
Abstract
Effect of MgO content on wetting and corrosion behaviour of corundum substrate by CaO–SiO2–MgO (−15%Al2O3) molten slags was investigated at 1450°C via joint application of a sessile drop technique, SEM–EDS detection and FactSage thermodynamic software. All slags exhibit good wettability on the substrate, and the contact angle values are small. Increasing MgO content from 7% to 9% in CaO-SiO2-MgO slags can increase the contact angle between the droplet and the substrate, while the substrate dissolution thickness and the slag penetration depth tend to decrease. Increasing MgO content from 8% to 15% in CaO-SiO2-MgO-15% Al2O3 slags can also increase the contact angle, but significantly decrease the slag penetration depth. The indirect dissolution thickness increases instead due to the formation of a large amount of MgAl2O4 by the interface reaction. The wettability can give an indication of the slag penetration depth in the substrate but not the dissolution thickness of the substrate.
Introduction
Refractories are widely used in metallurgy, glass and other high-temperature industries. However, there are often complex interactions between molten slag and refractory during smelting process. Such interactions imply corrosion of refractory by molten slag. The interactions always speed up the refractory corrosion, and affect the quality of the smelting product. It is generally believed that the corrosion between molten slag and refractory mainly includes direct and indirect dissolution of refractory in molten slag and penetration of molten slag into refractory [1–7]. The corrosion is closely related to wetting phenomena [8, 9]. The wetting and corrosion between refractory and molten slags during smelting process is therefore an important issue in view of the costs of the refractories and contamination of the smelting product, which must be considered in the composition design for specific industrial vessel or equipment.
Alumina can be used as composite refractory or single refractory, which is widely serviced as refractory containers such as hot metal torpedo car or steel ladle in iron and steel making, refractory components such as tundish stopper and submerged entry nozzle (SEN) in continuous casting, and also as smelting furnace linings of aluminium and copper in nonferrous metallurgy. Many researches have been carried on the corrosion of alumina refractory by Al2O3 contained molten slags [1–5,7, 8,10–23]. The wettability between solid and liquid phases is usually characterized by contact angle, so the contact angle between alumina refractory and molten slag has also been studied [8,24–29]. In the past, most corrosion experiments were performed in the dipping, immersion, finger or crucible test, which could not link the refractory corrosion with the change of contact angle in one experiment. A refractory often has different corrosion behaviours in different slag systems. In order to further understand the wetting and corrosion of corundum substrate by molten slags under extreme conditions, in this work, CaO–SiO2–MgO slags with and without Al2O3 and corundum substrates were employed as the research objects. Combining application of a sessile drop technique and SEM-EDS detection, the effect of MgO content on the wetting and corrosion behaviour of corundum substrate by the molten slags at 1450°C was investigated by measuring the contact angle of molten slag on the substrate, the dissolution thickness of the substrate in the molten slag, and the slag penetration depth in the substrate. The association of the contact angle with the corrosion was analysed. The corrosion mechanisms of the corundum substrate by molten slags with different compositions were also discussed.
Experimental
Sample preparation
Chemical composition of corundum substrate.
Five kinds of CaO–SiO2–MgO (−15% Al2O3) slags were designed for comparison. The slag target compositions and basicities are shown in Table 2. Here binary, ternary, and quaternary basicities are listed for reference. It should be noted that the binary and ternary basicities are not affected by Al2O3. The denominator in the definition of quaternary basicity includes Al2O3, so the quaternary basicity decreases with the dissolution of corundum in the molten slags. The specific composition locations in phase diagram [30] are shown in Figure 1. Specific composition locations of Nos. 1–5 original slags in phase diagrams of CaO–SiO2–MgO system (a) and CaO–SiO2–MgO-15% Al2O3 system (b). Composition of experimental slags.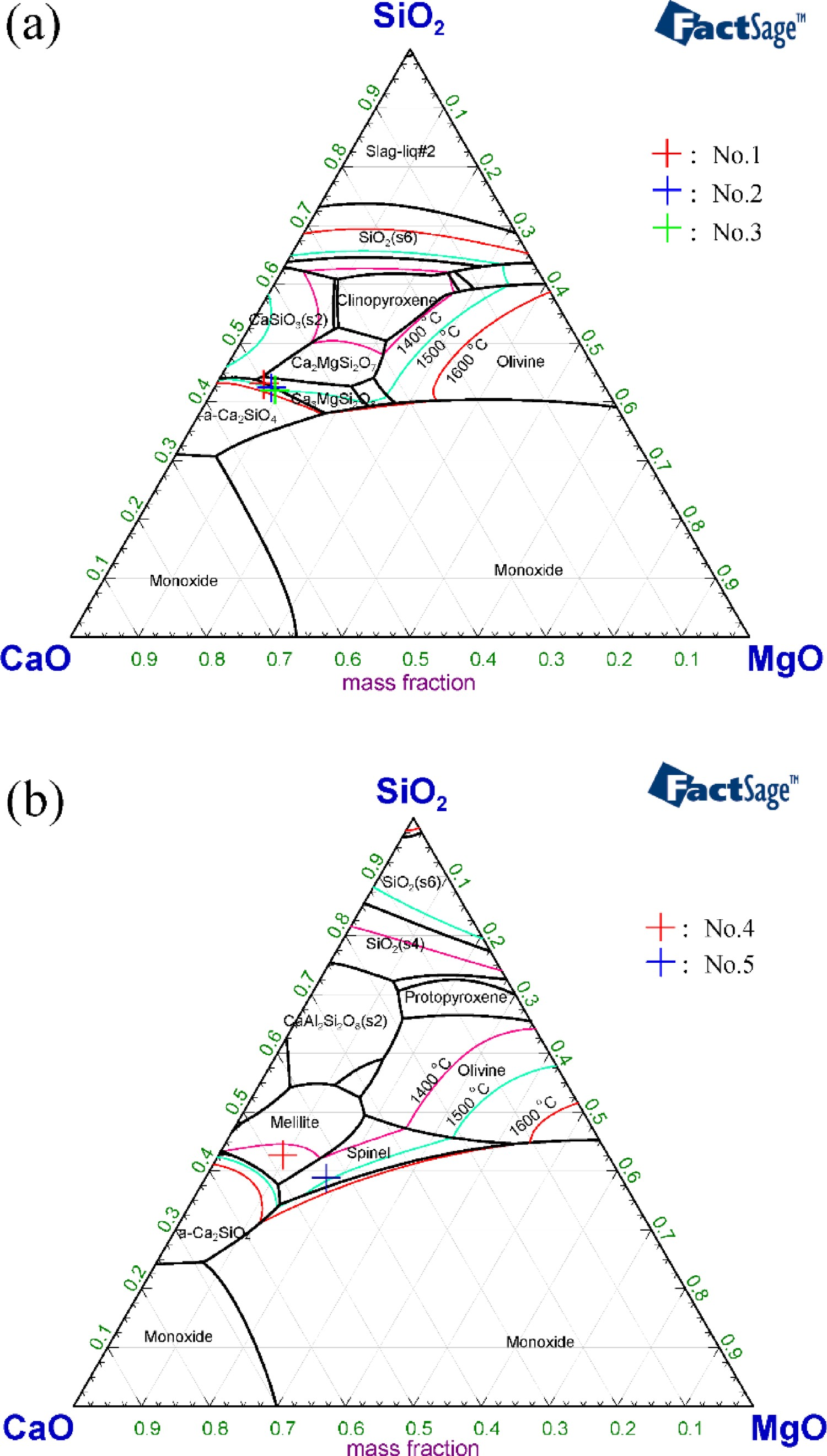
Original slags numbered from 1 to 3, were CaO–SiO2–MgO system without Al2O3, and the composition points basically located in the same primary crystal zone (Figure 1(a)). Among the three slags, the binary basicities were the same, but MgO contents slightly increased in turn. Considering the experimental temperature was limited at 1450°C, the melting temperature of slag would be too high if the MgO content was too high, so too high MgO content was not permitted in CaO–SiO2–MgO original slag. Original slags numbered from 4 to 5, were CaO–SiO2–MgO-15% Al2O3 system, and the two composition points located in different primary crystal zones (Figure 1(b)). Among the two slags, the binary basicities were also the same, but MgO contents were 8% and 15%, respectively. The original slags with and without Al2O3 were used to compare the effect of MgO on the wetting and corrosion behaviour of the corundum substrate by the molten slags under extreme conditions. Since the other experimental conditions were the same, the differences in the wetting and corrosion behaviour of corundum substrate should be attributed to the different compositions of the original slags.
