
Abstract
The CSIRO laboratory-scale assimilation test is carried out by embedding ore particles into a fluxed matrix of known sinter blend composition. Samples are fired in a tube furnace under controlled conditions simulating the actual sintering process. The aim is to isolate and evaluate the nucleus behaviour of an individual blend component. Measured cross-sections of the resulting fired samples provide a semi-quantitative measure of reactivity, while accompanying photomicrographs allow a qualitative assessment of assimilation properties. Nucleus particles were selected from haematite, haematite-goethite and goethite ores and embedded in a simulated plant sinter matrix. Drilled core particles of two sizes were tested at fixed temperatures simulating low temperature (<1300°C) and high temperature (>1300°C) sintering conditions. The resulting assimilation properties are compared and discussed as a function of particle size, temperature and ore/sinter mineralogy. The implications for the contribution of each component in the prediction of blend sinter quality are also discussed.
Introduction
Iron ore sinter is the major component of blast furnace feed in Asian steel making plants and as a result, sinter quality directly influences the performance of the blast furnace. Ideal sinter optimises the balance between the coarse ore particles (+1 mm) that comprise the granule nuclei and interstitial fines, and the fine matrix material (−1 mm) that forms the granule adhering fines layer (Lu et al. 2008). Each of these components has properties that contribute to overall sinter quality and understanding their behaviour provides valuable fundamental information which can be used to better optimise blend composition.
Ware, Manuel, Raynlyn and Lu (2013) recently discussed the melting behaviour of the −1 mm material as a function of chemistry, size distribution, ore mineralogy (texture), pore structure and melt temperature. Each of these properties affects the reactivity of the matrix. Equally important however is the behaviour of the coarse +1 mm ore particles (Lu et al. 2008). A typical sinter structure, showing assimilated and partially assimilated nucleus particles embedded in a matrix melt phase, is shown in Fig. 1. Well-developed bonding is evident between the ore nuclei and the surrounding matrix, due to generation of a sufficient volume of relatively fluid melt. Upon cooling and re-crystallisation this results in a strong, consolidated structure. At the same time, enough larger macropores and void space have been retained to maintain reducibility and high sinter productivity (Khosa and Manuel 2007). The dense ore particle at lower left has remained stable and has not reacted with the melt phase to a significant extent (i.e. it shows a low level of assimilation with the melt). In comparison, the remnant nucleus at upper right has reacted to a much greater degree and has been largely assimilated, evidenced by a diffuse boundary with the surrounding matrix, as well as generation of secondary internal porosity.
Typical well-bonded sinter with remnant nucleus particles (N), matrix (M) and porosity (p)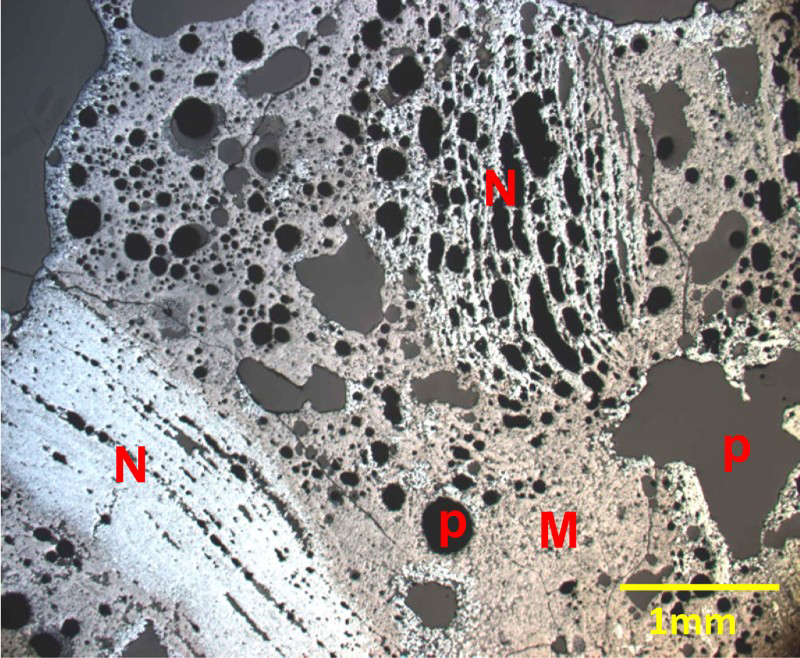
The purpose of this study is to complement the paper by Ware et al. (2013) regarding the behaviour of the fine material during sintering and discuss the sintering performance of the coarse +1 mm ore particles. Specifically the aim is to present new data regarding the assimilation properties of the ore nuclei, as a function of particle size, ore/sinter mineralogy and temperature. Each of these properties is important as they influence the stability of the nucleus particles, which in turn affects sinter quality and productivity.
