
Abstract
The cohesive zone is the location where the pressure drop is the largest within the blast furnace. Researchers usually adopt the way of increasing the permeability of the softening-melting ore layer to achieve the purpose of improving the permeability of the cohesive zone. In this study, we proposed the concept of the degree of burden mixing (DBM). Through experiments and thermodynamic calculations found that the increase in DBM enhanced the interaction between sinter and pellet, made the burden produce a liquid phase in the cohesive zone, and deteriorated permeability. In addition, the amount of liquid phase in the cohesive zone determined the permeability of the cohesive zone. Therefore, suppressing the interaction between burdens can be considered as one of the effective ways to improve the permeability of the cohesive zone. It is worth noting that the regulation of the DBM can achieve the purpose of suppressing the interaction.
Introduction
The cohesive zone, as the location of the maximum pressure drop of the blast furnace, it can evaluate the condition of the blast furnace operation. The permeability decline of the cohesive zone will lead to the decline of the injected coal amount, which makes the direct reduction and coke rate increase. The above process will deteriorate the economy of the blast furnace ironmaking. Therefore, the improvement of cohesive zone permeability plays an important role in the blast furnace ironmaking.
To improve the cohesive zone permeability, researchers had carried out most studies. Sunahara et al. confirmed that both low position and thin cohesive zone could improve the permeability of the blast furnace [1–4]. Most scholars support that the mixing of coke and ferrous burdens and the addition of coke to the centre of the blast furnace would increase the permeability of the cohesive zone [5,6], but the existing studies fail to resolve the contradiction between the permeability of the cohesive zone and the coke ratio. Because the low position and thin cohesive zone formation require a high reduction degree, it is feasible to adopt low locations and thin cohesive zones in ironmaking production under conditions of special processes, such as oxygen blast furnaces [7–11], hot reduction gas injections [12–14], and utilization metallization burdens [15–19], but special processes remain in the stage of industrial experimentation. The softening and melting of iron ore reduces the porosity of the ferrous burdens layer, so the researchers regard increasing the permeability of iron ore as the main way to improve the permeability of the cohesive zone at a constant coke rate condition. The research results of Wu et al. [20,21] showed that the interaction would increase the liquid phase, which deteriorated the improvement of the blast furnace permeability. The study results of slag behaviour on the coke bed confirmed that the high melting point of solid slag existed in the coke bed and the slag drip has nothing to do with the liquid phase ratio of the slag [22]. This result provides a basis for reducing the thickness of the cohesive zone, but most research until now has been one-sided in investigating the effect of the burden on the permeability of the cohesive zone in the cold state [23]. One major drawback of this research is that it failed to consider the effects of the interaction. We carried out this study to investigate the rational distribution of ferrous burdens and improve the permeability of the ferrous burdens during softening and melting.
Thermodynamic calculations and experimental
Raw material preparations
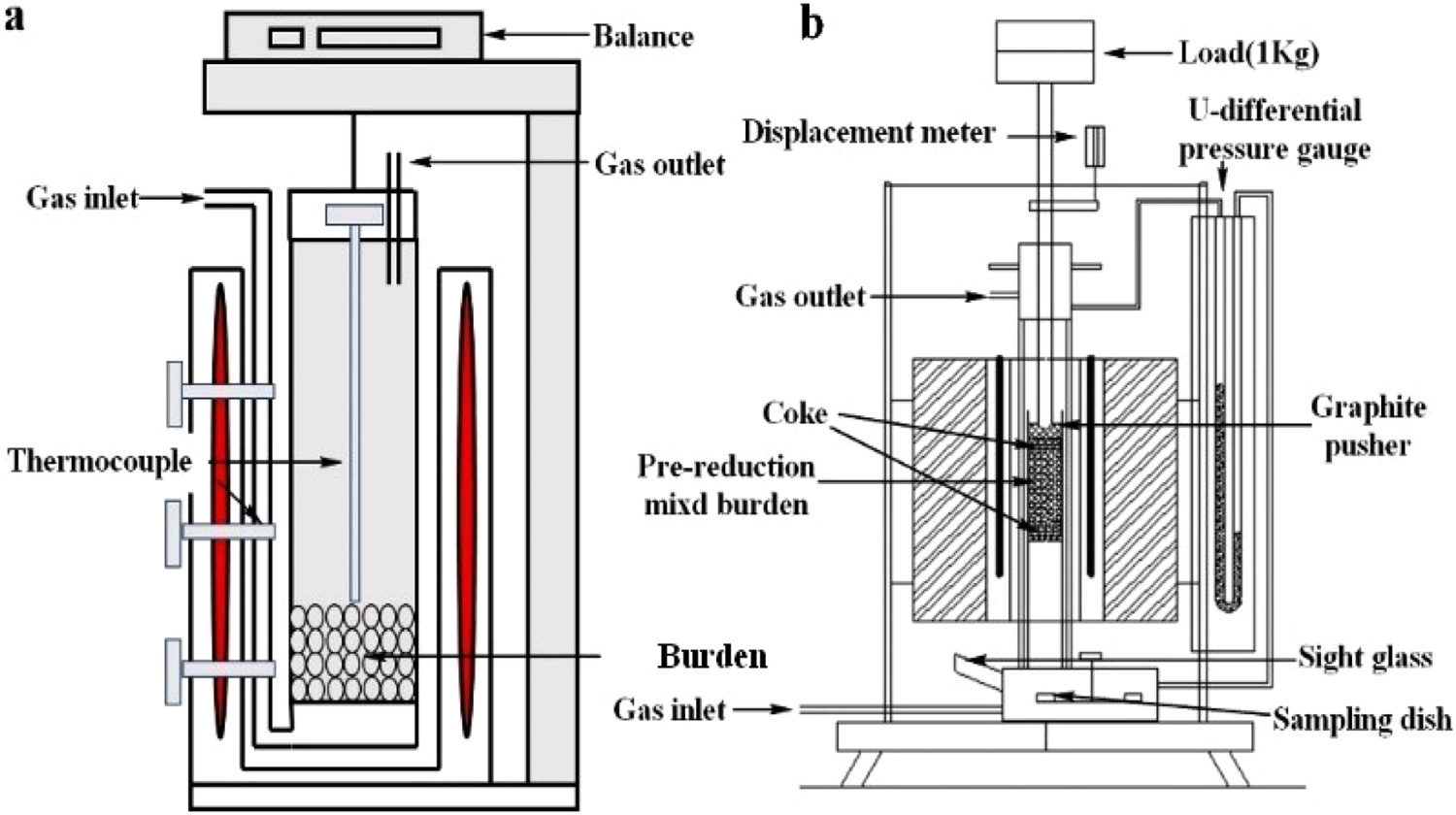
We used acid oxidized pellets and basic sinter as raw materials in this experiment. Table 1 presents the compositions of raw materials and the corresponding diameters were 10–12.5 mm. To prevent changes in slag during the experiment, we conducted pre-reduction experiments on sinter and pellet respectively, and made the reduction degree reach 70%. Figure 1(a) presents the reduction furnace. The pellet or sinter was placed in a stainless steel reaction tube (the size of the reduction reaction tube is Φ74 mm × 800 mm) and heated to 900 °C under the nitrogen atmosphere. The furnace-heating rate and the nitrogen gas flow were 5 °C min−1 and 5 L min−1. While the gas inlet introduced reduction gas into the reaction tube. When the temperature of the reaction tube reached 900 °C, the reaction tube started to introduce reduction gas (CO:N2 = 30:70) from the gas inlet and the pellet or sinter began to lose weight gradually as the reduction proceeded. During the reduction process, the balance recorded the weight loss of the pellet or sinter. When the weight loss of the pellet or sinter measured up the target reduction degree, the reaction tube stopped heating and introduced nitrogen (nitrogen flow rate: 5 L min−1) to cool the pellet or sinter to room temperature. Equation (1) lists the relationship between the reduction degree and the weight loss of the pellet or sinter: (a) Reduction furnace. (b) Softening and melting furnace.

