
Abstract
The productivity of the blast furnace Ironmaking process is significantly dependent on the slag chemistry. The presence of compounds like Al2O3 in high quantities can make the hearth slag highly viscous and difficult to tap. The objective of part-1 of this study is to provide a comprehensive analysis of the role of high alumina (Al2O3 > 15%) compositions in the blast furnace slags. Slag viscosity, liquidus temperature, activation energy, etc., are critically reviewed with respective solutions to operate under the desired conditions. Flow parameters of the slag are examined to understand the melting-softening phenomena which directly affect the slag tap-to-tap time. The addition of certain additives to the slag system has also been studied with the aim to improve the target properties of the slag. A range of slag compositions and their optimization techniques are discussed in this part to provide greater insight into the topic.
Introduction
Blast furnace Ironmaking is the primary route of hot metal production in an integrated steel-making process with more than 70% stake among all other routes of production throughout the world [1]. The techno-economic impact of the blast furnace ironmaking process is substantial with an estimated turnover of 900 billion USD per year accounting for 1.7 billion tonnes of steel produced annually [2]. The production is predicted to reach 2.8 billion tonnes of crude steel worldwide by the year 2050 [2]. India is estimated to be the second largest steel producer and consumer, with domestic crude steel production accounting for 124.7 million tonnes in the year 2022 [3]. National Steel Policy estimates 200 million tonnes of steel production in India by the year 2025 with more than 500 million tonnes of Iron ore requirement to be met by that time period [4]. Iron and steel production in India also accounts for more than 10 million tonnes of slag production per year [5]. This slag has the potential to serve as raw material for foundry and cement industries as a replacement for costly silica sand (SiO2, Al2O3, Fe2O3) [5]. Proper utilization of slag produced along with the optimization of production techniques in a fast and efficient manner is, therefore, the key to scaling up future production [6]. The efficiency of the Ironmaking process is strongly influenced by the quality of slag generated in the lower region of the blast furnace, i.e. hearth slag. The fluidity of the slag affects the productivity of the blast furnace operation, and effective slag formation is essential to that operation. The viscosity and flow characteristics of the slag are influenced by its internal structure as well as the chemical composition of the slag system [7]. Changes in slag’s chemical composition significantly impact its overall properties.
Limited reserves of high-quality grades of Iron ore have led to a surge in the adoption of ores with high alumina (Al2O3) content [8] and therefore a substantial need to incorporate corresponding changes to maintain production standards. Figure 1 shows the surge in alumina content in Iron ore slime from Indian mines over the two decades from 2000 to 2020, which in turn indicates the subsequent presence of a higher amount of Al2O3 content in the burden and the slag. The high Al2O3 content in low-grade iron ores primarily results in the high viscosity of slag produced in the hearth region of the blast furnace. To minimize the ill effect of high Al2O3, higher flux consumption is required, resulting in higher slag volume, leading to a constriction of productivity and an increase in fuel consumption. Hence, the cost of hot metal production has increased while the rate of production has substantially decreased. It is therefore essential to look at the underlying structure and property correlation for blast furnace hearth slag. Acidic, basic, and amphoteric oxides are common components of metallurgical slags [9]. The structure and corresponding properties of slags are defined in terms of the network-modifying behaviour of basic components (e.g. CaO, MgO, Na2O, K2O, FeO, etc.) and the network-forming behaviour of acidic components (e.g. SiO2), with a notable anomaly with amphoteric oxides (e.g. Al2O3) [10]. Viscosity, activation energy, and liquidus temperature of slag are some of the governing quantities for blast furnace operation, so their influence on the efficiency of the blast furnace is of primary interest [11]. The blast furnace slag forms as a low-density liquid phase, formed at a temperature range of 1600K–1700K [12]. The tapping process removes the molten metal and slag gets collected as one of the smelting products in the blast furnace hearth [13]. The properties of slag decide the ease of slag tapping which is essential to the productivity of a blast furnace. Improper tapping could leave a large amount of leftover slag in the hearth area, which would increase the blast pressure. The frequency of slag tapping and permeability in the hearth zone, are two essential characteristics that are determined by the softening and melting behaviour of slag [14]. The slag and molten metal have various discharge patterns [13] which depend on the fluidity of both along with the number of tapholes. For continuous tapping of slag and molten metal in huge blast furnaces having many tapholes, slag, and metal discharge simultaneously [15]. The molten metal on account of higher density and lower viscosity can easily flow to the taphole through a ‘coke-free’ path [16] while the slag has to go through the hearth coke bed and experience additional flow resistance. This phenomenon might result in slag accumulation below the taphole area even if the taphole appears dry enough. A porous coke bed is therefore essential to prevent slag depletion and promote proper tapping practice [17]. Slag tapping should be accomplished in a short period of time and at a faster pace than slag formation [13]. The slag tap-to-tap time is directly associated with slag viscosity which highlights the importance of always maintaining a slag with high fluidity for improving productivity and fuel consumption. Slag viscosity is also described as a property that links the slag flow behaviour to the reaction kinetics and the degree of reduction of the final slag [16]. The slag viscosity impacts gas permeability, heat transmission, and the reduction of SiO2, FeO, and other elements [18]. It is preferable to look for slag systems that can maintain good fluidity at low temperatures. The lower the viscosity of the slag, the higher will be the slag-metal separation rate and hence the yield of the blast furnace would be higher [19]. Reducing the viscosity at a higher temperature is comparatively easier than at lower temperatures because of the increase in mobility of slag components at higher temperatures [20]. However, increasing the temperature can significantly increase energy expenditure, so a proper combination of low temperature and low viscosity is a key to blast furnace productivity. Because of the high Al2O3 concentration in slag, the pressure differential in the bottom section of the blast furnace will increase, the column's permeability will deteriorate, and the temperature will rise. Entrapment losses of metallic Iron are highly likely when viscous slag is formed [14].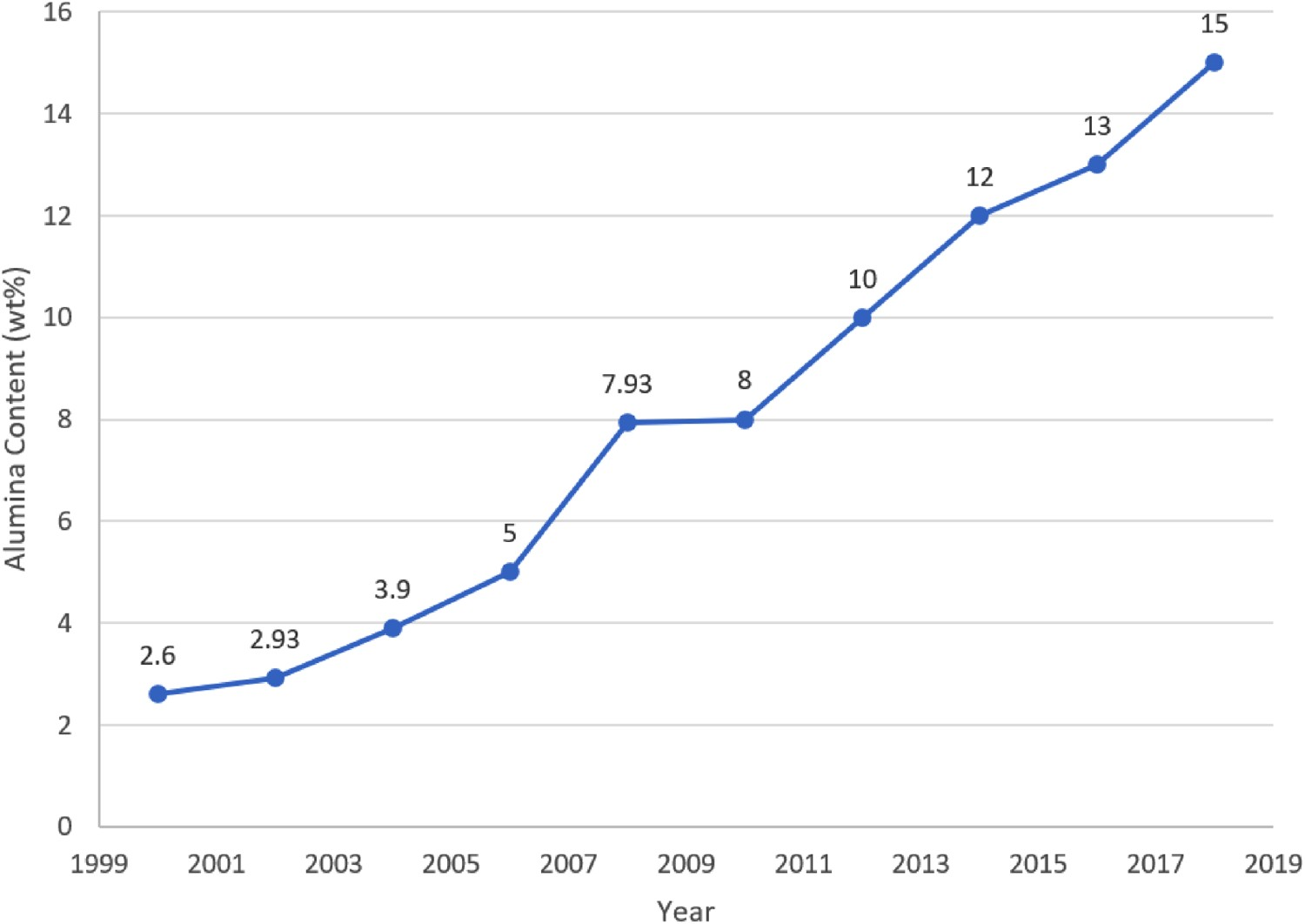
Slag liquidus temperature is an essential property in determining the requirement of energy for tapping out of slag. The lower the liquidus temperature, the lower will be the viscosity at comparatively lower temperatures [21]. Many systems have strong temperature-dependent Arrhenius activation energies [22] for viscous flow, which describe their viscosity-temperature characteristics [22]. The activation energy for the viscous flow of slag also dictates both the values of slag liquidus temperature and slag viscosity [23]. Therefore, reducing the activation energy for viscous flow and thereby increasing slag fluidity are the main objectives of excellent slag production. The slag’s specific heat capacity (Cp) is another crucial measurement that closely matches the specifications of blast furnace slag. A drop in the value of Cp will result in a rise in blast furnace temperature, which will result in decreased slag viscosity for a constant heat input into the blast furnace [24]. Enthalpy change of slag formation, slag melting and phase transformation are measured to determine the endothermic capacity of the respective processes and subsequently link it with energy requirement. A rise in the value of basicity can lower the enthalpy of the system. This is owing to the presence of a high content of CaO that can assist in network modification of silicate and aluminate structures and would subsequently reduce the endothermic need of the system for network breaking. It can therefore help in maintaining a uniform temperature [25]. Another crucial characteristic of the slag is its surface tension, which is related to how reactive its top surface is at the slag-metal interface. The elements with the lowest surface tension (referred to as ‘surfactants’) will preferentially occupy the surface layer (e.g. S in steels and surfactants like B2O3 in slags). Surface concentration is determined by surface tension as well as the chemical activity of the component which is governed by the Gibbs adsorption isotherm [26]. The sulphide capacity and desulphurization potential are two other important characteristics necessary for maintaining a reasonable level of operation [27]. The sulphur partition between slag and hot metal is also based on the optical basicity and MgO/Al2O3 ratio [28].