CSIRO has developed a laboratory-scale sintering test methodology, described in Clout and Manuel (2003) that can separately characterise the behaviour of both the fine matrix- and the coarse nucleus-forming material in the feed by simulating the actual sintering process in a controlled environment.
Hida and Nosaka (2007) described a comprehensive methodology for the metallurgical evaluation of iron ore fines used in sintering, including nucleus assimilation testing using several methods. In the first test type, a 5 mm cube of ore was placed in contact with a CaO tablet, fired at 1250 or 1350°C for times up to 4 minutes and then quenched. After sectioning, assimilation was measured from depth of melt penetration, from which functions describing the assimilation rates for various ore types were derived. Two further laboratory tests were also described, using pseudoparticles (or simulated granules), packed in a 20 mm diameter crucible to 15 mm height. These pseudoparticles consisted of −2.8 + 2 mm ore nucleus particles, coated either with limestone, or a mixture of −0.5 mm fine ore and limestone and fired under a simulated sintering heating profile, before sectioning for qualitative evaluation of their melting and coalescence behaviour under the microscope.
Jeon, Kim and Jung (2015) also used a test in which a disc of ore, 20 mm in diameter, was fired in contact with a pressed tablet of ultrafine (−100 µm) haematite, magnetite and calcite, to simulate adhering fines, with a CaO: ore mass ratio of 0.2. These samples were fired in a vertical resistance furnace, pre-heating at 1100°C and then increasing temperature to 1300°C for 3 or 7 minutes. Tests were carried out in an argon atmosphere to prevent oxidation of magnetite. Assimilation was assessed from the sectioned samples in terms of width of melt spread and depth of penetration.
Using a somewhat different approach, Debrincat, Loo and Hutchens (2004) fired 6.3 mm diameter pressed tablets of 0.8 g mass in an infrared rapid heating furnace. The tablets consisted of 0.3–1.7 mm iron ore particles embedded in a fine-grained mixture of analytical grade chemicals, including Fe2O3, CaCO3, kaolinite and MgO, at different basicities. Results were used to compare the assimilation properties of dense and porous ores of different LOI. The tests were carried out using an experimental methodology described by Loo and Leung (2003), designed to test the effects of melt composition and temperature on sinter microstructure development. Optical image analysis was used to discriminate between pores and solid structure in polished sections, to determine pore size distribution and shape.
Otomo, Takasaki and Kawaguchi (2005) used a similar experimental approach to the above, but with a 6 mm disc of ore compacted within a mixture of Fe2O3 and CaCO3 reagents and fired in an infrared furnace.
The test method described here differs from single nucleus particle tests of other workers in using real ore components for both the nucleus and adhering fines components, and has been designed as a compromise between the industry-standard pot-grate sintering test and a more fundamental test using chemical reagents, such as the ore-CaO tablet assimilation method developed by Hida and co-workers in Japan. It is intended as a rapid evaluation tool for comparison of different ore types and components, to assist understanding of the role of individual sinter blend components in determining sinter properties.
Experimental
Methodology
Four grams of a fluxed iron ore blend of known composition, consisting of natural −1 mm ore and ultrafine fluxes, is compressed to 10 000 kPa pressure using a hydraulic press and fired in a horizontal tube furnace using a standard heating profile (Fig. 2). Sintering temperature is controlled externally and samples are fired in a constant, low-oxygen-potential atmosphere of pO2 = 5 × 10−3 atm, obtained with a pre-mixed 99.5% N2/0.5% O2 gas mixture that flows through the sealed tube.