The five slags were prepared by analytical pure chemical reagent according to the proportion given in Table 2. No. 1 slag was mixed in a horizontal ball mill for 16 h. Nos. 2–5 slags were ground respectively, and mixed in an agate bowl, pre-melted in a graphite crucible of induction furnace, cooled on a big copper plate, and crushed in an iron can. The crushed slag powder was decarburized for 20 h in a muffle furnace at 1000°C under air. The mixed or pre-melted slag powder, whose compositions were analysed by XRF and the results are also given in Table 2, was pressed to form cylindrical slag samples with a diameter of 3 mm on a chip press. The cylindrical samples were sintered in a MoSi2 rod furnace to have certain strength. Sintered cylinder samples were ground on sandpaper to about 5 mm height to keep the slag quality as consistent as possible. Corundum substrates and sintered cylindrical samples were cleaned with absolute ethanol in ultrasonic instrument, dried and placed in a dryer for reserve. Considering the possible deviation of XRF detection, the slag compositions in this work were based on the respective target compositions.
Experimental method
A cylindrical slag sample was placed on a corundum substrate, and formed a combination together with a corundum carrier. Then the combination was smoothly pushed into the constant temperature zone of a horizontal furnace of a high-temperature contact angle measuring instrument (Model OCA25-HTV1800, Dataphysics Instruments GmbH, Germany) along the inner wall of one end of the furnace mouth through a feeding ruler, and the sample level was adjusted if necessary. The experimental device is schematically shown in Figure 2. According to the specifications provided by the equipment supplier: contact angle measurement range: 0–180°, measurement resolution: ± 0.01°, accuracy ±0.1°. Schematic diagram of experimental device with sessile drop technique (1-CCD camera; 2-quartz window; 3-gas inlet; 4-sealing cover; 5-water outlet; 6-refractory; 7-corundum furnace-tube; 8-gas outlet; 9-light source;10-thermocouple outlet; 11-water inlet; 12-water cold flange; 13-B-type thermocouple; 14-corundum substrate; 15-sessile drop; 16-corundum carrier; 17-PC and monitor).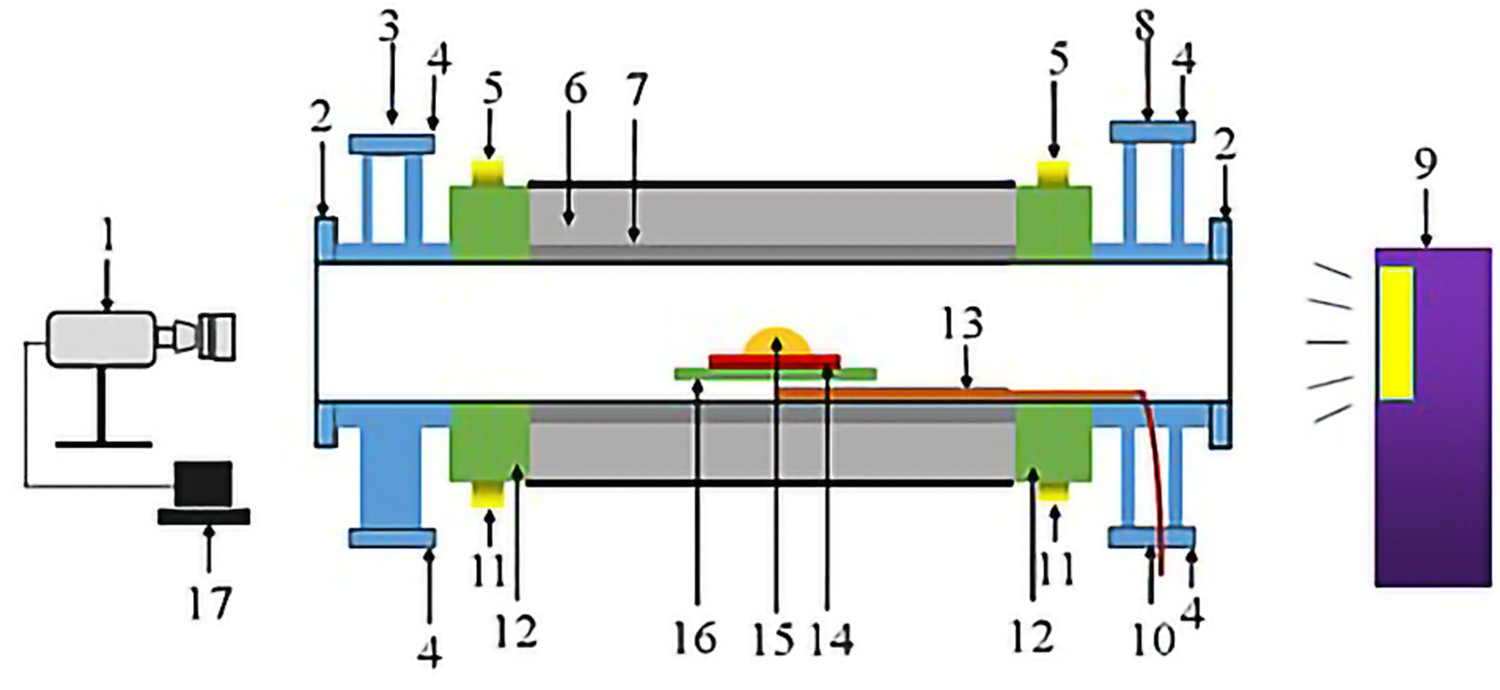
Experimental conditions, dissolution thickness and penetration depth results.