On the basis of the above-mentioned factors, this paper highlights different techniques used in blast furnaces and their consequent applications in the modern industrial ironmaking process with an aim to incorporate possible solutions to operate with the high Al2O3 regime of slag.
The alumina anomaly
Al2O3 acts as an amphoteric oxide in the blast furnace slag system on account of different concentrations and operating conditions [37]. Due to a borderline electronegativity value of 1.5 [38], Al2O3 can show both acidic and basic behaviour. It has been observed that in the CaO–SiO2–MgO–Al2O3 type of slags, Al2O3 acts as a network former up to 10 wt-% concentration and consequently acts as a network modifier for composition greater than 10 wt-% [39]. The network-forming ability accounts for an increase in viscosity value via the incorporation of [AlO4]- tetrahedra into the [SiO4]- units. At the same time, an increase in the number of [AlO6]- octahedral units at higher concentrations, triggers the network modifying ability. The SixOy z- and AlxOy z- in the aluminosilicate slag are substantially larger than the cations, therefore their movement also requires a significant amount of energy [40]. These composite anions then turn into the slag’s main structural components and restrict its movement. Fourier Transform Infrared (FT-IR) studies have been used to experimentally verify the amphoteric nature of Al2O3 which is subsequently supported by thermodynamic calculations [41–45]. At around the basicity of 1.0–1.2 (which is common for blast furnace slags), an increase in Al2O3 and/or MgO content increases the area of spinel (Al2O3.MgO) in the phase diagram, resulting in a high value of liquidus temperature [40]. It has been deduced using the excess stability function [46] that at a composition of XAl2O3 = 0.11–0.12, the function shows a peak value indicating a sharp change in the chemical stability of Al2O3 leading to a behaviour that confirms its amphoteric nature. In one study [47] for high Al2O3 slags, it was observed that the viscosity of slag increased up to 20 wt-% concentration of Al2O3 and then showed a decreasing trend. Depending on the basicity value and wt-% MgO in alumino-silicate slags, the network-forming ability of Al2O3 can reach up to 21.6 wt-% concentration of Al2O3 [48] which is a case of concern for industries operating anywhere between 18 and 21 wt-% Al2O3. For a number of slag systems, keeping the temperature fixed, increasing the Al2O3 content up to 24 wt-% increases the viscosity, thereafter which the viscosity decreases [49]. The relative movement resistance of Al–O having a bond length of 1.87 Å is weaker than that of the Si-O bond length of 1.60 Å.
Effect of high alumina on thermophysical and thermochemical properties of slag
Effect on density and surface tension
Using the principle of buoyancy, it has been observed that at constant basicity and low concentration, Al2O3 reduces slag density, whereas, at a higher basicity value and high Al2O3 content, the trend is reversed. Density increases with increasing Al/Si ratio and larger degree of polymerization (DOP ratio) [40]. The composite anions become more tightly linked as the degree of polymerization rises, increasing density [50]. It was discovered using a similar method that uses the maximum bubble pressure (MBP) method [51] that the surface tension increased as the Al2O3 content and the ratio of (wt-% Al2O3)/(wt-% SiO2) increased [40]. The increase in the magnitude of these quantities is closely related to dynamic properties like fluidity and consequently resistance to flow mobility, i.e. viscosity. Higher surface tension may not imply a higher viscosity but the cohesive force between molecules might be an indication of the inherent tendency of the system to resist deformation and hence indicate higher viscosity. So, an increase in the Al2O3 content below the inflection point can result in higher density, surface tension, and consequently higher viscosity.
Effect on sulphide capacity
Blast furnace ironmaking aims for a reasonable amount of desulphurization. The sulphur partition between slag and hot metal is dependent on the sulphide capacity, optical basicity, CaO/SiO2, and MgO/Al2O3 [52,53]. Thermophysical properties like viscosity along with thermochemical properties like sulphide capacity are strongly dependent on the underlying slag structure. Observations made on the role of different compositional adjustments [40] on high Al2O3 slag predict that sulphide capacity in CaO–MnO–MgO–SiO2–Al2O3 slag with high CaO and MnO concentration is unaffected by the substitution of Al2O3 with SiO2. Al2O3 has a better desulphurization capacity than SiO2 but is less desulphurizing than MnO, CaO, MgO, and FeO [54]. The sulphide capacity of the slag increases significantly when the (wt-% Al2O3)/ (wt-% SiO2) is increased from 0.47 to 0.79 for a certain CaO concentration and very low when it exceeds 0.79 [40].