Typical sintering heating profile (Clout and Manuel 2003)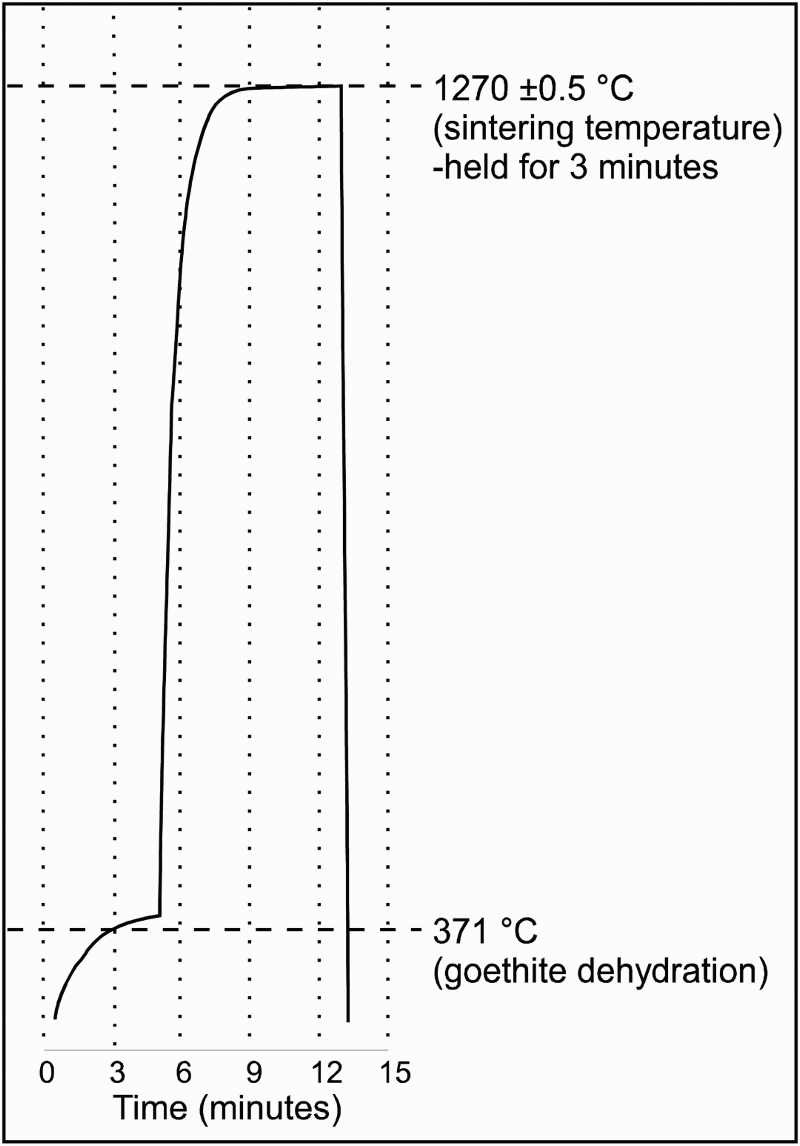
Ware et al. (2013) used this method to examine and compare the matrix melting behaviour of the −1 mm fraction of goethitic, haematitic and haematite/goethite fines by firing single ore type blends fluxed to an industry-standard SiO2 and basicity level. Samples were fired in pairs at selected temperatures, between 1250 and 1330°C, and tumbled in a modified Bond abrasion tester to produce Tumble Index (TI) strength-temperature melting curves., where a TI of 80% retained at +2 mm is considered equivalent to a pot-grate TI of 65 (Clout and Manuel 2003).
The results reported in this paper are based on the matrix testing technique described above, modified for ore nucleus testing on +1 mm particles by embedding cylindrical cores of known size, drilled from representative lump iron ore particles, into a fluxed −1 mm matrix. The cores tested were obtained using 3 and 6 mm drill bits to represent the typical range of nucleus sizes present in sinter feed. Each core was measured at a specific position to determine an accurate initial cross-sectional area. The cores were embedded in a −1 mm fluxed fines matrix and fired in the tube furnace with an identical heating profile and low-oxygen atmosphere conditions to the matrix test. The resulting fired samples were mounted in epoxy resin, cross-sectioned and polished to a 1 µm diamond finish, to allow imaging and analysis using a reflected light microscope. The area of the remnant (unreacted) nucleus particles was determined and the percentage assimilation was calculated as the difference between the remnant and initial cross-sectional area, corrected for physical shrinkage/expansion. Additional samples of each ore type were fired without a surrounding matrix and measured both pre- and post- firing to determine physical shrinkage/expansion.
