
Abstract
Exploiting low-grade resources and raw material fines is a challenge for metallurgists developing new technologies. Iron-bearing and carbonaceous by-products are generated by ironmaking and steelmaking units and fed into the sinter plant. These by-products, which have varying proportions of ultra-fines, balling properties, moisture retention capacities, and so on, have a significant impact on sinter quality when used in sinter green mixtures. This study investigates the use of micro-fines and how it affects sinter quality while keeping operational factors such as moisture addition, balling index, and bed permeability in mind. In addition, the ideal moisture addition is investigated using higher micro-fines bearing dusts/sludges of various iron-bearing materials. The presence of columnar SFCA (Silico-ferrite of Calcium and Aluminium) is revealed by microscopic examination of the sinter produced with higher micro fines and good permeability, which improves the Reduction Degradation Index. It was also demonstrated that using more micro-fines in the blend and maintaining consistent moisture addition reduced the amount of return sinter produced.
Introduction
An effective solid waste management system is essential for the sustainability of an integrated steel plant [1]. Fine-sized materials have a considerable impact on the environment, and they are considered solid waste generated in the steel plants. Their effective utilization helps in value addition and increases the efficiency of the manufacturing process. The sintering of waste fines from integrated steel plants is the most widely used method of recycling wastes such as iron ore, coke, limestone, and dolomite. Sinter raw material mixing, and granulation is an important process to control uniform distribution for better microstructure throughout the green mix [2]. Proper green ball formation would enhance the sinter bed permeability to improve sinter quality. One of the most important parameters affecting the sintering process is the bed permeability of the sinter mix [3–5]. Sinter beds’ permeability is significantly affected by the amount of moisture that is added during granulation in the mixing drum. The relationship between moisture percentage and bed permeability is parabolic in nature [5–7], and thus during any variation of input feed material size and characteristics, determining the optimum level of moisture addition can be difficult for the operator. Based on various experiments it was evaluated that, a 1% deviation from the optimum moisture leads to a nearly 10% drop in permeability and in turn about a 10% drop in sinter machine productivity [5,6]. Mixing drum plays an important role in achieving proper agglomeration of green mix to form uniform-sized green balls. Drum speed, retention time, particle size and moisture addition are the four major parameters that control the balling index. Based on trials conducted in a pot-grate sintering machine, relationship between particle size and moisture addition has been worked out. Drum speed and feed rate decide the total retention time length travelled inside the mixing drum. Longer the retention time, better the balling index. Proper balling of green mix would also lead to lower amount of return sinter both internal and from the blast furnace [5,8].
Ayan Goswami et al. [5] developed a mathematical model based on an automated permeability measurement system that calculated the amount of water to be added in the mixing drum to achieve the maximum permeability based on the input material. B. G. Ellis et al. [7] examined the influence of bed permeability, strength, voidage, and granule size distribution on the granulation behaviour of a sample during sintering by using independent measurements. A. Cores et al. [8] conducted a study on the relationship between sinter properties and iron ore granulation index (GI). Increasing the granulation index improved granulation. Granulation improvement increases the permeability of sinter beds, resulting in higher productivity. J Litster and A Waters et al. [9] developed an approach to mechanistically model the granulation process in which the granulation efficiency is related to the strength of the adhering layer of fines. This model can explain well the observed relationships between granulation effectiveness and feed properties. D. Fernandez-Gonzalez et al. [10] considered how granulation may serve as a source of pre-agglomerated materials for the subsequent sintering process and evaluated the granulation process. Shinji Kawachi and Shunji Kasama et al. [11] in their study, concluded that particles smaller than 10μm play an important role in granulation. By using the Andresen Pipette method and a single ore, a granulation test was conducted to investigate the effect of micro-particles on granulation. L. Lu and O. Ishiyama et al. [12] described in their study, to counteract changing raw material characteristics and mitigate emissions from sintering operations, undertook a comprehensive review of technology management systems. Takayuki Maeda et al. [13] examined the effects of porosity, moisture, and speed of revolution of a pelletizer on the strength and size of iron ore granules, especially those made of limonite iron ore, using haematite ore in order to clarify the factors influencing the strength of granules. A compression tester was used to measure the quality of sinter strength before and after drying. T. Umadevi et al. [14] have demonstrated that utilising a pot grate sintering apparatus, studies were carried out to ascertain the effect of air flowrate (flame front speed) on sinter production and quality. These suction pressures ranged from 900 to 1700mm water column over the sinter bed. The sinter productivity increased from 34.37 to 48.90 t/m2/day with 900 to 1700mm water column increases in suction pressure along the sinter grate.
The current study's goal is to comprehend how ultrafine particles (< – 0.5 mm) affect the sinter's microscopic phase development and bed permeability. The investigation was split into two phases: Effects of ultra-fines and moisture requirement in the green mix by the laboratory trial of bed permeability of sinter bed. Effect of ultra-fines on sinter microstructure and Reduction Degradation Index (RDI).
Materials and methodology
Materials used
The raw materials for a sinter plant can be classified into three categories; these are iron-bearing raw materials (pellet fines, sludge pond fines, blast furnace return fines, mill scale), fluxes (limestone, quick lime and dolomite) and fuels/carbonaceous materials (blast furnace dust catcher fines and coke breeze). All these raw materials were taken in different ratios based on the target sinter chemistry suitable for blast furnace, and no external iron ore fines were used to make the sinter. Iron ore sinter quality and sinter plant performance are heavily influenced by the properties of these raw materials.
Equipment parameters and process flow of sintering experiment
Equipment parameters of sintering experiment.
Detailed process of the sintering experiment is given in Figure 1. Process details of sintering experiment.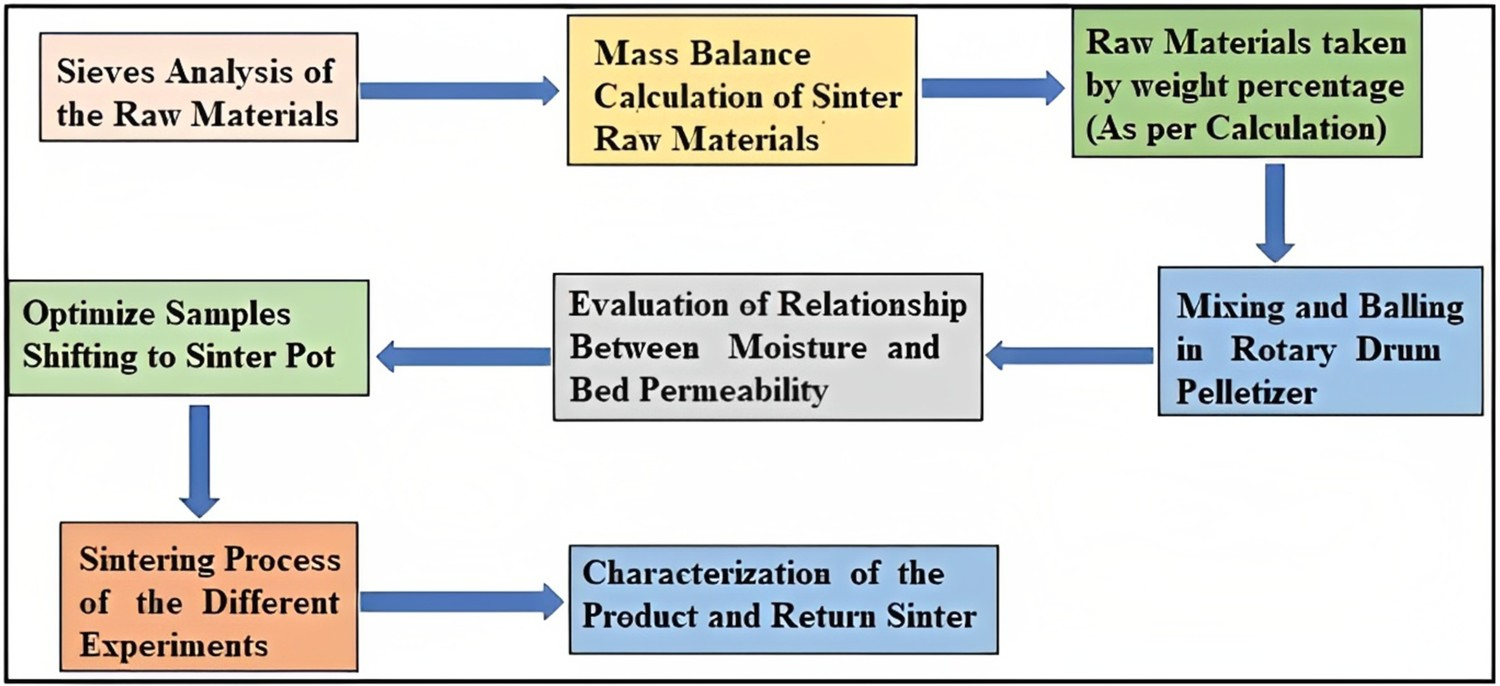
Experimental description
Size analysis of different raw materials was conducted to find out the over size and ultra-fines fraction present in the material. Different sets of experiments were designed for pot grate trials by mixing all the raw materials based on size fraction and blast furnace required chemistry. To build up a relationship between moisture percentages and bed permeability of the green mix, different sets of experiments were conducted. Bed permeability was measured in Japanese permeability Units (JPU) and is given by the following equation [15,16].