Softening, melting, and dropping experiments of pre-reduced burden
Index and physical significance of softening, melting and dripping of pre-reduction mixed burden.
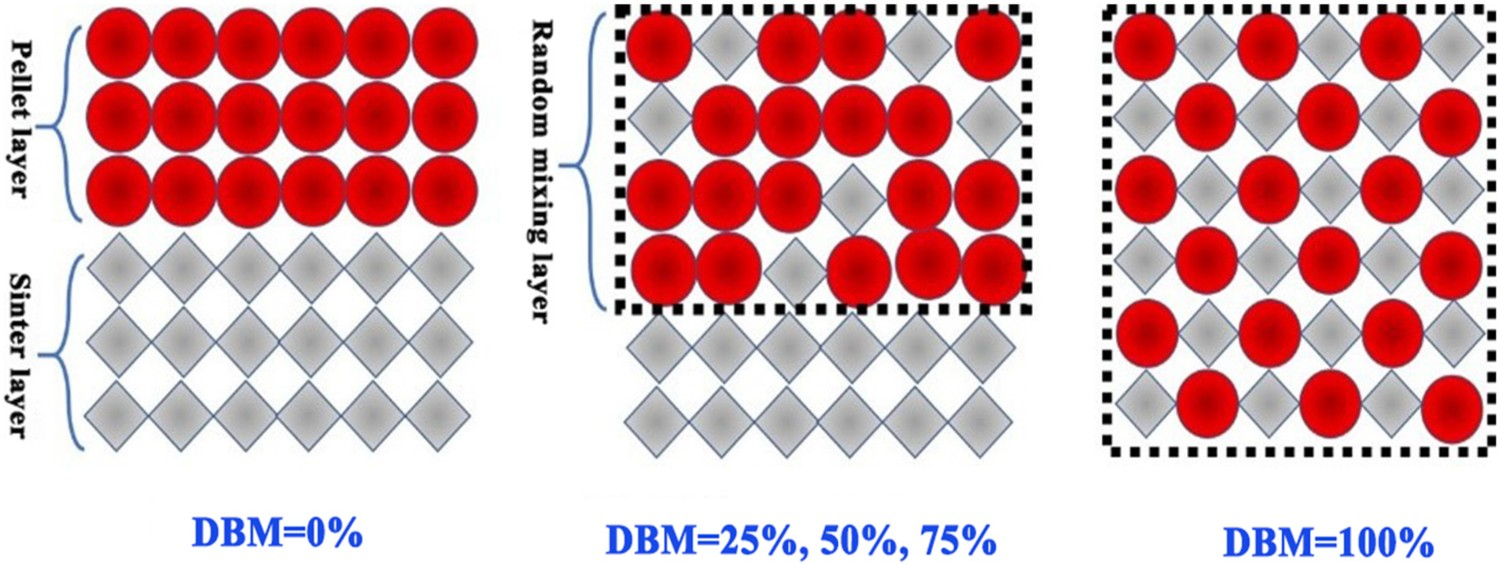
In this study, we propose the concept of the degree of burden mixing (DBM) and Equation (2) expressed the DBM. Experiment set the values of DBM to 0%, 25%, 50%, 75%, and 100%. Table 3 and Figure 2 present the compositions of the sinter, pellet, and the mixed burden and the schematic diagram of burden distribution under different DBM. It is worth noting that the experiment randomly mixed the burdens and failed to achieve the distribution in Figure 2. Schematic diagram of burden distribution under different DBM. Main chemical components of pre-reduced sinter, pellet, and mixed burden.
Thermodynamic calculations
Based on the compositions in Table 3, using Factsage7.0 thermodynamic software calculated the liquid phase rate and liquid phase weight of the gangue phase (CaO + SiO2 + Al2O3 + MgO). In thermodynamic calculations, we assumed that the gangue phase composition of the mixed burden forms a uniform slag and discussed the rationality of the assumption. Through equations (3), (4), and (5) conducted the calculations:








We used the oxides database of Factsage7.0 to calculate the liquid phase rate and liquid phase weight of the gangue phase and used the calculation result to explain the experimental phenomenon. The temperature of thermodynamic calculations ranged from 1000 °C to 1450 °C and included the solidus temperature of each slag phase, while the temperature step was 50 °C.