Industrial impact of high alumina burden in the blast furnace
The increase in Al2O3 content in Indian blast furnace slag systems is depicted in Figure 2. The increase in Al2O3 content from 3.5 to 4.5 wt-% can cause a significant volume change of 70 kg/THM of slag leading to a significant drop in productivity. The concern for a high Al2O3 burden is significantly higher for Indian ores because of their lower grade. Rate of increase of slag volume as a function of Al2O3 with time predicted by Tata Steel.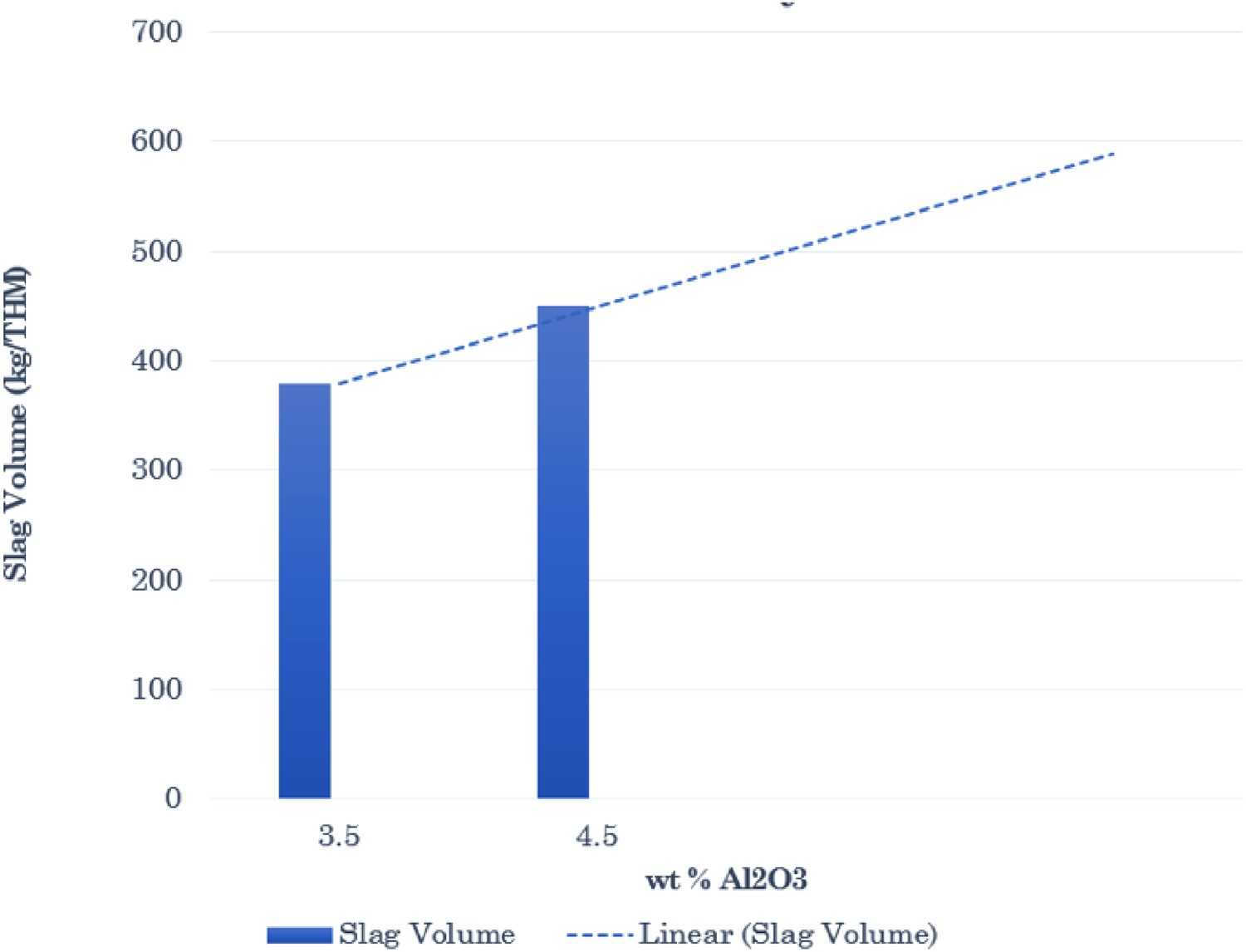
Figure 3 shows the comparative content of Al2O3 and SiO2 in iron ore for seven countries that are major producers of crude steel and the Miko deposits of Uganda. It can be observed that though the silica content is on the moderate side for Indian ores, the Al2O3 content is very high, which poses a major challenge for industries to cope within the rest of the world. On the other hand, even industries in developed countries like Japan are significantly importing high alumina grade ores for blast furnace operation [55]. This is significantly affecting productivity and increasing the cost of crude steel. The high amount of Al2O3 in the burden affects the gas permeability at the lower part of the furnace as a result of increased slag hold-up in the pores of the burden [55]. The motivation for using low-grade iron ores containing high Al2O3 is primarily the lower cost of these ores [56]. However, the trade-off between the lower cost of raw materials and the higher technical cost of operation is yet to be balanced in choosing suitable techniques that can modify the aluminate network. The primary melting temperature, slag hold-up, and slag viscosity are all controlled by the amount of Al2O3, therefore industries must continually find ways to deal with the high Al2O3 burden. Apart from the slag tapping difficulties, the presence of high Al2O3 content in the ore is also affecting the sintering plant and its productivity [57]. High sintering temperature and longer sintering time have been the need to meet the poor reactivity of the sinter owing to high Al2O3 content. Hence, processes like the selective granulation process [58] having increased adhesion of CaO with the sinter are being adopted to minimize the above-mentioned effects. The sinter basicity (CaO/ Al2O3) is being increased to counteract the aluminate network [59]. Al2O3 vs SiO2 content in different countries (A: Australia, B: Brazil, C: China, I: India, R: Russia, U: U.S.A, and Ug: Uganda) [60].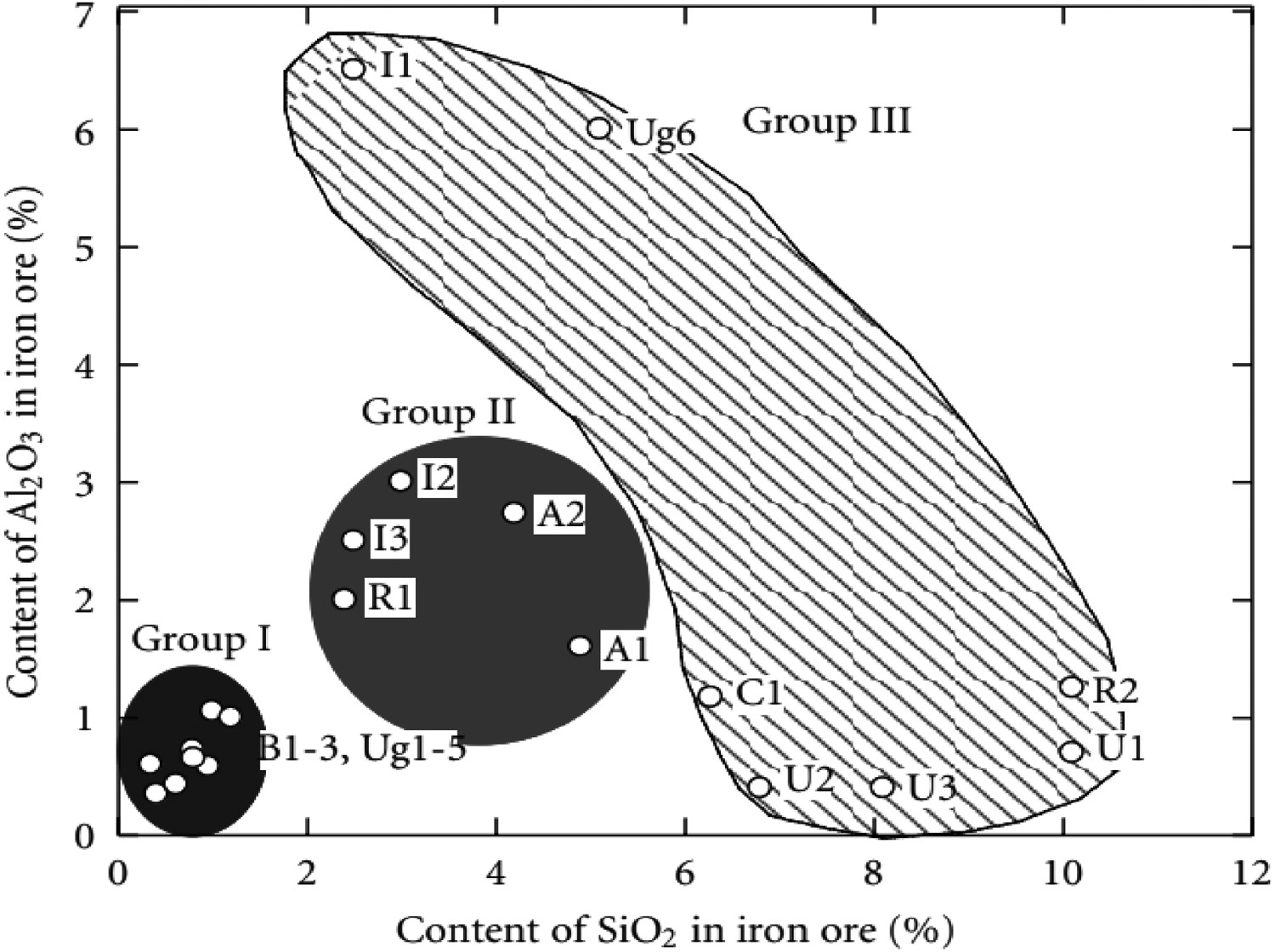
In addition to that, the process involving the separation of slag and hot metal is also affected owing to the high Al2O3 content in the slag [61]. The liquidus temperature is significantly increased owing to higher Al2O3 content which increases the temperature requirement of the blast furnace. Therefore, both the cost of operation and working conditions are affected in the industries. In the following section, a relationship between the slag’s physical properties and the process parameters of the blast furnace is discussed to highlight possible reasons and methods to deal with the high alumina burden.
Structure-based studies on alumina bonding
Alumina exists in several stable and metastable polymorphic forms like α [62]
Increased Al2O3 content in blast furnace slag has been shown to produce high-crystallinity and high melting point minerals like spinel and Akermanite [76]. The slag viscosity is predominantly increased owing to these crystalline phases being present at high temperatures. The process parameters have to be adjusted in an optimal manner to decrease the relative amounts of these crystalline phases from a thermodynamic point of view.
Studies on measurement of slag properties
Viscosity measurement
The rotating cylinder method at elevated temperatures is the most widely used technique for estimating viscosity [77]. This technique involves the use of a viscometer that consists of a crucible and a bob. The viscosity is calculated using Newton’s law of viscosity at different rotational speeds in the crucible filled with molten slag. Another viscosity testing method involves an oscillating crucible which estimates the viscosity based on the oscillation period [78]. Many studies have been done for measurements of viscosities of MgO–Al2O3–CaO–SiO2 quaternary slags at various compositions and temperatures [79–82] to determine a proper operating regime for the respective slag systems. On the basis of measurements done by various studies, viscosity-temperature graphs are plotted for slag systems with Al2O3 > 18%. The graphs are classified in the range of 15–20%, 20–25%, and 25–30% Al2O3.
