
Abstract
In this study, the reaction kinetics of carbon monoxide reduction of magnetite ore concentrate in the temperature range of 973–1173 K (700–900°C) has been investigated using the thermal-gravimetric analysis. Various methods were used to obtain the governing mechanism and reaction rate constant of this reaction. It was observed that the sintering phenomenon affects the concentrate particles’ reduction at temperatures higher than 1173 K (900°C). CO reduction of magnetite concentrate to pure iron or iron carbide occurred as a single-step reaction. The first-order reaction model and diffusion models are two important mechanisms for this reaction in the operating temperature range. The following equation is the result of our research work relevant to carbon monoxide reduction of the magnetite concentrate particles in order to predict the progress of the reduction reaction (with R2 about 0.98):

Introduction
Nowadays, the problem of increasing earth temperature and environmental pollutions exhort scientists to find alternative ironmaking technologies in order to replace the blast furnace. Owing to coke-making and coke-burning and also needing pelletization and sintering of ore concentrate, the blast furnace consumes high energy and emits high carbon dioxide. Direction of the new ironmaking processes, such as flash reduction of fine ore particles at high temperatures, is based on the eliminating sintering, coke-making and pelletization (Chen et al. 2015a, 2015b). Reformed natural gas or coal gas comprising carbon monoxide and hydrogen is a good candidate as a reducing gas in these processes.
Some researchers studied reduction of iron oxides by carbon monoxide through different steps of the reduction (Kawasaki et al. 1962; Trushenski et al. 1974; Hughes et al. 1982; Geva et al. 1990; Kang et al. 1998; Qiyuan et al. 1998; Mondal et al. 2004; Jozwiak et al. 2007; Noguchi et al. 2013). Nevertheless, a limited work considered the reduction reaction of iron ore particles by CO as a single step (Hughes et al. 1982; Chen et al. 2015b). Since the aim of this research work is providing a rate equation to use it in the design of a flash reduction reactor, conversion of the magnetic ore concentrate directly to iron metal was considered. Trushenski et al. (1974) investigated different steps of pure iron oxide reduction by carbon monoxide. They reduced disc-shaped pellets of the iron oxides by carbon monoxide at 1073–1173 K (800–900°C). They obtained activation energy of the triple steps of reduction of haematite to iron using the thermal-gravimetric analysis (TGA). Hughes et al. (1982) studied reduction of the iron ore particles by hydrogen, carbon monoxide and their mixtures at 1073–1223 K (800–950°C). They obtained activation energy of haematite ore particles to iron as a single-step reaction. Chen et al. (2015b) investigated reduction of haematite concentrate particles falling in carbon monoxide gas at 1423–1623 K (1150–1350°C) relevant to flash ironmaking process. The obtained value of activation energy for this reaction in the mentioned temperature range was higher than that of other similar studies.
In this study, the reaction kinetics of carbon monoxide reduction of iron ore concentrate in the temperature range of 973–1173 K (700–900°C) has been investigated using the TGA. First, a set of experiments were designed to insure the repeatability and accuracy of the experiments and also to obtain suitable conditions for the determination of the intrinsic reaction rate parameters. Fitting method and nucleation and growth model have been used to obtain the governing mechanism and reaction rate constant of the reduction reaction.
Experiments
Materials
The iron ore concentrate was provided from Gol-e-Gohar mine at south west of Iran, Sirjan, which contains about 66% total iron and 27% FeO. Impurities of the magnetite concentrate were sulphur, phosphor and oxides of silicon, aluminium, magnesium and calcium. The average size of the particles was 47 µm and about half of them have a size in the range of 44–53 µm. Helium and carbon monoxide have been supplied from the Air-Product Company with 99.99% and 99.999% purities, respectively.
Apparatus and procedure
A fabricated thermogravimetric unit was utilized to record the weight change of the solid sample by the reaction over time. The reduction reactor was an alumina tube with 34 mm inner diameter put vertically in an electrical furnace. A small ceramic crucible was suspended by a nickel-chrome wire to a digital scale (A&D-GF300 with 1 mgr accuracy) to weigh sample at each time. Reducing gas enters the reactor from the top and after reaction leaves from the bottom. The temperature of the reaction was measured using two different thermocouples (one of them placed at a point near the crucible inside the reactor and the other located at out of the reactor). The furnace started heating up the reactor to the desired temperature under an inert atmosphere. Helium was used as an inert gas; it protected the balance and also purged air content of the reactor. A stream of the reducing gas was injected to the reactor after purging the air. Three gas flowmeters measured volumetric flow rate of the gases. The weight change of solid content of the crucible was recorded by a connected computer to the digital balance, every 1 sec. At the end of each run, the reducing gas flow was turned off and the solid sample was discharged under an inert atmosphere. The reduced sample was packaged in a small under vacuum container in order to carry out further examination.