Results and discussion
Figure 3 shows the temperature change result of the ferrous burden layers. It illustrates that as DBM increased, the softening start temperature of the ferrous burden lays gradually decreased and the melting start temperature, and the dropping temperature followed inconsistent regularity. Figure 4 shows the maximum differential pressure (ΔP
max/Pa) and the permeability index (S/KPa °C). Figure 4 observed that the permeability index (S/kPa °C) increased as the value of DBM increased. This result demonstrates that the distribution disorder of the burden deteriorated the permeability of the ferrous burden layers. Variation of the cohesive zone with DBM. Variation of maximum differential pressure (ΔP
max/Pa) and permeability index (S/KPa·°C) with DBM.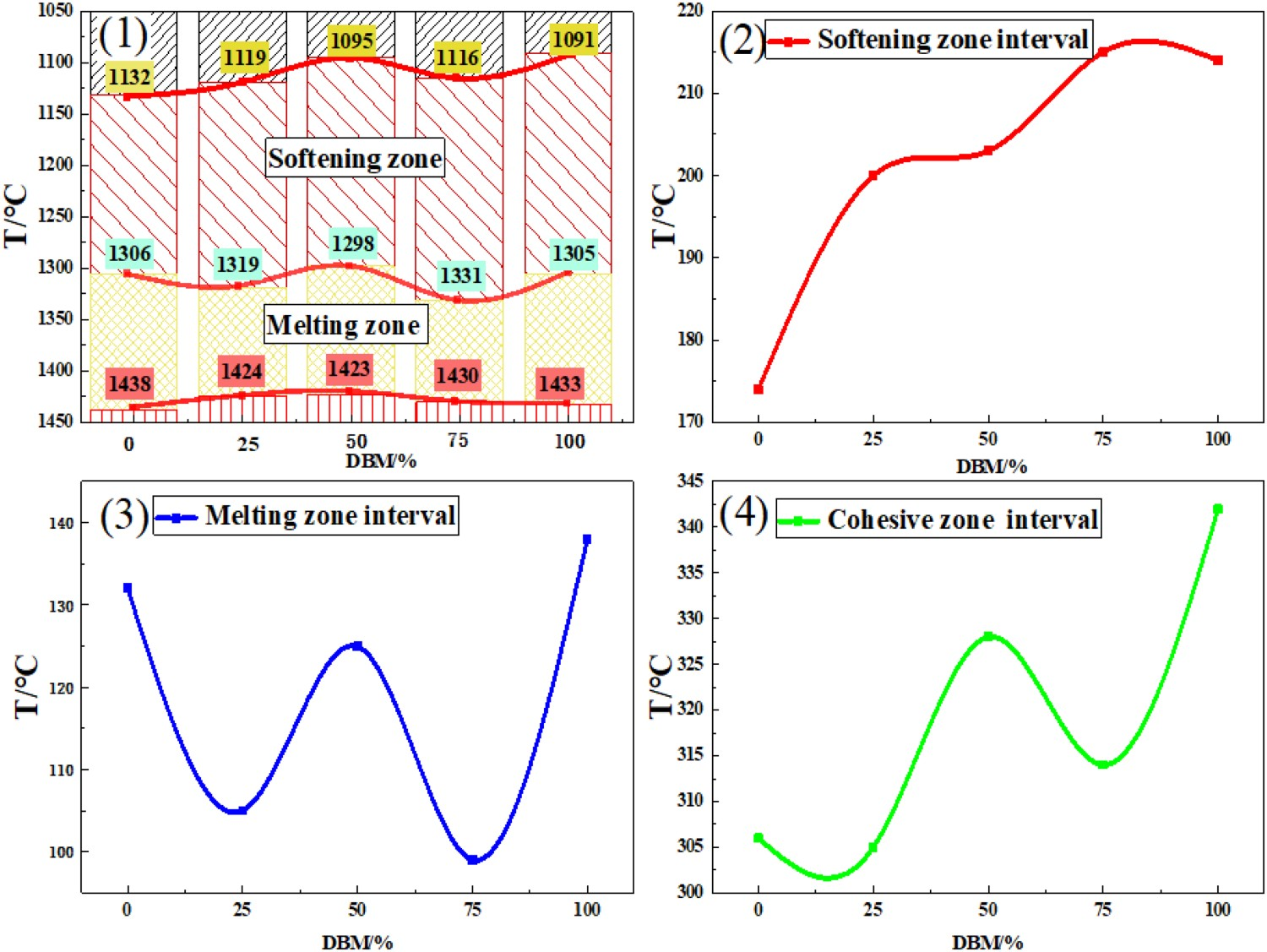
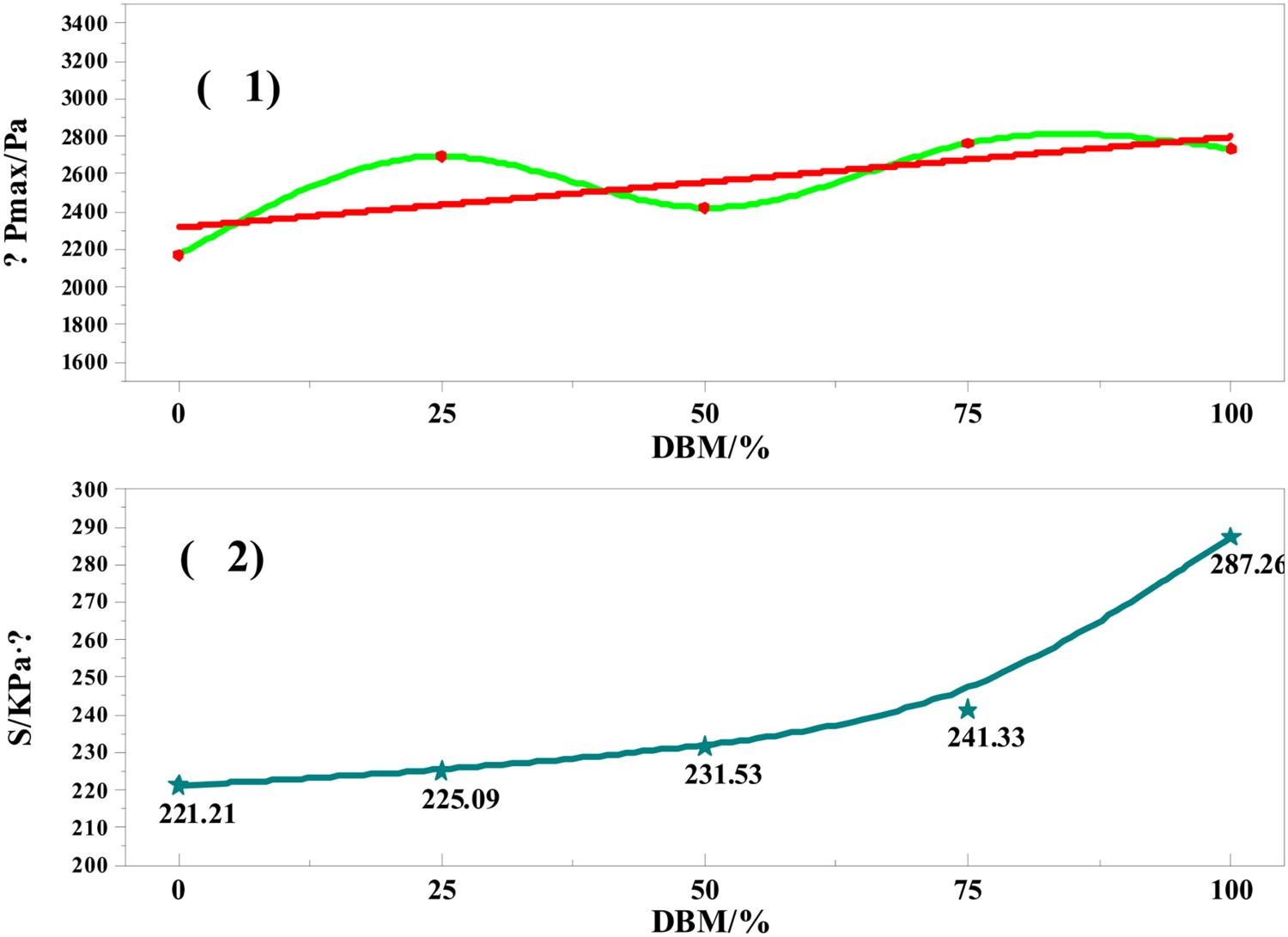
Figure 5 presents the pressure drop and shrinkage at different temperatures. Referring to Figures 3 and 5, the melting zone caused the pressure drop of the cohesive zone to rise. This result is consistent with the results of the softening and melting behaviour of the burden under oxygen blast furnace conditions [10]. Therefore, the melting zone permeability determines the cohesive zone permeability. However, Figures 3-(3) and 5 observed that the temperature interval of the melting zone did not determine the melting zone permeability because the change of gas permeability follows inconsistent with the temperature range of the melting zone. Based on Figures 4–6 calculated the geometry thicknesses (DBM = 0%: 32.17 mm; DBM = 25%: 32.5 mm; DBM = 50%: 31.2 mm; DBM = 75%: 29.12 mm; DBM = 100%: 31.2 mm) of the melting zone intervals. Varieties of permeability follow inconsistent