Photograph of mixing drum and sinter pot machine are given in Figures 2 and 3. Photograph of pelletizer drum. Photograph of pot sinter machine.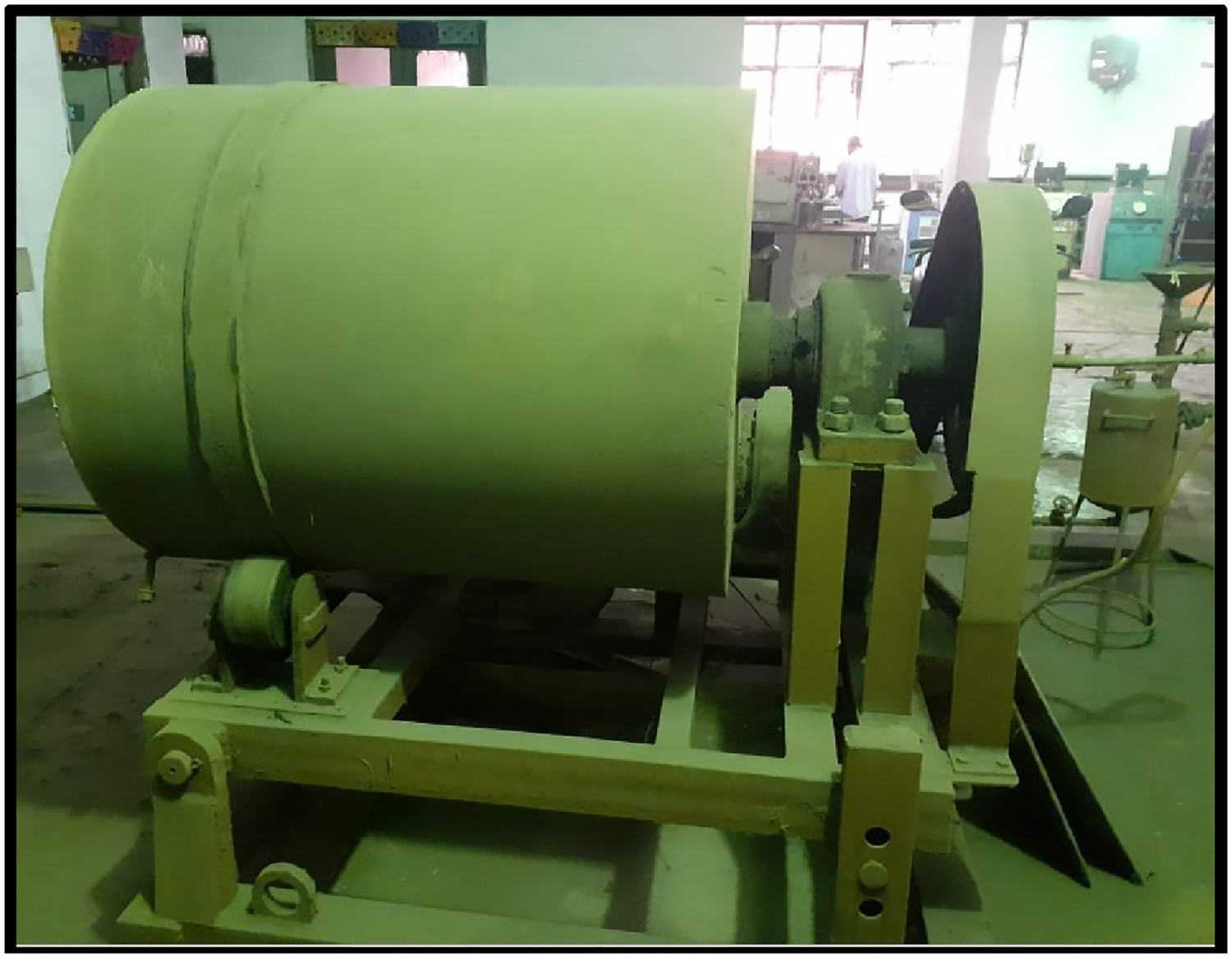

The parameters like sintering time, suction pressure, exist gas temperatures, generation of return fines, etc were measured. Samples of sinter product were characterized for Reduction Degradation Index (RDI), XRD, optical microscopy and scanning electron microscopic analysis.
Characterization of sinter
For chemical quantification of raw materials like plant byproducts, flux materials, and sinter products, wavelength dispersive X-ray fluorescence (WDXRF, MagiX2424, PANalytical Super Q) was used. The coke was analysed by proximate analysis. The samples were analysed with an X-ray diffractometer (XRD) (Rigaku Ultima-III, Cu Kα, 40 kV, 30 mV) at a scan rate of 3° min−1 from 20 to 80°. RDI is calculated in accordance with IS 10823: 1994 (REAFFIRMED 2001) Standard. An optical microscope (model Leica DM 6000 M RL) was utilized for the microstructure analysis. The Bureau of Indian Standards conducted the chemical analysis of the sintered samples (BIS 10812:1992). To obtain topographic information, SEM was used to visualize the topography, and EDX was used to analyse the spots (model JSM-6380 Jeol) of sintered samples.
Results and discussion
Chemical analysis of the raw materials
Chemical analysis of the sinter input raw materials.
Particle size analysis of the input raw materials
Particle size analysis of the sinter raw materials.
Effects of moisture on sinter bed permeability in different feed mix
Input raw materials of the different sets of experiments.