Figure 4 has 11 slag systems in which the Al2O3 concentration is in the range of 15–20% with other slag constituent compositions as mentioned in Table 1. Series-7 has the lowest viscosity value because the Al2O3 content is lower than any of the other systems [56]. According to the Al2O3 content, the highest viscosity should be for series-11 as the alumina content is greater than any other system, but owing to the effects of MgO and C/S ratio on the viscosity, series-4 has the highest viscosity values [83]. In series-8, the TiO2 content is 10% while series-9 has 10% Fe2O3 which has a greater effect on viscosity than TiO2 concentration. Therefore, the viscosity of series-9 is less than series-8. The effect of temperature on the viscosity of slag systems with an alumina percentage of between 15 and 20%.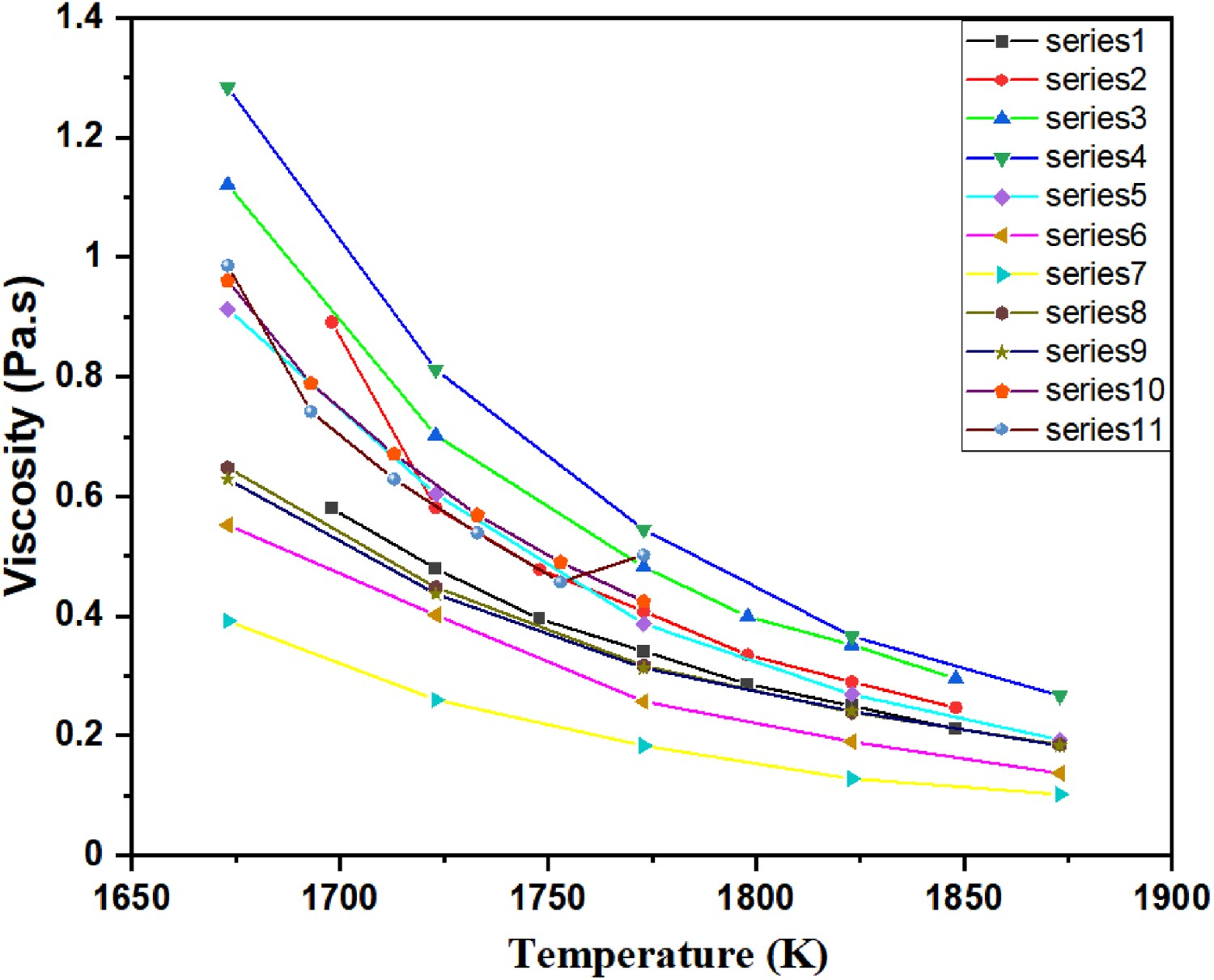
Figure 5 shows the viscosity-temperature relationship of 8 slag systems with Al2O3 concentration in the range of 20–25% with other slag constituent compositions as mentioned in Table 2. It can be observed that series-1 has the lowest viscosity in comparison to all other slag systems. In series-1 and series-2, Al2O3 content is the same but series-1 has the presence of TiO2 which plays a major role in decreasing viscosity [84]. In the case of series-6, series-7 and series-8, the concentration of Al2O3 is 20% but the viscosity of series-7 is the highest. In comparing series-6 and series-7, the MgO content has more effect on viscosity as compared to the C/S ratio [85]. The viscosity of series-8 is less than that of series-6. Series-4 and series-3 have approximately the same values of viscosity and the rate of change in viscosity with temperature is more in series-4 compared to series-3. The effect of temperature on the viscosity of slag systems with an alumina percentage of between 20 and 25%.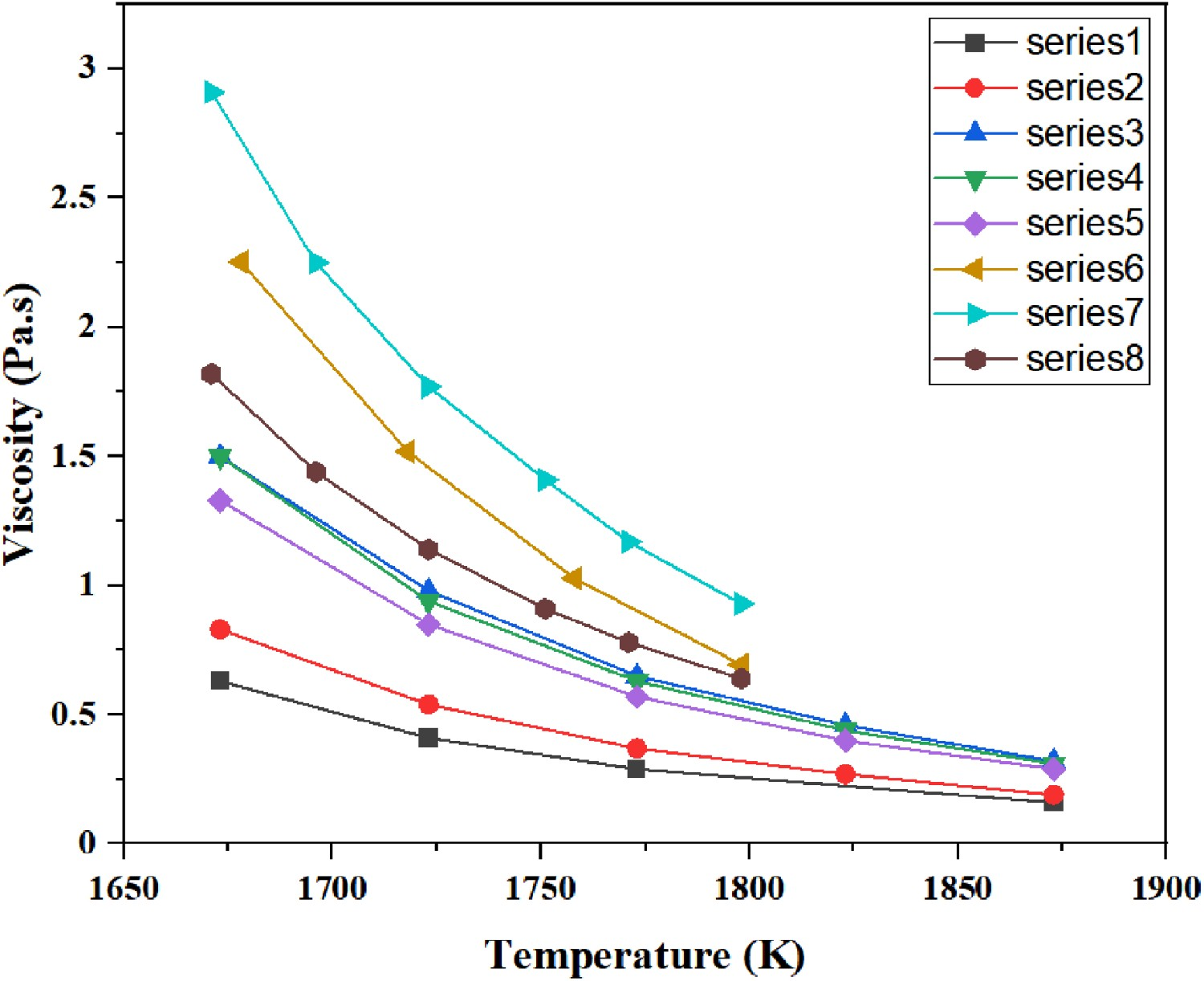
Figure 6 contains 15 slag systems based on their Al2O3 content in the range of 25–30% with other slag constituent compositions as mentioned in Table 3. In the case of series-1 and series-4, the MgO content is 12% in series-1 while it is 16% in series-4, yet the viscosity of series-1 is less than that of series-4. For the temperature of 1800K, series-8 has the highest viscosity value. For temperatures above 1800K, series-5 has the highest viscosity value. In the case of series 10-12, series-12 has the comparatively lowest viscosity. As the C/S and TiO2 content in series-12 is high, the viscosity is lower. Series-10 has lower viscosity values than series-11 because the C/S ratio is above 1 in the case of series-10 whose effect is greater than the effect of TiO2 in series-11. In the case of series 13-15, series-13 has the lowest viscosity followed by series-14 and series-15. The composition of series-13 and series-14 are similar, only the C/S ratio of series-13 is higher resulting in lower viscosity. In the case of series-14 and series-15, the C/S ratio of series-15 is higher but TiO2 content in series-14 is higher than in series-15. So, the viscosity of series-14 is less compared to series-15. The effect of temperature on the viscosity of slag systems with an alumina percentage of between 25 and 30%. Chemical compositions of slag systems for 25-30% Al2O3 (wt-%).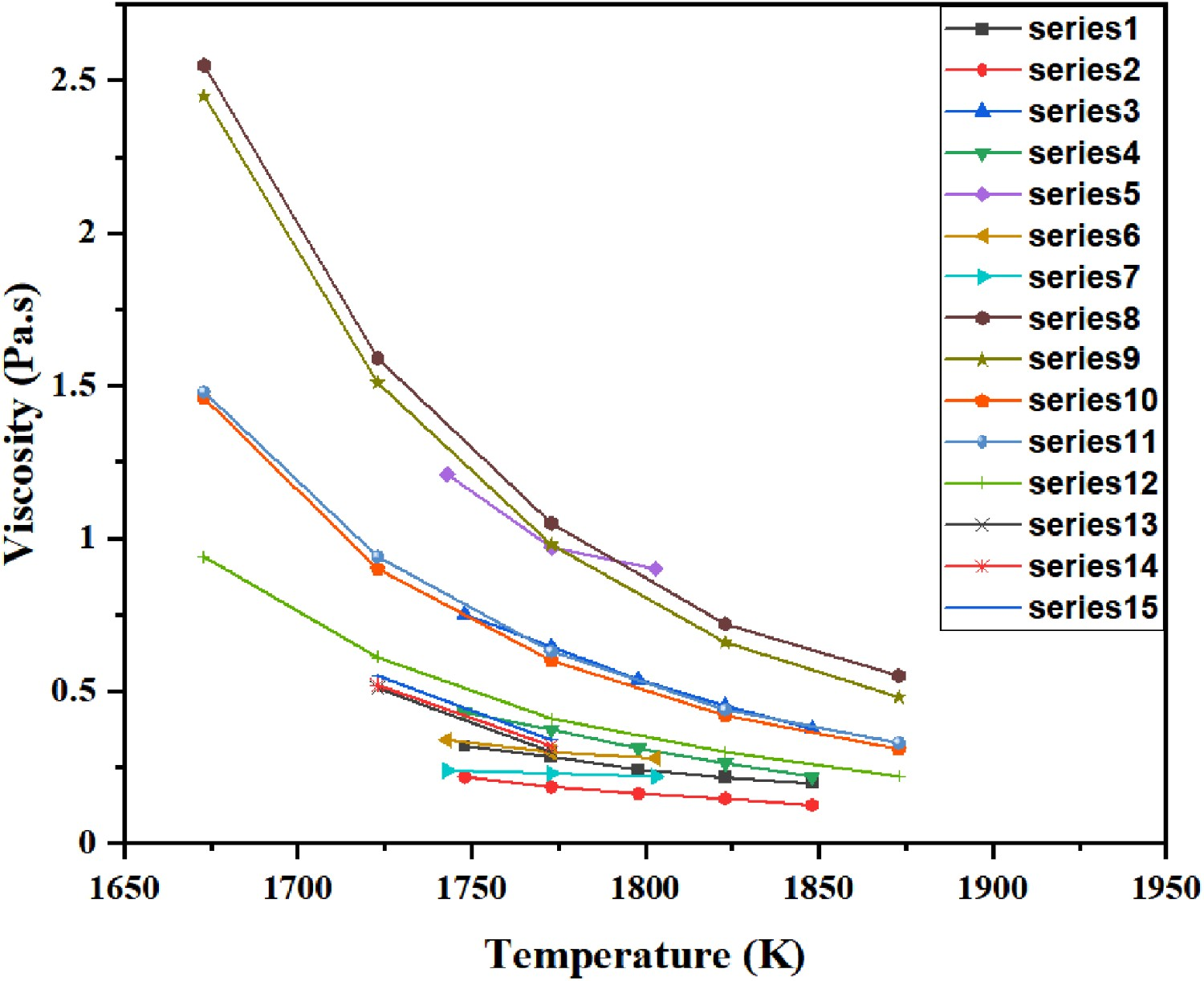
Liquidus temperature measurement
High-Temperature Microscopy is the most widely used technique to determine the liquidus temperature of a given slag system. In the microscopy assembly, the sample is shaped into a cube and then heated in an electric furnace. When the sample’s form is altered, it is photographed with the use of a camera. The four temperature properties of the slag are identified using grid division. In some studies [86], a 5 mm cube is used for the measurement of flow characteristics of the slag while in others [87,88,89], a 3 mm cube is used for the corresponding measurements. The grid division that is shot at the same time