Results and discussions
Repeatability of the experiments
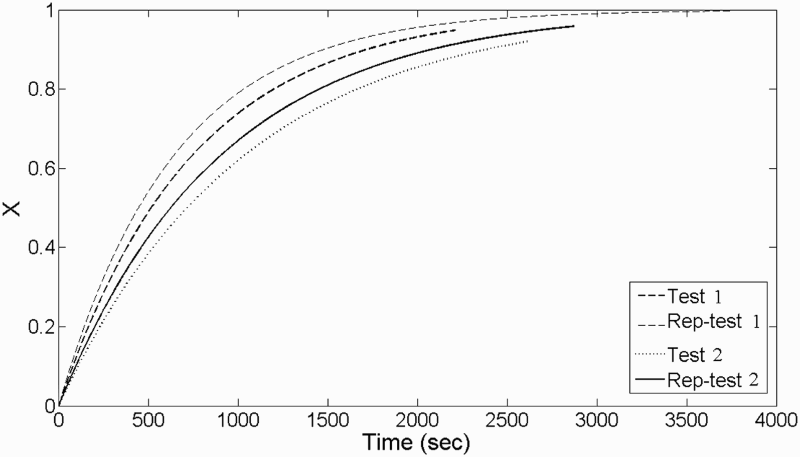
Figure 1 compares two different runs of the repeated experiments. As is clear in this figure, the reduction rate of the Tests and their repetitions are close and their differences are negligible (max differences are 8.37% and 8.27% for Tests 1 and 2, respectively). The vertical axis of the Figure shows progress of the reaction (
Comparisons were carried out to verify repeatability of the experiments: Test 1, 1 gr iron concentrate in the presence of 4.571 Nlit.min−1 flow rate of carbon monoxide at 1163 K (890°C) and test 2, 1 gr iron concentrate in the presence of 2.286 Nlit.min−1 flow rate of carbon monoxide at 1163 K (890°C). ), where w, wi and wf are instantaneous, initial and final weights of the solid sample, respectively (El-Rahaiby & Rao 1979).
), where w, wi and wf are instantaneous, initial and final weights of the solid sample, respectively (El-Rahaiby & Rao 1979).
Four successive phenomena compete with each other for reducing solid particles in a fixed bed of iron concentrate inside the crucible:
Transfer of CO (reducing gas) and CO2 (produced gas) into a formed gaseous film layer around the powders bed Diffusion of CO and CO2 within the powders bed Diffusion of CO and CO2 within the solid fine particles The chemical reaction of solid iron oxide with CO
Owing to successive order of these steps in the reduction reaction, the slowest step will control the overall rate of the process. Since the main aim of this study was to determine the intrinsic kinetics of the reduction reaction, a set of experiments were designed to provide the necessary condition to increase mass transfer rates, consequently the reaction was so slower than the other steps and therefore controlled process of the reduction reaction. In the following paragraphs, it is described how the mass transfer effects (external gas film, intra-bed and inter-particle mass transfer resistances) were reduced.
If the thickness of gaseous film around the solid bed be large, CO molecules should spend considerable time to penetrate this layer and may have an important effect on the reaction rate. Greater speed from top of the suspended crucible in the reactor decreases the thickness of the formed gaseous film layer. By gradually increasing the CO flow rate and comparing the resulting X versus time, we are able to determine the minimum gas flow rate that minimizes the film layer effect. Figure 2 presents the effect of CO flow rate on the reduction rate of the iron concentrate. As seen in this Figure, the reaction rate was increased with increasing gas flow rate until about 4.6 Nlit.min−1, which stops this trend. Therefore, other experiments were carried out with this flow rate (or higher). Note that the flow rate in normal conditions (an ambient temperature of about 298 K (25°C) and an ambient pressure of 0.813 atm) is much lower than the actual gas flow rate in the hot zone of the reactor.
Effect of gas flowrate on the reduction rate of 1 gr iron concentrate powder by carbon monoxide at 1163 K (890°C).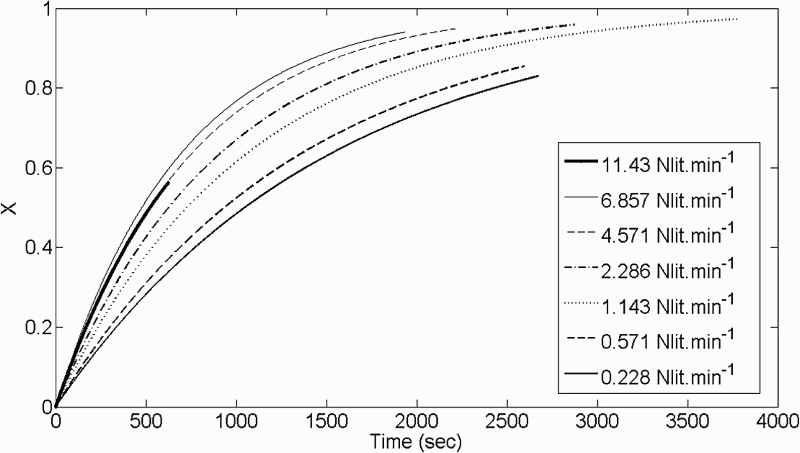
A thick layer of the powder bed makes it difficult to penetrate CO and also for the escape of CO2 from it. A set of experiments, at same conditions but with different weights of the concentrate, were considered in order to investigate the effect of the solid bed thickness on the reduction rate (Figure 3). As seen in Figure 3, the reduction rate of concentrate was increased with solid mass decrease (solid bed thickness decrement) until reaching 1 gr. Therefore, 1 gr of iron concentrate is a lower limit below which there is insignificant effect on the progress of the reaction.
