
Abstract
Insights into the kinetics occurring during the combined blown (top and bottom blowing) oxygen steelmaking process, particularly at the impact and emulsion zones within separate reactors, can provide a deeper understanding of the refining mechanism in steelmaking. A dynamic model has been developed that can predict the contributions of various refining processes such as decarburization, desiliconization, demanganization, and dephosphorization. The model considers gas–metal interactions at the impact zone and slag–metal–gas interactions at the emulsion zone in an oxygen steelmaking converter. The model includes sub-models for lime dissolution and heat loss calculation. FactSage™ software and its macro programming facility were employed to integrate thermochemical and kinetic information into the model. The model predicts the temperature, composition, and volume of several phases involved in the process. The model predictions transient metal and slag compositions and metal bath temperature, were found to be consistent with the plant data.
Introduction
The basic oxygen steelmaking (BOF) process is the primary steel production method worldwide, contributing to over 60% of global steel production. However, this process is highly complex. It involves the dynamic interaction of atoms, ions, and molecules at the interfaces of slag-metal, gas–metal, and slag–gas at high temperatures, with simultaneous heat and mass transfer. The refining process occurs over a short period of 15–20 min, making it highly dependent on the operator’s cognitive abilities and expertise. To improve the refining process, it is crucial to understand the refining phenomena occurring in the metal bath, hotspot, and emulsion zones. However, accurately determining the essential system parameters through experimentation is challenging. Therefore, mathematical modelling has become a preferred method for comprehending the system’s challenging nature and optimizing operating parameters [1,2]. Efficient refining in the BOF process depends on the early removal of oxidation products such as phosphorus and silicon during the blowing stage. Flux addition plays a crucial role in removing these impurities from the hot liquid metal. Therefore, understanding the flux dissolution stage’s full utilization is of utmost importance for comprehending the movement of slag-metal reactions in the BOF process.
Several researchers [3–8] have reported the procedure of flux addition into a slag bath at elevated temperatures. However, these investigations were conducted on a laboratory scale with restricted experimental conditions, such as controlled stirring intensity, predetermined compositions, and fixed temperatures of the molten slag. Although these studies yielded qualitative insights into the dissolution of flux, predicting the characteristics of flux dissolution under actual plant operating conditions is a challenging task.
Shukla et al. [9] incorporated the kinetics of scrap dissolution in their model and compared the results with the equilibrium, demonstrating that mixing is the primary factor that determines the reaction course at any given moment in the process. They distributed oxygen in the system based on the Gibbs free energy changes for specific element oxidation. However, the total Gibbs free energy of the system should minimize the multicomponent system to reach equilibrium, so oxygen should be allocated in a way that minimizes the total free energy change associated with all oxidation reactions. Sarkar et al. [10] showed that the refining reaction occurs in the emulsion zone followed by the impact zone by considering three interconnecting tanks as reactors. However, the silicon and manganese predictions in their model do not agree well with the predictions made by Cicutti et al. [11,12], and Kruskopf and Visuri [13] developed a mathematical model based on Gibbs free energy minimization and reported the decarburization behaviour. However, they considered a single reaction zone and were unable to accurately predict desiliconization. Knoop et al. [14] reported that FeO reduces carbon in the emulsion zone using a slag-droplet model, and FeO forms in the impact zone with reactive jet oxygen.
Biswas et al. [15] found that the decarburization, desiliconization, and demanganization phenomena were consistent with experimental data. However, the authors did not explain the refining contributions from different reaction zones, such as the impact and emulsion zones. Miguel et al. [16] numerically solved the decarburization process and compared it with industrial data by considering the oxygen flow rate, lance height, number of nozzles, and nozzle diameter. However, they only considered a single reactor. Deo and Boom [17] introduced the dephosphorization and reversion of phosphorus behaviour in the emulsion zone of the basic oxygen steelmaking process, as well as the effects of basicity and early blowing of silicon and manganese oxidation on dephosphorization. However, the overall refinement from various reaction zones, such as the impact and emulsion zones, is unclear. Kadrolkar and Dogan [18] presented their model by considering the effect of oxygen jets and bottom-stirring gas in the refining reaction at both the impact and slag-metal bulk zones of the basic oxygen steelmaking process. They predicted that the major refining contribution occurred in the slag-metal emulsion zone, and the top-blown oxygen jet had an insignificant effect on the metal surface in the impact zone. Silicon, manganese, iron, and phosphorus oxidation, as well as lime and dolomite dissolution, significantly contributed to slag formation. Silicon and manganese were oxidized at the initial start of the blow due to thermodynamic feasibility. Rout et al. [19,20] predicted the silicon and manganese oxidation rates in the impact zone by solving the first-order rate equation based on a three-zone model. Rout et al. [19] calculated the mass transfer coefficient presented by Kitamura et al. [21], which included the effect of stirring energy, the temperature of the hot metal, the FeO content in the slag, and the kinetics of refining. Lytvynyuk et al. [22] and Dogan et al. [23–26] developed a dynamic BOF model that can predict decarburization and scrap melting thermodynamics and kinetics behaviours of flux dissolution. Coley et al. [27–30] utilized the X-ray fluoroscopy technique to present the kinetics of decarburization and dephosphorization. Their model considered droplet growth and nucleation, as well as the behaviour of CO gas bubbles with droplets, and introduced metal, slag chemistry, and droplet formation rate.
The survival process models of the steelmaking converter can accurately forecast the end-blow parameters of the BOF process, such as temperature, duration of oxygen blowing, and the chemical compositions of slag and steel. However, determining the transient compositions of liquid steel and slag, which depend on multiple reactors, free energy minimization, and different kinetics reactions of the impact and emulsion zones, remains a challenge.
The present work aims to enhance the understanding of the impact and emulsion zones individual refining rates, such as decarburization, desiliconization, demanganization, and dephosphorization, based on the actual operational parameters of a BOF plant. This will be achieved by utilizing a FactSage™ macro program approach, which can provide theoretical insights into the refining process of basic oxygen steelmaking and introduce a useful tool for plant implementation.