as the sample, as well as the temperature where the sample is heated, may be used to identify four temperature characteristics [90]. Initial deformation temperature (IDT) is measured when the sample begins to distort [91]. When the sample decreases by one division or softens, it is classified as softening temperature (ST) which is below the solidus line. ST is measured below the solidus line where the sample is in a completely solid state but has softened to a high degree. The temperature is classified as hemispherical temperature (HT) when the sample takes on the shape of a hemisphere with a height-to-diameter ratio of 1:2 [92]. The sample’s height is lowered to one-third of the sample’s height at HT, and the result is Flow temperature (FT) [82]. The softening and corresponding melting takes place for the phase with the lowest melting point and that subsequently dissolves the other phases around it. The determination of characteristic temperatures done in previous studies can be analysed to understand their impact on slag properties.
Activation energy measurement (Arrhenius)
The viscosity and activation energies of Al2O3–MgO–TiO2–CaO–SiO2 slag at binary basicity of 1.07–1.50 has been determined for MgO concentrations of 7% and 11% [49]. The activation energies were calculated to be 178 and 232 kJ/mol, respectively. For Al2O3 concentrations of 12% and 18%, the activation energies were 273 and 360 kJ/mol, respectively. In yet another study on the CaO–SiO2(C/S = 1)–Cr2O3–Al2O3 slags [93] for finding the effect of Al2O3 on the viscosity, critical temperature and activation energies were determined for viscous flow. The critical temperature is also referred to as the breakpoint temperature at which the burden starts softening and getting into a mushy zone before melting. For 17% Al2O3, the critical temperature was recorded to be 1612 K and the activation energy was 181 kJ/mol. For 29% Al2O3, the critical temperature was recorded to be 1668 K and the activation energy was 210 kJ/mol. Viscosity measurement of CaO–SiO2–Cr2O3–MnO–Al2O3–MgO type slags was done in a study [94] where the C/S ratio was taken as 1.01 and MnO varied from 0 to 3%. For 0% MnO, the breakpoint temperature (TB) was recorded to be 1665 K and the viscous activation energy was calculated to be 218 kJ/mol. TB is defined as a temperature where the viscosity dependence on temperature does not strictly follow the Arrhenius equation [95]. The measurement of TB can help in the measurement of viscosity below the liquidus temperature of the slag that characterizes the disappearance of the liquid phase and the appearance of large-scale solidification. For 3% MnO, TB was recorded to be 1632 K and the viscous activation energy was seen to be a minimum with the value of 186 kJ/mol. The viscosities and activation energies for Al2O3–MgO–CaO–SiO2–TiO2–FeO slags were calculated under the conditions of 10% to 18% Al2O3 with binary basicity of 1.3 [96]. The lowest activation energy was observed for 12% Al2O3 which was 85 kJ/mol and the highest was observed for 18% Al2O3 which was 116 kJ/mol. For the calculation of melting temperature and viscosity, the rotating cylinder method was employed in one of the studies [97] where the activation energies for the viscous flow of FeO–MnO–Al2O3–MgO–TiO2–CaO–SiO2 slag were determined by varying the Al2O3 content from 15 to 24%. For 15% Al2O3, activation energy was calculated to be 157 kJ/mol and the melting temperature of slag was recorded to be 1630 K. Similarly, for 24% Al2O3, activation energy was calculated to be 172 kJ/mol and the melting temperature was 1658 K.
Slag property prediction models
Viscosity-prediction models
Different Models for Viscosity Calculation [98].
Prediction of liquidus temperature characteristics
The liquidus temperatures- ST, FT and HT, as discussed in section 6, are modelled for the Al2O3–CaO–SiO2–MgO–TiO2 type of slag [21]. The model equations are found to be:


Here, R is the basicity, M is the MgO concentration, and T is the TiO2 concentration. The validation of the model indicates that the range in which the model can be applied is: C/S (0.9–1.4), MgO (6–12%) and TiO2 (0.1–1%).
Simulations using Factsage
Factsage calculations can give a relative idea of the effect of blast furnace constituents on their thermophysical properties. However, this may not have the values corresponding to actual blast furnace conditions and are to be used only for reference. The impact of Al2O3, MgO, and C/S ratio on the viscosity of the slag system is depicted in Figures 7(a–c). The MgO concentration and C/S ratio were set to 8 weight per cent and 1, respectively, for the effect of Al2O3, and the viscosity values were anticipated at three different temperatures. Similarly, for the effect of the MgO and C/S ratio on the viscosity of the slag system, the Al2O3 composition was fixed at 18 wt-%. For all the calculations, the TiO2 value was fixed at 1 wt-%. (a) Effect of Al2O3 on viscosity (b) Effect of MgO on viscosity using Factsage (c) Effect of C/S ratio on viscosity using Factsage.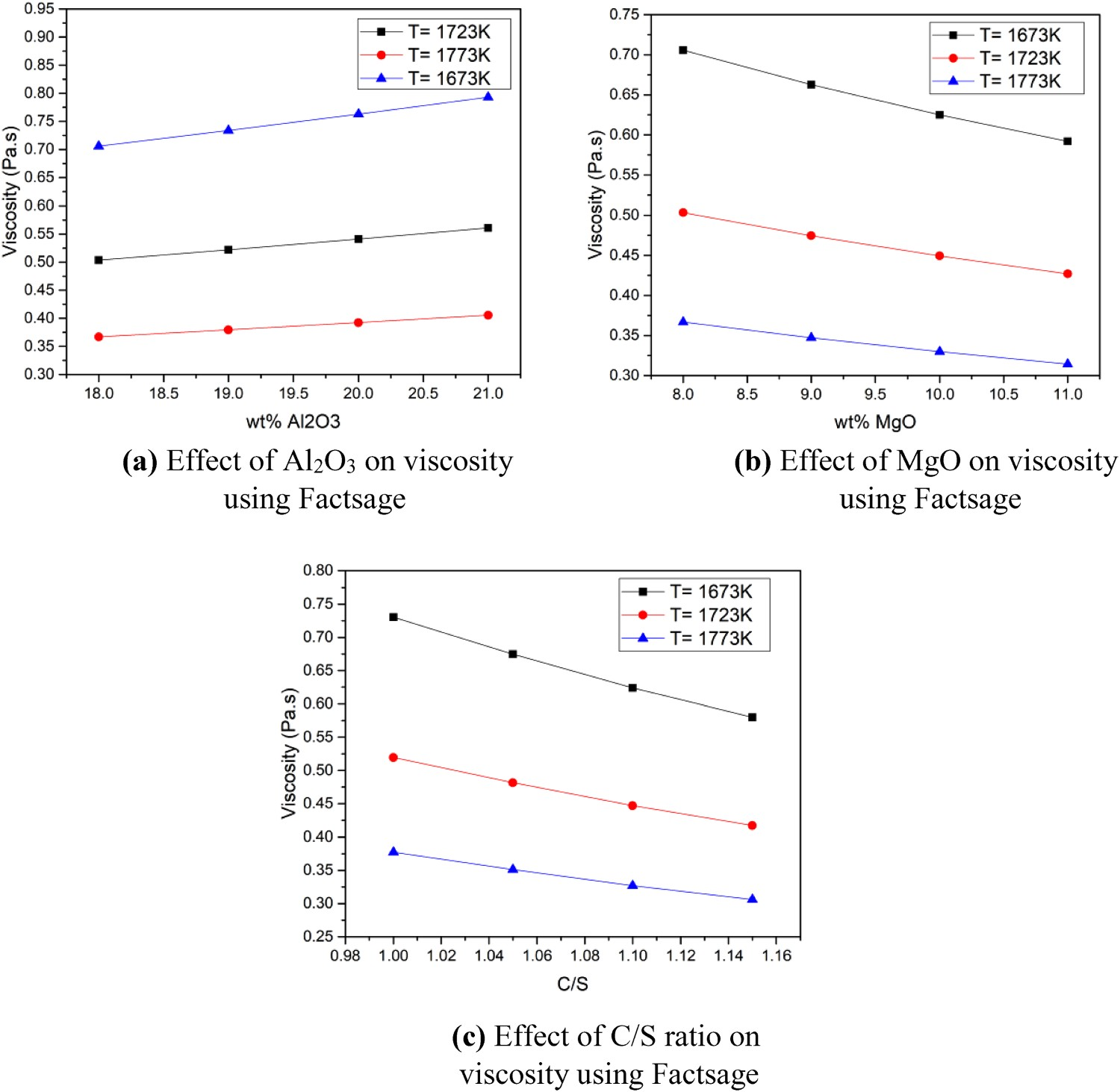
The variation of liquidus temperature was determined for the similar variation in Al2O3, MgO and C/S ratio in Figure 8(a–c) respectively, which indicates that the concentration of basic oxides can only be increased to a certain value beyond which for a target reduction in viscosity, there will be an associated increase in the liquidus temperature. So, the optimization of both properties has to be done to ensure a valid state of variables for the operation. (a) Effect of Al2O3 on liquidus temperature using Factsage (b) Effect of MgO on liquidus temperature using Factsage (c) Effect of C/S on liquidus temperature using Factsage.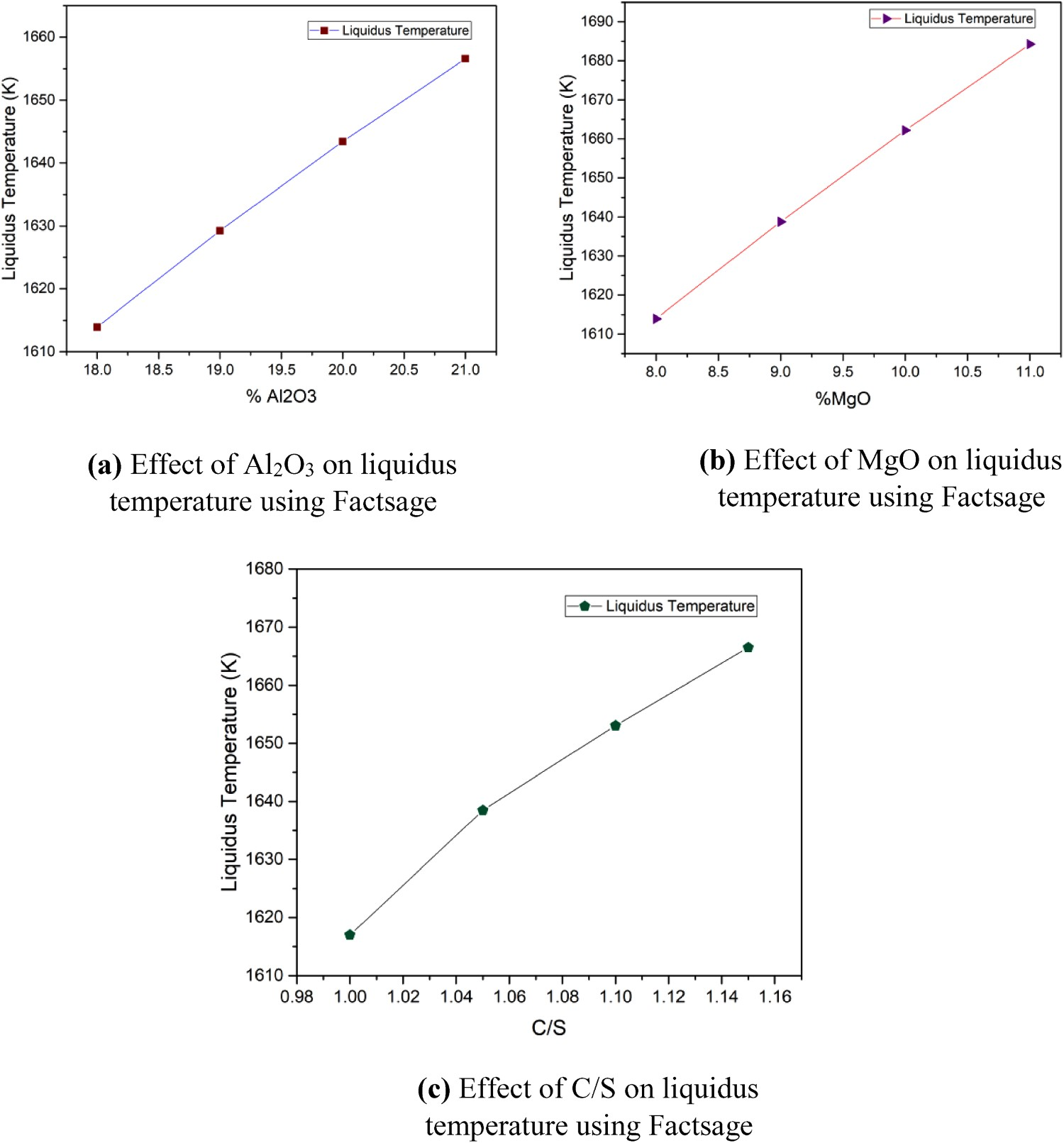
Observations on compositional changes of high alumina slag
The choice of slag system for the review has been done around the regime of blast furnace slag containing high Al2O3 (>15%) with other slag systems being included that have a close resemblance with the system of interest. The slag systems have been identified and analysed based on the following key steps: Identification of slag system based on % Al2O3. The system is considered to be a high alumina slag system if Al2O3 > 15% and vice-versa. Identification of actual slag composition based on %Al2O3, C/S ratio, A/S ratio, %MgO, %TiO2, %MnO and other minor constituents of the slag. Determination of slag properties like viscosity and liquidus temperature from the respective research paper/article/thesis, under standard operating conditions. Conclusion on a solution to operate the respective slag system by adjusting operating parameters and controlling slag composition.
The observations made using the research methodology are listed in the following section with their respective compositional data and solutions to operate them under a high alumina slag environment.
Influence of MgO adjustment on high alumina slag
In the blast furnace, increasing the MgO concentration of the molten slag is a way for ensuring its stability and fluidity as shown in Figure 9 [83, 99]. When the MgO level is greater than 8% by weight, slag has improved fluidity and thermal stability [103]. In a study conducted at an operating temperature of 1723–1773K for composition no.1 in Table 5, the slag viscosity showed a range of 0.48–1.19 Pa.s. With the addition of MgO, the slag viscosity decreased constantly at a fixed temperature of 1773K. For proper functioning, the high alumina slag with 20% Al2O3 required a composition of around 10% MgO [99]. Influence of MgO on High Alumina Blast Furnace slag viscosity [99].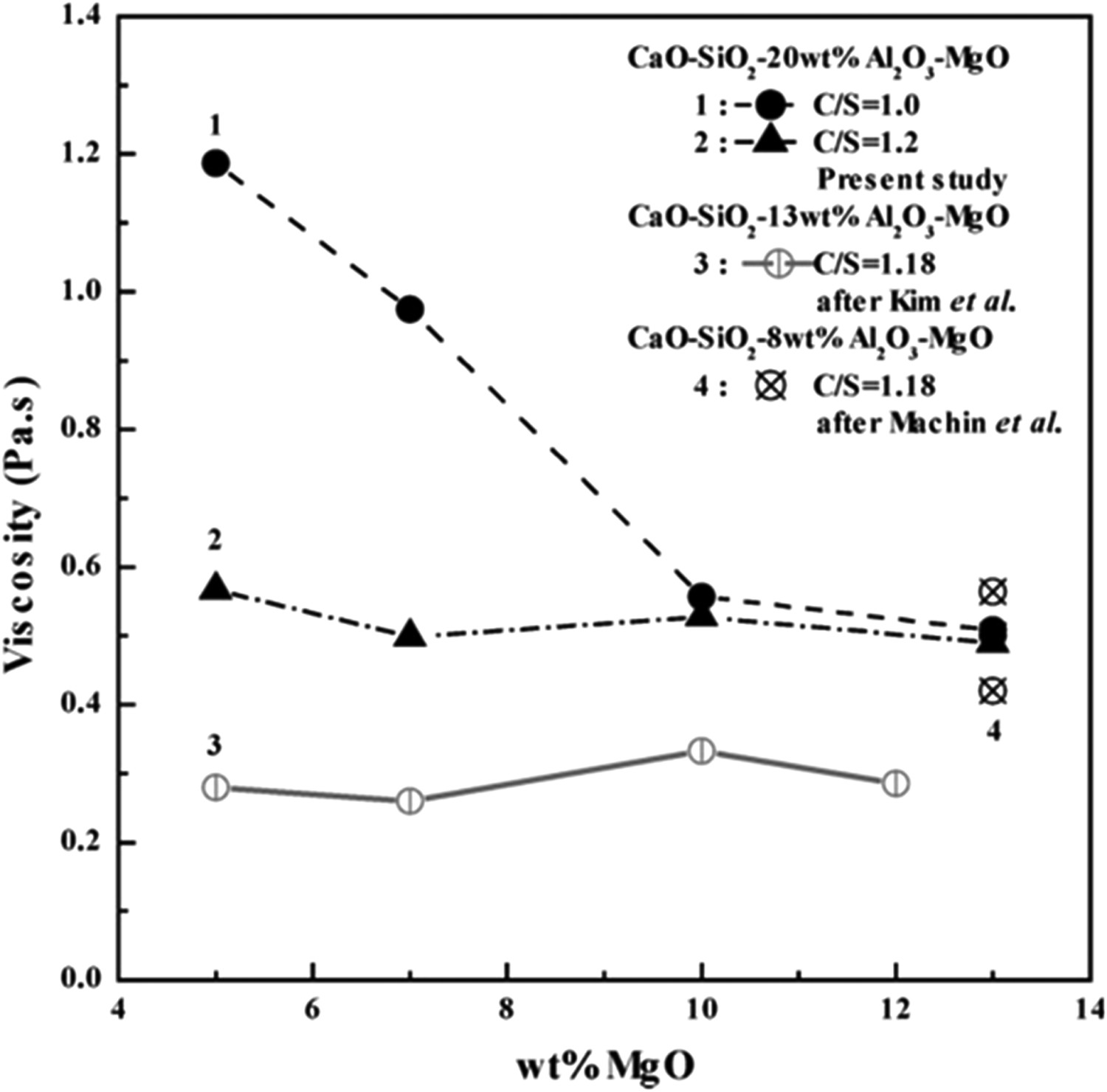
For composition no.2 of Table 5, the slag viscosity was estimated to be 0.50 Pa.s at a temperature of 1823K for 10% MgO. Slag viscosity and activation energy for viscous flow can be decreased by increasing the MgO % from 4% to 10% [100].