The level of assimilation determines whether a nucleus particle contributes to melt formation (high/intermediate assimilation) or remains as a ‘stable’ nucleus particle (zero/low assimilation).
Photomicrographs of the fired, sectioned ore nuclei also provide a useful qualitative assessment of assimilation properties (e.g. volume and distribution of secondary porosity generated during reaction).
Samples and test conditions
Bulk chemistry, mineralogy and estimated porosity of the three ore types: Ore G, Ore H and Ore H-G (wt-%)

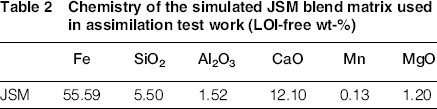
Chemistry of the simulated JSM blend matrix used in assimilation test work (LOI-free wt-%)
Results and Discussion
The assay results for each of the ores can be found in Table 1 and photomicrographs of the three ores are shown in Fig. 3. Ore H was a dense haematite-goethite sample, consisting of an interconnected network of martite grains (haematite pseudomorphed after magnetite), with vitreous goethite infill and minor porosity (Fig. 3a). Ore G was a uniform, microporous, yellow-coloured ochreous goethite sample with minor, disseminated goethite pseudomorphs after original rhombohedral carbonate crystals (Fig. 3b). The Ore H-G sample (Fig. 3c) was of similar primary structure to Ore H, with martite bands and goethite infill, but the martite was partially leached and replaced with goethite, resulting in a higher overall goethite content and the level of microporosity in the goethite infill was much higher than in Ore H. Ore G had a high LOITotal of 9.84% (highly goethitic) and the Ore H value was 5.13% (intermediate). Ore H-G had a slightly lower value of 3.73%, due to less complete infill of porosity by goethite, even though goethite had also partially infilled leached martite grains, unlike the dense martite areas in Ore H. All three samples had very low alumina and silica levels.
Photomicrographs of each ore type tested; a Ore H, b Ore G and c Ore H-G. H = haematite (martite); vG = vitreous goethite; oG = ochreous goethite; p = porosity (dark grey/black). For each image the scale bar is 500 µm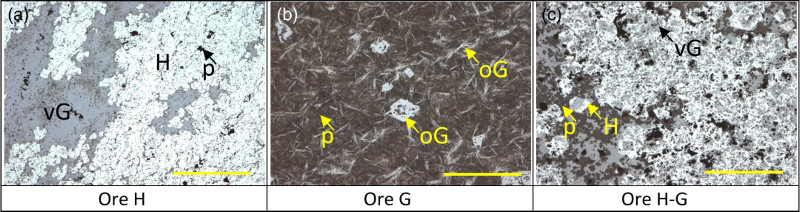
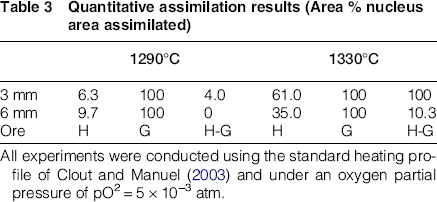
The assay results for the JSM blend matrix can be found in Table 2. Photomicrographs of each fired sample are shown in Fig. 4. Corresponding quantitative nucleus assimilation results for all three ore types at both core sizes and experimental temperatures are summarised in Table 3. The assimilation results were recorded as the percentage area of nucleus core incorporated in the matrix, calculated by comparing the difference in area of the core pre- and post- firing. Pre-firing area was calculated physically by measuring the core diameter with vernier calipers and post-firing area was calculated from microscopic measurement on the polished section, manually drawing the boundary of the assimilated area on the image and measuring its area with image analysis.