Model formulation and process description
In this study, the basic oxygen steelmaking process approach based on multiple reactors was utilized, and four adiabatic reactors were interconnected through circulation and recirculation streams to describe the various zones of the process. The Mixture and Equilib module of FactSage™ was employed to create a solution of metals, slags, or gases, which was added as a reactant for the following equilibrium calculation, and the heat and mass of the solution(s) were conserved in the stream. The bottom and top portions of the converter were denoted by metal bulk bath (reactor 1) and slag bulk bath (reactor 2), respectively, and the hotspot zone, or reactor 3, was the surface of the metal bath where carbon, silicon, manganese, and phosphorus oxidation occurred due to the supersonic oxygen jet from the lance. The remaining part of the converter was assumed to be reactor 4, which contained the emulsion zone and refining of the same elements. The metal and slag phases flowed from the reaction zone and returned to their respective bulk phases, and the metal, slag, and gas phases were transported separately as streams. The FToxid, FTmisc, and FactPS databases were employed for calculations in various reactors involving their inputs. Refining phenomena were predicted using FactSage™ and its macro facility (version 7.3). Figure 1 illustrates the basic oxygen steelmaking process approach based on multiple reactors. Flow sheet of the basic oxygen steelmaking process with various zones.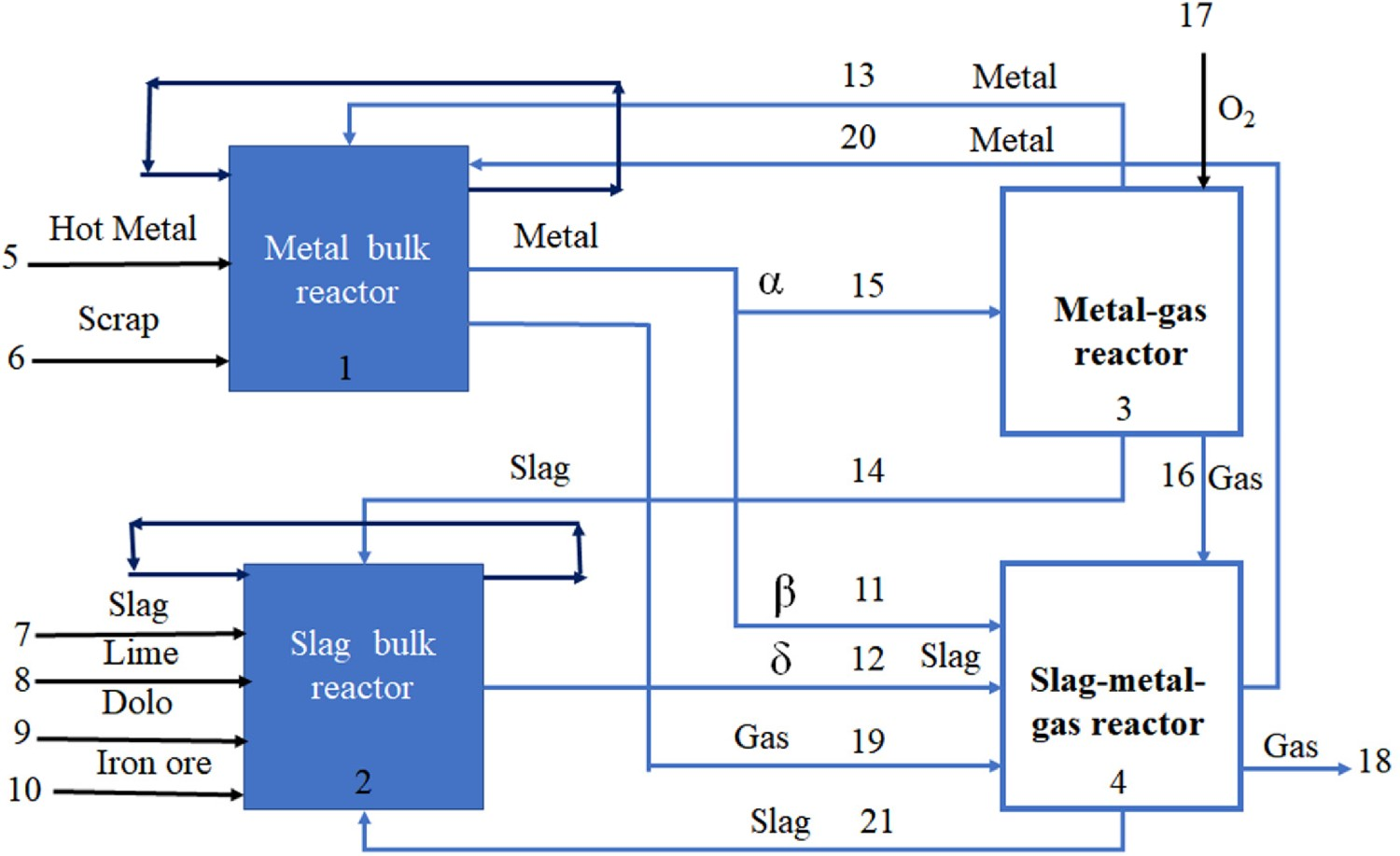
The metal bulk bath (reactor 1) contained hot metal and scrap (streams 5 and 6), while the slag bulk bath (reactor 2) contained slag (stream 7), lime (stream 8), dolomite (stream 9), and iron ores (stream 10). The oxygen jet (stream 17) was supplied to reactor 3 to oxidize C, Si, Mn, and P in liquid steel. The metal–gas reactor was supplemented with the movement stream from the metal bulk bath (stream 15), and the departing liquid metal (stream 13) and liquid slag (stream 14) were recirculated back to the metal and slag bulk baths, respectively. The metal–slag–gas reactor was supplied with the stream from the metal bath (stream 11) and the stream from the slag bulk bath (stream 12), and the outgoing liquid metal (stream 20) and liquid slag (stream 21) were recirculated back to the metal and slag bulk baths. The CO and CO2 gases produced in reactor 3 were moved to reactor 4 as the reducing gas, while the outgoing gas (stream 18) escaped from the vessel as the top gas.
The following reactions were considered for the model figuration.