Effect of thickness of concentrate powder bed on the rate of reduction by 4.571 Nlit.min−1 carbon monoxide at 1163 K (890°C).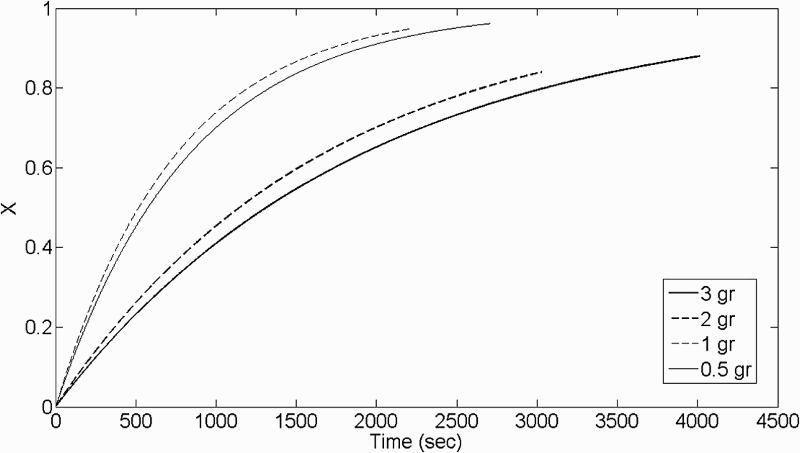
It was necessary to design a set of experiments to examine the effect of particles size on the reduction rate. Figure 4 displays conversion of iron ore concentrate versus time at different particle sizes. As seen in the Figure, by decreasing the particle size, the reduction rate was increased. It is clear that penetration of reducing gas into the larger particles is more difficult. In the case of very small particles (<25 µm), a less solid bed porosity and therefore a more difficult gas penetrating medium will be provided within the crucible and cause to decay the reduction rate. As shown in Figure 4, iron concentrate, with its wide size distribution (about 1–300 µm), was reduced with a same rate as 44–53 µm particles, interestingly. However, because about half of the concentrate has about 47 µm particle size, this similarity is not surprising. Therefore, it can be concluded that iron concentrate (with its wide particle size distribution) has at least intra-particle mass transfer effect. All the remaining experiments (effect of CO concentration and effect of temperature on the reaction rate) have been carried out with 4.571 Nlit.min−1 gas flow rate and 1 gr concentrate.
Effect of particle size on the reduction rate of iron concentrate by 4.571 Nlit.min−1 carbon monoxide at 1163 K (890°C).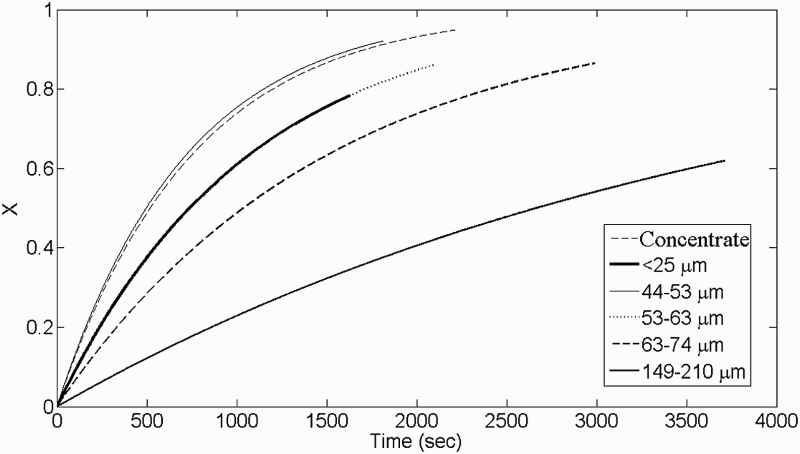
Figure 5 shows the effect of CO concentration on the reduction rate of iron concentrate. Various gaseous mixtures of helium and carbon monoxide with a constant overall flow rate (4.571 Nlit.min−1) were injected into the reactor for this study. As is evident, decreasing of CO concentration decreases the reaction rate. The reason for this decrease is related to role of reducing gas concentration on the reaction progressing.
Effect of carbon monoxide concentration on the reduction rate, 1 gr iron concentrate at 1163 K (890°C).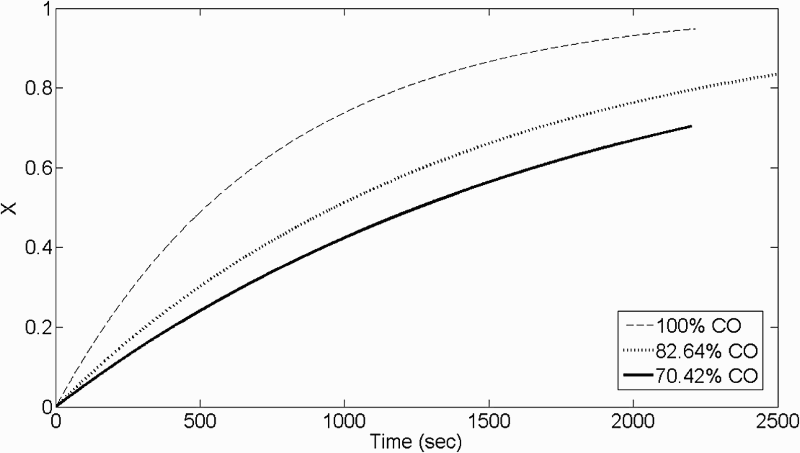
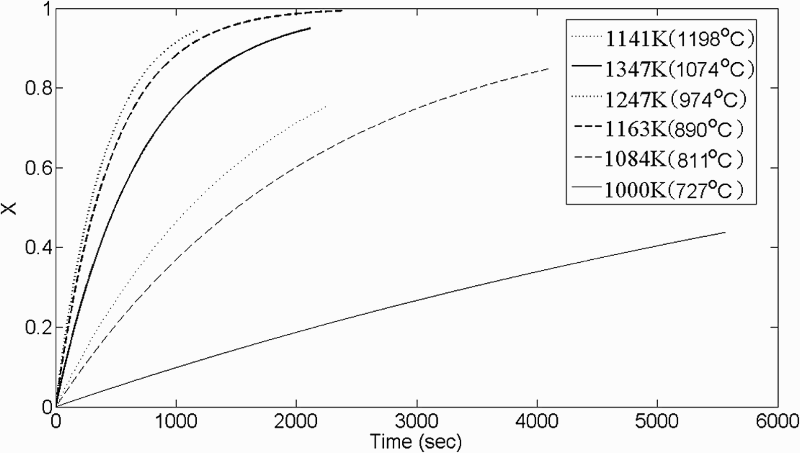
Figure 6 shows the effect of temperature on the iron concentrate reduction by carbon monoxide. As is evident, a rise in temperature from 1000 to 1163 K (727–890°C) increases the reaction rate sharply. As temperature goes above this range, the process will begin to be slower. It is a result of sintering and more difficult penetrating of CO through subsequently formed pasty layer around concentrate particles. Slowing of the reaction rate by sintering confirms this fact that the reduction of iron concentrate particles was achieved by carbon monoxide gas and not by fine carbon particles, which were produced by the Boudouard reaction (
Effect of temperature on the reduction rate of 1 gr iron concentrate by 4.571 Nlit.min−1 carbon monoxide. ). If carbon particles contribute in the reduction of iron ore concentrate, since the mobility of the solid carbon phase in the pasty layer of the sintered particles is increased, sintering phenomenon not only do not reduce rate of the reaction but also it increases rate of the reduction (Nakagawa et al. 2005; Takeuchi et al. 2007). We can conclude that the suitable temperature for determining the intrinsic reaction kinetics of the reduction is below 1173 K (900°C).
). If carbon particles contribute in the reduction of iron ore concentrate, since the mobility of the solid carbon phase in the pasty layer of the sintered particles is increased, sintering phenomenon not only do not reduce rate of the reaction but also it increases rate of the reduction (Nakagawa et al. 2005; Takeuchi et al. 2007). We can conclude that the suitable temperature for determining the intrinsic reaction kinetics of the reduction is below 1173 K (900°C).