Note: The figure in run No. represents slag No.; OTS-original thickness (h0) of substrate; TSA-thickness (h) of substrate after experiment; SDT-substrate dissolution thickness (Δh = h0–h); SPD-slag penetration depth.
Detection method
Based on the obtained video, the moment corresponding to the same temperature (1365°C) was taken as the zero time; the SCA20 software built in the instrument was used to measure the contact angle after the cylindrical slag completely melted. The complete melting temperature of the cylindrical slag was determined by distinguishing a curved liquid surface formed after melting. The liquid surface of the slag was smooth and had no obvious bulge at the complete melting temperature. The contact angle at complete melting temperature was defined as the initial one. Then, the contact angle was measured every 1 min until the end of holding temperature, and the corresponding time and temperature were extracted from the image by the SCA20 software. In view of the slag–substrate interactions in this work, the measured contact angle should be referred to as the apparent contact angle [27], being lower than the real contact angle, which direct assessment was quite problematic.
After the experiment, the corundum substrate with solidified slag droplet was longitudinally cut, polished, and sprayed with gold. The microstructure and related compositions of the wetting centre were detected by a field emission scanning electron microscopy (SEM, Nova NovaSEM400, FEI Company, U.S.A.) and energy-dispersive X-ray spectrometer (EDS). Three main zones of A, B and C shown in Figure 3(a) were observed, and the substrate dissolution thickness and the slag penetration depth were determined. Before the experiment, the middle and the edge thicknesses of the original corundum substrate were observed randomly under an optical microscope, the maximum difference between them was found to be small and within ±5 μm. Therefore, the thickness of the zone C could be treated as the original thickness (h0) of corundum substrate. The typical SEM image of zone C was shown in Figure 