Methods and material
During the BOF blowing process, samples of slag and metal were obtained at various times. The temperature of the metal bath was measured using a thermocouple immediately before sampling. Only one sample was collected per heat, and at least four samples were taken for each sampling point. The compositions of the samples were determined using standard analytical methods (spectrometer) after cutting, grinding, and polishing. Mass-balance calculations were performed to determine the evolution of slag weight based on the estimated silicon and manganese contents in the metal and slag during blowing. Appendix 1 for details on the calculation of actual slag weight.
The decarburization is calculated as follows: 








Desiliconization, demanganization, and dephosphorization were calculated similar approach to decarburization.
Where the time step is denoted by i and i = 1 to 20.
Metal flow (α or stream 15) calculation
The mass transfer effect on the impact and emulsion zones is elucidated as a fraction of reacting phases at each time step. Fractions of liquid metal or slag are considered mass transfer coefficients. These coefficients are dependent on the operating parameters of the system, such as the lance height, cavity depth, cavity diameter, and bottom-stirring gas flow rate. The total energy of the system is denoted as (










* is the designation of the non-dimensional quantity, such as 


The metal circulation rate, denoted as α or stream 15, is 18,700 kg min−1. The fractions of metal going to the hotspot and emulsion reacts are denoted as α and β, respectively, while δ represents the fraction of slag moving to the emulsion reactor. The composition and temperature of the metals going to the hotspot and emulsion reactors are the same, but the flow rate differs.
By decreasing the lance height, the cavity depth (

Details calculation of 
where Q = bottom-stirring gas flow rate, m3 s−1; 













Flux dissolution mechanism
In this study, lime dissolution depends CaO diffusion through a boundary layer. The boundary layer is limited by FeO content in slag [36]. Matsushima et al. [37] reported lime dissolution to depend on the thickness of 2CaO.SiO2 layers and FeO content in slag.
Lime and dolomite dissolution rates are calculated by Equations (26)–(30), shown in Appendix 3.


Model assumptions
In this study, the heat losses for various components of heat going in and coming out of the converters were computed to maintain thermal heat balances. The calculated heat losses due to chemical reactions during the process were found to be 32588 MJ. To achieve thermal equilibrium, a heat of 1629.4 MJ min−1 was used in the model. The heat loss calculation is provided in Appendix 4. Scrap dissolution occurs linearly with blowing time during the converter process. The iron ore was charged in the first 2 min of blowing and was completely dissolved within this time frame. The beginning particle diameter of lime and dolomite particles were the same for all the additions at various time steps. It was assumed that the retained slag weight of 3 tons would yield reasonable results during the first minute of blowing in the converter process. The slag composition of the retained slag is equivalent to the end-blowing slag sample composition of the previous heat.
Results
