
Abstract
With the continuous industrialization and urbanization in China, the energy saving, emission reduction and environmental protection have become increasingly significant issues to be addressed in modern society. As a carbon-intensive and energy-intensive industry, the iron and steel industry faces great pressure especially in the context that China has pledged to peak its carbon emission by 2030. Nowadays the output of pig iron and crude steel in China has accounted for half of global capacity and during the production of these products, substantial solid wastes including iron tailings, blast furnace slags and steel slags have been discharged. The timely and efficient disposal of these three kinds of solid wastes has been severe problems and consequently, numerous strategies and technologies have been developed. These routes could be generally divided into the large-scale extensive utilization style and the small-scale high-value utilization style. In this study, these routes were first systemically reviewed and the fundamental principles were analysed and then the promising strategies were summarized and predicted. Upon reasonable treatment, these solid wastes could not only reduce the environmental impact but also contribute to valuable resources for modern industry.
Introduction
With continuous industrialization and urbanization, the consumption of energy and resources in China keeps increasing at present. Under this background, the energy saving, emission reduction and environmental protection become serious issues to be addressed nowadays, especially in the energy-intensive and carbon-intensive industries such as the steel industry and the cement industry. This is particularly important since China has promised to peak its carbon emission in 2050 in the climate change conference in Paris (Tollefson and Weiss 2015). As a typical energy-intensive industry, the steel industry faces great pressure of carbon emission and environmental mitigation due to its great capacity although numerous advanced technologies have been introduced such as blast furnace, sintering and cokemaking. Figure 1 displays the productions of pig iron and crude steel in China since 2000 (World steel association) and China has become the largest steel production country. The outputs of crude steel in China were more than 800 Mt in 2013 and 2014 and this great production not only supplies the necessary materials for the economic development but also discharges lots of solid wastes, which could be mainly categorized into three types due to their production processes, i.e. iron ore tailings (IOT), blast furnace slags (BFS) and steel slags (SS).
Annual productions of the pig iron and crude steel in China since 2000.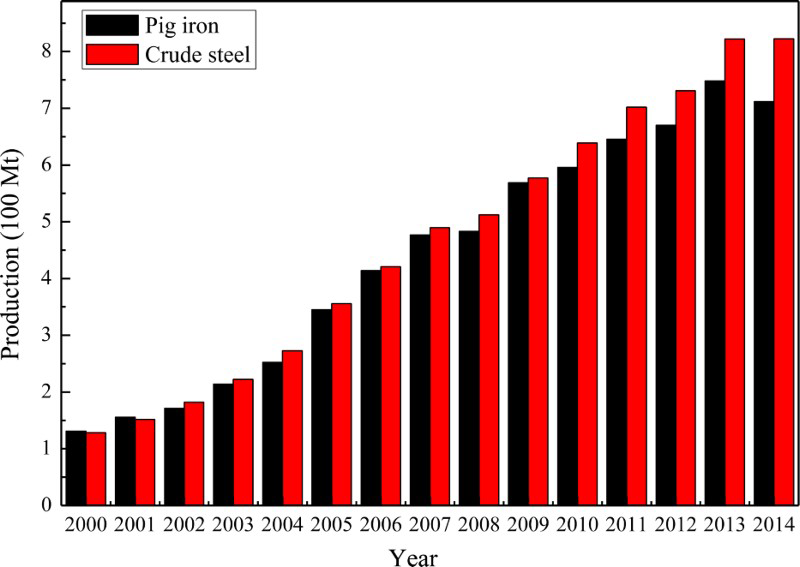
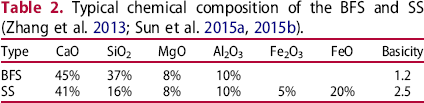
The productions of IOT, BFS and SS in the steel industry are displayed in Figure 2(a, b), respectively (China's annual report of resource comprehensive utilization 2014). As can be observed, the production of IOT in China was around 800 Mt in 2013 while the production of the total tailings in all industries in China was more than 1.6 billion tons. The disposal and management of these IOT has been a great challenge to the sustainable development. With regard to the BFS and SS, their annual productions were around 210 Mt and 110 Mt, respectively. Different from the IOT, the slags are generally discharged at high temperatures of 1450–1650°C (Zhang et al. 2013; Sun et al. 2015b) and thus the disposal of these hot slags generally shows different characteristics considering the high grade thermal heat carried.