In yet another study, using composition no.3 of Table 5, slag viscosity was estimated to be less than 3 poise for 11% MgO and C/S = 1.17 at a temperature of 1773K. The solution to operating with this system involves increasing the MgO content up to 11% which significantly brings down the viscosity of the slag. By increasing the value of basicity of the slag from 1.07 to 1.50, the MgO content has to be kept fixed at 8% so that viscosity decreases with an increase in basicity at an optimum rate [101]. For composition no.4 of Table 5 (Al2O3 = 18.25%), the liquidus temperature was reported to be 1623 K and viscosity to be 2.84 poise at an operating temperature of 1798K. For 22% Al2O3, the liquidus temperature is reported to be 1623 K and viscosity to be 2.83 poise at 1798K. The liquidus temperature and viscosity of the slag are lowered when the MgO concentration in the slag is raised to 14% while the Al2O3 content is maintained at 18.25%. On increasing the MgO concentration beyond a value of 14%, the liquidus temperature of the slag system increases. The Blast furnace (BF) can be operated with 22% Al2O3 slag without the use of an external fluidizer if the slag basicity is kept at 1.0 and the MgO content is kept at 12.5% [102]. For slag composition no.5 in Table 5, viscosity was determined to be in the range of 0.65–0.70 Pa.s for 8% MgO and 0.25–0.30 Pa.s for 10% MgO. Viscosity can be lowered by increasing the MgO concentration up to 10% at 1698 K for high alumina slag. When 15% Al2O3 is used, the viscosity decreases faster than when 18% Al2O3 is used. When the slag composition reaches 10% MgO and 12% Al2O3, which means that MgO serves to improve the slag viscosity while the increase in Al2O3 concentration decreases the viscosity, this is an uncommon situation [97]. The MgO and TiO2 concentrations of the BF slag are both involved in affecting the slag's characteristic temperatures. A proper percentage of these two in the form of additives or burden adjustment can help in optimizing the required properties [21].
Influence of CaO/SiO2 ratio on high alumina slag
Influence of TiO2 on high alumina slag
Figure 10 shows the dependence of viscosity on TiO2 content for different temperatures. For composition no.1 of Table 7, at an operating temperature of 1773K–1823K, the slag viscosity was reported to be 5.40 dPa.s at 1% TiO2 and it decreased to a value of 3.81 dPa.s at 5% TiO2. The viscosity of the slag reduced as the TiO2 level (1–5 weight %) increased. The modest TiO2 level in high alumina BF slag continues to be helpful in lowering the Arrhenius viscous activation energy. The critical point for viscosity is at a composition of 5% TiO2. Above this point, there is no trend in viscosity [107]. Influence of TiO2 on slag Viscosity [109].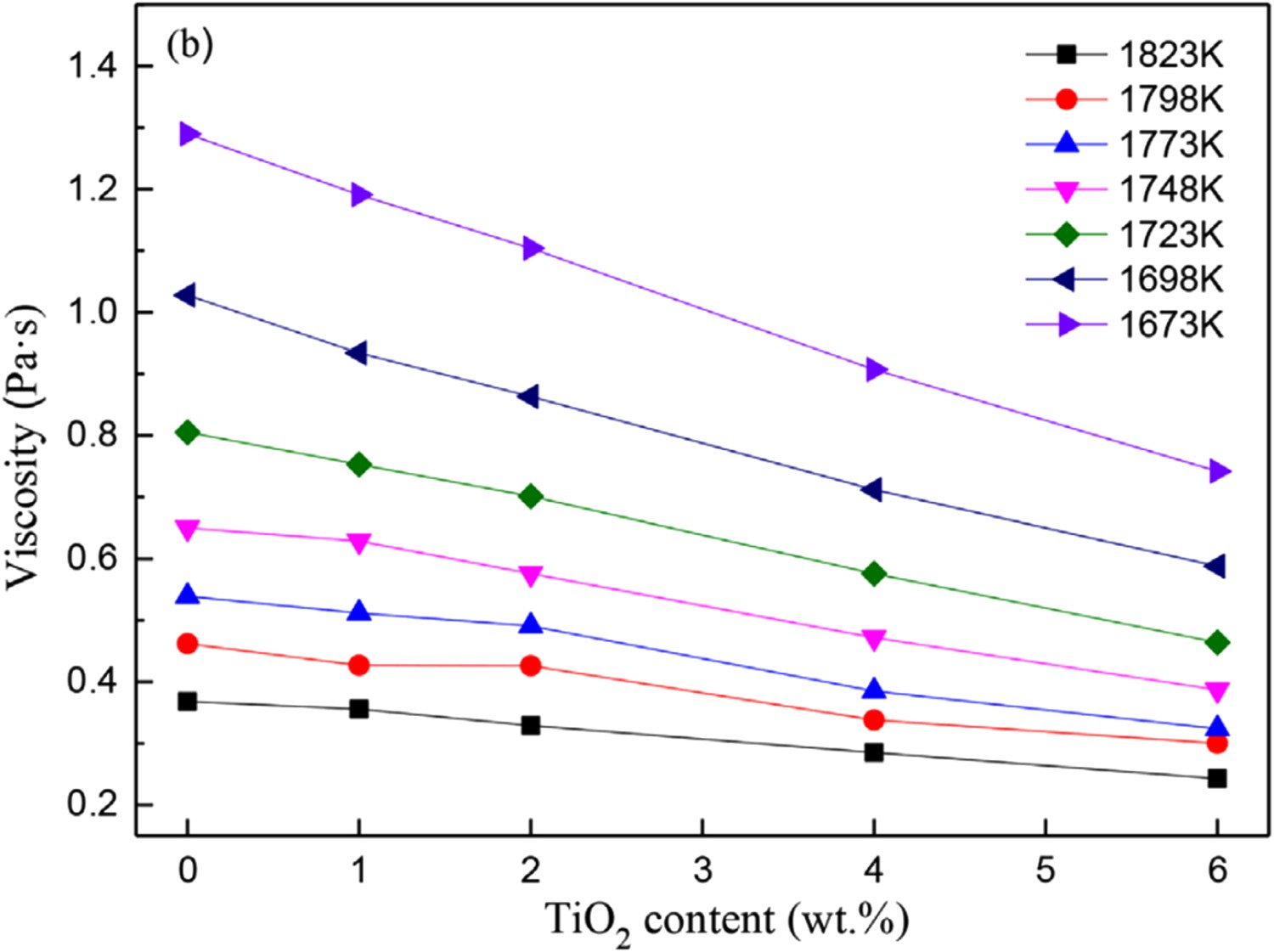
In another study done with composition no.2, at an operating temperature of 1723K and with a TiO2 content of 6%, slag viscosity was observed to be 0.50 Pa.s. At 6% TiO2, the activation energy for the viscous flow of the slag was found to be 183 kJ/mol, while the critical temperature was reported to be 1620 K. The slag viscosity decreased with an optimum TiO2 composition of 6% by weight which brought down the viscosity from 0.8 Pa.s at 1723K (with 0% TiO2) to approximately 0.5 Pa.s with 6% TiO2. The activation energy and slag critical temperature could be brought down using the composition of 6% TiO2 [109]. Slag viscosity can be decreased by increasing the Al2O3 content from 15% to 18% along with a continuous addition of TiO2 from 0 to 6%. Weak Si–O–Al linkages become increasingly prevalent when Al2O3 exceeds 15%, resulting in a drop in viscosity. Al2O3 with 18% concentration by weight and 6% TiO2 is one of the compositions to achieve the lowest critical temperature (CT) and minimum viscosity in case of high alumina and TiO2 bearing slags [97]. For composition no.4 of Table 7, the value of viscosity was estimated to be in the range of 0.6–0.8 Pa.s at a temperature of 1750K. Slag viscosity reduced as the basicity increased. TiO2 has no great influence on viscosity at low levels of basicity (e.g. 0.5), whereas viscosity reduces with TiO2 addition at higher levels of basicity (0.8).