The permeability of sinter beds is affected by moisture in Figure 4. With increasing moisture content, the bed permeability increases before it passes through a maximum permeability (Pmax) and then decreases with higher levels of moisture. Furthermore, it is obvious that moisture content at Pmax depends on the composition of the sample used in different experimental sets. Optimum moisture percentage for raw material composition (22% Ultra Fines), (28% Ultra Fines), (34% Ultra Fines) and (40% Ultra Fines) are 8.32%, 9.21%, 10.11% and 10.97%, respectively. This is because, as the % fines increase in the input raw material, total surface area increases which lead to high moisture requirement for optimum balling and eventually higher bed permeability. Effects of moisture content in different feed mix of sinter raw materials on sinter bed permeability.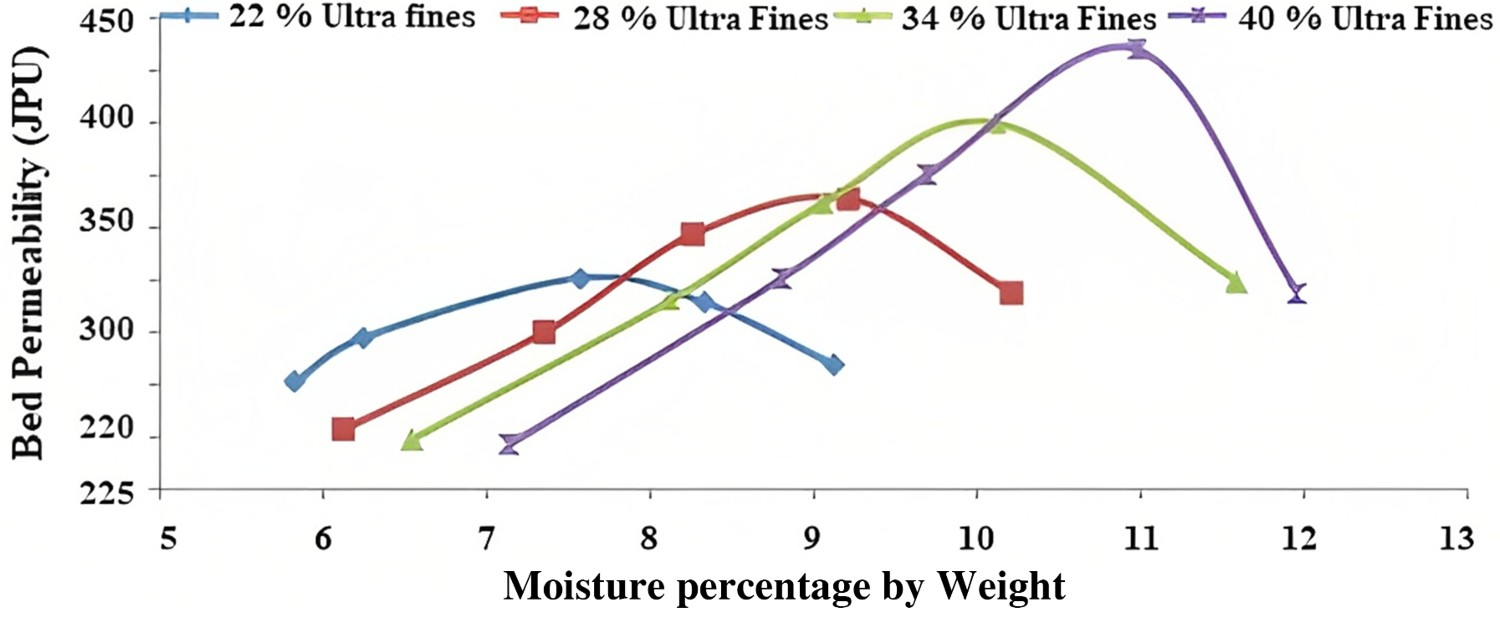
Relationship between input, output materials and mean balling index
Relation between the mean particle size of input and output materials of different sets of experiments is given in Figure 5. Input and output mean particle size of different sets of experiments.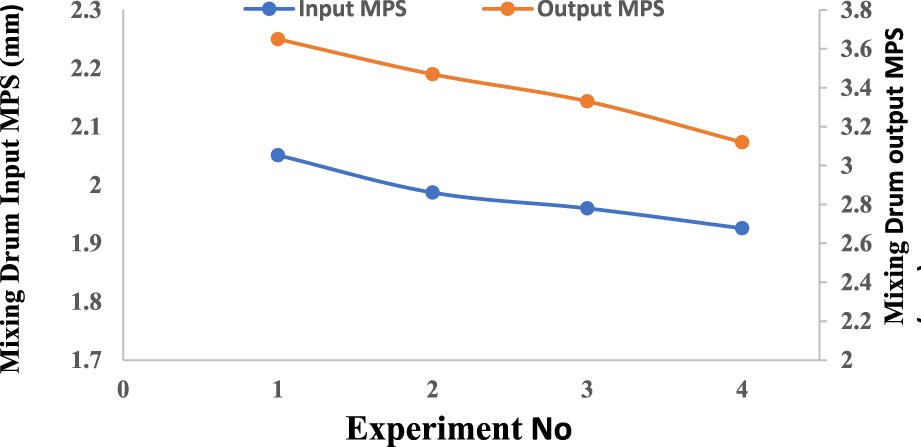
From Figure 5, it can be concluded that the mean particle size is increase with increasing the higher ultrafine experiment.
Balling index calculated for different sets of experiments is given in Figure 6 and its value found to be within the industrial practiced range. Mean balling index of different sets of experiments.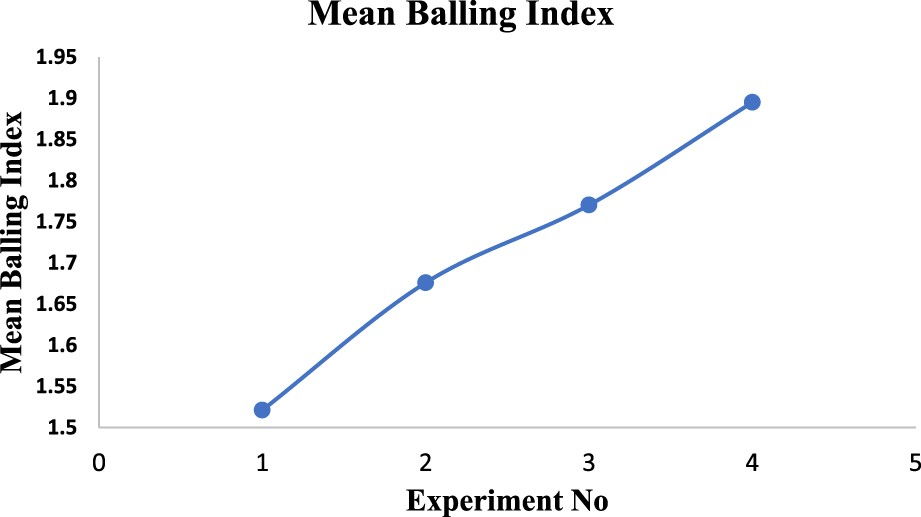
Effects on ultra-fines fraction percentage on sinter RDI
Experimental details of ultra-fine fraction percentage in the laboratory trials
Different ultra-fines fraction of feed mixes of the sinter input raw materials.
Input raw materials for different sets of experiments
Mean particle size for input materials for each set of the experiments.
Depending on the quantity of ultra-fine particles, the retention time in the granulation process took between 8 and 10 min. Since the ultra-fines particle percentage was larger in this study than in plants, retention duration was set higher. Here larger particles act as nuclei and fine particles are coated onto its surface. This improves the granulation index of the mixing process. In situ Plant fines and sludge pond fines were collected and segregated through sieve analysis in different fines sizes. The fraction below −150 microns were used in the experiment with different percentages.