Annual productions of the iron tailings and the high temperature slags (a) iron tailings and (b) BFS and SS.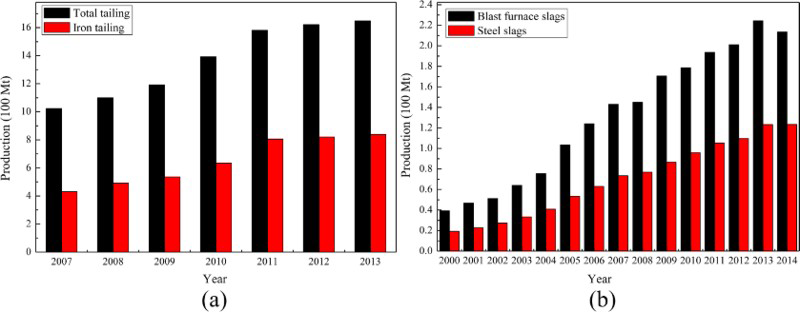
The foregoing are three main solid wastes produced in the steel industry, the productions of which are generally more than 100 Mt. Once not treated reasonably and timely, these solid wastes would occupy lots of lands. Furthermore, if these solid wastes were contacting with the rain, the harmful elements such as S, Na and K, would be leached and released from the wastes, which could pollute the air, groundwater and soil, causing serious problems. Thus in this study, the present situation of disposal and management of these solids wastes, namely IOT, BFS and SS, in China were reviewed and accordingly, the reasonable and promising disposal technologies and routes could be predicted and summarized.
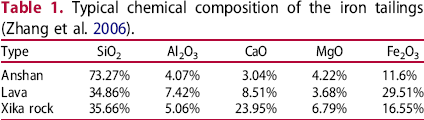
Typical chemical composition of the iron tailings (Zhang et al. 2006).
Typical chemical composition of the iron tailings (Zhang et al. 2006).
Nowadays, there were two main strategies to dispose these IOT, i.e. natural storage and comprehensive utilization. As for the former route, a great deal of tailings was naturally stored in the tailing yards, causing environmental pollution; or these tailings could be stored in the tailing dams. It was reported that there were more than 8000 big dams of IOT in China (Zhang et al. 2006; Duan et al. 2013), the management of which to confirm the security made up a great challenge. In a word, the natural storage of IOT causes great land occupation and resource waste and the risk of environmental pollution was a significant issue to be considered.
In this case, the comprehensive utilization makes up a better choice. With respect to this, many researches have been performed (Hou et al. 2004; Zeng et al. 2004; Zhang et al. 2006; Zhao 2009; Liu and Wang 2009; Li et al. 2009; Chen et al. 2011; Duan et al. 2013; Yang et al. 2014; Liu et al. 2014a; Yang et al. 2015; Cheng et al. 2016), which could be overall divided into three types, i.e. re-separation for extraction of valuable elements, utilization for building materials and other utilization methods. As presented in Table 1, generally the content of iron oxides in the tailing was more than 10%, which accounted for an important iron resource. After mineral separation, the content of iron oxides could be improved, which could be used for the further ironmaking process. For example, Hou et al. (2004) separated the IOT in Shandong Province from 20 to 60% and separately, using a two-stage method, the content of iron oxides in Ganzhou IOT was improved from 22 to 52%, providing potential of resource saving (Zhao 2009).
As for the utilization for construction materials, numerous kinds of products have been developed. From Table 1, it can be noted that the main chemical composition of the IOT such as CaO, SiO2, MgO and Al2O3, was similar to that of the cement materials and thus the construction materials could be prepared. Yang et al. used the low-silicon IOT to prepare the fired bricks and lightweight aggregates mixed with fly ash (Yang et al. 2014) and fly ash/quartz sand (Yang et al. 2015), respectively; while Cheng et al. used high-silicon tailing for the preparation of concrete as a supplementary cementing material to substitute cement (Cheng et al. 2016). Chen et al. (Chen et al. 2011) used the mixed hematite tailing, fly ash and clay to produce the eco-friendly construction bricks and meanwhile Liu et al. (2014a) mixed the SS, IOT and fly ash as aggregates to prepare a polymer-modified waterproof mortar. From the foregoing analysis, it can be seen that for the preparation of construction materials, the chemical compositions of the IOT should be modified and thus generally a mixture of the tailings and other materials should be employed. In this case, some other solid wastes such as SS and fly ash could be co-used. Besides the traditional building materials, some advanced materials have also been prepared in lab-scale such as the ceramic tile and the glass ceramics (Liu and Wang 2009; Li et al. 2009).