3(b). The zone A was used to determine the thickness (h) of the corroded corundum substrate based on the wetting centre, then h0–h value was defined as the dissolution thickness (Δh) of the substrate. The zone B was used to determine the penetration depth of molten slag based on the wetting centre. It could be considered that the slag penetration in the wetting centre mainly referred to vertical penetration. For the experiments with Nos. 4 and 5 slags, the product layer was thick compared with Nos. 1–3 slags and the substrate thickness (h) after corrosion was measured below the product layer. Schematic of specific zones for SEM-EDS observation (a) and typical SEM image of zone C (b).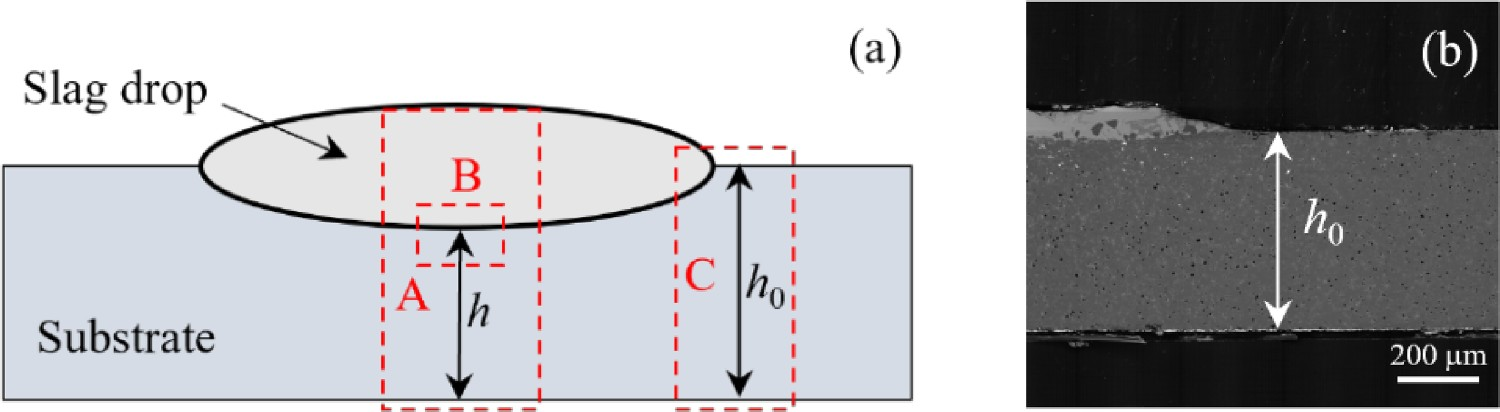
Results and discussion
Changes of slag drop shape and contact angle
Figure 4 shows morphological change process of the slag samples before and after melting, and some typical images of the slag samples at heating and holding temperature stages are also presented. It was found that the slag sample melted within a certain temperature range, and the molten slag gradually spread out on the corundum substrate and the contact area between them increased. It can be seen that the height of the slag droplet gradually decreased to a very low level during holding temperature, and some droplets were almost level with the substrate. Large spreading area and small contact angle of molten slag on the corundum substrate indicated that the five slags exhibited good wettability on the corundum substrate. Morphological change process of different slag samples on corundum substrate (The subgraph No. also represents run No. in Table 3. Stages: A-before melting; B-melting process; C-complete melting; D-heating; E-start of holding temperature; F-end of holding temperature).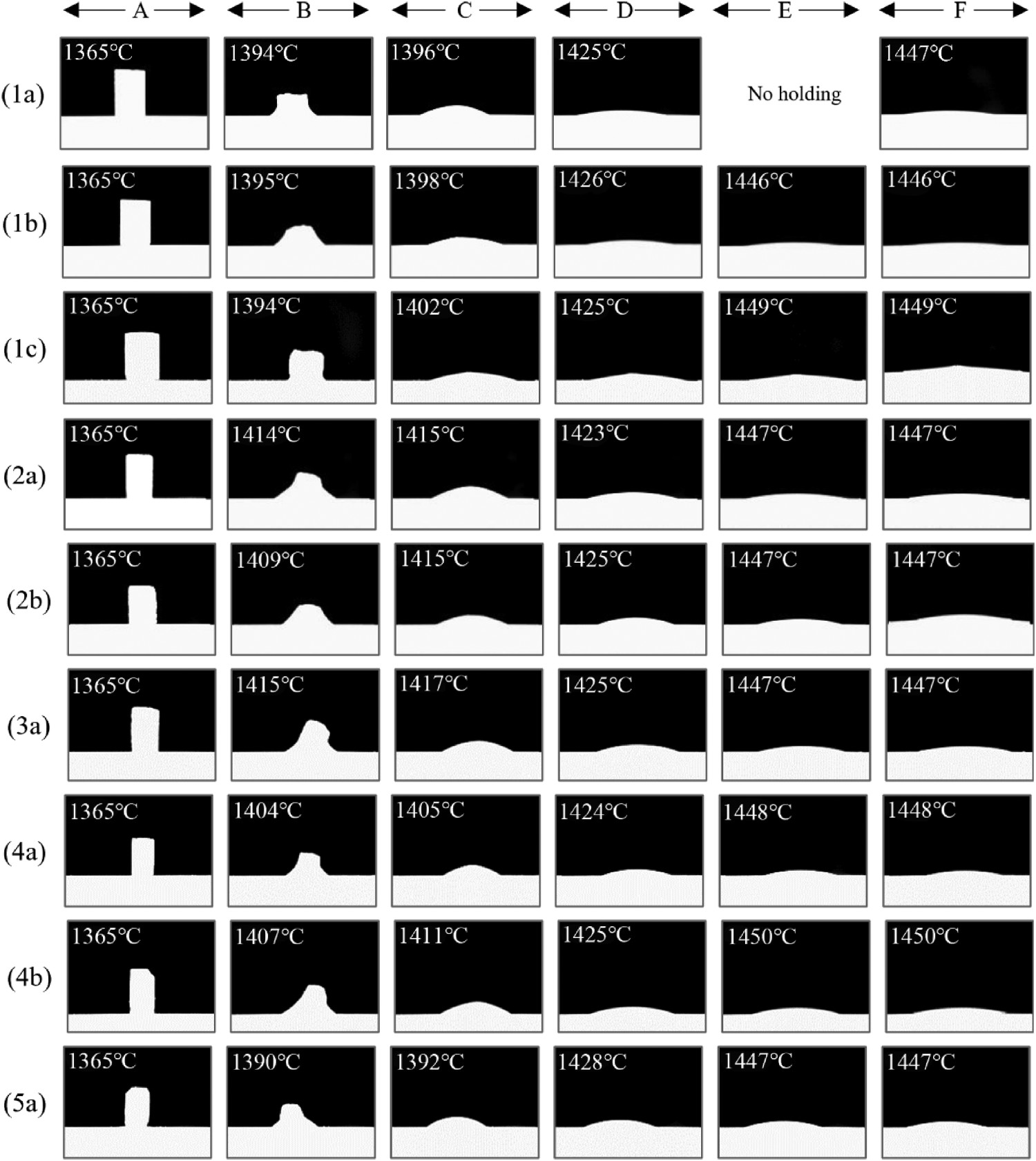