Effects of mean particle size on moisture content in different sets of experiments
The weight loss method is used to calculate the granulation sample's moisture percentage. Based on the above results of moisture analysis of the granulated green mix after the granulation of different samples, it is evident that moisture percentage increases as ultra-fine particle fraction increases. Since the total exposed surface area is increased with the predominance of fine particles, the moisture content needs to be higher. Each group was experimented thrice and the average value was put into the graph. So, a total of twelve experiments were conducted. For each percentage of ultra-fines and for different percentage of moisture, bed permeability was measured (Figure 4). It was found that the after a certain level, the bed permeability is decreasing. Optimum moisture percentage for raw material composition (22% Ultra Fines), (28% Ultra Fines), (34% Ultra Fines) and (40% Ultra Fines) are 8.32, 9.21, 10.11 and 10.97 respectively.
Sintering time and suction pressure for different sets of experiments
Effects of quality of sinter based on sintering time and exit gas temperatures in different sets of experiments of pot sinter trials are given in Figure 7. Effects of sintering time and exit gas temperatures in different sets of experiments.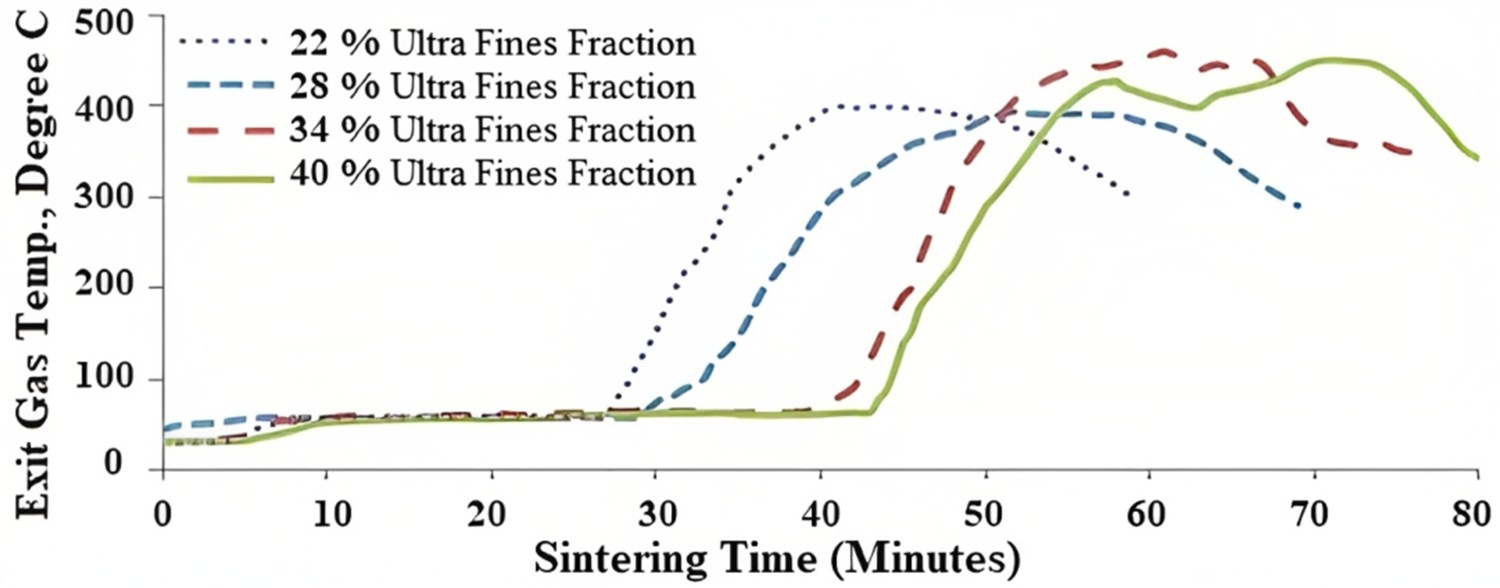
From Figure 7, it can be concluded that sintering time, corresponding to a particular exit gas temperature, increases with increasing ultra-fines particle fraction. The reason behind this is that as ultra-fines particle fraction increases, % of moisture in the green-mix also increases. Because a high percentage of ultrafine particles results in low bed permeability, the temperature of the exit gas is raised. Effect of suction pressure on sintering time in different set of experiments in pot sinter trials is given in Figure 8. Relationship between sintering times and suction pressure in different sets of experiments.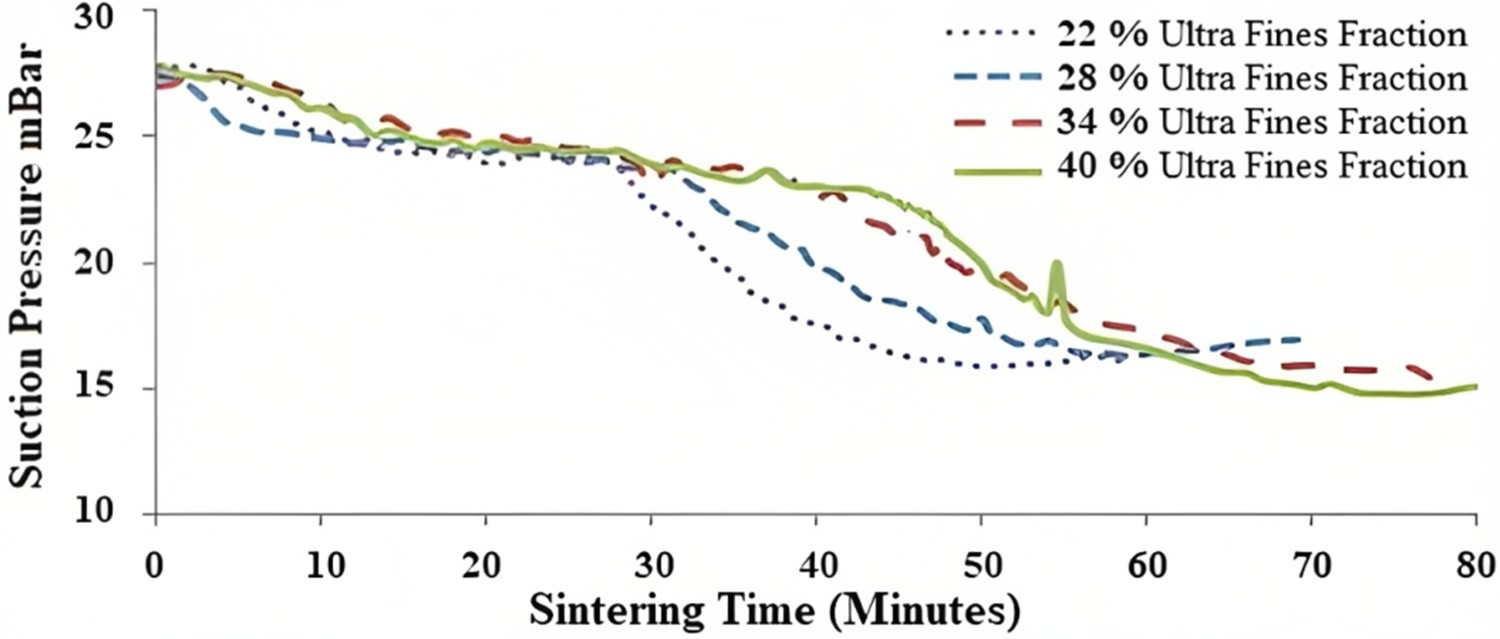
From Figure 8, it can be concluded that suction pressure corresponding to a particular sintering time increases with increasing ultra-fines particle fraction. This is happening because high percentage of ultra-fine particles reduces the sinter bed permeability. Sintering time is maximum as in the case of highest fraction (40% fraction) as can be clearly seen in Figure 8. This confirms the fact that with an increase in ultra-fines, the process of sintering slows down.
