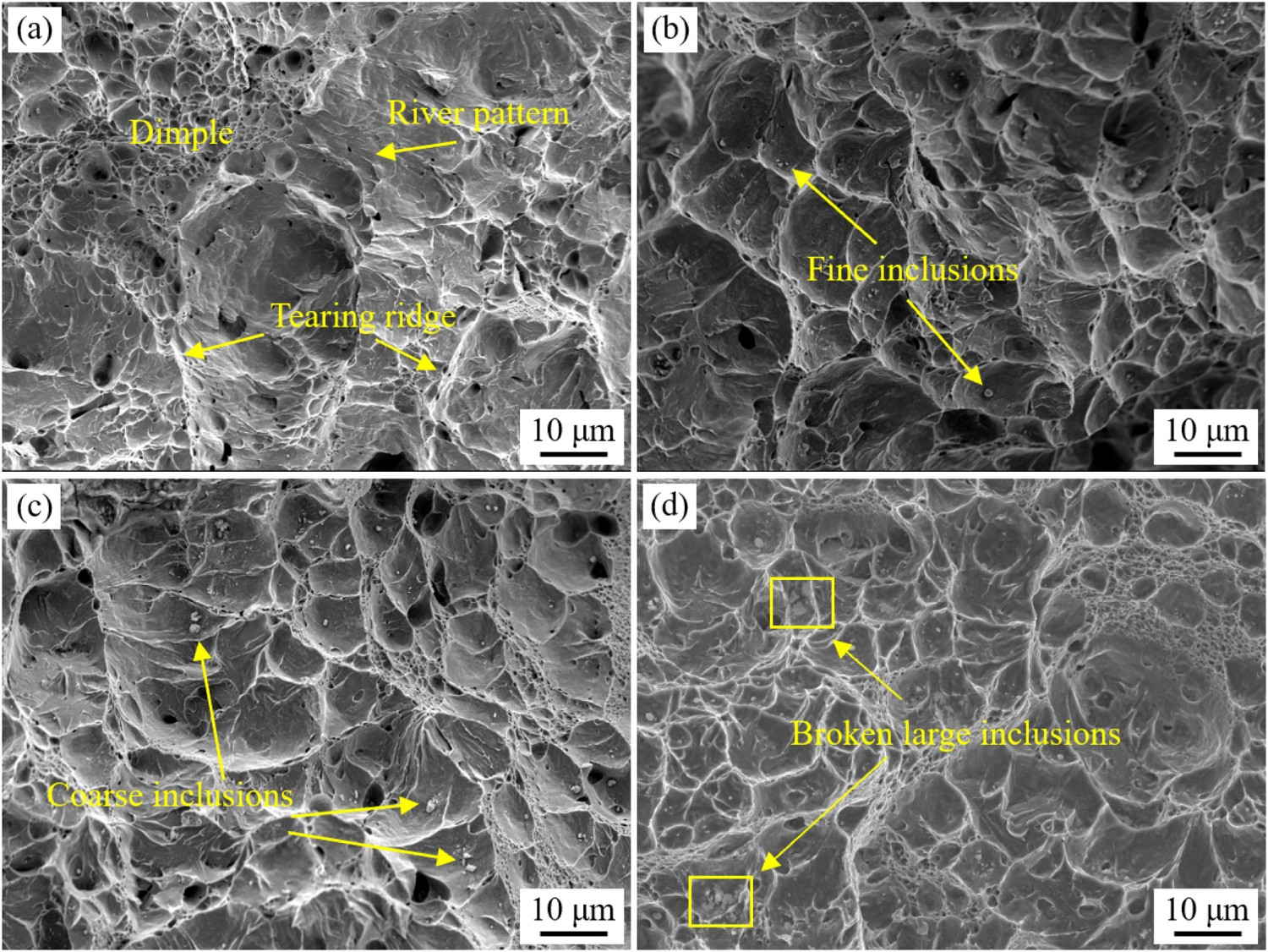
Discussion
The type of inclusions in steel depends mainly on the content of harmful elements and Ce, as shown in Figure 12 and Table 3. When the value of Ce/(O + S) ≥ 6.17 in the experimental steel, all sulphur and oxygen element were combined with the cerium and precipitates of MnS and Al2O3 hardly formed in the steel. When the value of Ce/(O + S) ≥ 8.47, many P-containing inclusions have been formed. When the value of Ce/(O + S+P) ≥ 7.2, the C-containing rare earth inclusions have been formed. Therefore, based on the mechanical properties results, as shown in Figure 15, 0.0367 wt-% Ce is the optimum rare earth content for the experimental steel in this project.