with the change in the geometric thickness of the melting zone. This result also demonstrates that the geometric thickness of the melting zone does not determine the gas permeability. Table 4 listed the main components of different slag. In Table 4, N1 and N2 represent the upper residual slag and the lower residual slag at DBM = 0%. The varieties of CaO and SiO2 content made the difference between N1 and N2. N3 and N4, N5 and N6, N7 and N8 respectively represent when DBM reaches 25%, 50%, and 75%, the main components of residual and dripping slag. N9 represents the main component of the residual slag at DBM = 100%. The difference in composition between residual and dripping slag also reflected in CaO and SiO2 contents. Combined with the analysis of Figures 4-(1) and 5-(1), the influence of burden shrinkage on pressure drops appears insignificant. Pressure difference and shrinkage of the layers under different temperatures. Main components of different slags.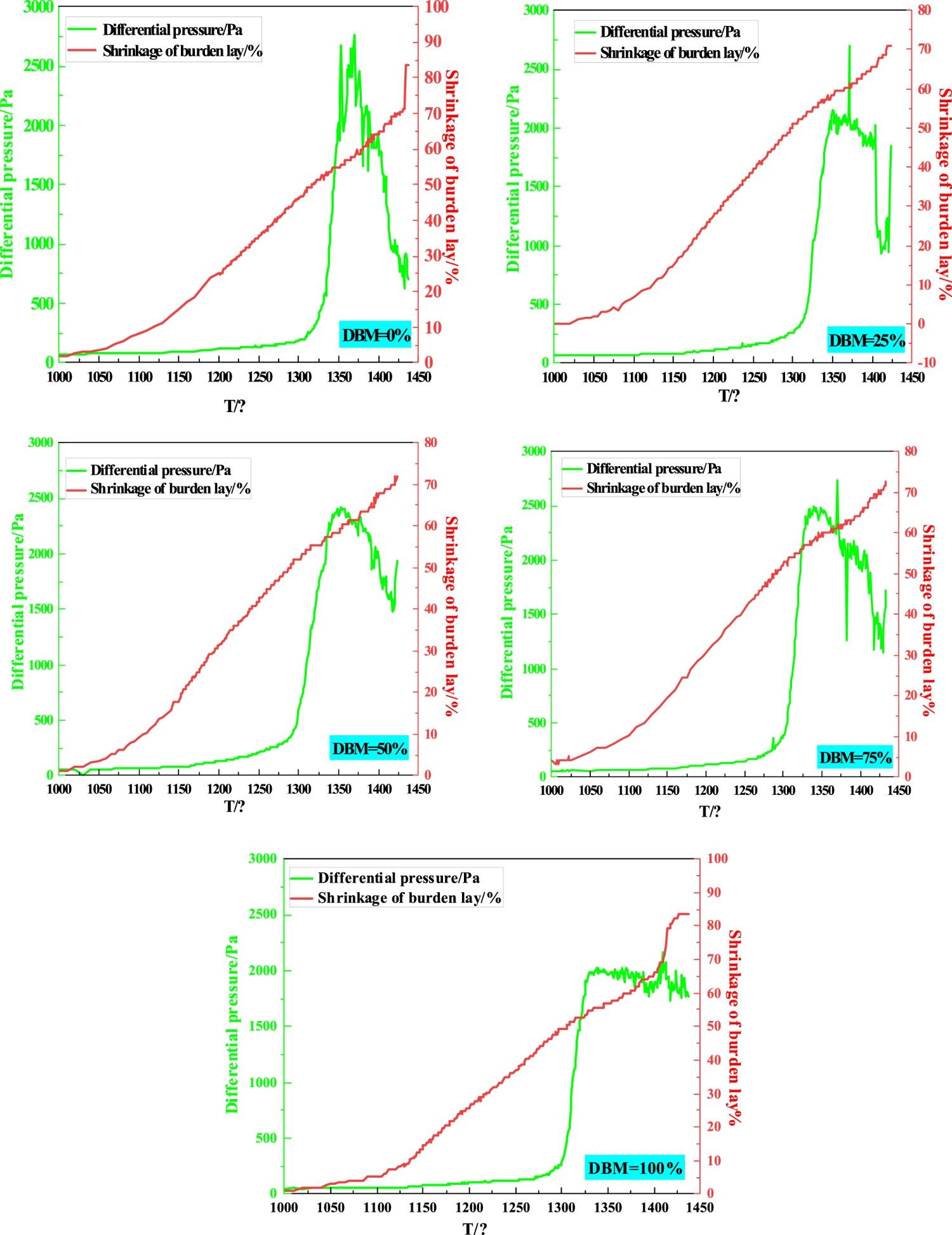
Repeat the DBM = 0% and DBM = 100% experiment, when the pressure difference increased sharply, we immediately stop the experiment and observed the morphology of the burden layers, as showed in Figure 6. It presents that when the pressure difference of DBM = 0% steeply increased, the shrinkage rate of the pellet exceeded the sinter shrinkage rate. In DBM = 0%, the shrinkage of the pellet exceeded the shrinkage in DBM = 100%, but we observed a broken sinter at DBM = 100%. When the pressure difference of the layer steeply increased at DBM = 0% and DBM = 100% and the temperature was 1305 and 1306 °C respectively. In addition, the shrinkage values of the corresponding layers were 50.5% and 52%. Macroscopic morphology of the layer, when the pressure difference increased sharply at DBM = 0% and DBM = 100%.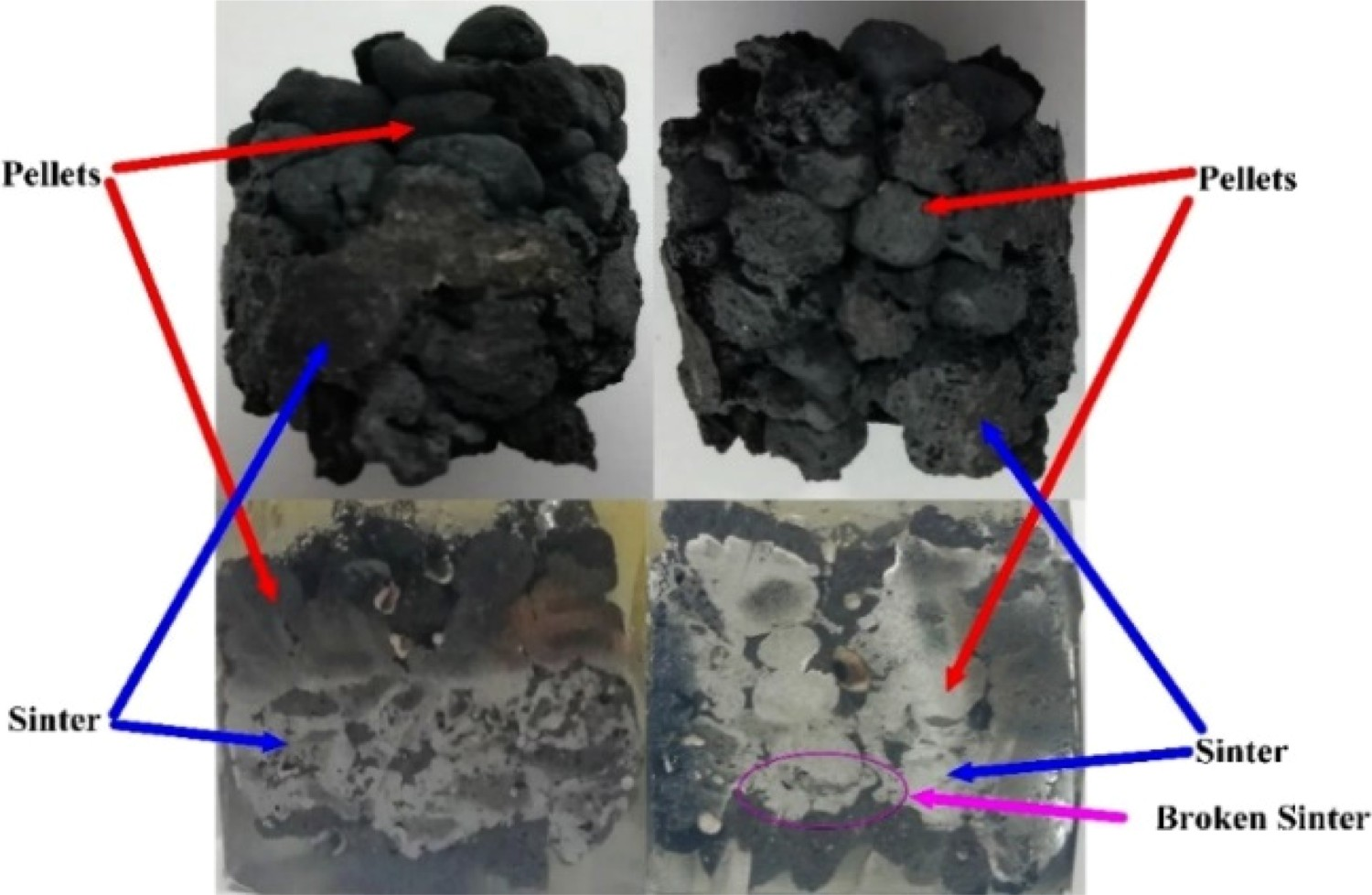