RDI and return fines of different sets of experiments
Reduction Degradation Index (RDI) and generation of return fines in different sets of experiments for pot sinter trials are shown in Figure 9 which indicates that RDI decreases with increasing ultra-fines particles. RDI and generation of return fines in different sets of experiments.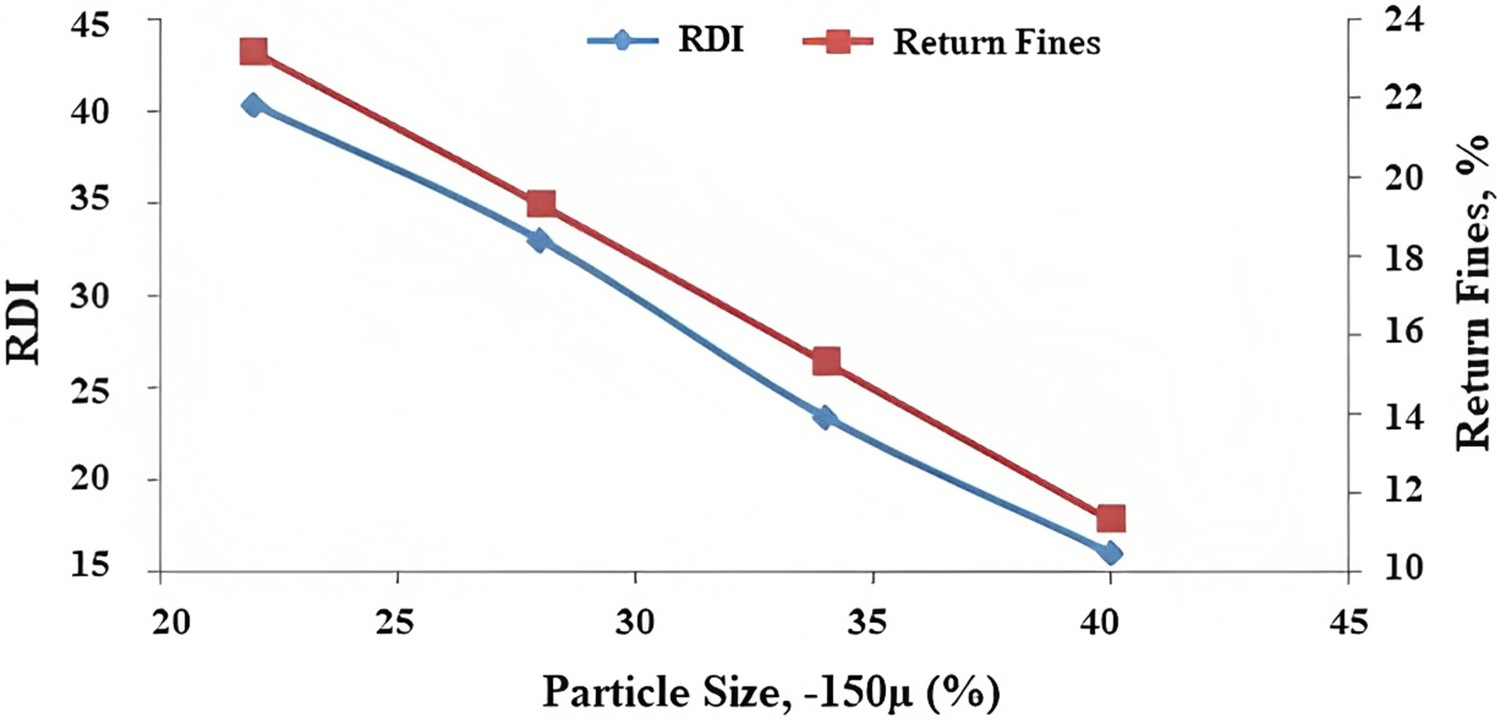
Mechanical properties of the product sinter of different experiments.
Microscopic analysis of low and high RDI samples
Microscopic analysis of the low and high RDI samples was conducted and the typical microstructures are shown in Figure 10. Microscopic analysis of the sinter samples (A) Low RDI and (B) High RDI.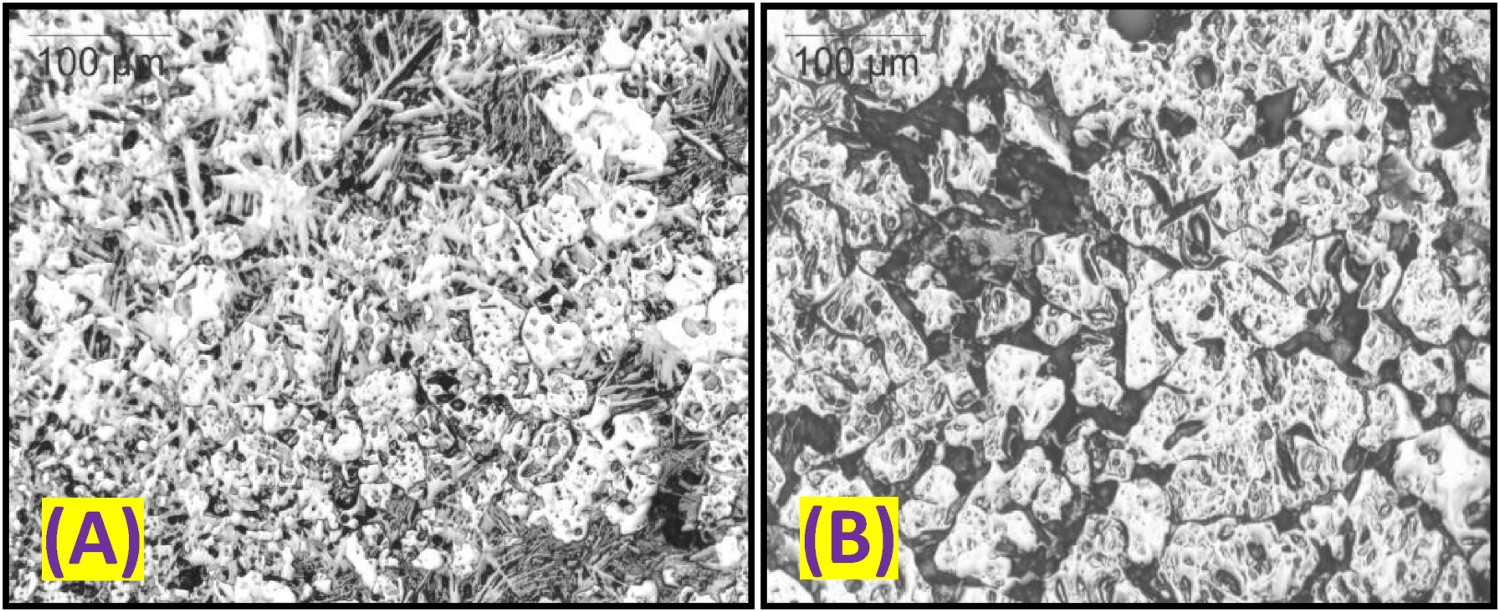
From Figure 10(A), it can be observed that columnar SFCA is present in large proportions throughout the samples resulting in low RDI in the sinter. Figure 10(B) shows unfavourable microstructure which was due to a lack of favourable reaction conditions between the iron-bearing raw materials and flux materials during the sintering process. As a result, high RDI in the sinter was found.