A detailed study of this reduction requires the knowledge of the possible reactions at equilibrium condition. Equilibrium conditions of all possible reactions were studied using the HSC software (Antti Roine 2006). Flowing of CO might be preventing the equilibrium conditions by removing produced CO2 from the crucible. However, equilibrium conditions show the possibility of each reaction occurrence.
Figure 7 represents the equilibrium condition of the reaction at temperature range from 298 to 1773 K (25–1500°C) when 1 gr iron concentrate has been maintained in a gaseous environment containing a certain amount of carbon monoxide (equivalent to the total moles of passed CO through the reactor during the experiment). Curves of ΔG versus temperature of the possible reactions between magnetite and carbon monoxide at the above-mentioned temperatures have been presented in Figure 8. Spontaneous reactions have non-positive ΔG at a constant temperature and pressure. Therefore, reactions with a smaller positive ΔG have more chances to change into a thermodynamically favourable reaction, when operating conditions are kept out from the equilibrium conditions (Silbey et al. 2004). Figures 7 and 8 reveal the following results:
At equilibrium conditions and low temperatures, the magnetite concentrate can be converted to the other types of iron oxide in a reducing CO environment. But, keeping away of the reaction from equilibrium conditions by flowing the reducing gas and also very low rate of producing FeO makes the possibility of achieving such compounds in the final product to be low. At low temperatures which the Boudouard reaction has a significant chance to occur, CO has a very lower mass than CO2 and carbon. But, increasing temperature and increasing ΔG of this reaction, subsequently, increase the concentration of CO and decrease the concentration of CO2 and carbon sharply. Increasing temperature decreases the oxygen content of iron concentrate and converts it to wustite (FeO), pure iron (Fe) and a small amount of iron carbide (Fe3C), at 973 K (700°C). Therefore, at equilibrium conditions about 60%, metallization will be a maximum value at this temperature. A more temperature increase decays FeO production and increases the amount of Fe. It leads to more metallization at higher temperatures by CO reduction (see Table 3). Producing of Fe3C is limited at above 1173 K (900°C) due to a decrease in the produced carbon in the reactor. Oxygen separation from magnetite by CO can occur under a one-step (Fe3O4 to Fe or Fe3C) or two-step (Fe3O4 to FeO and then FeO to Fe or Fe3C) reaction. Only CO reduction of magnetite to wustite has a negative ΔG and thus is a spontaneous reaction, above 973 K (700°C). But the applied high flow rate of CO from top of the bed disturbs this equilibrium condition and makes other gas–solid reactions possible.
Reaction mechanism
In this section, the mechanism of iron concentrate reduction by carbon monoxide has been studied, based on fitting of the existing models. The rate of reduction progress of such reactions is usually based on the following equation (Brown et al. 1980):
Equilibrium curves of ore concentrate and carbon monoxide gas system at temperature range from 298 to 1773 K (25–1500°C): including 1 gr of iron concentrate in contact with 11.217 kmol carbon monoxide (amount of required CO during one hour reaction, a period relevant to experiment duration) (Jozwiak et al. 2007). Fitting of the presented models in Table 1 with the experimental data of carbon monoxide reduction of iron concentrate at different temperatures. The common gas-solid reactions models that used to determine mechanism of iron concentrate reduction with different gases.