Figure 7 shows the residual slag and iron macroscopic morphology. The upper part of the residue (pellet layer in the experiment) and the lower part (layer of sinter in the experiment) exhibited different morphologies in DBM = 0%. The upper slag remained in a molten state and the lower slag maintained the morphology of the sinter. The macroscopic morphology of the residual slag is shown between the pellet and the sintered morphology in DBM = 25%. If DBM ≥ 50%, the residual slag is presented in the molten state. Macroscopic morphology of residual slag and iron.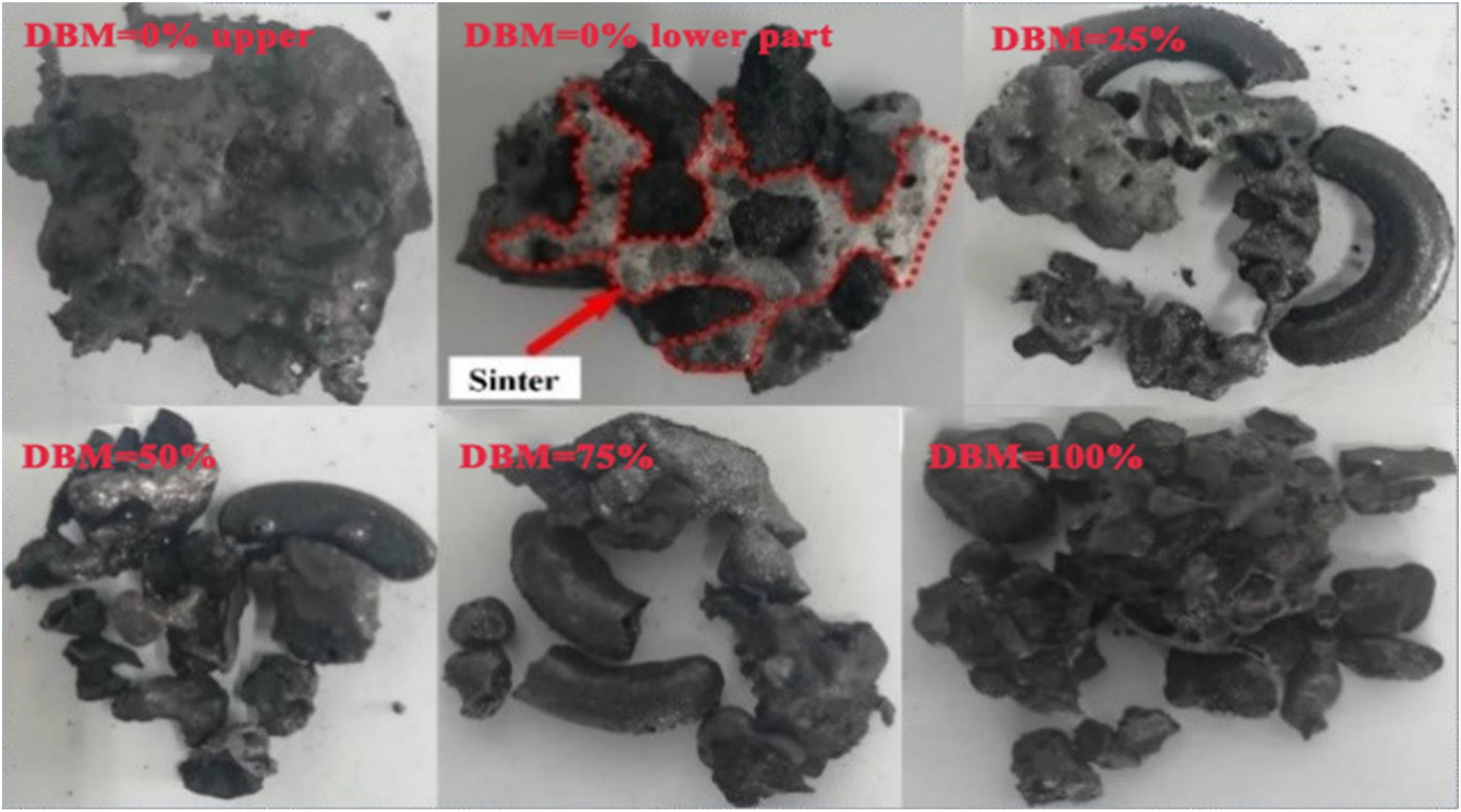
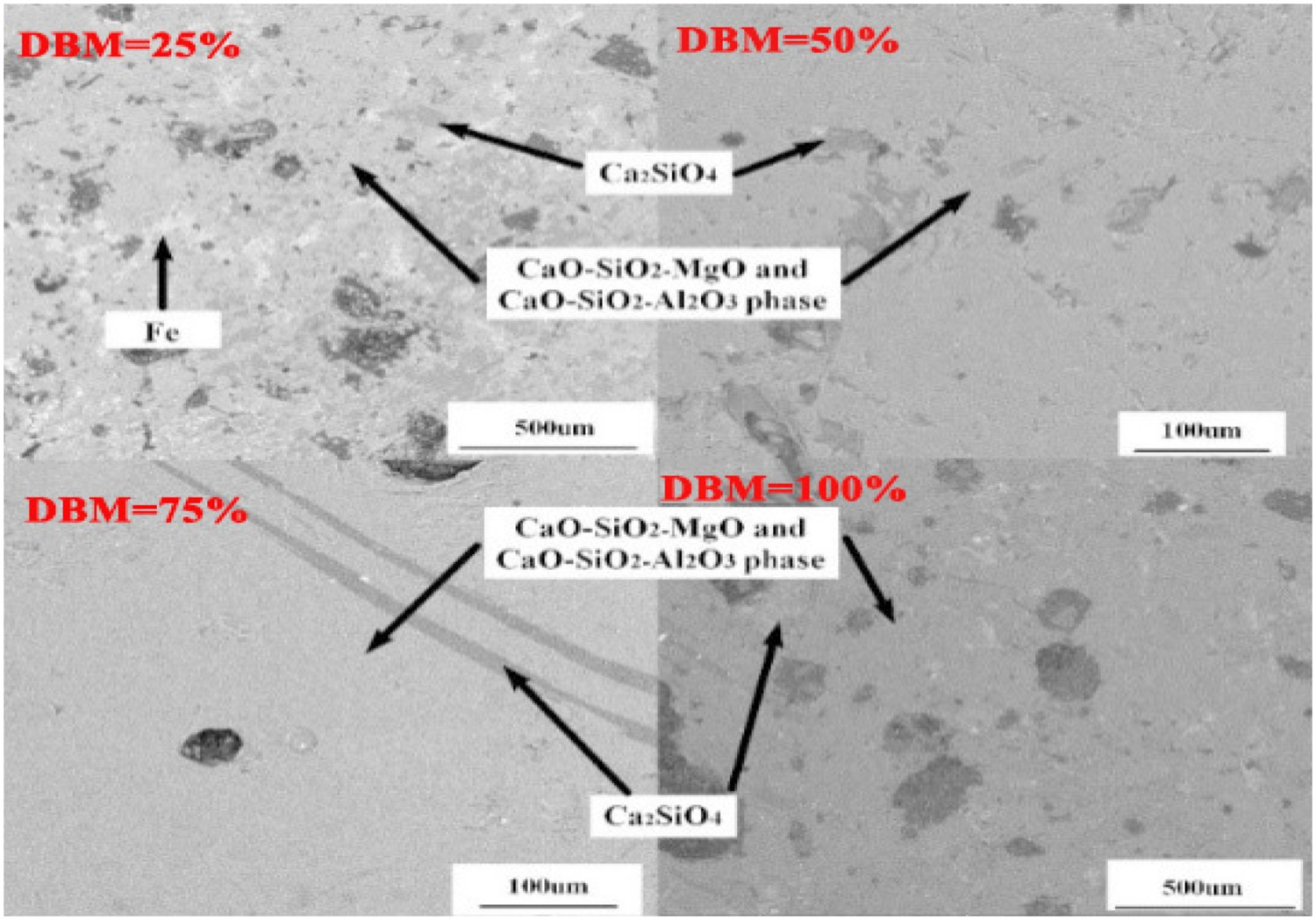
Figure 8 presents the microscopic morphology of the residual slag in DBM = 0%. Two different regions existed in the figure: the light-coloured region and the darker regions. The slag phase of the light-coloured region mainly consisted of uniform CaO-SiO2-MgO and CaO-SiO2-Al2O3 phases, but the metal iron particles were distributed within the slag below the size of 100 µm. The slag phase of the darker regions was Ca2SiO4. The size of metallic iron particles distributed in the slag phase exceeded 200 µm. Figure 9 shows the microscopic morphology of the residual slag while DBM ≥ 25%. When the DBM reached 25%, the main phases of the slag phase were CaO-SiO2-Al2O3 and CaO-SiO2-MgO phases, but the slag phase would distribute the high amounts of Ca2SiO4 and metallic iron particles. When DBM = 50%, 75% and 100%, CaO-SiO2-Al2O3, and CaO-SiO2-MgO phases formed the residual slag phase. In addition, compared with DBM = 25%, the Ca2SiO4 phase amount in the slag was reduced. The microstructure of the longitudinal section at DBM = 0%. Microscopic morphology of residual slag with DBM ≥ 25%.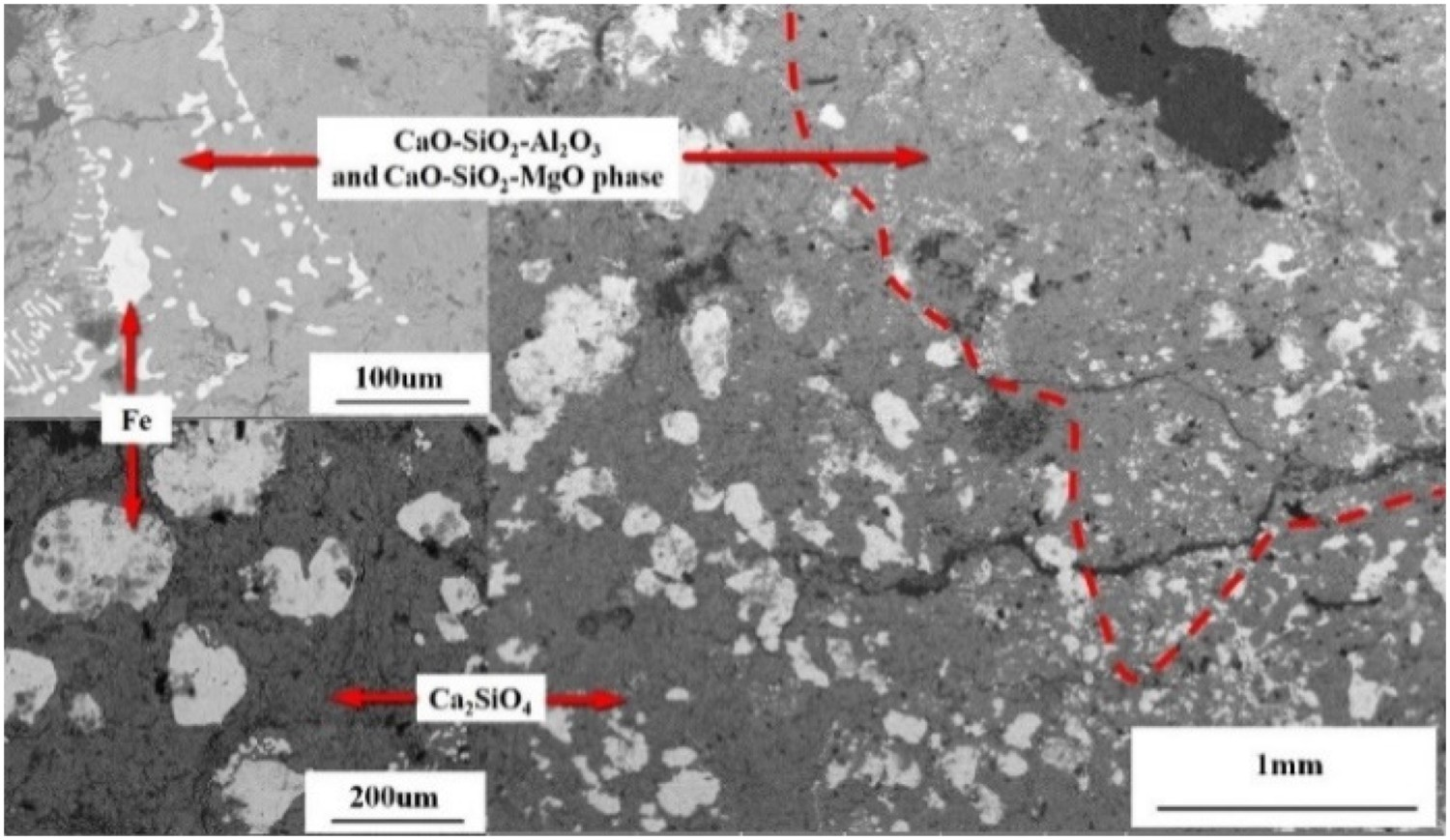