SEM and EDX analysis of low and high RDI samples
Figure 11(A–D) shows microphotographs of low RDI samples. Figure 11(A) shows that Silico-ferrites of calcium and alumina (SFCA) slag phases are uniformly distributed in the matrix throughout the sinter. It occurs as a result of the uniform mixing of fine particles and the formation of the melting phase, in which calcium, silica, alumina, and iron form a complex structure. Figure 11(B) shows the acicular nature of the SFCA phase that is present in the pores created by coke/flux during sintering to form a strong and porous sinter and from Figure 11(C) similar growth of acicular SFCA can be observed distributed in the sinter. Figure 11(D) represents a typical formation of a globular phase containing primarily magnesium and iron. (A), (B), (C) and (D): SEM analysis of the low RDI samples.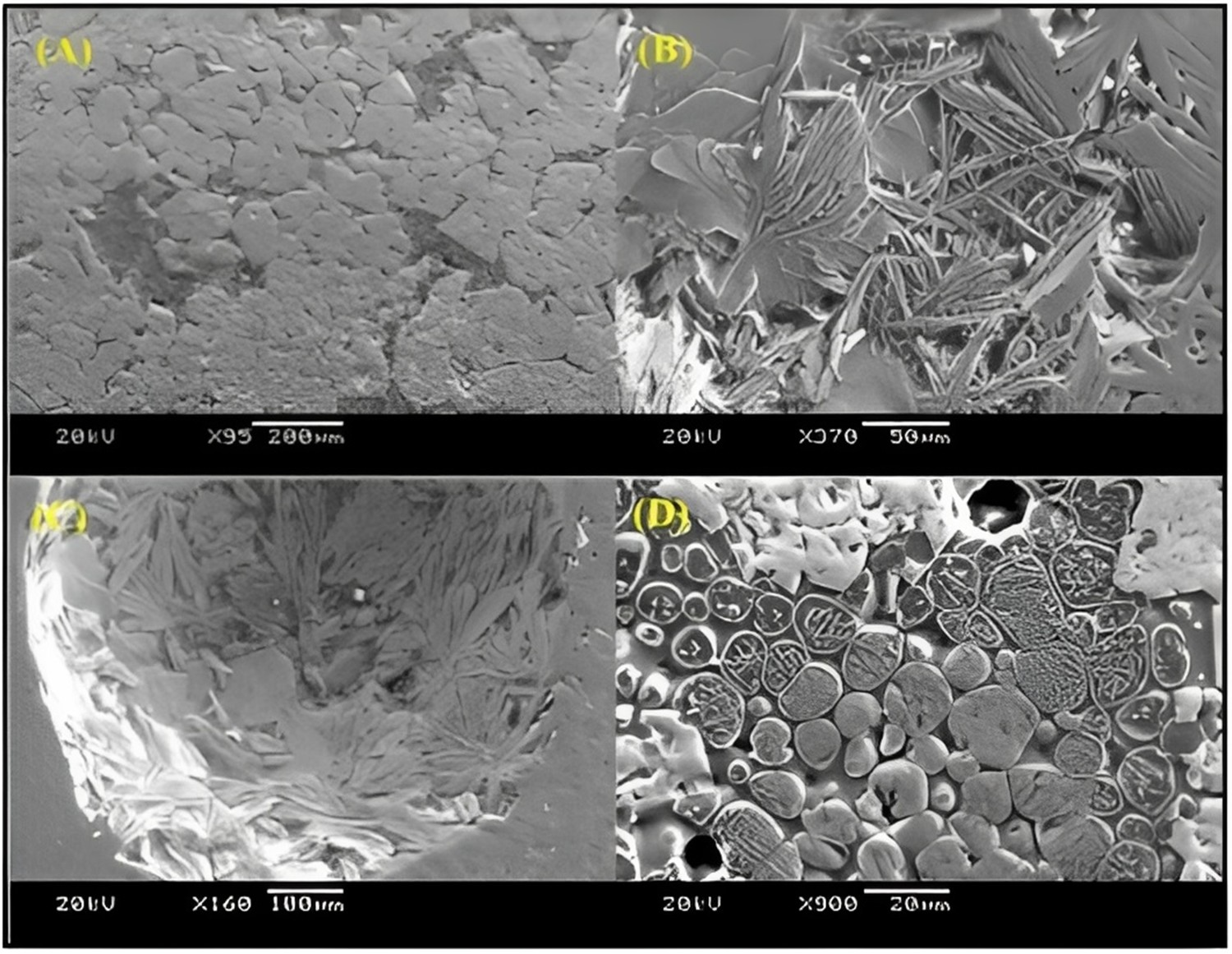
The corresponding EDS analysis of the samples is shown in Figure 12 and Table 8 which indicate the presence of elemental Fe, Mg, O, and Al. As per the ternary phase diagram, there is a melt phase formed at a very high temperature containing CaO, MgO, and SiO2 at about 13500 C from where these globular phases have precipitated during cooling. EDS analysis of the low RDI samples. EDS results of low RDI sample.