Based on the input data from Table 1 and the charging sequence provided in Table 2, the results of calculations were generated using FactSage™ and its micro-program facility. These calculated results were then tabulated in Figures 2–7. Notably, the calculated results were found to agree with the actual plant trial data (160-ton BOF converter). Plant trial data are shown as actual. (a) Comparison of decarburization (a), desiliconization (b), demanganization (c), and dephosphorization (d) with plant data as a function of blowing times, respectively. (a) Comparison of overall decarburization as well as decarburization in hotspot, and emulsion reaction zones, (b) comparison of overall desiliconization as well as desiliconization in hot spot and emulsion reaction zones, (c) comparison of overall demanganization as well as demanganization in hotspot and emulsion reaction zones, and (d) comparison of overall dephosphorization as well as dephosphorization in hot spot and emulsion reaction zones as a function of blowing time, respectively. Slag composition variation (wt-%) of SiO2 (blue), CaO (red), (c) FeO (magenta), MnO (black), and P2O5 (green) with plant data as a function of blowing time. Temperature variations of liquid steel or reactor 1 (blue), slag or reactor 2 (red), impact zones or reactor 3 (magenta), emulsion zone, or reactor 4 (green), and actual bath as a function of blowing time. Comparison of slag weight between model prediction and plant data with blowing time (min). Variation of dissolved lime (green) and dolomite (blue) with blowing time. Input details of the basic oxygen steelmaking*. (*) plant data (JSW, India) Charging trajectory (LM, scrap, flux, and oxygen)*. (*) Sequence adjusted as per actual plant observations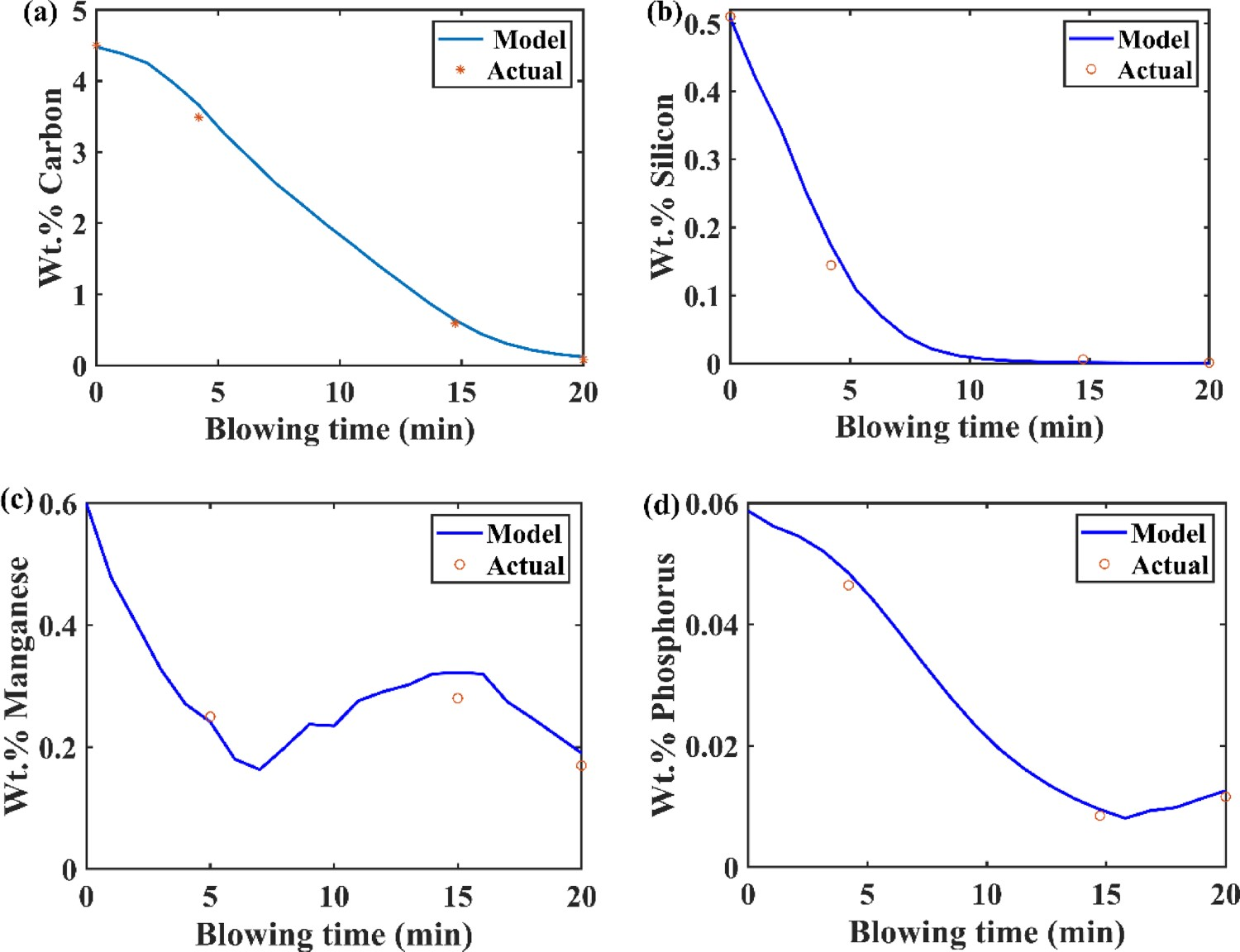
The transient compositions of carbon (a), silicon (b), manganese (c), and phosphorus (d) during the converter process were compared with predictions and plant trial data, as shown in Figure 2. The predicted removal of carbon, silicon, manganese, and phosphorus was found to be consistent with the plant trial data. The decarburization rate in the first 5 min of blowing was observed to be 0.164 tons min−1, as demonstrated in Figure 2(a). During this period, almost all the oxygen was consumed for silicon and manganese oxidation, resulting in a low decarburization rate. From 6 to 16 min of blowing, the overall decarburization rate increased from 0.164 to 0.305 tons min−1 as the silicon and manganese contents of the metal bath decreased, and almost all of the oxygen was consumed for iron and carbon oxidation. However, at around 17–20 min, when the carbon concentration dwindled below 0.3%, the decarburization rate dropped to 0.045 tons min−1, as there was less carbon available to react with the supplied O2. At this stage, the rate was controlled by the mass transport of carbon, and most of the O2 reacted with iron to form FeO, resulting in an increase in wt-% FeO. Figure 2(c) shows that some reversion of manganese occurs during the 5–15 min of the blowing period due to the lower FeO content (∼10%) in the slag, as indicated by the slag composition in Figure 4. Figure 2(d) captures the reversion of phosphorus that occurs during the end-blowing (16–20 min) period.
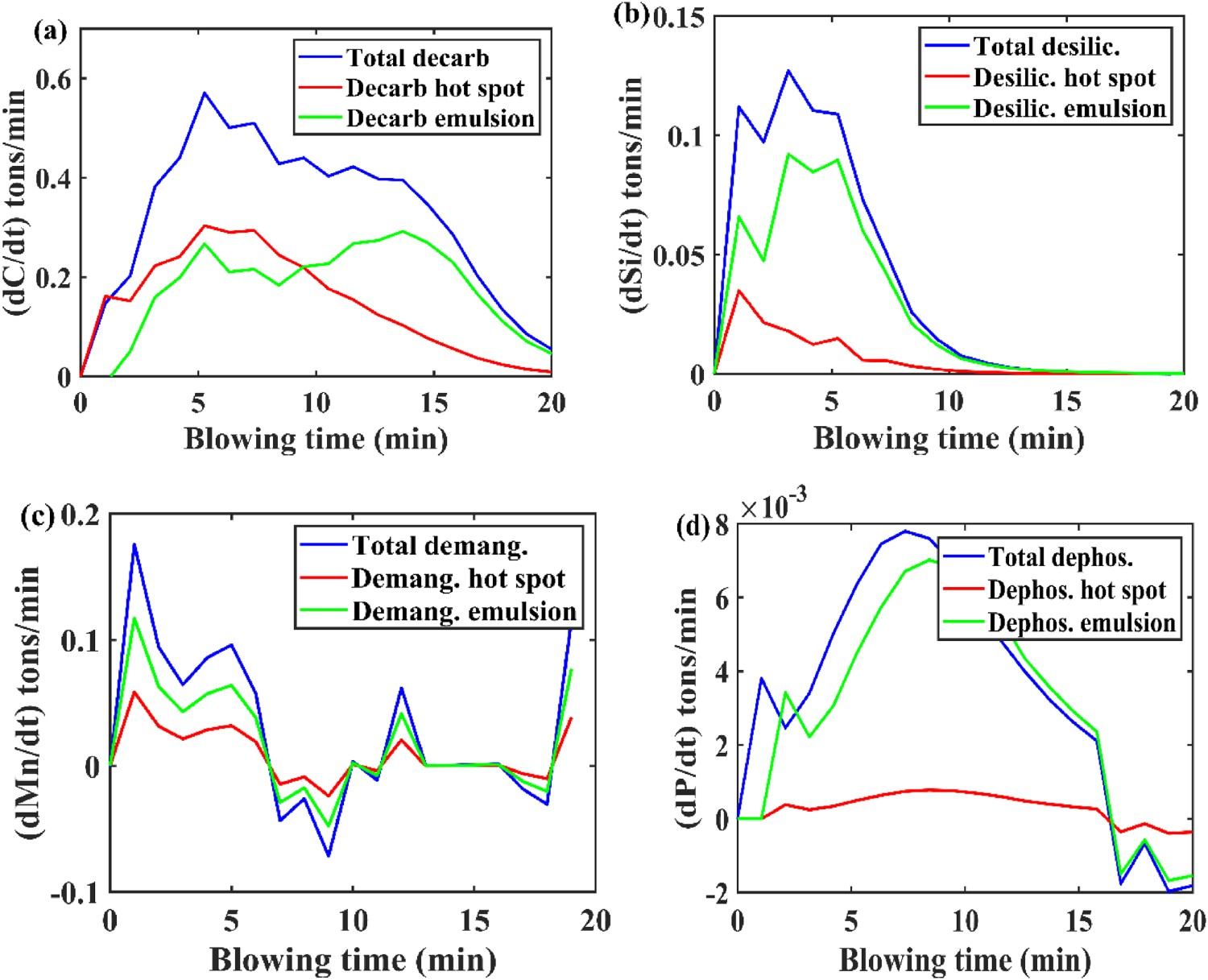
Figure 3 shows the overall rates of decarburization, desiliconization, demanganization, and dephosphorization, as well as their rates in the hot spot zones and emulsion reaction zones. In Figure 3(a), it is demonstrated that the decarburization rate dominates in the hot spot zone during the first 8 min of the blowing. However, after 8 min, the decarburization rate decreases in the hot spot zones and increases in the emulsion zones, progressing towards the end of the blowing. Figure 3(b,d) reveal that desiliconization and dephosphorization primarily occur in the emulsion zone, with some occurring in the impact zone. The silicon and manganese removal rates are high during the first 1–7 min of the blowing period, as shown in Figure 3(b,c). Additionally, Figure 3(c). indicates that 30% of demanganization occurs in the hot spot zone.