Results of thermodynamic calculations
Figures 10 and 11 present the results of the thermodynamic calculations. Figure 10 represents the liquid phase ratio Value of Value of 



Mechanism of influence of DBM on the permeability of burden layers
The formation of blast furnace slag mainly depends on the interaction between different burdens, but the interaction caused more liquid phases to generate at lower temperatures. Figure 11 reveals this research result and its result keeps consistent with the results of the References [21,22], so this research result demonstrates the correctness of the thermodynamic calculation hypothesis.
Combined with thermodynamic calculations and experiments, we can interpret the reason why the increase in DBM value deteriorated the permeability of the burdens layer. The reasons as the following: (1) Figures 6 and 11 can demonstrate that the pellets produced the initial liquid phase because the slag phase first formed the olivine phase (Fe2SiO4) at a lower melting point; (2) Owing to the mixing of the burden, the initial liquid phase of pellet formation would undergo a short distance migration. When the initial liquid phase migrated to the sinter, it interacted with the sinter to form a new phase and the melting point of this phase was between the gangue of the pellet and the sinter. As the temperature further raised, the formation of a new phase melted and increased the amount of liquid phase; (3) Figure 12 shows that the liquid phase migrated to unmixed sinter and occurred interaction. The increase in the liquid phase before dripping played a role in deteriorating permeability. Schematic diagram of burden layer structure changes under different DBM.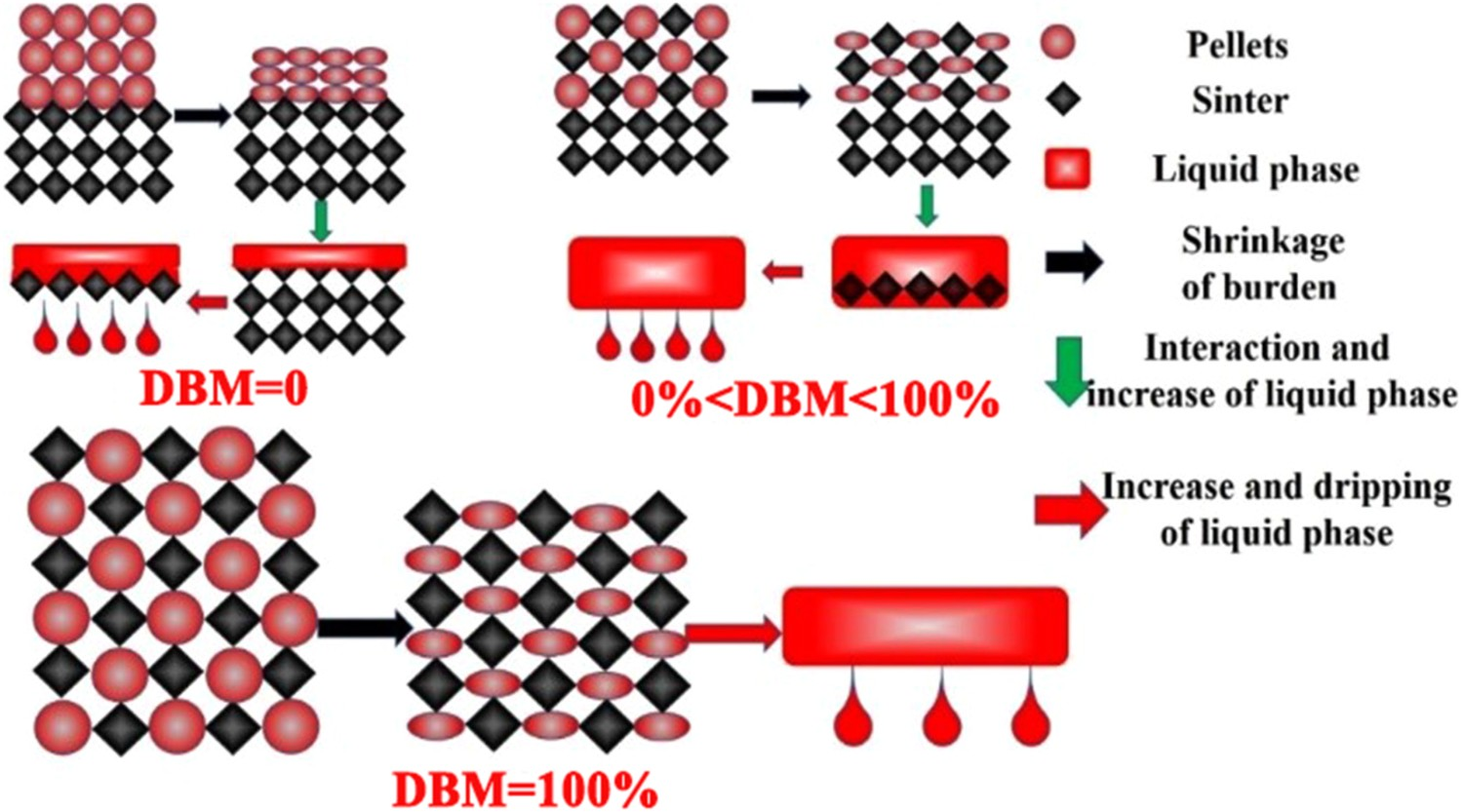