In addition to the traditional utilizations, the IOT could also be used for other purposes such as the reclamation, the agricultural sector and the wastewater treatment (Hou et al. 2004; Zeng et al. 2004; Zhao 2009; Liu and Wang 2009; Duan et al. 2013). From the viewpoint of chemical compositions, the IOT could provide the nutrients, such as P and Fe, to the growth of crops and trees. For example, it was found that the rice grain yield was improved by ∼12% with the addition of IOT in the soil. Furthermore, in a recent study (Zeng et al. 2004), it was found that the IOT showed a good effect of adsorptive removal of phosphate from aqueous solutions because of the strong bonding of the PO43− in the water and the iron oxides in the tailings. Although these experimental were generally conducted in the lab-scale, they provided new clues for the effective utilization of the IOT.
Nowadays the material resources of BFS have been well utilized and many methods have been developed in China. Generally, the BFS could be water quenched to obtain a glassy state and then the solid slags in amorphous state with high hydraulic activity could be further used for the cement production. However, the thermal heat in the hot slags was wasted using the water quenching method and additionally, the elemental leaching and S-bearing gas releases would cause the environmental pollution. Thus recently some dry granulation methods have been developed to recover the heat from hot slags and meanwhile confirm the glassy state such as rotary cup atomizer (Mizuochi et al. 2001; Liu et al. 2014b) and spin disk atomizer (Purwanto et al. 2005; Wang et al. 2015a). The key point was to control the cooling rate of the BFS so that it was higher than the critical cooling rate of the slags, which was an intrinsic physical parameter of the liquid slags (Sun et al. 2014b, 2014c). During the cooling process, the high degree thermal heat could be recovered using various methods and finally the slags with high concentration of amorphous phase could be used for the manufacturing of Portland slag cement.
Besides utilization in the cement industry, the BFS could be also used to prepare other products, among which the slag fibre was a typical product. Before fibre production process, the molten slags should be chemically modified to obtain the materials with right viscosity and surface tension; in this case, other solid wastes, such as fly ash and coal gangue (Zhao et al. 2014; Li et al. 2015), could be used as the modification additions. Then the slag wool would be formed using various fibre shaping methods, which could be used in the construction industry. In addition to the general BFS, for some special slags, some valuable elements could be recovered. For example, numerous studies were performed on the Ti extraction from the Ti-bearing slags using the selective crystallization and phase separation (SCPS) method (Sun et al. 2014a; Ren et al. 2016).
As for the disposal of SS, due to the higher basicity, the crystallization of the SS could not be avoided and thus the utilization methods were focused on the recovery of the valuable elements. In fact, compared to other solid wastes, the utilization of the SS was a great challenge in the steel industry. If the SS were naturally cooled in the slag yard, the crystalline phases would form and in this case, the slags could be used for road construction and land preparation. In addition, some recent researches found that the SS could be used to improve the soil and provide nutrients such as P and Fe in the agricultural sector, which provided new possibilities of disposal of the SS (Wang and Cai 2006; Zhuo et al. 2012).