The unstable toughness of materials was related to the influence of rare earth on inclusions. The MnS inclusions of the single elongated strips or compound large blocks were the main inclusions in Base steel. Crack propagation was accelerated resulting from central axis of these MnS inclusions parallel to the fracture plane, thus obtaining relatively low energy consumption [11]. However, the elongated MnS type inclusions were completely replaced by the tiny spherical Ce–S or Ce–O–S type inclusions in the L–Ce steel. These tiny spherical inclusions effectively alleviate the stress concentration around these inclusions, reduce the nucleation rate of crack sources, and hinder crack propagation during the impact test [28]. In addition, according to the previous research [29], the first-principles calculation results indicated the relatively small differences between Ce inclusions and iron matrix in terms of hardness, toughness, brittleness, and thermal expansion coefficient, which avoids the generation of large additional stress and reduces the occurrence of cracks between the inclusions and the steel matrix during the hot rolling process. Therefore, the low-temperature impact toughness of L–Ce steel was improved due to the above factors.
The continuous increase of Ce content form 0.0367 wt-% to 0.0792 wt-% led to an increasing trend for inclusion size with the growth mechanism of inclusions changing from precipitation-grown to aggregation-grown. Meanwhile, the number of inclusions in the experimental steel gradually increases, and the morphology developed into irregular polygons, usually with sharp edges as well. It is known that the microcracks are easy to form at the junction of inclusions and iron matrix under the external force, then cavities will form and grow due to the interconnection of microcracks that eventually lead to the fracture of the metal [30]. Thus, with the number of inclusions increases, the faster the number of cavities increases, the weaker the impact resistance of the material. Furthermore, the large-sized polygonal inclusions make the incompatibility between the matrix and the inclusions more obvious, and stress concentration is easily generated at the interface, which becomes the source of cracks and eventually leads to the fracture of the material. Therefore, with the increase of Ce content form 0.0367 wt-% to 0.0792 wt-%, the impact properties of experimental materials decrease gradually.
It can be seen from Figures 10–12 that the main reason for the increase in the size and number of inclusions in H–Ce steel with the worst toughness is the appearance of rare earth carbides. According to the results of thermodynamic analysis, rare earth carbides were formed later than other rare earth inclusions. The formed rare earth inclusions can act as a core of the heterogeneous nucleation of rare earth carbides, which significantly increases the size of the inclusions and deteriorate the morphology of the inclusions. In addition, rare earth carbides can also nucleate independently, which increases the number of the inclusions in H–Ce steel.