According to Ref. [22], the high melting point substance in a solid-state could allow retaining in the coke layer, which included a high melting point slag and a molten state iron fixed by it. Since the liquid phase determined the transportation and mixing of substances, the liquid phase controlled the process of interaction reaction [24]. In the case of DBM < 100%, the liquid phase was mainly generated in the mixed burden region and moved downwards under the upper portion pressure. At DBM = 0% and 100%, the pellet produced the initial liquid phase. However, in the case of DBM = 100%, since the pellet and the sinter were completely mixed, the interaction occurred within the entire layer, while the distance of the liquid phase migration was shorter than the distance of DBM = 0%. In DBM = 0%, the liquid phase was mainly produced in the pellet layer, and the interaction proceeded from top to bottom. Figure 8 could observe that the interaction proceeded incompletely until the liquid phase amount dropped. At the same temperature, DBM = 25%, 50%, and 75%, the mixed burden component could produce a more liquid phase compared with DBM = 100%. Moreover, compared with DBM = 0%, the distance of the interaction was shortened and the liquid phase increased, which more benefited to occur the interaction, produce the additional liquid phase, and separated into slag and iron. However, the liquid phase was unfavourable to cohesive zone permeability, which also caused the gas permeability of the burden layer to decrease as the DBM increased. In the case of DBM = 100%, the