 ) can take several forms. Some of its applicable forms have been presented in Table 1. A common analyzing method is fitting the experimental data (isothermal conversion versus time) with the models and then evaluating this accordance using correlation coefficient (R2) (Pourghahramani & Forssberg 2007). Figure 9 a–e shows fitting of the presented models with the experimental data at different temperatures.
) can take several forms. Some of its applicable forms have been presented in Table 1. A common analyzing method is fitting the experimental data (isothermal conversion versus time) with the models and then evaluating this accordance using correlation coefficient (R2) (Pourghahramani & Forssberg 2007). Figure 9 a–e shows fitting of the presented models with the experimental data at different temperatures.
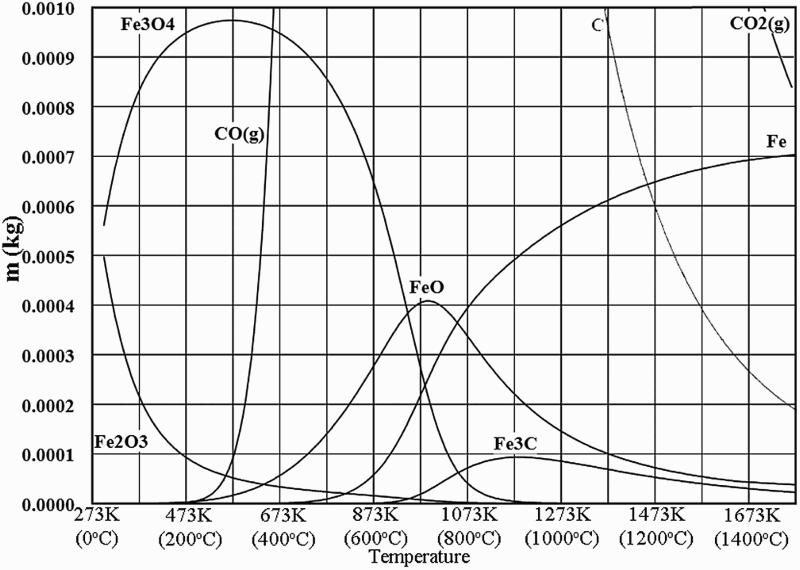
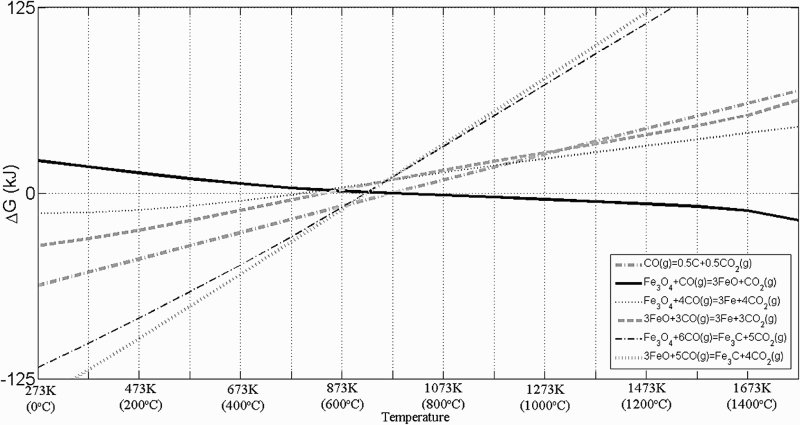

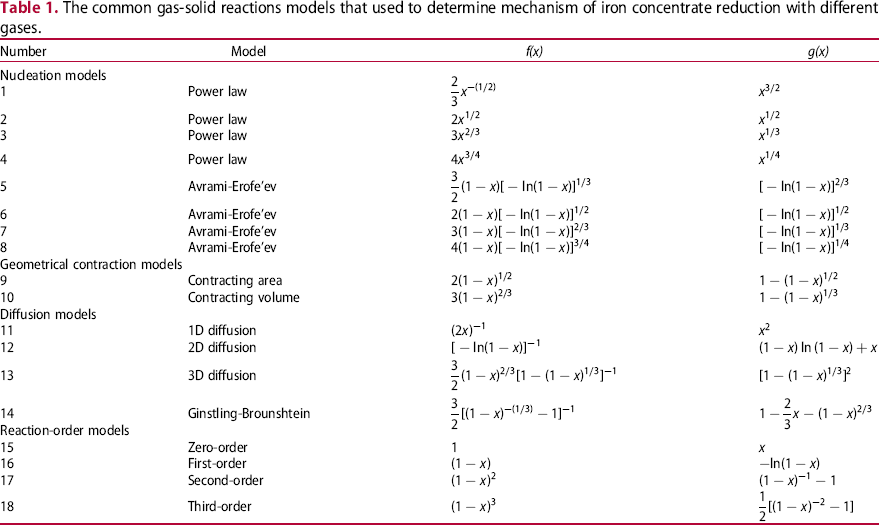
Figure 10 shows logarithm of the calculated k versus inverse temperature for different models. Models with low R2 values (models with less importance) have been represented with lighter markers and lines in this Figure. The activation energy (E), according to the Arrhenius equation, was calculated for each model using slope of the lines.