Photomicrographs of fired cores embedded in −1 mm JSM matrix at 1290 and 1330°C (polished cross-sections) Quantitative assimilation results (Area % nucleus area assimilated) All experiments were conducted using the standard heating profile of Clout and Manuel (2003) and under an oxygen partial pressure of pO2 = 5 × 10−3 atm.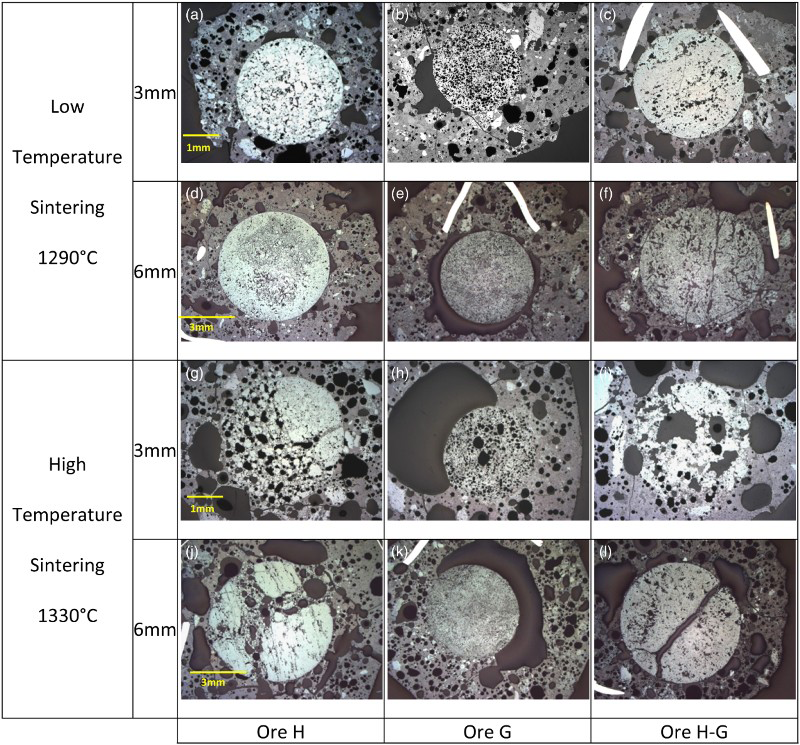
A qualitative assessment of the low temperature (1290°C) sintering results for the Ore H and Ore H-G samples (Fig. 4a, c, d and f) showed that they both had low levels of nucleus assimilation for each nucleus core size. There were signs of expansion and cracking (decrepitation) in the 6 mm core of the Ore H-G sample (Fig. 4f). These changes are believed to be associated with the loss of bound water from goethite during dehydroxylation (up to ∼400°C) and recrystallisation to haematite. In comparison, Ore G underwent effectively complete assimilation at both the 3 and 6 mm core sizes (Fig. 4b, e), as evident from changes in microstructure (see the following section). Considerable (uniform) shrinkage of the Ore G cores was also evident, particularly for the 6 mm core, where contact with the surrounding matrix was mostly lost.
Similar patterns were seen in the high temperature sintering results also shown in Fig. 4. The Ore H cores were partially assimilated at both sizes (Fig. 4g, j), although the extent of reaction was clearly greater for the 3 mm core. In the 6 mm core, localised melt penetration occurred along cracks, resulting in separation of the remaining ore fragments. These cracks may have formed due to decrepitation during initial rapid heating. The Ore G cores showed a high degree of assimilation at 3 and 6 mm (Fig. 4h, k) and considerable shrinkage was again evident in both cases. The Ore H-G sample was completely assimilated at 3 mm (Fig. 4i) while the 6 mm core appeared intact (Fig. 4f), although cracking was again evident.
The values shown in Table 3 provide an indication of likely assimilation behaviour of different ore components however a greater number of replicates would be required to provide more confidence in the quantitative data. This is particularly true for non-uniform textures (e.g. banded haematite and goethite, or ore types with alternating dense and microporous layers). The lack of homogeneity in the sample leads to variability in the results due to differences in ore behaviour, e.g. cracking and decrepitation. Observation at higher magnification is often needed to help with analysis of the results. Figure 5 shows higher magnification images of Ore H and Ore G fired cores, showing microstructural detail to help understand the extent of assimilation.