Influence of MgO/Al2O3 (M/A) ratio on adjustment on high alumina slag
The viscosity variation with MgO/Al2O3 ratio at different temperatures is depicted in Figure 11. For composition no.1 of Table 8, the slag melting temperature was reported to be 1599 K and the slag critical viscosity was reported to be 1.61 Pa.s. For MgO/Al2O3 < 0.8, with increasing MgO/Al2O3 ratio, slag viscosity and melting temperature showed a decreasing trend. However, MgO/Al2O3 = 0.8 is the inflection point above which melting temperature and viscosity increase with increasing MgO/Al2O3 ratio. Slag with MgO/Al2O3 = 0.78 has the lowest melting temperature [82]. For Al2O3 = 18.93% and MgO/Al2O3 = 0.4, the viscosity is estimated to be 0.39 Pa.s. There is no constraint on the MgO/Al2O3 ratio if Al2O3 concentration is less than 14 weight %, and the amount of MgO in slag may be estimated based on hearth temperature and desulphurization. When the Al2O3 level is between 15 and 17 weight %, the appropriate MgO/Al2O3 ratio is 0.40–0.50. When the Al2O3 concentration is between 18 and 20% by weight, the appropriate MgO/Al2O3 ratio is 0.45–0.55 [93]. Influence of MgO/Al2O3 on slag critical viscosity and critical temperature [110].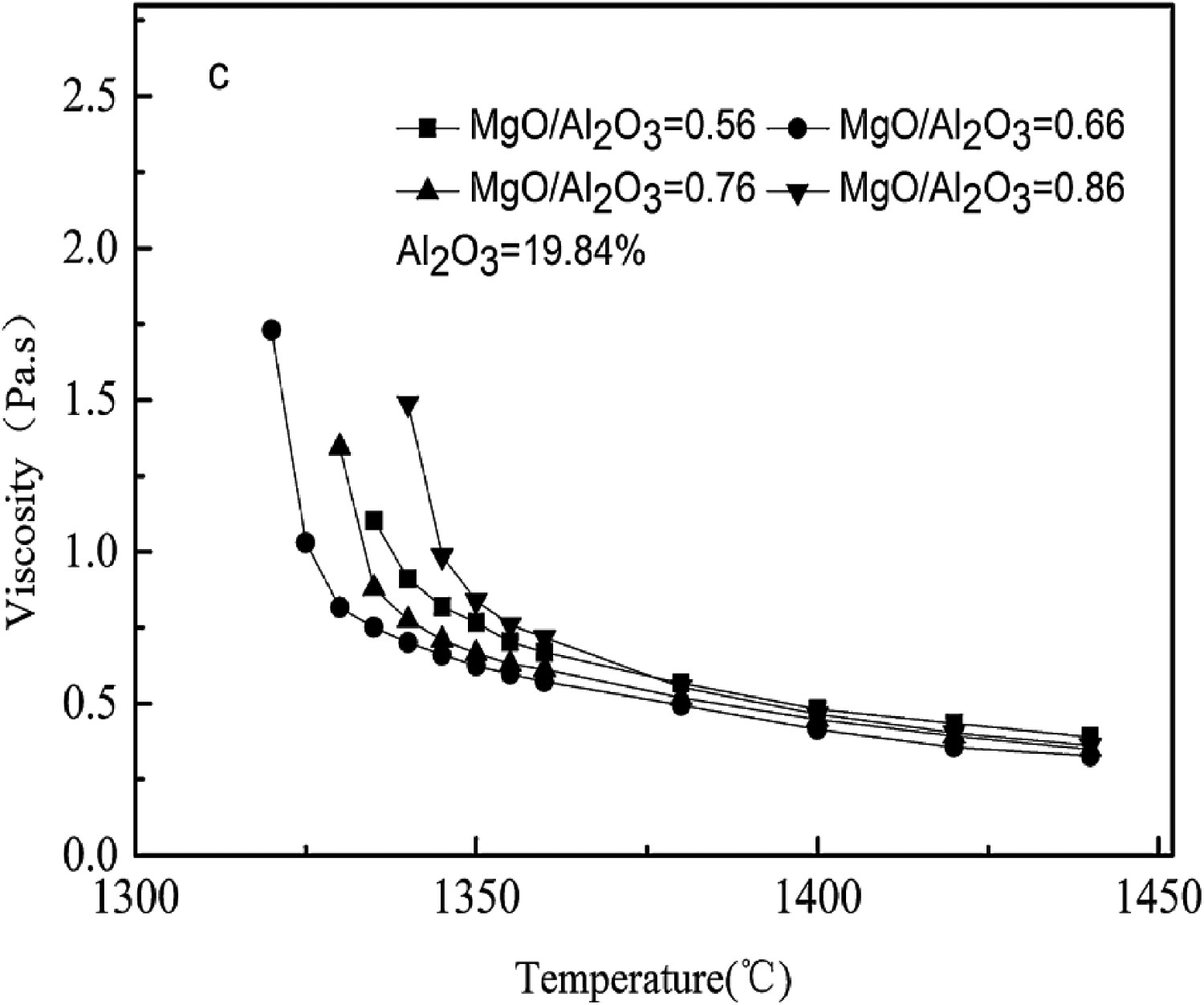
Influence of Al2O3/SiO2 ratio adjustment on high alumina slag
Mixed compositional adjustment on high alumina slag
Effect of additives
Operating the blast furnace with high alumina slag (Al2O3 > 15%) comes with several challenges including the need to cope with high viscosity, melting temperature, etc. In addition to the compositional variation as discussed in section 8, certain additives can be used to influence and optimize the target properties of the slag. The following additives with their respective structure–property correlation are described in detail.
Influence of TiO2
TiO2 acts as a network breaker for silicate and alumina slags which is the primary mechanism for reducing the viscosity of the blast furnace hearth slag. It has been observed that for 17% Al2O3, a combination of high temperature and higher concentration of TiO2 can help in achieving the low target viscosity of the slag [109]. At a temperature of 1748K and TiO2 = 5%, the viscosity of the slag system (Al2O3 = 17%, MgO = 10%, CaO/SiO2 = 0.8) is approximately 0.3 Pa.s which reduces to 0.25 Pa.s on increasing the temperature to 1773K. Similarly, on increasing the TiO2 level to 10%, the viscosity dropped to a value of 0.27 at 1748K and 0.24 at 1773K. On increasing the TiO2 level from 0 to 6%, the Arrhenius activation energy of the slag, dropped from 209 to 183 kJ/mol respectively [116].
Influence of B2O3 on slags
B2O3 has a similar effect on reducing the viscosity of high alumina slag as that of TiO2. For a slag system (Al2O3 = 11.22–13.11%, MgO = 7.4–8.65%, CaO/SiO2 = 1.06), the addition of B2O3 from 0 to 4% has a more pronounced effect than the addition of TiO2 for reducing the viscosity of the slag [115]. Minor addition of B2O3 in form of chemical grade in slag can help in reducing the slag viscosity to slightly lower levels. On increasing the B2O3 level to 4% along with an increase in temperature of slag from 1423K to 1523 K, the viscosity of copper converter slag was reported to be lower than 0.5 Pa.s [41].
Influence of MnO
MnO is an additive that can be added in powder form to reduce the viscosity and activation energy of the slag. It has been observed that at 0% MnO, for a slag system (Al2O3 = 22.8%, MgO = 8.6%, CaO/SiO2 = 1.01 and Cr2O3 = 1%), the slag viscosity was around 1 Pa.s at 1700K. At the same temperature, adding up to 3% MnO reduced the slag viscosity to 0.5 Pa.s. The activation energy also dropped from 217 to 186 kJ/mol on increasing the MnO level from 0% to 3% at 1700K [41].
Influence of CaF2 (Fluorspar)
Traces of additives in powder or chemical agglomerate form can be used to do small modifications in viscosity and other properties of slag. Additives like CaF2 can be used in combination with the primary additives to further decrease the viscosity, liquidus temperature and activation energy of the slag. The viscosity of the slag system (Al2O3 = 25%, MgO = 2%, [CaO + MgO]/[SiO2 + Al2O3] = 0.66) was reported to be 0.6 Pa.s at a temperature of 1750K with no CaF2 addition. Increasing the CaF2 level to 3%, decreased the viscosity of the system to 0.5 Pa.s. [90]. CaF2 is also reported to have reduced the viscosity and optimized the properties of Ruhrstahl Heraeus (RH) refining slag in the secondary steel-making process. However, the use of CaF2 is reduced because of the more critical environmental hazards as compared to the technical requirements.
Influence of Na2O and BaO
For the slag system (Al2O3 = 9%, CaO = 38.67%, SiO2 = 36.83%, MgO = 8.0%, BaO = 2.5%), viscosity was reported to be in range of 0.6–0.7 Pa.s at a temperature range of 1680–1700K with no Na2O addition. On increasing the Na2O concentration to 5% in the same temperature range, the slag viscosity dropped to 0.4 Pa.s [77]. This indicates that the addition of Na2O in powder form can help in decreasing the slag viscosity and optimize other properties. The presence of BaO first increases the viscosity owing to Ba2+ ions forming the network. Further addition of BaO decreases the viscosity as SiO2 content decreases as a result of excess O2- ions.
Conclusion
The blast furnace slag is key to the overall productivity of the system and the composition of slag determines important properties like viscosity, activation energy and liquidus temperature. The presence of high alumina makes the slag viscous and hence difficult to tap. Adjusting the composition according to the system of interest can ensure easy operation for which increasing the C/S ratio, %MgO, and adjusting the A/S ratio are some of the techniques. The CaO–MgO–Al2O3–SiO2 quaternary slag systems were analysed along with minor constituents like FeO, MnO, B2O3, etc. In addition, the influence of minor constituents on the viscosity-temperature relationship was also studied in this paper with the help of graphs plotted from viscosity measurements done in the literature. A comprehensive solution set is provided according to different slag systems which can be incorporated into the blast furnace operation supported by experimental validation.