Obtaining the activation energy of the carbon monoxide reduction of iron concentrate by the represented models in Table 1.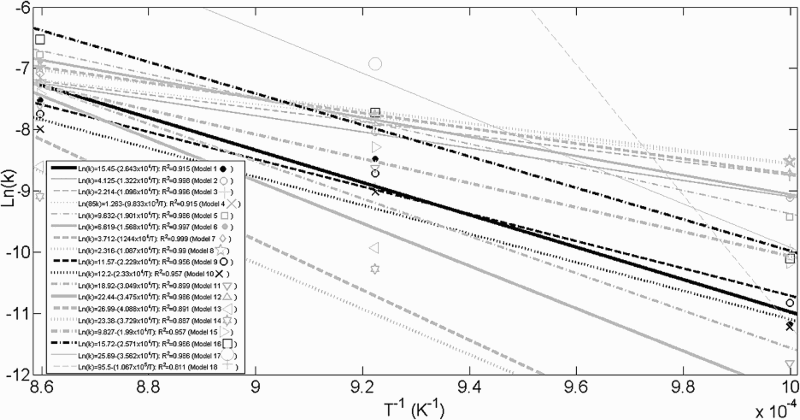
Figure 11 shows the calculated activation energy of the models and compares them through vertical bars. The width of the bars in Figure 11 has been calculated using the represented values of R2 in Figure 9 a–e. i.e. degree of fitness of the models with the experimental data can be observed through width magnitude of the bars. This Figure reveals that some models, such as first-order reaction model or diffusion models, are able to describe the reaction. Therefore, a combination of the acceptable mechanisms controls this reaction.
Calculated activation energy of the carbon monoxide reduction of iron concentrate by the represented models in Table 1.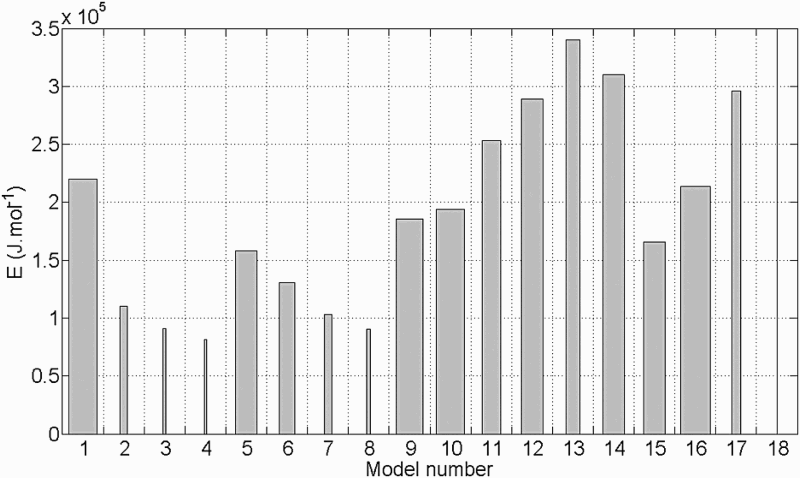
A common model for the gaseous reduction of solid particles is nucleation and growth model (
Determination of Avrami parameter and also apparent reaction rate constant of reduction of different particles sizes of iron ore concentrate by 8.518 mol.m−3 carbon monoxide at 1163 K (890°C). Dependency of the apparent rate constant on particle size of the iron concentrate. ) (Nakagawa et al. 2005; Chen et al. 2015a, 2015b). Suitable fitting of the model equation with the experimental data gives the Avrami parameter (n) and simultaneously the apparent reaction rate constant. This equation has a suitable fitting with the obtained experimental data by the TGA. The apparent reaction rate constant is an exponential function of temperature (the Arrhenius equation) and a power function of particles size (dP) and CO concentration (CCO). Therefore, isothermal integral form of equation (1) can be represented as the following equation:
) (Nakagawa et al. 2005; Chen et al. 2015a, 2015b). Suitable fitting of the model equation with the experimental data gives the Avrami parameter (n) and simultaneously the apparent reaction rate constant. This equation has a suitable fitting with the obtained experimental data by the TGA. The apparent reaction rate constant is an exponential function of temperature (the Arrhenius equation) and a power function of particles size (dP) and CO concentration (CCO). Therefore, isothermal integral form of equation (1) can be represented as the following equation:

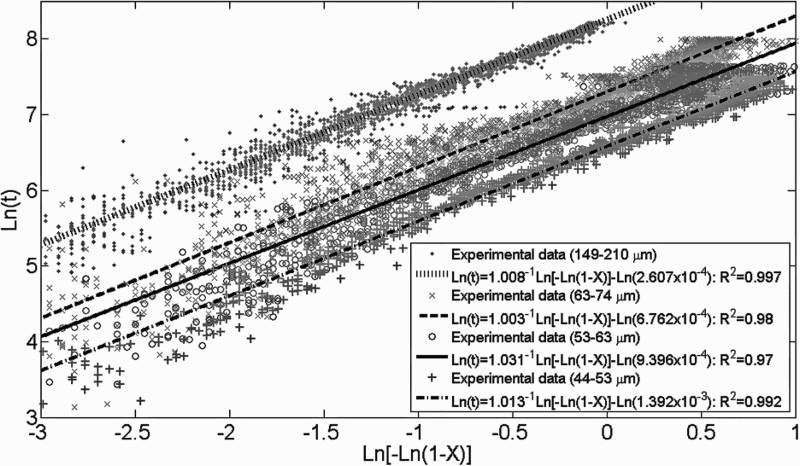
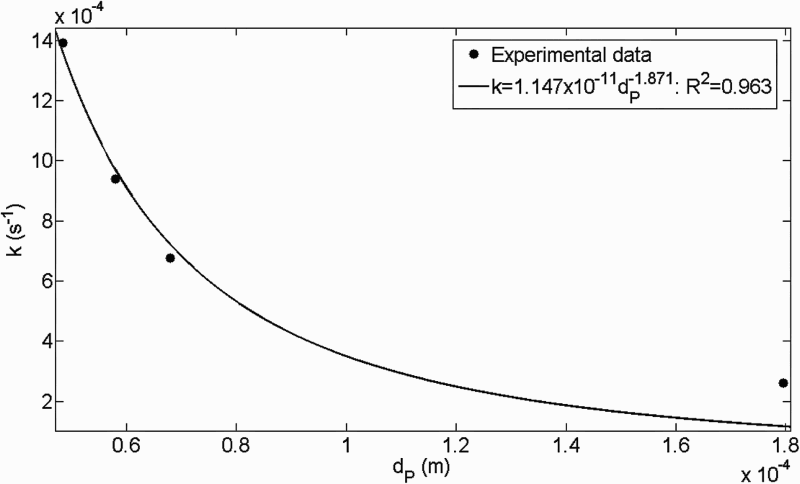
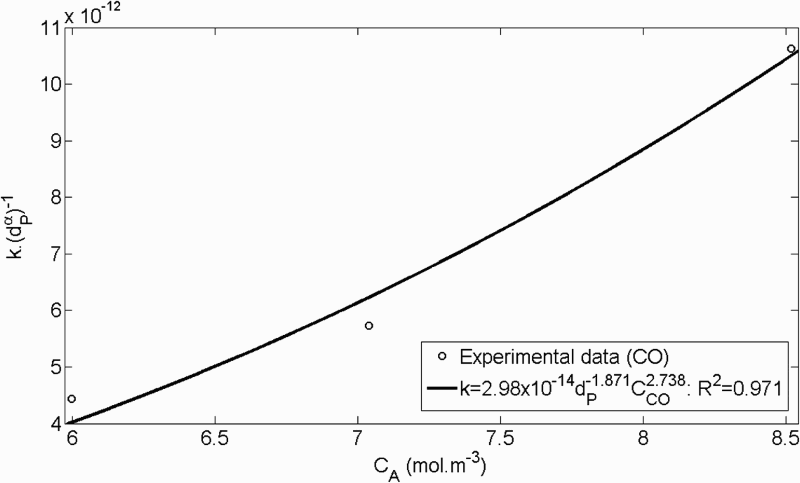
Figure 14 shows the accordance of logarithm form of equation (2) with the experimental data for obtaining k at different concentrations of CO. The experiments in Figure 14 have been carried out with a same particle size and temperature. Figure 15 shows dependency of the apparent reaction rate constant to CO concentration. It is obtained that β is equal to 2.738 for CO reduction of iron concentrate.
Determination of the apparent reaction rate constant of iron concentrate with carbon monoxide in different concentration at 1163 K (890°C). Dependency of apparent reaction rate constant on the concentration of the reducing gases.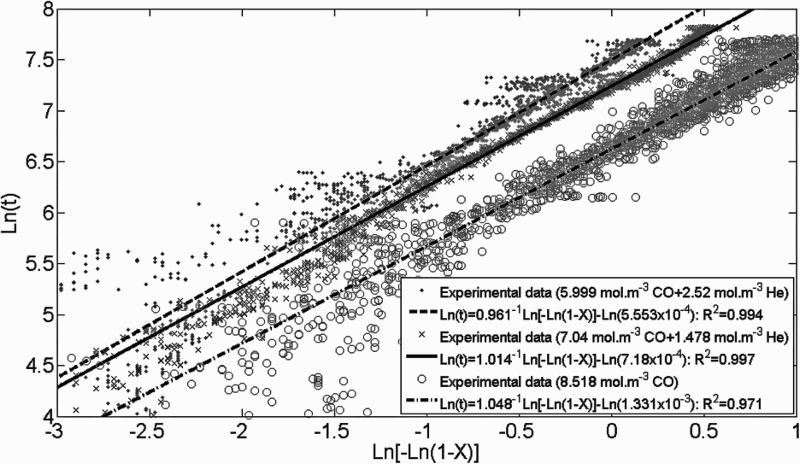
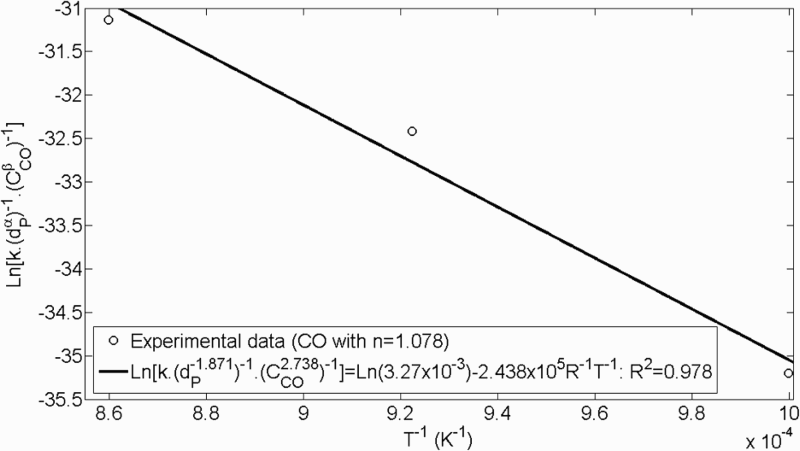
Now, it is possible to obtain intrinsic reaction rate constant. This quantity is just a function of temperature. Figure 16 shows the accordance of equation (2) with the experimental data for obtaining the apparent reaction rate constant at different temperatures. All the experiments in Figure 16 have been carried out at a same particle size and CO concentration. It is seen in this Figure that the values of Avrami parameter is about one for all of the experiments. This approves the suitable accordance of one-order reaction model with the experimental results of this reaction. Figure 17 shows dependency of the intrinsic reaction rate constant on temperature. This Figure represents the activation energy and also pre-exponential factor of this reaction based on the Arrhenius equation.