From Table 2, it can be seen that there was more than 20% iron oxides in the SS, which was a great iron resource for the steel industry. Nowadays, generally there were two kinds of methods to recover the iron in the SS, i.e. direct reduction and SCPS. The iron oxides in the slags could be directly reduced into pig iron using the carbon (Kim et al. 2015); however, due to the relatively low content of iron oxides, the energy efficiency was low and the thermal energy was wasted. Instead, the iron in the slags could be enriched before reduction, which was the initial point of the SCPS method. The molten slags could be modified using some additions such as SiO2, Al2O3, P2O5, etc. (Jung and Sohn 2014; Wang et al. 2015b) where the thermal heat of the molten slags could be utilized and then the cooling path of the SS was reasonably controlled to enhance the growth of the iron-bearing minerals such as MgFeAlO4. After that, the iron-bearing phases in the solid could be separated using different separation methods such as magnetic separation, which could be then reduced into pig iron. Either for the direct reduction or for the SCPS method, the slag after iron recovery, with reasonable chemical modification, could be used as raw materials in the cement manufacture or as the road construction materials. Accordingly, both the thermal heat and the material resources could be recovered. During the disposal if SS, the presence of free lime was another problem to be addressed, leading to the risk of degradation of mechanical properties through volume expansion. With regard to this issue, the free lime could be reduced by carbonation and stabilization by hot steam (Vaverka and Sakurai 2014; Courard et al. 2014).
Based on the foregoing analysis, the characteristics of disposal of solids wastes in the steel industry, including IOT, BFS and SS, could be summarized and accordingly the promising treatment strategy could be predicted. As for the disposal of IOT, two main strategies were performed nowadays, i.e. tailing storage and comprehensive utilization. As for the former strategy, the dam management was a key issue while for the latter strategy, generally the chemical composition of the tailings should be modified for the construction industry and thus a mixture of the IOT and other solid wastes could be employed, the main idea of which was presented in Figure 3.
Summary and prediction of the disposal methods of solid wastes in the steel industry.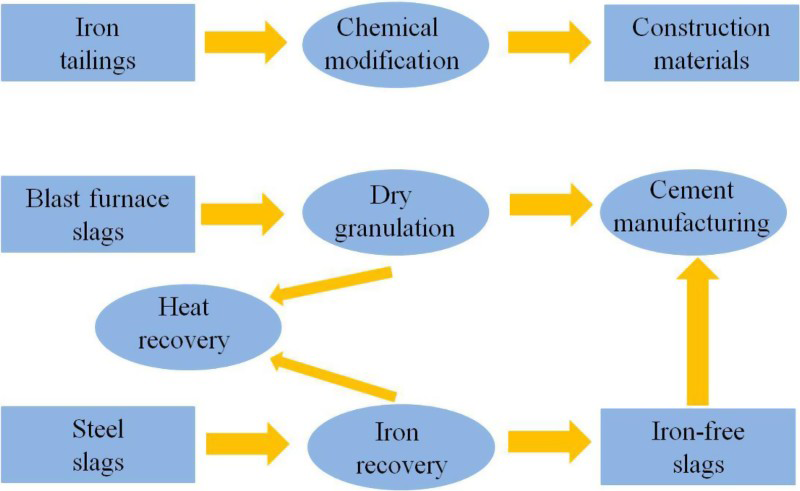
As for the disposal of BFS, an integration of thermal heat recovery and material resource recycling was the main research highlight, as displayed in Figure 3. The glassy state obtained after quickly cooling could be used as good raw materials in the construction industry especially in the cement manufacturing when combining with the dry granulation method where the thermal heat could be meanwhile recovered. With respect to the hot SS, a good utilization route was to effectively recover the thermal heat and material resources through SCPS method. The main idea was to select a good modification material and enrich the iron-bearing phases during which the thermal heat could be partly recovered, as detailed in Figure 3. There was another idea that the iron-bearing phases were separated at high temperatures (Li et al. 2016) and then the slag could be quickly cooled to obtain a glassy state suitable for cement manufacturing.
In summary, the effective and timely treatment of the disposal of solid wastes in the steel industry contributes a lot toward the sustainability in China and for this issue not only the foregoing technological innovations but also a reasonable policy setting make up necessary steps.
In this study, we reviewed the recent advances in the disposal of the solid wastes in the steel industry in China including iron tailings, BFS and SS. Overall, the utilization of these solid wastes in the road and construction industry made up the main strategy to consume these materials due to the great capacity. With regard to the iron tailings and SS, the recent studies involved the utilization in the agricultural sector and the environmental protection area. While for the disposal of BFS and SS, the integration of thermal heat recovery and material resource recycling should be the main issues taken into account.
Footnotes
Acknowledgements
This paper is part of a special issue on Sustainability, waste processing and secondary resources.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Notes on contributors