Figure 5 shows the change of apparent contact angle between corundum substrate and Nos. 1–3 slags without Al2O3, respectively. The initial contact angles in runs 1a, 1b, 1c, 2a, 2b and 3a were 29°, 22°, 26°, 25°, 26° and 27°, respectively. Then, each contact angle value decreased sharply with time, and the decrease trend gradually slowed down after a period of time. During holding temperature, the contact angle value changed little. The final contact angle value fluctuated at around 6.5° for run 1b. Similarly, the final contact angle value at 5.9° for run 1c, at 12.0° for run 2a, at 12.3° for run 2b, and at 15° for run 3a. It can be seen that, for the experiments of the same slag with different holding times, the difference in the contact angle was less than 2° within the comparable time (temperature). Such a small difference indicated that the experimental reproducibility was good. However, the contact angle values of these slags were somewhat different from the relevant literature data [28,29], which might be related to different slag compositions and the mixed impurities such as iron oxide in the slag during crushing, pre-melting and pressing processes, as shown in Table 2. Under the condition that the temperature of 1450°C was held for 10 min, the final contact angle in run 3a was significantly larger than those in runs 2a and 1b. As can be seen in Figure 5, the contact angle values of Nos. 1–3 molten slags with the same binary basicity on the corundum substrate gradually increased with increase of MgO content within comparable time (temperature), indicating that increasing MgO content in the CaO–SiO2–MgO slag without Al2O3 could reduce the slag wettability on the corundum substrate. Comparison of apparent contact angle between substrate and Nos. 1–3 slags without Al2O3.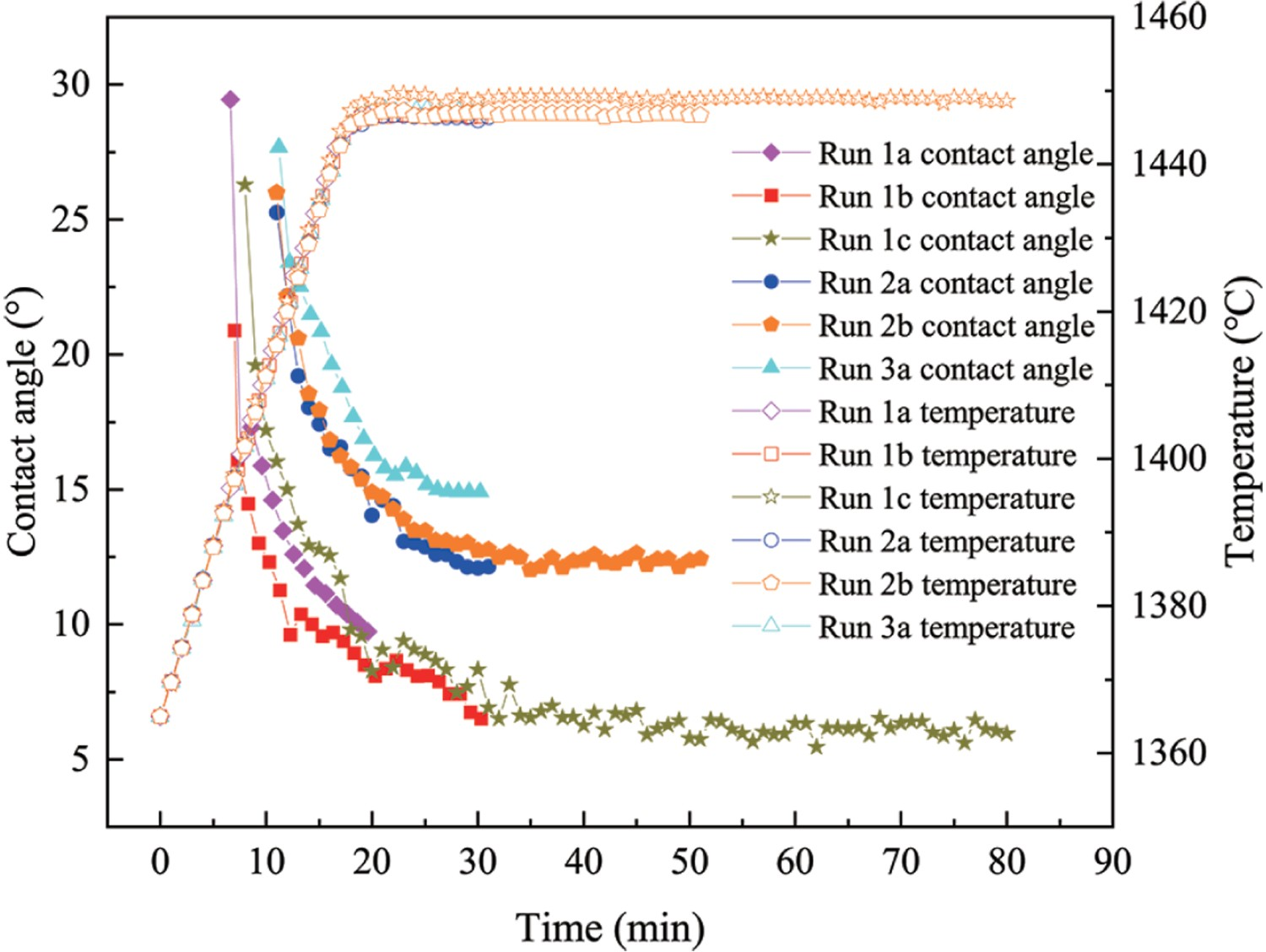
Figure 6 shows the change of apparent contact angle between the corundum substrate and Nos. 4 and 5 slags with 15% Al2O3, respectively. Since the binary basicity and MgO content of No. 2 slag were close to those of No. 4 slag, respectively, the contact angle in run 2a was also added in Figure 6 for comparison. As can be seen from Figure 6, the contact angle values in runs 4a and 4b were similar within comparable time (temperature), and the initial contact angle values were about 30°; the final contact angle