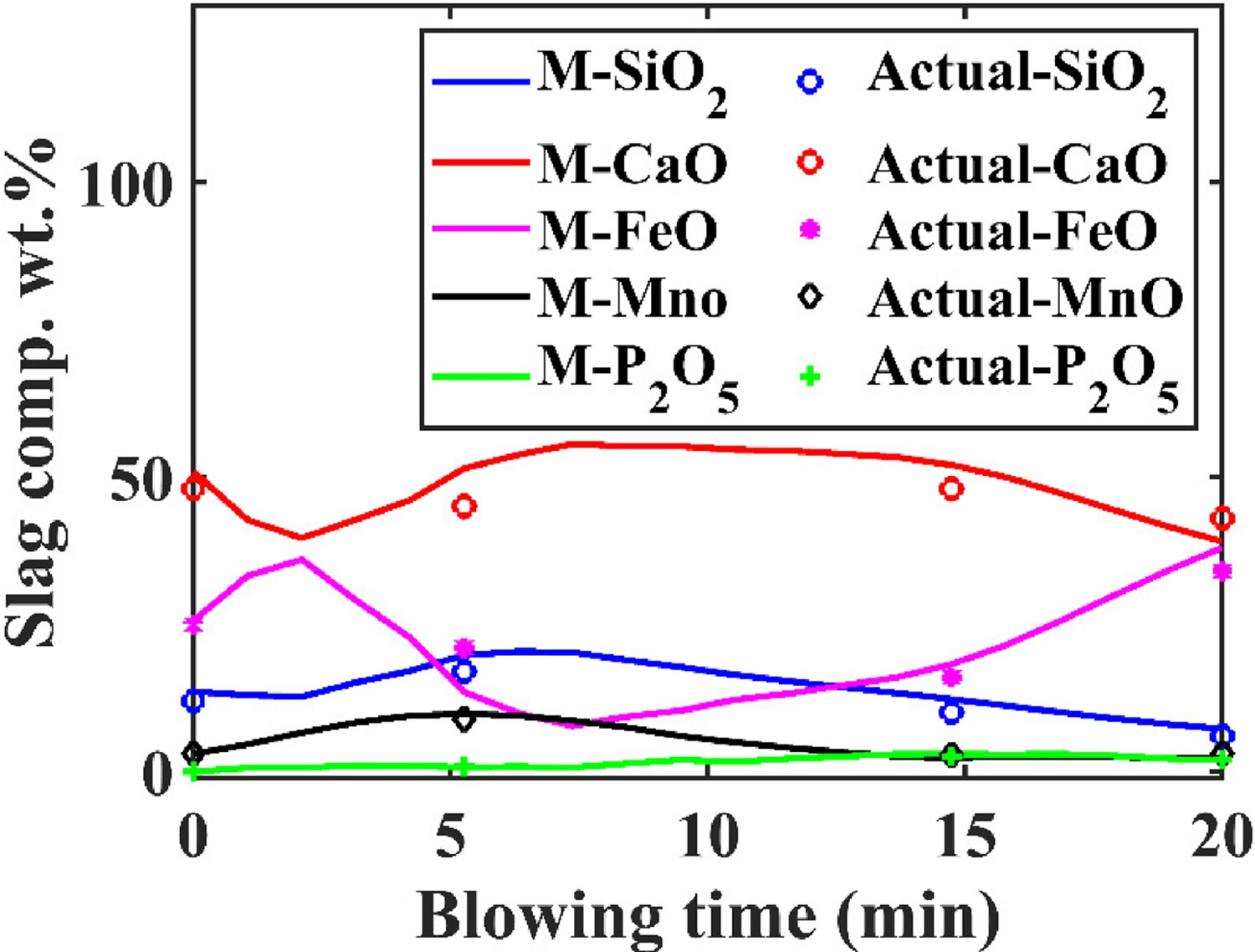
Figure 4 compares the compositions of slag obtained from model predictions and plant trial data as a function of blowing time. The model predictions demonstrated good agreement with the plant data, indicating a significant change in slag composition during the process. At the beginning of the blowing, the slag had a relatively high FeO content, which decreased during the first 2–8 min of the blowing. This decrease in FeO concentration was attributed to maintaining a higher lance height (2.2 m), which kept the FeO concentration higher (> 30%) during the initial 2 min of blowing. During the first 1–7 min of the blowing, the hot metal silicon was oxidized, and the scrap dissolved, resulting in a slight increase in SiO2 in the slag. The continuous addition of lime and dolomite led to a gradual increase in the CaO concentration of the slag during the first and middle stages of the blowing. Furthermore, it was revealed that as the wt-% CaO concentration increased, the wt-% FeO decreased. Additionally, the wt-% of MnO increased during the 1–8 min blowing period, while the wt-% of MnO and P2O5 decreased towards the end of the blowing period.