Determination of n and k by fitting the logarithm form of equation (2) with the experimental data. Determination of E and k0 of the iron concentrate reduction by carbon monoxide.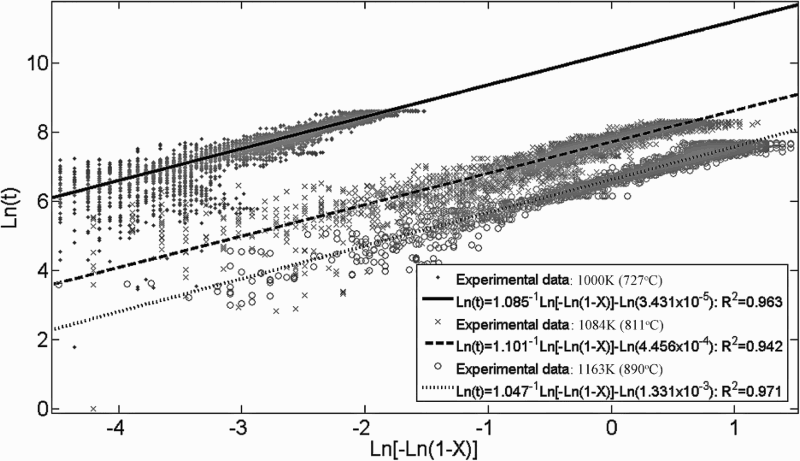
The previous studies relevant to iron oxides reduction by carbon monoxide.
The previous studies relevant to iron oxides reduction by carbon monoxide.
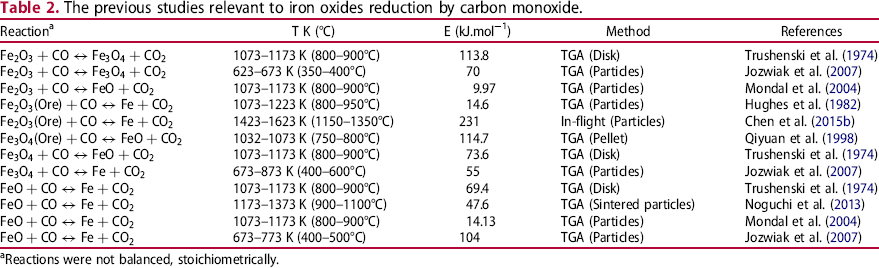
aReactions were not balanced, stoichiometrically.
Comparing the results of TGA and wet chemical analysis of the reduced solid samples.


Figure 18 compares the predicted weight loss of the iron concentrate by nucleation and growth model and the recorded weight loss by TGA (R2 = 0.976). This Figure confirms accuracy of the applied model.
Comparing model predictions with the experimental data for reduction of iron ore concentrate by 4.571 Nlit.min−1 carbon monoxide at 1163 K (890°C).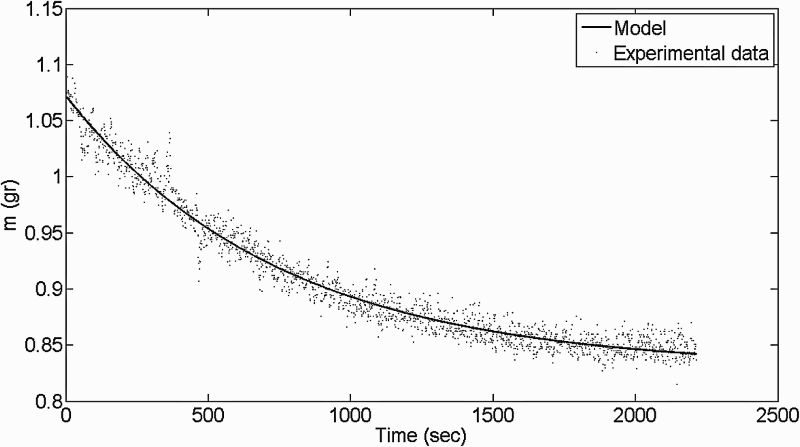
In this study, the reaction kinetics of carbon monoxide reduction of iron ore concentrate particles in the temperature range of 973–1173 K (700–900°C) was investigated using the TGA. The fitting method and nucleation and growth model were used to obtain the governing mechanism and reaction rate constant of this reaction. It was deduced that the sintering phenomenon affects the reduction of the concentrate at temperatures more than 1150 K (900°C). The dependency of the reduction rate on the reducible solid particles was obtained first order. The dependency on the CO concentration and also particle size were obtained as power functions with 2.738 and −1.871 powers, respectively. The activation energy was obtained about 243.8 kJ.mol−1 and finally, the following equation was obtained to predict progress of the reduction reaction:

Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.
Notes on contributors