values decreased gradually to 14° at stage of holding temperature, which was slightly larger than that in run 2a within comparable time (temperature). No. 5 original slag had the highest MgO content in this work. The initial contact angle value in run 5a increased to 37° and the final contact angle value decreased to 17°, they were also all the largest. It can be seen that, with the increase of MgO content, the contact angle of CaO–SiO2–MgO-15% Al2O3 slag on the corundum substrate increased within comparable time. However, the wettability of slags on the corundum substrate was still good. The contact angle in run 2a was smaller than that in run 4a at stage of holding temperature. It is inferred that adding Al2O3 into CaO–SiO2–MgO slag could also increase the contact angle value of the slag on the corundum substrate under the conditions of similar binary basicity and MgO content. Comparison of apparent contact angle between substrate and Nos. 4 and 5 slags with 15% Al2O3.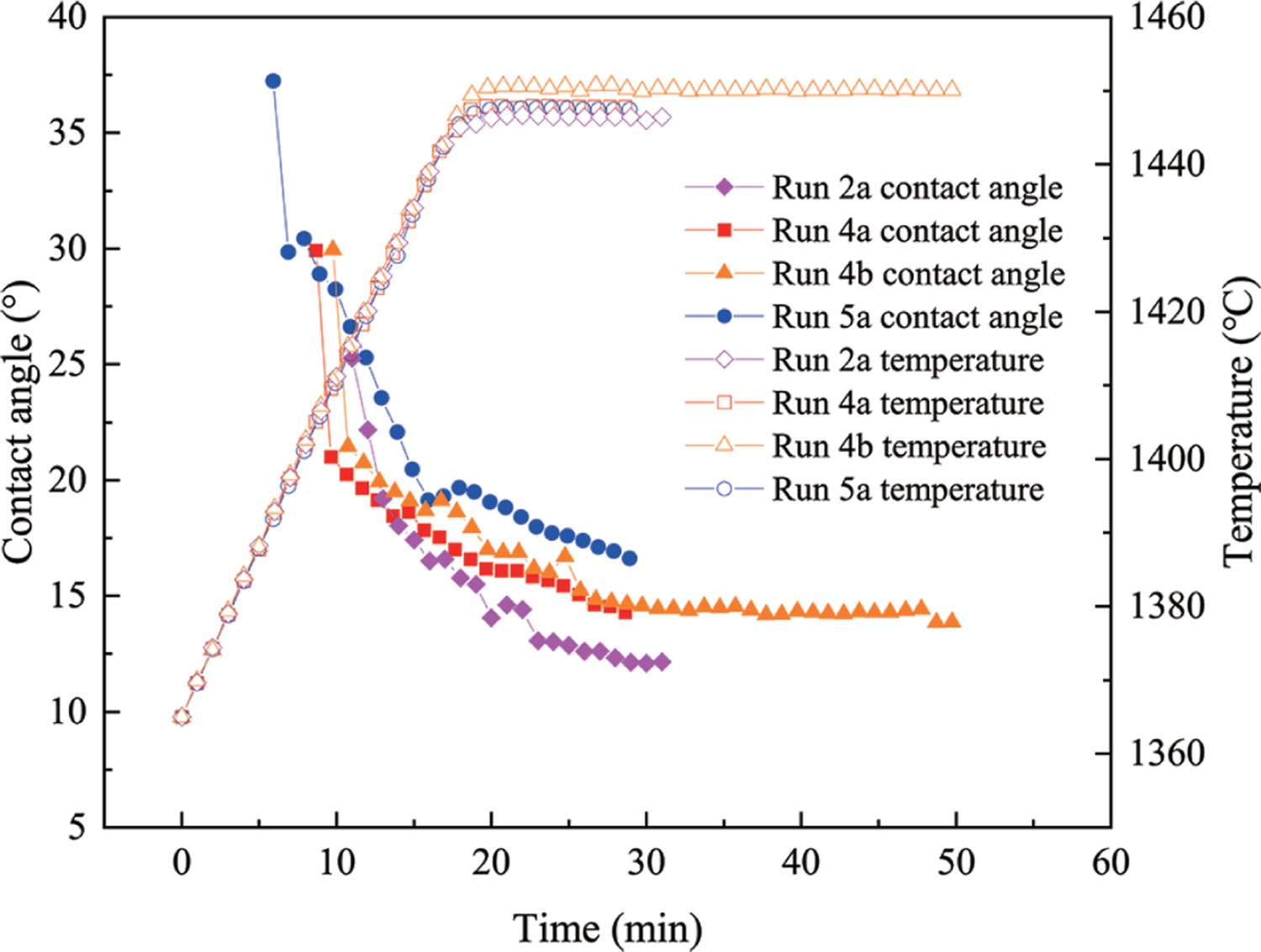
Microscopic observation
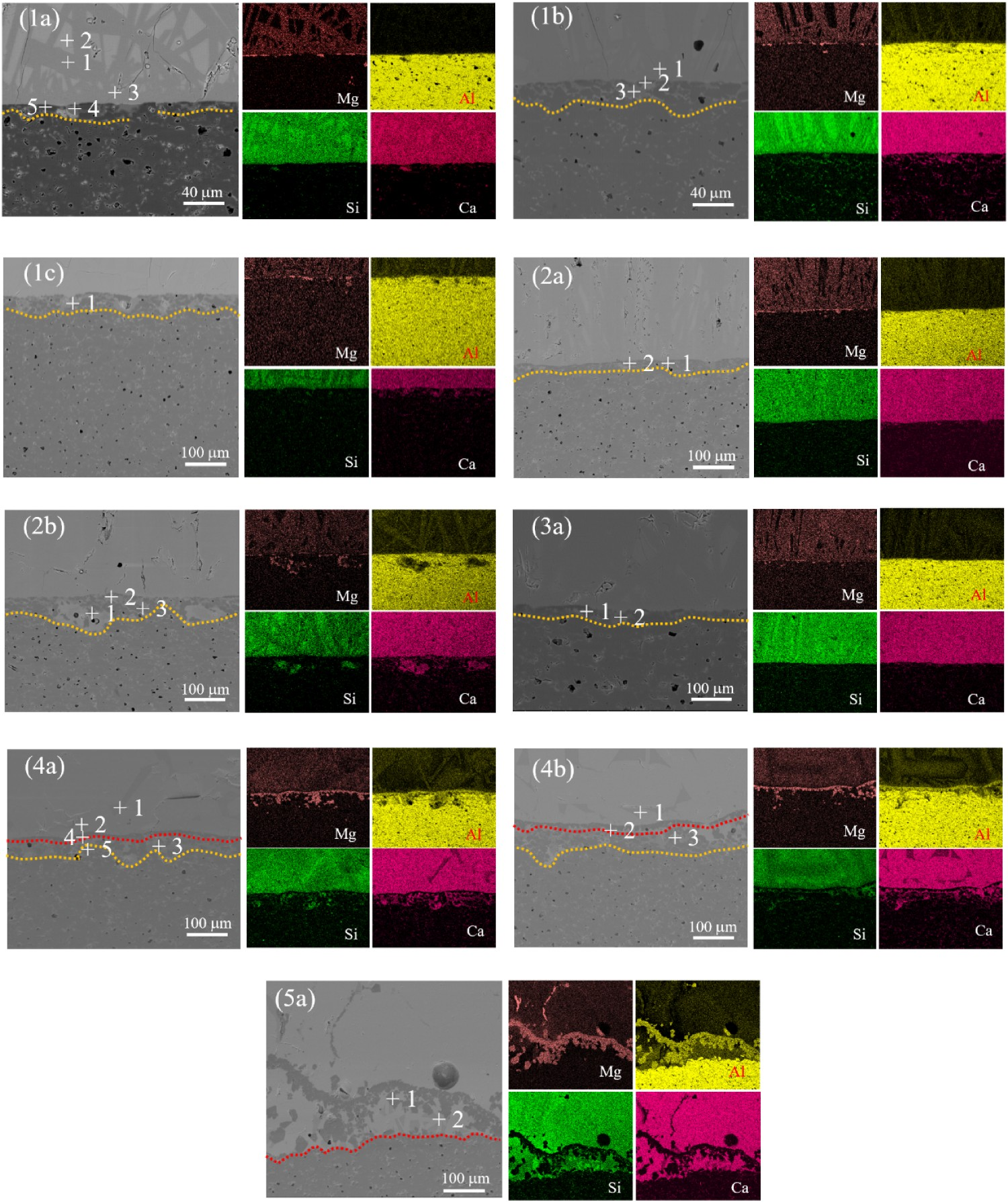
Figures 7 and 8 are SEM images of zone A (see Figure 3(a)) at low magnification and zone B at high magnification, respectively. In Figure 8, the zone from the slag/substrate interface to the orange line was marked as the slag penetration zone, and its depth value was defined by an average distance. For the experiments with Nos. 4 and 5 slags, the zone from the slag/substrate interface to the red line was marked as the product layer; and the penetration depth of No. 4 slag was defined by an average distance from the red line to the orange line, but that of No. 5 slag was found to be zero. The measurement results of substrate dissolution thickness and slag penetration depth are also given in Table 3. SEM images of samples at low magnification (The subgraph No. also represents run No. in Table 3). SEM images and mapping of the samples at high magnification (The subgraph No. also represents run No. in Table 3).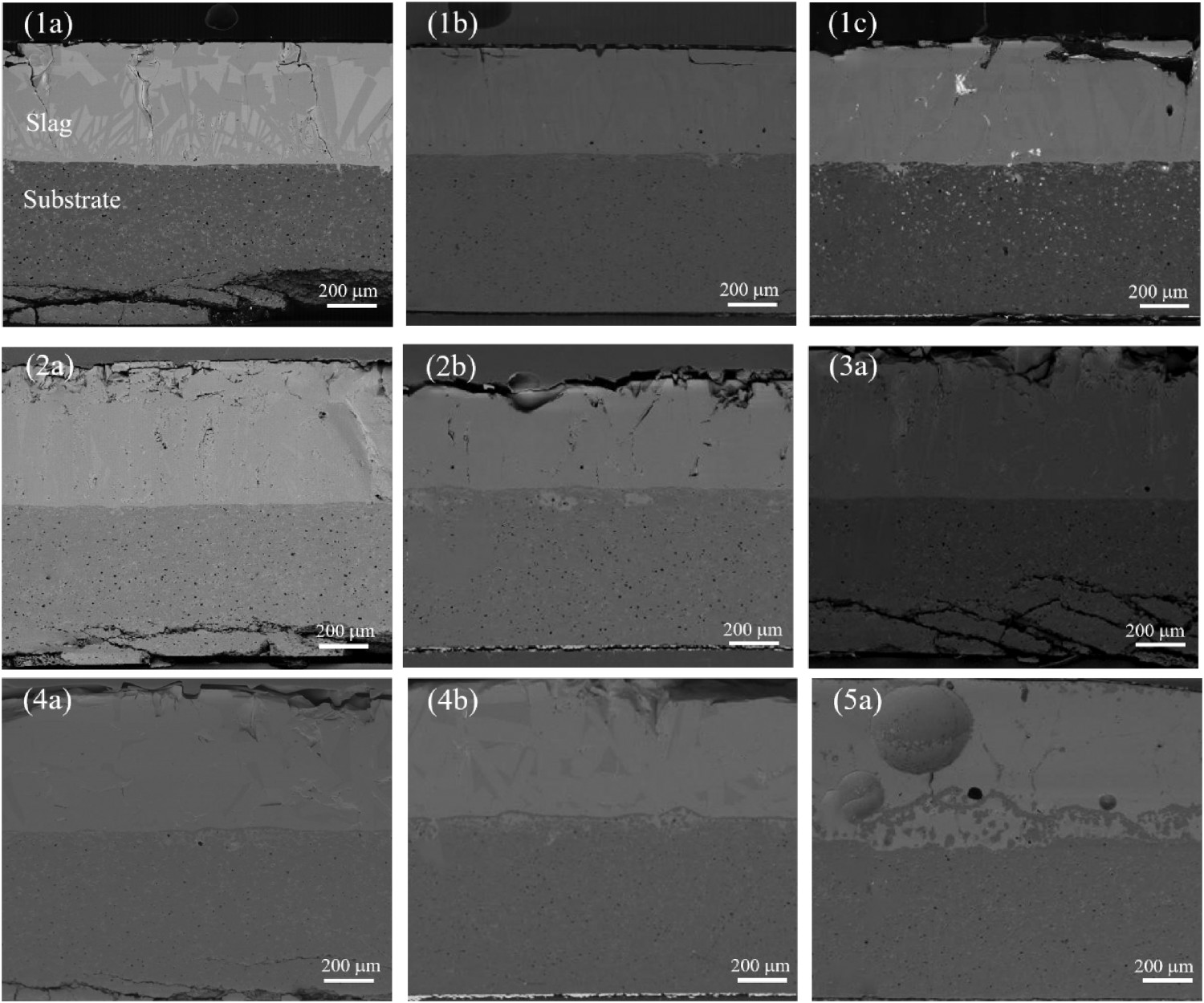
EDS results of corresponding spots in Figure 8.