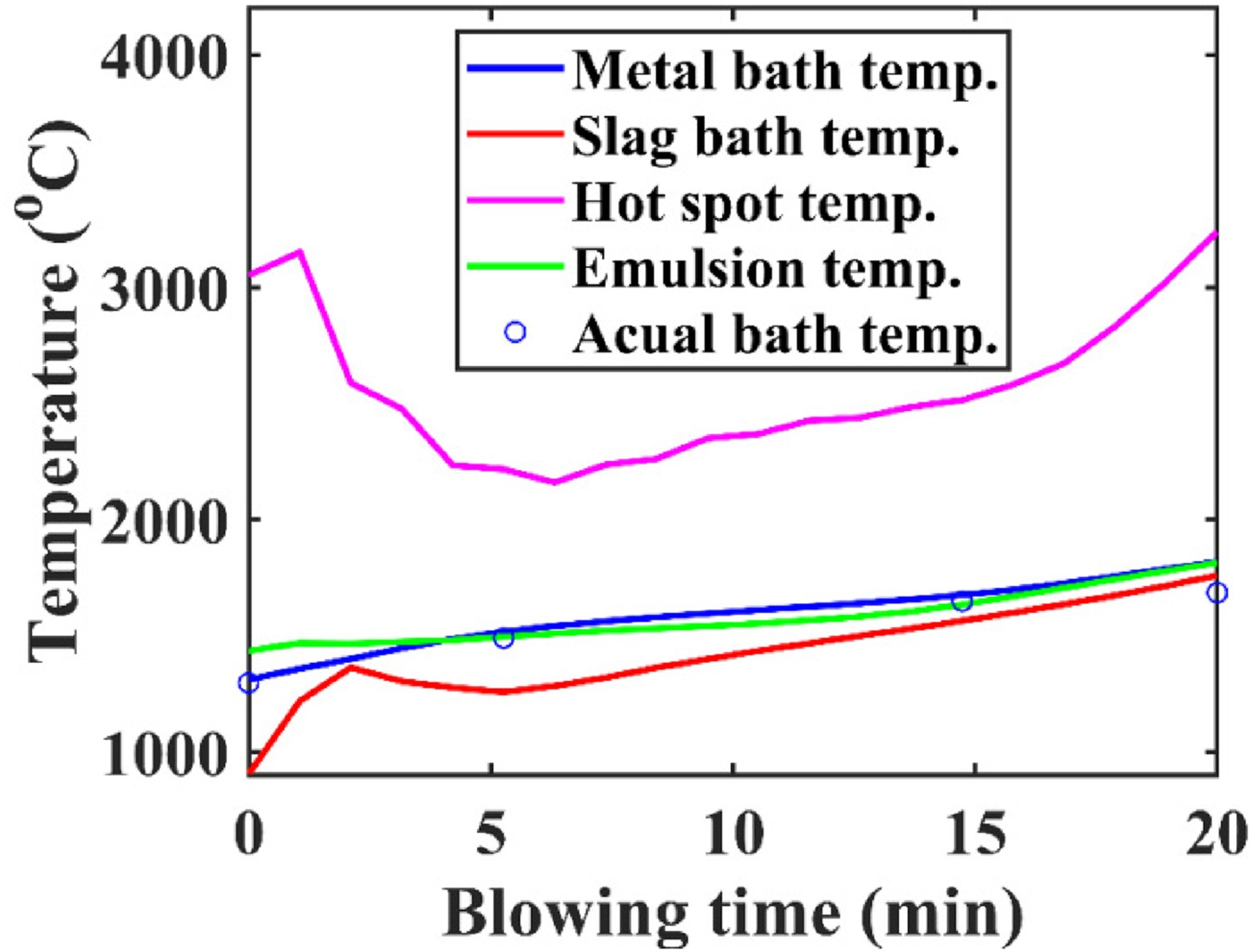
Figure 5 displays the temperature variations in reactors 1, 2, 3, and 4 as a function of blowing time. The model-predicted metal bath (reactor 1) temperature was found to be in good agreement with the plant trial data. In reactor 1, the temperature ranged from 1312°C to 1758°C, while in reactor 2, it varied from 910°C to 1724°C. Reactor 3 exhibited the highest temperature range of 2200°C to 3000°C, whereas in reactor 4, the temperature varied from 1400°C to 1790°C. The high temperature difference between the metal bath and the hot spot zone can be attributed to the exothermic reactions of carbon and iron oxidation. This phenomenon results in a significant amount of heat release, which causes the temperature in the hot spot zone to increase.