Low and high magnification photomicrographs of Ore H a, b and Ore G c, d showing detail of the assimilated areas within the fired cores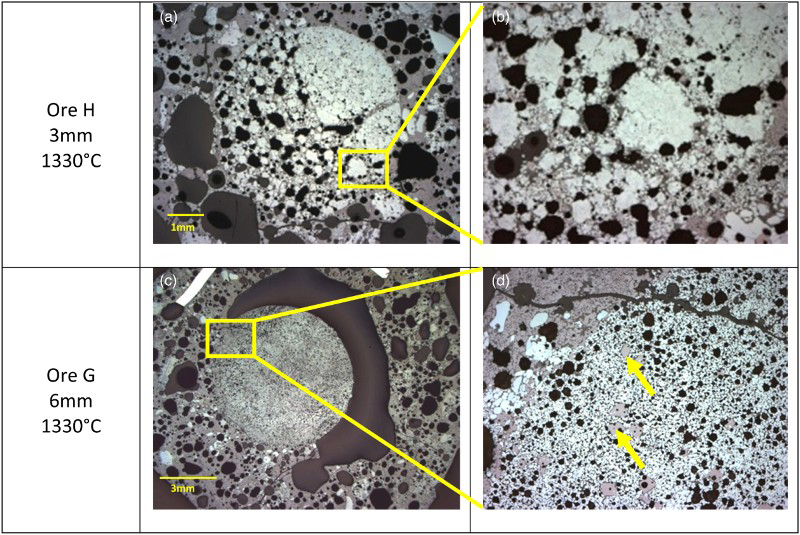
The assimilation results provide evidence of the following characteristics of the three ore types tested:
Ore H (dense haematite-goethite) was stable at the lower sinter test temperature, but reactive at high temperature due to melt penetration along cracks formed during heating. The 6 mm Ore G cores appeared not to have reacted at either temperature (Fig. 4e, k), but closer inspection using a reflected light microscope (Fig. 5) showed that the fibrous goethite had been transformed into fine-grained haematite of somewhat amorphous appearance (Fig. 5c, d), with minor recrystallised magnetite (arrowed). There is, however, little evidence of reaction with the melt, which did not penetrate significantly into the core and the fired structure actually contained less porosity than the original ore. This is in contrast to the 3 mm cores at 1290 and 1330°C (Fig. 4b, h), which showed the development of many secondary pores. Ore H-G showed similar assimilation behaviour to Ore H, and while the 3 mm core was completely assimilated at 1330°C, the 6 mm core showed little reaction, although similar cracking occurred as in the 6 mm Ore H core. No significant reaction occurred at 1290°C.
With regards to core size, the smaller (3 mm) cores tended to be more assimilated than the larger (6 mm) nuclei during high temperature (1330°C) sintering. This indicates that the 3 mm sized nucleus particles are much more likely to contribute to the formation of the matrix melt fraction of the final sintered product at this temperature, i.e. only the largest ore nuclei are likely to remain stable at high temperature, regardless of ore type.
Although the 6 mm cores were less assimilated there was a noticeable difference in reactivity between the ochreous goethite and haematite particles within each ore type examined. There was negligible difference in core size behaviour at 1290°C for the Ore H and Ore H-G samples, as the haematite-goethite samples tended to be stable at the lower sintering temperature. The temperature of heating made no difference to the stability of the goethite-dominated Ore G sample, however.
There are other ore properties, evident in the results, which need to be taken into account to optimise blend performance. Ore G showed evidence of considerable shrinkage whereas the Ore H-G sample showed evidence of expansion. The two samples containing haematite (Ore H and Ore H-G) showed evidence of cracking which indicated a decrepitation problem. These two properties have the potential to significantly affect the strength of the final sintered product and need to be accounted for when considering changes in blend composition.
Where the more porous H-G core did show evidence for reaction (Fig. 4i) large secondary pores were generated and the assimilated areas started to disperse into the surrounding melt. Note that the matrix melt did not penetrate into the 6 mm core where cracked (Fig. 4l), unlike the corresponding Ore H core (Fig. 4j), possibly because the crack was too wide to allow uptake of melt by capillary action.
The interesting thing about the Ore G behaviour was that although recrystallisation of the goethite and apparent reaction occurred, the particles maintained their integrity and in fact became denser, rather than more porous, with heating. This effect was more pronounced at higher temperature and explains why the highly microporous, ochreous goethite nuclei did not generate undesirable secondary porosity within the melt when sintered.