liquid phase at high temperatures exceeded the liquid phase temperature of DBM < 100% (1383°C). As shown in Figure 13, in Ref. [23], the balls injected with 3 ml of liquid represent pellets, and the balls injected with 0.1 ml of liquid represent sinter. As shown in Figure 13(a) and (b),the experimental results suggest that complete mixing of the burden is more favorable for gas permeability than complete separation. However, this result is contrary to the results of this study. The fundamental reason is that the former can only simulate the liquid phase generation of a single burden, ignoring the interaction to generate more liquid phases in advance. Complete mixing the burden facilitated the interaction to occur and produced the liquid phase. Estimated mechanism of the effect of sponge ball arrangement [23]. Note: Liquid 0.3 ml/ball – pellet and Liquid 0.1 ml/ball – sinter.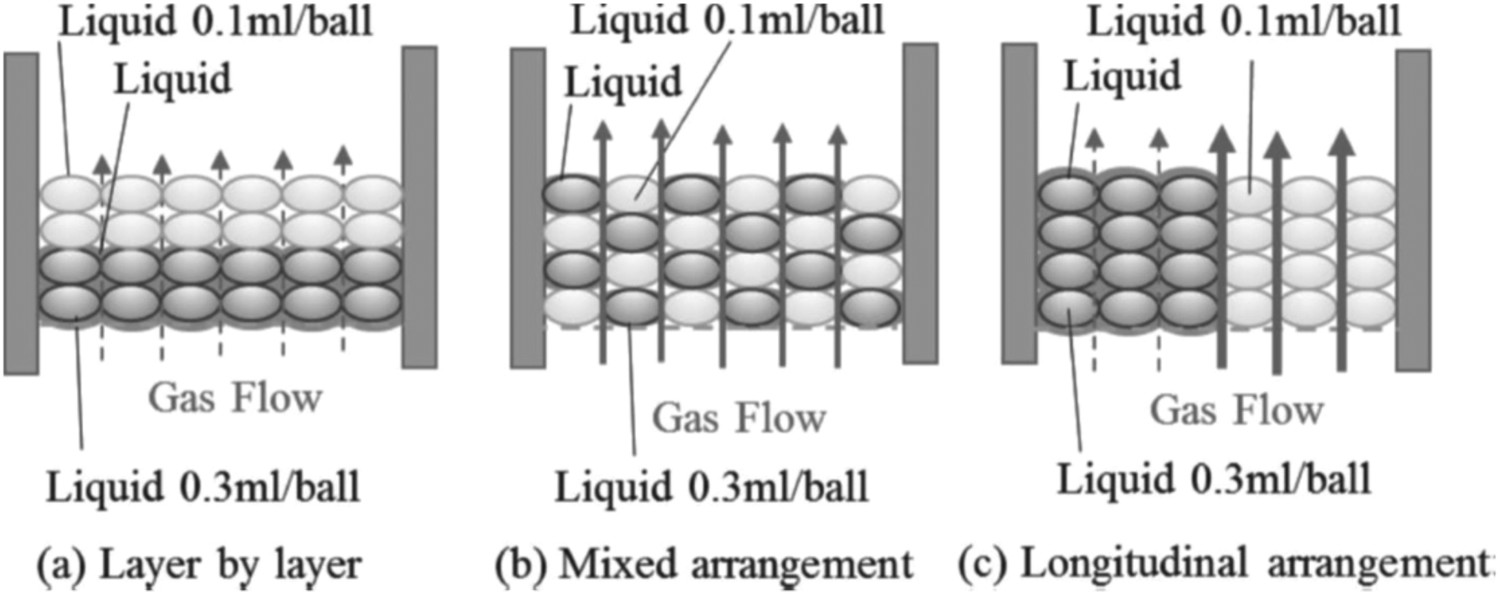
Conclusion
By the thermodynamic calculations, taking different DBM values as variables made the softening, melting and dropping experiments to obtain the following conclusions: The increase in DBM deteriorated the permeability of the burdens layer. The liquid phase ratio before dripping determined the permeability of the ferrous burden layers in the cohesive zone.
In this study, increasing the DBM value could shorten the distance of the interaction, and reducing the DBM value could suppress the interaction. Therefore, under a certain coke ratio, controlling the DBM value within an appropriate range can effectively improve the permeability of the ferrous burden layers in the cohesive zone. This result could directly apply to blast furnace ironmaking.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).