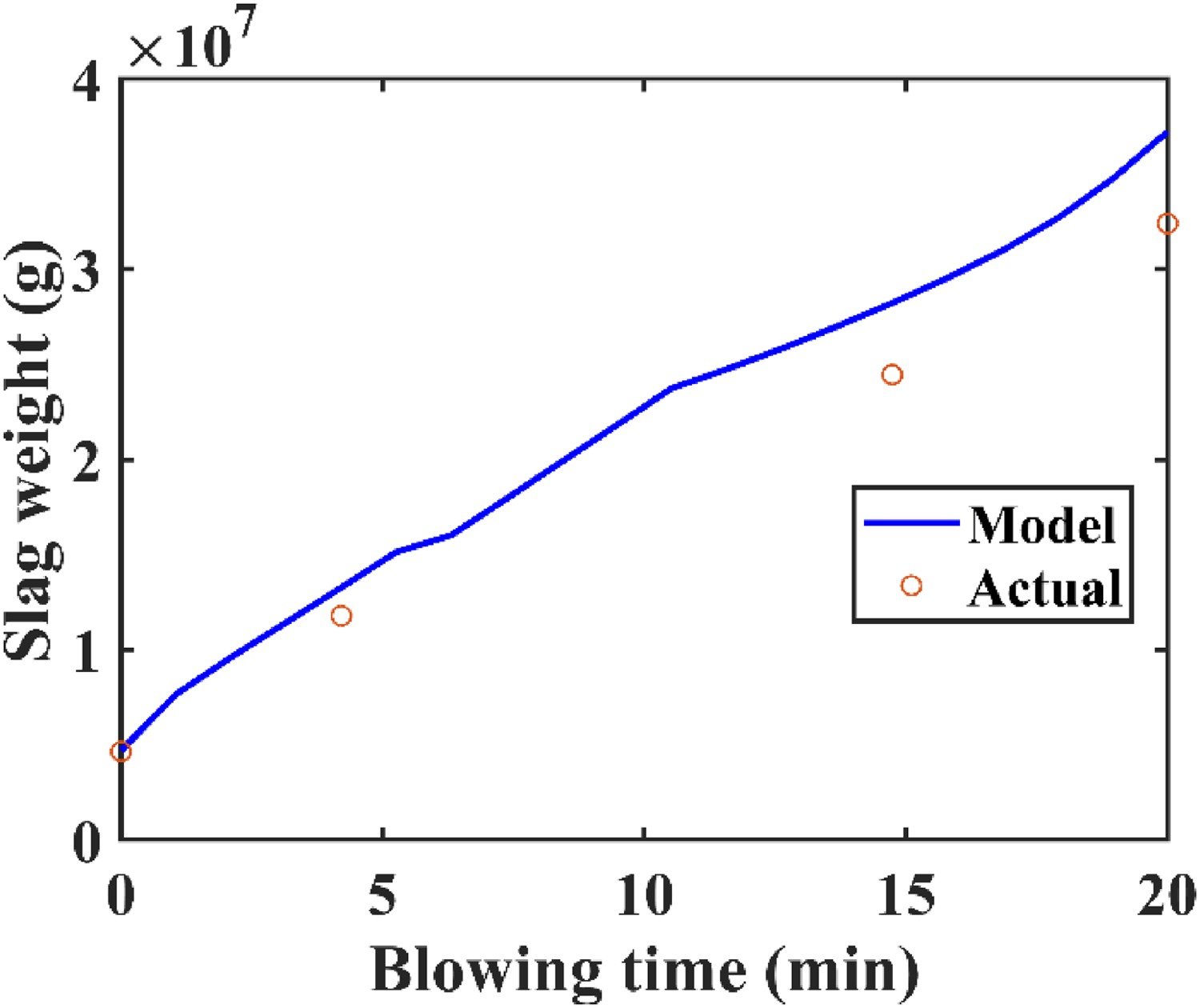
Figure 6 presents the liquid slag weights predicted by the model and observed during plant trials as a function of blowing time. During the initial 1–6 min of blowing, the slag weight increased due to the oxidation of Si, Mn, and lime additions. This phenomenon caused an escalation in the weight of the slag. In the subsequent 7–16 min of blowing, the slag weight linearly increased. Towards the end of the blowing, the carbon concentration decreased to less than 0.3 wt-%, and the oxygen was utilized to form FeO, leading to an increase in the FeO concentration in the slag. This increase in FeO concentration in the slag caused an increase in the total slag weight.
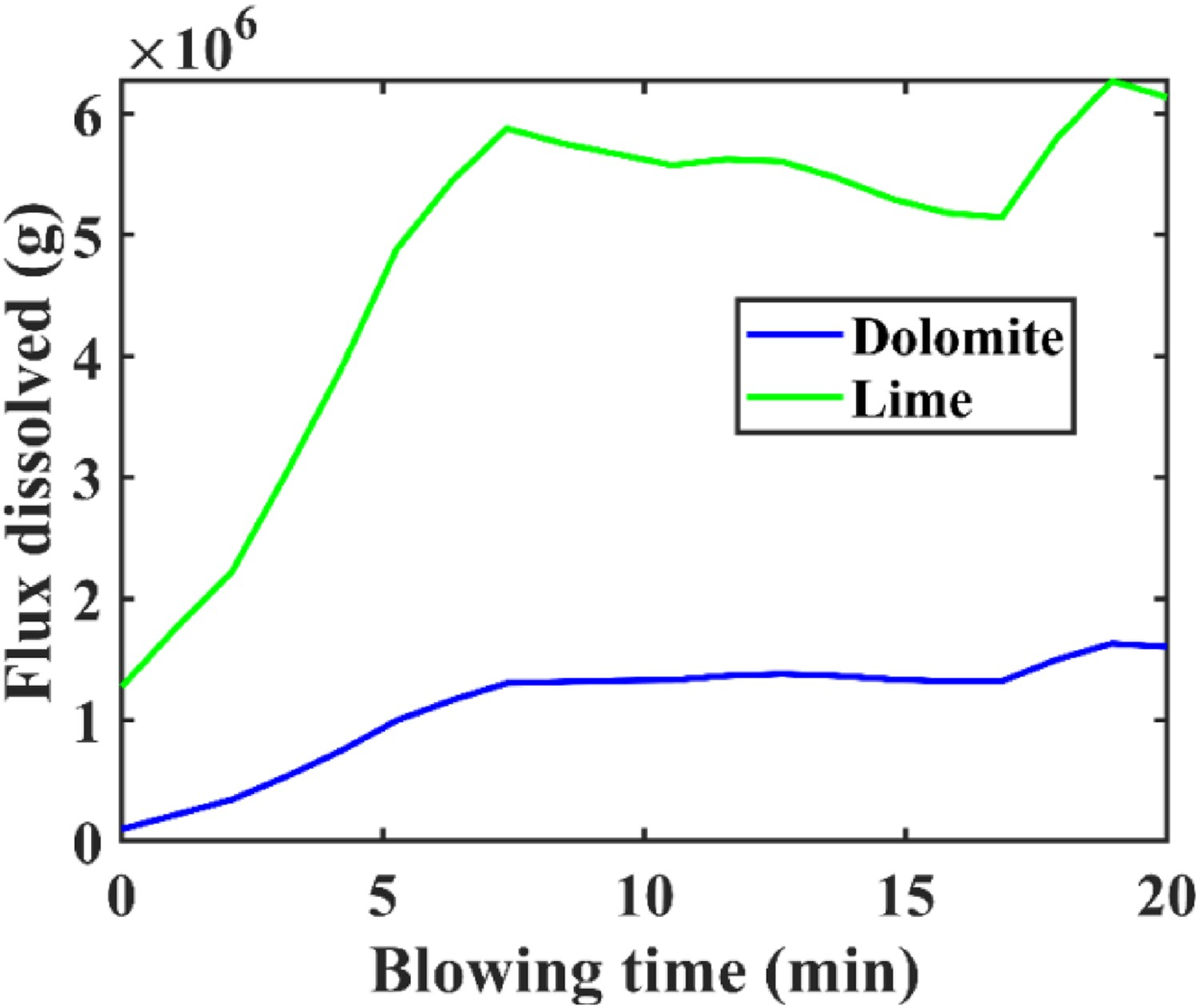
Figure 7 displays the model predictions of lime and dolomite dissolution during the blowing process as a function of time. It revealed that 6.2 tons of lime and 1.6 tons of dolomite were dissolved at the end of the process, while almost 1.8 tons of lime and 0.4 tons of dolomite remained undissolved in the slag phase. The lime particle diameter of 0.03 m was found to influence the dissolution rate, which, in turn, depended on the FeO and SiO2 contents and slag temperature. During the initial 1–4 min of blowing, the FeO wt-% was above 30%, increasing the lime dissolution rate, even at a low slag temperature and high SiO2 content. As the process progressed, the FeO wt-% in slag decreased, reaching a minimum of 7 wt-% at 8 min of blowing. During the 7–17 min blowing period, the FeO wt-% remained below 22%, and the lime and dolomite dissolution rates were almost constant. Towards the end of the blowing period (18–20 min), the FeO wt-% increased above 32%, and the temperature rose above 1650°C, slightly increasing the dissolution rates of lime and dolomite.