The larger cores were more stable and the core size appeared to influence reactivity more than ore type, for the samples tested. This highlights the fact that sintering is controlled by kinetics, rather than being an equilibrium process, due to short duration at high temperature during the passage of the flame front through the bed. It is known that increasing the proportion of coarse particles in a sinter blend increases granulation efficiency and green bed permeability (Khosa and Manuel 2007), which directly influences flame front speed and the bed temperature profile, so blend sizing clearly has major effects both on the sintering process as well as reactivity. Lu et al. (2008) further discussed the influence of physical ore properties on granulation, particularly porosity.
Loo (2005) reviewed the fundamentals of ore nucleus assimilation in iron ore sintering and confirmed the high assimilation rate of goethitic ores (LOI 10.83%), compared with dense haematite, based on the volume of the remnant ore nucleus particles after firing, finding a strong correlation between porosity after dehydration and assimilation rate. Loo concluded that there was a need to blend dense ores with porous goethite (limonite) in order to maintain a desirable level of stable nuclei in sintering.
Results from the current work confirm that a microstructural change occurred in Ore G, a highly porous, friable goethitic sample, during heating, but rather than being completely dispersed into the melt phase, this material remained as a stable remnant in situ and proved to be much less reactive than expected on the basis of native porosity. Although substantial overall shrinkage occurred, this resulted in lower, rather than higher internal porosity after firing. Note that loss of contact between the nucleus and surrounding melt also occurred due to overall shrinkage. This was quite different behaviour to Ores H and H-G, where cracking apparently allowed localised melt penetration into ore nuclei, followed by rapid reaction at 1330°C, although the cores all remained stable at 1290°C. The difference in behaviour at lower and higher temperature suggests increased melt fluidity at 1330°C, favouring internal melt penetration.
Debrincat et al. (2004) established that assimilation of dense and porous nuclei occurs through different mechanisms. It was found that primary melts penetrated easily into porous particles, resulting in high assimilation rates due to a high internal area of contact between the nucleus and melt, as seen for the majority of Ore H and H-G nuclei at 1330°C in the current work. For dense nuclei, it was found that assimilation only occurred at outer particle surfaces and the rate at which this occurred was highly dependent on the properties (particularly fluidity) of the primary melt. In the current work, it appeared that little assimilation occurred at the outer surface of nucleus particles in dense areas and that most assimilation occurred from ‘inside-out’. Note that Ore H (dense haematite-goethite) and Ore H-G (porous haematite-goethite) showed similar assimilation characteristics, although Ore H-G would be expected to be more reactive, on the basis of the work above.
With higher content of goethitic ores in Asian steel mill blends, it is necessary to understand and optimise the usage of these materials to control sinter melt volume and maintain a balance of stable nuclei in sintering blends. While the results presented here are consistent with the mechanisms and controls on assimilation outlined by Loo (2005) and Debrincat et al. (2004), it is apparent that local variations in ore texture, as well as composition, play an important role in determining the assimilation characteristics of different ore types and become more critical at higher temperatures. These effects will be examined in more detail in future work. The benefit of minimising sintering temperature (and therefore fuel rate), to maintain a desirable balance of stable nuclei and well-bonded matrix in haematite-goethite ore blends, is also clear on the basis of the results presented.
Conclusions
Both dense (Ore H) and microporous (Ore H-G) haematite-goethite ore nucleus particles showed similar assimilation characteristics. Both ore types were stable at low temperatures (1290°C), but underwent considerable reaction at higher temperatures (1330°C).
Highly microporous ochreous goethite (Ore G) nuclei transformed into a considerably denser haematite structure on heating and did not generate undesirable secondary porosity due to reaction with the melt, against an expectation of high reactivity.
Larger (6 mm) ore nuclei were generally more resistant to assimilation at high temperature than smaller (3 mm) nuclei.
The ability to understand assimilation behaviour in regards to ore mineralogy, particle size and sintering temperature is beneficial for sintering production as the information accumulated can be used to predict blend behaviour and optimise sinter quality and productivity.
Footnotes
Acknowledgements
The authors wish to acknowledge the support of CSIRO in publishing this work and in particular, the input of internal and external reviewers in improving the manuscript. The authors would also like to thank Dr John Clout for his pioneering efforts with this research. This paper was originally presented at the Iron Ore 2015 conference (13–15 July 2015, Perth, Western Australia) and has subsequently been revised and extended before consideration by Mineral Processing and Extractive Metallurgy with permission from the AusIMM.