It is worth noting that the toughness of H–Ce steel has deteriorated significantly compared to Base steel without rare earth additions. In addition to the factors discussed above for the deterioration of the toughness, the properties of rare earth carbides should also be analysed and discussed. As shown in Figure 21, the isolated fine Ce-containing carbides (size less than 1 μm) is also found in the fracture of H–Ce steel, and such type inclusions are only found in H–Ce. The broken rare earth carbides separate from the steel matrix, jumping out of the hole under the action of external load. The EDS results show that the rare earth carbides did not contain O element, as shown in Figure 21(b), which also confirmed the previous speculation that the Ce–C–O type inclusions in the H–Ce steel were oxidized rare earth carbides during sample preparation. These isolated hard and brittle rare earth carbides generally tend to break out easily during hot rolling as shown in Figure 10(a), and the cavities at the interface between the steel matrix and inclusions are produced due to differences in hot workability [30,31]. Such rare earth carbides can easily act as stress concentrators and critical crack initiation sites under impact loading [17], as shown in Figure 21, thereby deteriorating the toughness of the material, even if the isolated rare earth carbides are less than 1 μm in size. We, therefore, concluded that in addition to the increase in the size and number of inclusions due to the precipitation of rare earth carbides, the main reason for the obviously deterioration of the toughness of H–Ce steel is that rare earth carbides are hard and brittle phases. Ce–C type inclusion on the fracture surface of H–Ce steel.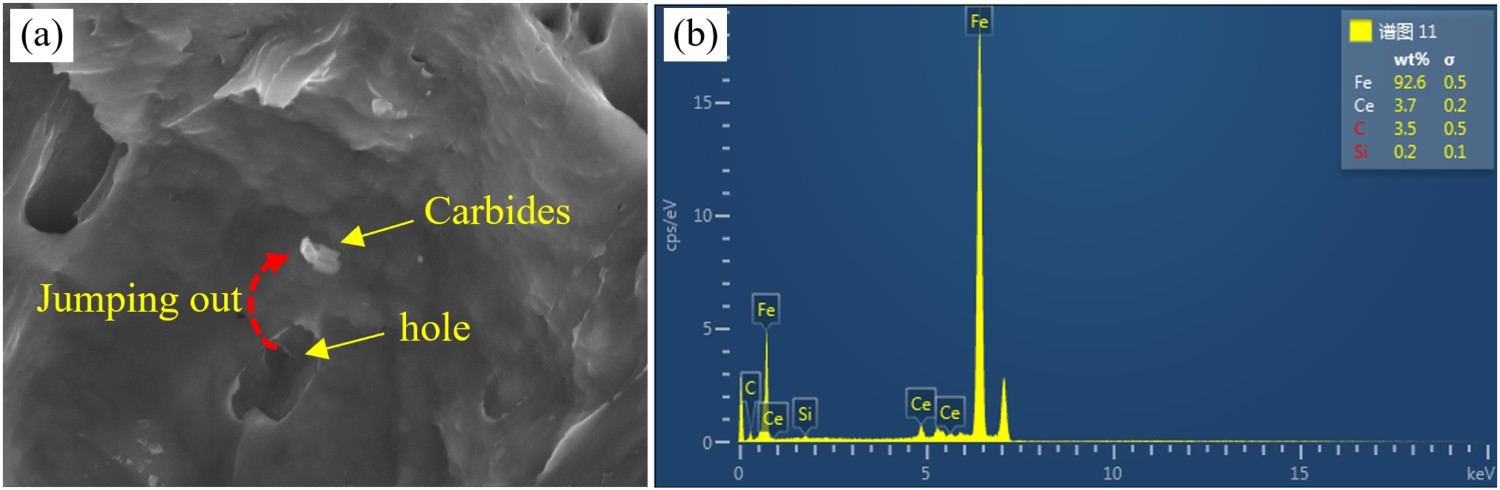
Conclusions
In this study, the influence of Ce additions (0.0367, 0.0559, and 0.0792 wt-%) on the inclusions and the impact properties of ultra-high-strength structural steels were investigated. The main results are summarized as follows: The addition of Ce can obviously modify the inclusions in steel. The 0.0367 wt-% Ce can completely transform sulphur oxides in Base steel into spherical rare earth inclusions and significantly refine the size of inclusions. But with the increase of rare earth content to 0.0792 wt-%, the size of inclusions increased slightly, the number of inclusions increased significantly, and the morphology of inclusions changed from spherical to irregular polygons. The fine carbon-containing rare earth inclusions with spherical morphology, which be only found in H–Ce steel, are easily broken during the hot rolling process. The precipitation of carbon-containing rare earth inclusions is the main reason for the increase in the number, the deterioration of the morphology and the increase in size of H–Ce steel inclusions. The thermodynamic calculation results show that Ce–P type inclusions are formed at the end of solidification, and rare earth carbides are precipitated in the solid state. Owing to the improvement of inclusions by Ce, 0.0367 wt-% Ce can improve the impact toughness at −40 °C of the sample steel from 50 to 58 J, but with the increase of Ce content, the impact toughness of steel decreases, and the toughness of H–Ce steel containing 0.0792 wt-% Ce has deteriorated to 45 J. The precipitation of hard and brittle rare earth inclusions is the main reason for the deterioration of H–Ce steel materials.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).