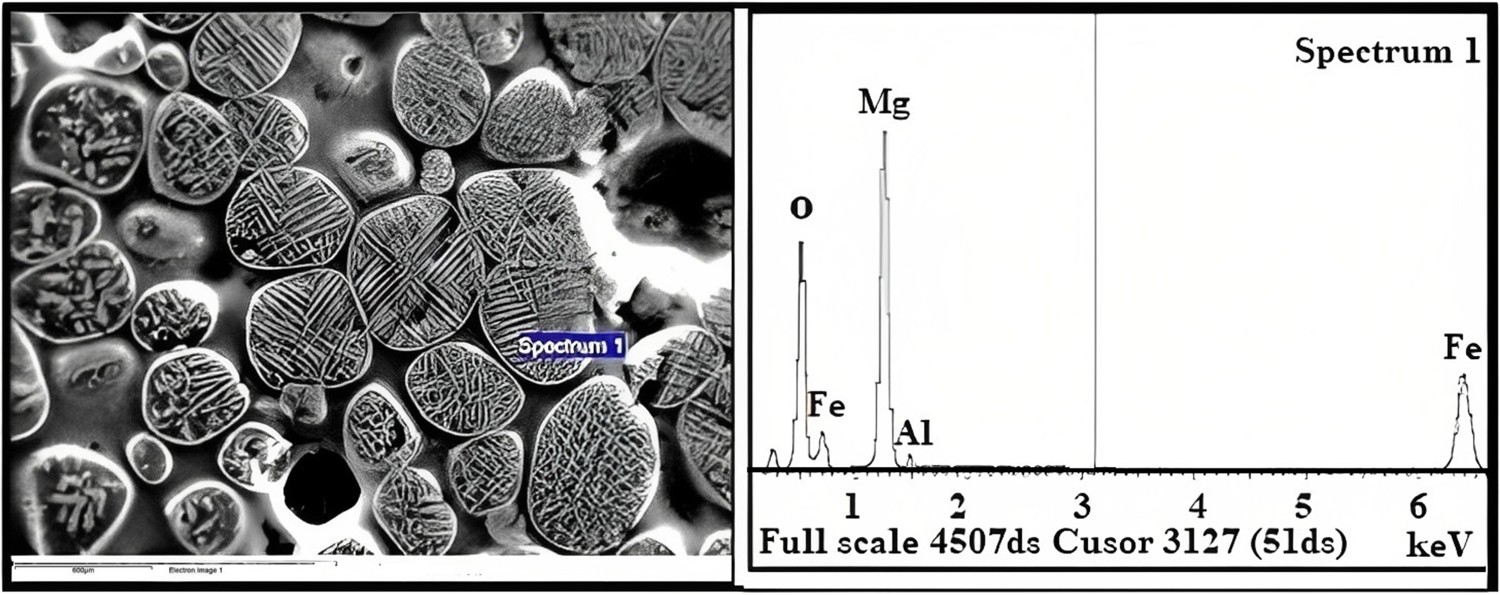
Table 8 represents the weight percentage of the EDS spots in the low RDI sample. Microstructure analysis using SEM for the high RDI sinter is shown in Figure 13(A–D). From Figure 13(A), it can be observed that silicate melt, haematite, magnetite and minor dendritic SFCA phase is present. It is caused due to the improper mixing of iron-bearing raw materials, fluxes, and coke dust. Figure 13(B) showed that the bonding is present between particle-to-particle slag phase. Figure 13(C) showed the formation of high silica columnar SFCA phase present at discrete locations. (A), (B), (C) and (D): SEM analysis of the high RDI samples.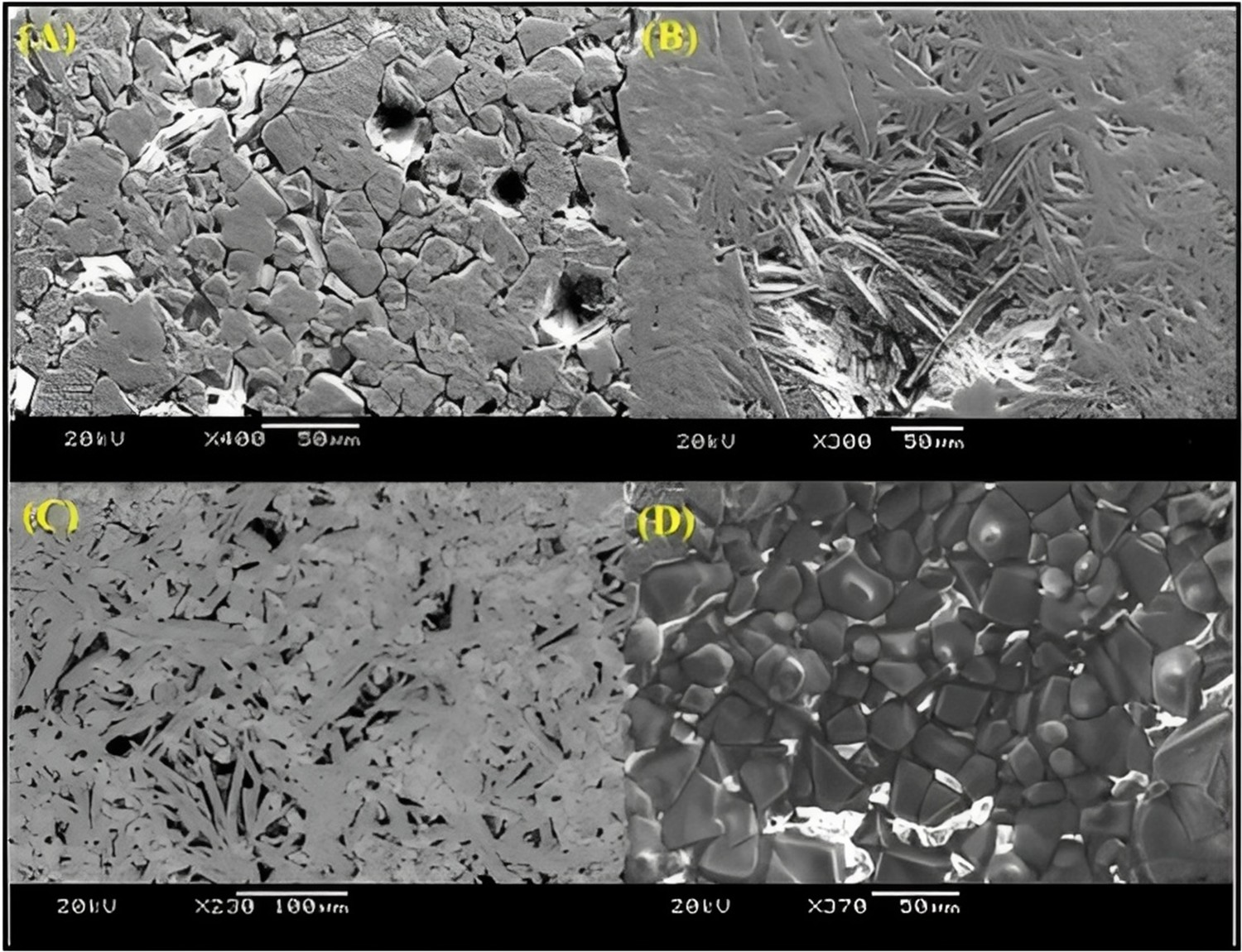
The corresponding EDS analysis for these samples can be seen in Figure 14 which shows that a high RDI sample contains Fe, Al, Si, Ca, and P elements. EDS analysis of the high RDI samples.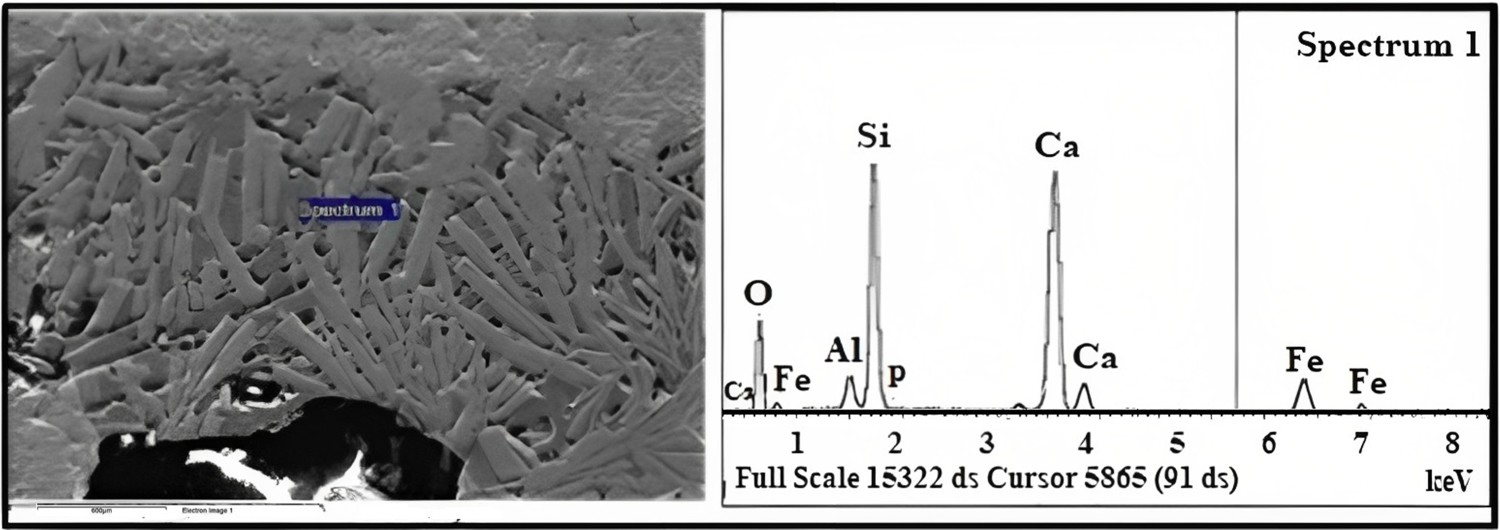
EDS results of high RDI sample.