Discussion
The values of alpha (α) and beta (β) represent the fractions of metal going to reactors 3 (metal–gas) and 4 (slag–metal–gas), respectively, at each time step with a constant oxygen flow rate. However, the α value changes depending on the lance height. During the initial 1–4 min of blowing, the silicon and manganese removal rates were significantly high due to favourable thermodynamic conditions, similar to that of real converters. As FeO is consumed (as seen in Equations (9)–(12 & 15)), the concentration of FeO in the slag decreases during the initial 2–8 min of the blowing period. Decarburization is mainly dominant in the impact zone during the first 1–3 min of blowing due to insufficient emulsion build-up. However, during the 4–12 min of blowing, decarburization is simultaneously dominant in both the impact and emulsion zones. This is observed in the low silicon and manganese content during the 4–12 min of blowing. Therefore, oxygen is mainly used for decarburization, and the FeO content in the slag above 11 wt-% during 8–12 min of blowing means a sufficient amount of emulsions build up. To increase oxygen reaction with iron due to carbon diminution in the bath, a lower lance height (1.6 m) is introduced towards the end (16–20 min) of the process. During this time, the decarburization rate decreases when carbon transfer becomes the rate-limiting step since the carbon content is less than 0.30 wt-%. However, maintaining a higher lance height (2.2 m) during the initial 1–4 min of blowing reduces the decarburization rate, and thus, the decarburization rate decreases during that period. During the middle blow time (5–12 min), oxygen activity decreased at the metal–slag interface due to the decreasing FeO content in the slag. This decreased oxygen activity increased the equilibrium Mn content. Furthermore, during 5–11 min of blowing, the demanganization rate was higher in the impact zone than in the emulsion zone. The temperature of the impact zone was always higher than 2200°C. Therefore, the combined effect of decreasing oxygen activity and high temperature causes some manganese reversion from the slag phases to the metal bath during the blowing (6–15 min). In addition, during the last blowing (17–20 min), with a higher FeO content (<25wt-%) and high temperature (>1650°C), some phosphorus reversion takes place. Increasing the temperature decreases the thermodynamic driving force for phosphorus removal by increasing ΔG°. The Gibbs free energy of the reaction is Δ
Conclusions
Using FactSage™ and its macro-fality, a dynamic model was used to describe the decarburization, desiliconization, demanganization, and dephosphorization processes at the hotspot and emulsion zones in the oxygen steelmaking process.
We draw the following conclusions from this investigation Model predictions of transient metal and slag composition and metal bath temperature are similar to plant data During the process, a significant change in the slag composition was observed as a function of blowing time. At the start of the process, the FeO content was high but decreased between 2–8 min. However, a subsequent increase in FeO content was observed during the middle and end of the blowing period. During the initial 1–7 min, hot metal silicon was oxidized, and scrap dissolved, leading to a slight increase in the SiO2 content in the slag. Additionally, the CaO content of the slag increased continuously during the first 1–8 min of blowing time due to the addition of lime. The decarburization reaction occurs in the impact zone at the initial blowing time (1–8 min) but later becomes dominant in the emulsion zone. However, desiliconization and dephosphorization reactions primarily occurred in the emulsion zone, while demanganization occurred simultaneously in both the emulsion (70%) and impact (30%) zones. The dissolution rates of lime and dolomite increased steadily during the first 1–5 min of blowing and remained almost constant during 6–15 min of blowing time. However, towards the end of the blowing period (16–20 min), the dissolution rates of lime and dolomite slightly increased due to the high FeO content (>32wt-%) and high temperature (>1650°C).
Footnotes
Acknowledgements
The authors would like to thank JSW Steel Ltd., Toranagallu, Bellary, India, for contributing the plant data to confirm the model results developed in this study.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Data availability statement
The data that support the findings of this study are available from the corresponding authors upon suitable request.
Nomenclature
| Notation | Description | Unit |
| Lime | Spherical shape | |
| Dolomite | Spherical shape | |
|
|
Density of slag | kg m−3 |
|
|
Density of lime | kg m−3 |
|
|
Density of dolomite | kg m−3 |
|
|
Number of limes particle | |
|
|
Number of dolomites particle | |
| k | Mass transfer coefficient | m min−1 |
|
|
Difference between maximum dissolved capacity (mass %) and content of CaO available in the slag phase. | |
|
|
Density of dolomite | kg m−3 |
| S | Surface area | m2 |
|
|
Lime dissolution rate | |
|
|
Dolomite dissolution rate | |
| Re | Reynolds number | |
| Sh | Sherwood number |