From Figure 7, the solidified slag was basically composed of dark grey and light grey phases. From the mapping in Figure 8 and the EDS analysis in Table 4, for the experiments with Nos. 1–3 original slags, it can be seen that contents of Al2O3 and MgO were high in the dark grey phase; the light grey phase was rich in SiO2 and CaO, with low Al2O3 content, and MgO content was also low, even zero. Al2O3 was detected in the solidified slag, indicating that the corundum substrate could automatically dissolve in the original slag without Al2O3 at high temperatures. In addition, it is found that the content of dissolved Al2O3 in the slag near the interface increased with the increase of holding time, indicating that the longer the holding time, the more Al2O3 dissolved in the slag, resulting in the increase of dissolution thickness of the substrate. For the experiments with Nos. 4 and 5 slags containing 15% Al2O3, the light grey phase in the slag was rich in Al2O3, CaO and SiO2, while the dark MA phase was rich in MgO and Al2O3.
The molten slag penetrated in the corundum substrate mainly through pores, grain boundaries and channels containing low melting point continuous phases such as CaO–SiO2. Through large pore, some large penetration zones could be formed in the substrate. For example, the slag penetration depth in run 2b reached 94 μm (see Table 3) at the holding time of 30 min, which was an unusual case due to large pore (Figure 8). From the mapping results (Figure 8), it can be seen that the Ca element had the largest distribution range due to high CaO content in the slag. The Ca distribution was the most uniform in the slag, and also the most pronounced in the penetration zone. Combining with other components such as SiO2, CaO could react easily with the corundum substrate to produce calcium aluminosilicates with low melting point, resulting in Ca2+ penetration into the substrate. MgO content in the slag was relatively low, and MgO was also easy to react with the corundum to form MA phase at the slag/substrate interface, resulting in almost no Mg2+ penetration into the substrate. The coexistence distribution zone of CaO and SiO2 in the substrate near the interface could be considered as a marker of penetration.
In runs 1a-3a, the original slags did not contain Al2O3. It can be seen from Figures 7 and 8 and Table 3 that, for run 1a, no holding time, and only at the heating and cooling stages, the substrate dissolution thickness and the slag penetration depth reached 28 and 20 μm, respectively. For runs 1a, 1b and 1c with the same No. 1 slag and different holding times, it can be inferred that the direct dissolution of corundum substrate and the slag penetration were faster at the early stage (including melting, heating up, etc.) and slower at the later stage; a thin but discontinuous new phase (MA) layer was found at the slag/corundum substrate interface. For runs 1b, 2a and 3a with the same binary basicity and holding time (10 min), the apparent contact angle values increased within comparable time (temperature) with the increase of MgO content in the original slag, and the amount of interface MA phase also tended to increase; consequently, the direct dissolution thickness and the penetration depth tended to decrease (Table 3). It is found that a small amount of CA2 could also be generated at the interface (Table 4).
For runs 4a and 4b with the original slag containing 15% Al2O3, MA phase layer was also formed at the slag/corundum substrate interface, and was basically thick and dense; however there was still obvious slag penetration in the substrate. From Table 3, although the holding time (30 min) of run 4b was much longer than that (10 min) of run 4a, the slag penetration depth in the former was 20 μm more than that in the latter, indicating that the formation of MA phase and the slag penetration in the substrate mainly occurred at the early stages of heating up and holding time. For runs 4a and 2a with similar slag basicity and initial MgO content, the slag penetration depth in run 4a was significantly larger than that in run 2a (see Table 3) even though a large amount of MA phase was formed at the slag/substrate interface in the former. In addition, as shown in Table 3, the substrate dissolution thicknesses in runs 4a and 4b were all very small and almost the same, and much smaller than that in run 2a, indicating that the original slag with 15% Al2O3 had a significant inhibitory effect on the dissolution of corundum substrate. From another angle, the above results seemed to indicate that, adding Al2O3 into CaO–SiO2–MgO slag could increase the apparent contact angle value of the slag on the corundum substrate and reduce the dissolution thickness of the substrate, but still increased the slag penetration.
Runs 4a and 5a with the original slag contained the same Al2O3 content of 15%. From Table 3 and Figures 7 and 8, runs 4a and 5a corresponded to two extreme cases of the substrate dissolution thickness and the slag penetration depth, respectively. As the MgO content in No. 4 original slag was 8%, the generation amount of MA phase was relatively small in run 4a; the slag penetration was still pronounced although the substrate direct dissolution was significantly inhibited. As the MgO content in No. 5 slag increased to 15%, a large amount of MA phase was generated in run 5a, which led to obvious indirect dissolution of the corundum substrate due to the interface chemical reaction; but the slag penetration depth decreased to zero, which should be attributed to the hindrance and inhibition effect of the newly generated MA phase with high melting point [31,32]. In addition, based on that the dissolution thickness of the substrate in No. 5 slag was larger than that in No. 4 slag, the real contact angle of No. 5 slag would also be greater than that of No. 4 slag. In other words, the change in the real contact angle here was consistent with that in the apparent contact angle as the MgO content increased. Therefore, for runs 4a and 5a with the same binary basicity and holding time (10 min), it can be seen from Table 3 and Figure 6 that the contact angle values increased within comparable time (temperature) with the increase of MgO content in the original slag from 8% to 15%, but the slag penetration depth decreased to zero and the indirect dissolution thickness of the substrate increased significantly due to the generation of a large amount of MA phase at the interface.
Discussion
Under this experimental condition, the corrosion of corundum substrate included direct and indirect dissolution of corundum in the molten slag and penetration of molten slag into corundum. The direct dissolution reaction of the substrate can be expressed as





Activities of components in the original slag and ΔGi values of each reaction at 1450°C.