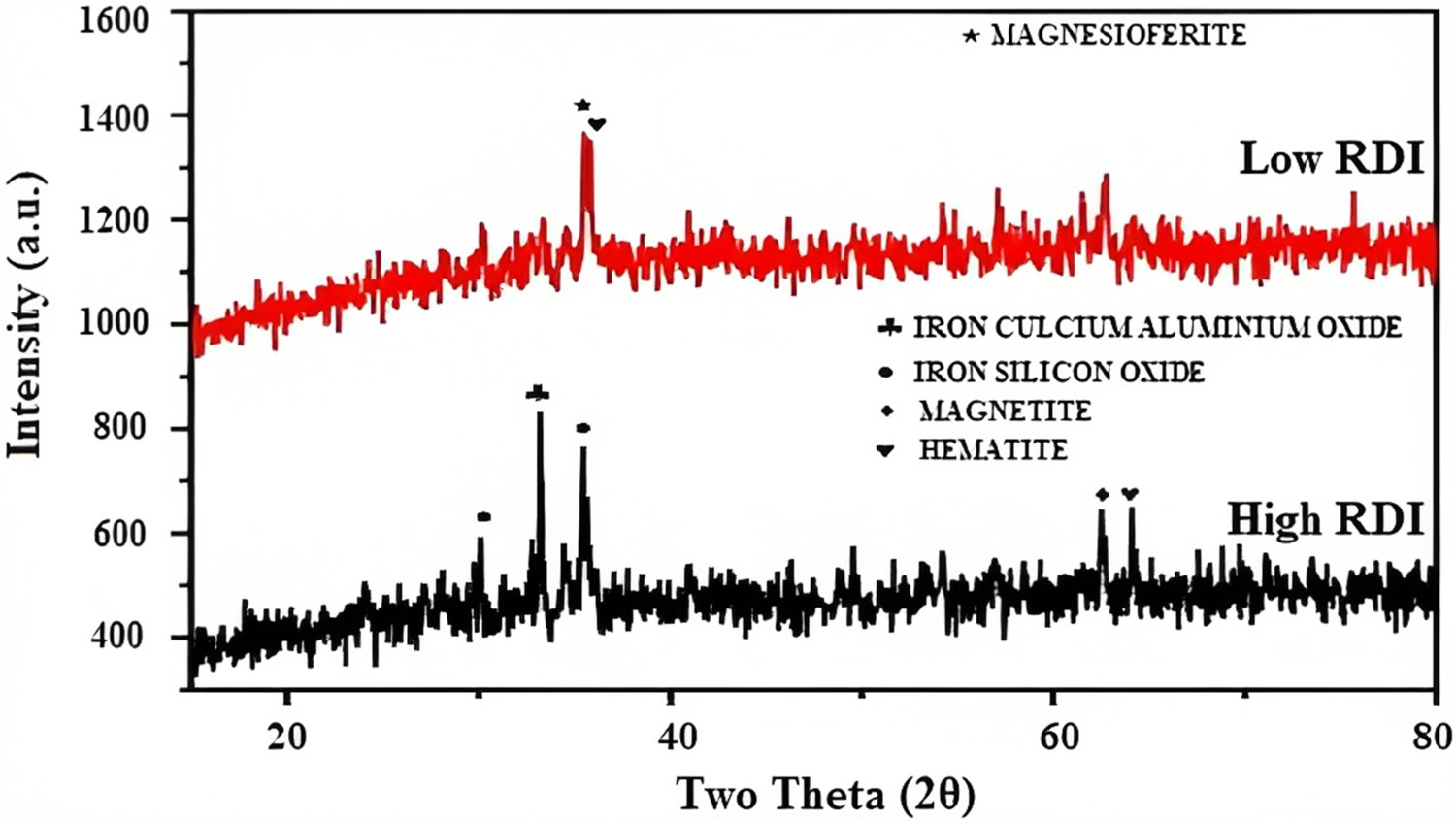
From the above SEM-EDS analysis, it can be concluded that lower RDI depends on uniform distribution of SFCA structure and formation of magnesio-ferrite phase in sinter. Also, EDS analysis for medium RDI samples is shown in Figure 15 and the corresponding oxides contain are given in Table 10. From Tables 8–10, it is evident that there is steady drop in MgO content for Low, Medium and High RDI samples respectively. The drop in MgO has its effect on the RDI of the Sinter due to the presence of Magnesioferrite phase which is confirmed from the XRD analysis (Figure 16). EDX analysis of the medium RDI samples. XRD analysis of the low and high RDI samples. EDS results of medium RDI sample.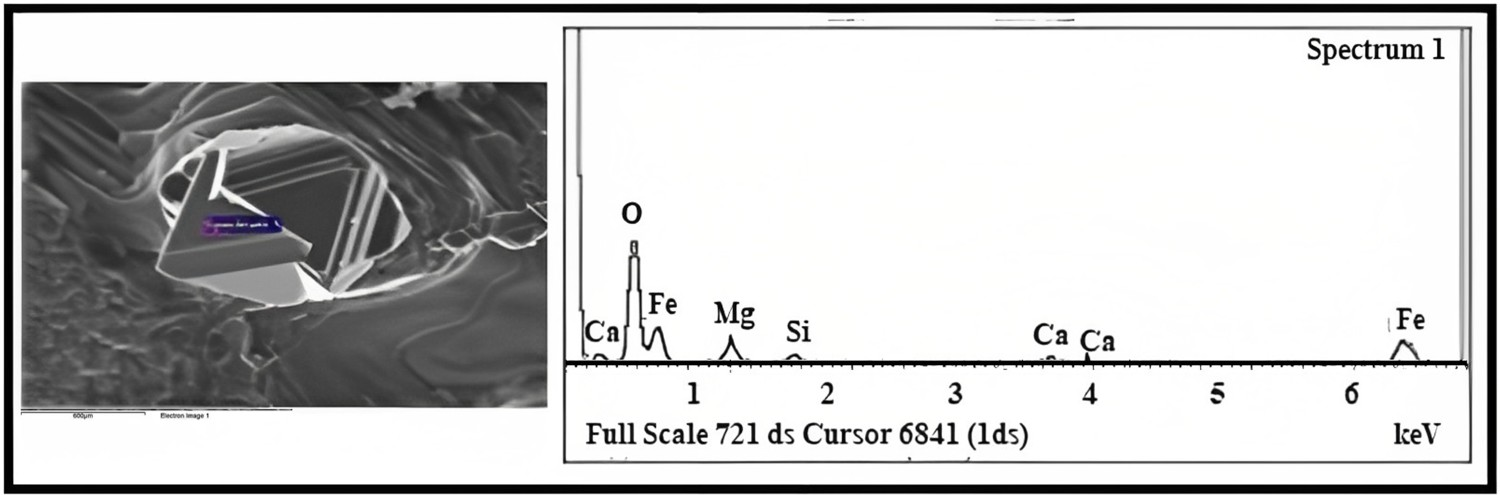
Chemical analysis of return fines of low and high RDI samples.
XRD analysis of low and high RDI samples
The XRD patterns of the high and low RDI sinter samples are shown in Figure 16 which indicated the presence of magnesio-ferrite phase that improves the sinter reduction properties in the blast furnace during its transition from haematite to magnetite.
Formation of magnesio-ferrite phase at lower RDI samples was due to more uniform distribution of fluxes, carbon and iron-bearing raw materials during the balling. Magnesio-ferrite phase has a spinel structure which gives rise to the improved mechanical strength of the sinter.
Conclusions
Optimum quantity of moisture in green mix is a very important factor for achieving sufficient bed permeability. Optimization of the moisture percentage with bed permeability of sinter green mix was reached by increasing the amount of micro fine particles. Sintering time, exit gas temperature, suction pressure and moisture percentage of green mix were improved by increasing the micro fines particle fraction up to 40%. Sinter RDI and return fines decreased as the micro fine particle size increased, owing to the formation of very fine dendritic acicular SFCA in large proportions throughout the samples. XRD, SEM, and EDS analyses confirmed the presence of the Magnesioferrite phase, which is also responsible for the lower RDI. As the percentage of micro fines increases, so does the Shatter Index, Tumbler Index, and Abrasion Index. This could be due to an increase in intra- and inter-granular bond strength, as well as an increase in sintering time.