Checking the composition of spinel phase in Table 5, it is found that a small amount of Al2O3 dissolved in the MA formed in this work, indicating that the activity of MA in spinel solid solution phase should be less than 1, which was beneficial to the formation of MA from thermodynamics. It can be seen from Table 5 that the ΔG1 and ΔG2 values related to the five slags were all less than zero even if the activities of MA and CA2 were taken as the maximum value of 1, indicating that MA and CA2 could be generated by Reactions (3) and (4) under the non-standard state, respectively. Moreover, MgO activity in the five slags increased with the increase of MgO content, and the ΔG1 value became more negative, indicating that the generation of MA became easier and easier, which was consistent with the phenomenon observed in the experiments. For Nos. 1–3 slags, the distribution of MA formed at the interface was discontinuous. This was because MgO content in these slags was low; with the dissolution of Al2O3 into the slags, MgO content in the slags further decreased, resulting in only a small amount of MA formed, which was also consistent with the research results of Sarkar [1], Lee [7] and Zhang et al. [36].
For the reactions in the same slag, the ΔG1 value was less than the ΔG2 value, indicating that MA was generated preferentially. From the mapping (Figure 8) and EDS analysis (Table 4) after the experiment, it is found that the amount of MA was more than that of CA2. The CA2 layer formed at the interface was also discontinuous. In the corundum substrate, Al2O3 could form CA2 with CaO in the permeated slag. For No. 4 slag with 15% Al2O3, compared with Nos. 1–3 original slags without Al2O3, the amount of the MA phase from Reaction (3) significantly increased and accumulated on the surface of the substrate, which significantly reduced the direct dissolution of the substrate. However, No. 4 slag still showed a certain vertical penetration [37–39], perhaps due to its lowest melting point, a large surface tension [40], and a small contact angle on the substrate. It is speculated that the penetration of No. 4 slag occurred prior to the formation of a large amount of MA phase, and the increase of surface tension of the original slag was considered to be the main factor for the increase of slag penetration depth.
Compared with No. 4 slag, MgO content in No. 5 slag increased to 15%, which promoted indirect dissolution of the substrate (ΔG1 value of Reaction (3) with No. 5 slag was the most negative), resulting in a significant increase in the amount of MA phase formation, subsequent with the increases in the slag viscosity and the contact angle between the slag and the substrate. And CaO concentration in No. 5 slag relatively decreased, consequently almost no slag penetration into the substrate was observed. However, the indirect dissolution of the substrate significantly increased the dissolution thickness. Since the ΔG1 value was far less than the ΔG2 value, the generation of MA in run 5a was much easier than that of CA2, and therefore the CA2 phase was not even found.
It can be seen from Table 4 that the ΔG3 and ΔG4 values related to No. 4 slag were both more than zero, indicating that Reactions (5) and (6) could not occur in No. 4 original slag. In fact, for runs 4a and 4b, no MA and CA2 phase were found in the slag phase, which was consistent with the theoretical calculation results. It is found that the slag penetration depth was large, but the dissolution thickness of the substrate was very small. This was because the melting point of No. 4 slag was low, it is speculated that the vertical penetration of the slag started and reached a certain degree once slag melting. After the substrate slightly dissolved, Al2O3 content near the interface increased, while the activity of MA decreased due to the dissolution of a certain amount of Al2O3 in the spinel phase, and the generation of MA by Reaction (5) became easy. After a large amount of MA was formed, the slag penetration would be inhibited.
Reaction (5) related to No. 5 original slag could generate spinel solid solution phase at 1450°C in run 5a due to ΔG3 = −1391 J·mol−1 < 0, in which the activity of MA was 0.56 from the calculation of FactSage software. It is seen that Reactions (3) and (5) related to No. 5 slag could occur, and Reaction (3) was the main one. The ΔG4 value was more than zero, indicating that Reaction (6) could not occur in No. 5 original slag.
In the actual process, with continuous dissolution of the substrate in the molten slag, the Al2O3 content increased, while the contents of other components decreased correspondingly, so the thermodynamic analyses of the above reactions might change. But anyway, the substrate was first wetted after the slag sample melting, and then the substrate was dissolved directly and indirectly in the molten slag. In general, under the experimental conditions, Nos. 1–3 slags did not contain Al2O3, and the direct dissolution trend of the substrate was large; when the MgO content in each original slag increased slightly, the direct dissolution thickness and penetration depth decreased slightly; however, with the direct dissolution of the substrate, the increase of Al2O3 content in the molten slag could partially offset the increase of MgO content in the original slag, resulting in a very small degree of indirect dissolution of the corundum substrate due to the chemical reaction. Nos. 4 and 5 slags contained 15% Al2O3, which could inhibit the direct dissolution of the substrate to a large extent; when the MgO content in the original slag increased from 8% to 15%, the interface chemical reaction with the substrate was promoted, the indirect dissolution of the substrate was intensified, and the penetration of the slag into the substrate was prevented due to the massive generation of the new phase with high melting point. It should be pointed out that the direct dissolution was usually undesirable while the indirect might be beneficial if the boundary layer led to a lower rate of corrosion.
Conclusions
In this work, the contact angles of CaO–SiO2–MgO (−15% Al2O3) molten slags on the corundum substrate, the substrate dissolution thicknesses in the molten slags, and the slag penetration depths in the substrate were measured by the sessile drop technique combined with the SEM–EDS detection, and effect of MgO content on the wetting and corrosion behaviour of substrate by the molten slags at 1450°C was investigated. The main conclusions are as follows: CaO–SiO2–MgO (−15% Al2O3) slags show good wettability to corundum substrate, and the contact angles are small. When the temperature is held at 1450°C for 10 min, the final contact angle values of Nos. 1–5 slags fluctuate at around 6.5°, 12°, 15°, 14° and 17°, respectively. In CaO–SiO2–MgO slags without Al2O3, the trend of automatic dissolution of the corundum substrate is large. Under the condition that the slag basicity and the holding time remain unchanged, increasing the MgO content from 7% to 9% in the original slag can increase the contact angle between the slag droplet and the substrate, while the substrate dissolution thickness and the slag penetration depth tend to decrease. In CaO–SiO2–MgO-15% Al2O3 slags, when the MgO content is as low as 8%, the dissolution thickness of corundum substrate is very small, but the slag penetration depth is large; when the slag basicity and Al2O3 content remain unchanged, increasing the MgO content to 15% in the original slag can increase the contact angle, but significantly reduce the slag penetration depth; due to the formation of a large amount of MA phase in the interface reaction, the indirect dissolution corrosion of the substrate significantly increases instead. The wettability (or contact angle) can give an indication of the slag penetration depth in the substrate but not the dissolution thickness of the substrate.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).