
Abstract
Use of an electric arc furnace (EAF) with graphite electrodes is incompatible with zero CO2 emission. EAF usage is challenged by proposed new technology employing generic melt circulation, in which no plant-site carbon dioxide is emitted during scrap melting and subsequent continuous refining. The electrical input is estimated to be less than 150 kWh t−1 for processing shredded scrap to near net-shape product. For continuous steelmaking from contaminated scrap, zinc elimination at atmospheric pressure is straightforward. For copper and tin desorption from contaminated molten steel scrap, continuous, evaporation under vacuum, paralleling the commercially established vacuum dezincing of the molten lead carrier medium in the melt circulation loop attached to the condenser of the former zinc–lead blast furnace at Swansea Vale in the UK, is strongly advocated. A case is made for water cooling in final steel product continuous casting to be replaced by heat recovery employing a liquid metal coolant.
Introduction
Secondary steelmaking in the longer term may well be conducted locally close to the ultimate consumer with major emphasis in most cases on recycling scrap supplemented by addition of metallic alloying elements and carbon addition as required by the product specification. Clearly, consumption of refined ultra-low carbon iron slab is then dictated by the overall mass balance and in recognition of the availability of steel scrap at a competitive price. This means that CO2 emissions to control climate change are minimal, if electrical conductive heating is used in the local steel making component of the overall production of final steel product. The emphasis in the present paper focuses on melt circulation of electrical conductively heated molten iron and or molten steel carrier medium to satisfy the thermal demands of the sub-processes necessary to produce continuously the final desired steel product specification.
Clean scrap involvement in the absence of organics such as plastic coating or urban refuse, will be the principal focus of attention in the present paper to avoid unnecessary complication. Volatile organic emissions can induce dioxin formation and other serious environmental problems, which warrant detailed consideration beyond the scope of the present study.
Inappropriate current technologies
Present day direct reduced iron (DRI), hot briquetted iron (HBI) and reliance on an electric arc furnace (EAF) employing graphite electrodes are all incompatible with securing the zero CO2 target, because of contamination with carbon. In their present state, they will all need deleting from steelmaking in a future low carbon economy. Clearly, if large energy savings can be safely secured at the same time, all parties stand to win. In particular, for clean low carbon steel scrap, generic melt circulation technology coupled with electrical conductive heating could pave the way towards securing substantial advantages over the traditional electric arc furnace (EAF) and ladle metallurgy furnaces (LMFs) route for continuous melting, refining and casting high quality steel.
Scrap melting via melt circulation
Substitution of a traditional EAF by a melt circulation loop, electrically conductively heated to melt steel scrap without any CO2 emissions, will now be explored. The first issue to be confronted is recognition that a modern EAF is a highly intensive reactor, not only because of the arcs themselves promoting very high intensity but also injection of oxygen to effect a degree of decarburisation stimulates sub-surface nucleation and explosive growth of CO bubbles. These actions are essential for effective melting of the solid charge materials comprising preheated scrap as well as lime and other fluxes.
Currently, there is a strong trend towards decreased use of electricity in EAF steelmaking. According to von Scheele (1999) for the total energy consumed of about 650 kWh t−1 only about 60% of this figure is needed to melt scrap. The electrical energy consumption is approximately 400 kWh t−1. This is in combination with input via various types of chemical energy.
The proposed new approach is to employ a single large RH unit, with preheated scrap distributed along the entire hearth length of a melt circulation loop using a multiple charging arrangement at spaced locations with electrical conductively heating to respond to all the thermal energy demands throughout the entire melt circulation loop. This is shown schematically in Figure 1.
Sectional plan view of AC electrical conductively heated steel melt circulation loop with preheated shredded steel scrap added at multiple locations along both hearths.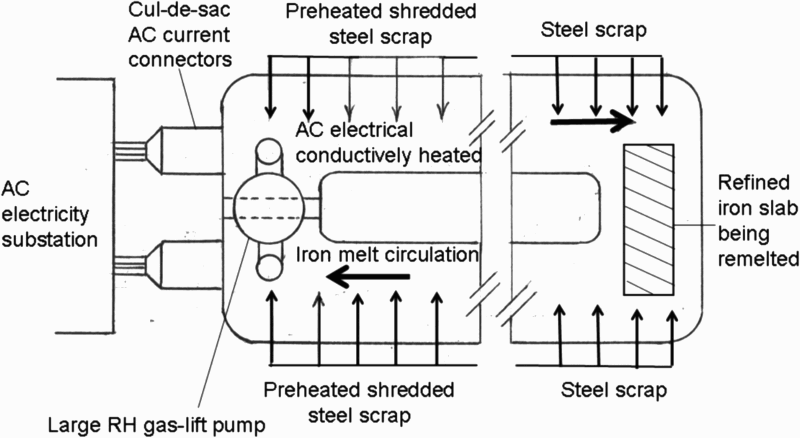
Vacuum desorption of non-ferrous metals
It is well known that desorption of copper and tin impurities in liquid scrap can be achieved batch-wise by vacuum induction evaporation. For example, Zaitsev et al. (2004) applied their own research results and literature data to assess the potentialities of steel de-copperising technology based on evaporation. They state that the time required for a decrease in Cu concentration from 0.6 to 0.3 wt-% through evaporation from the exposed surface of a 160 t ladle into a vacuum of 100 Pa amounts to 5 h.
A somewhat more optimistic picture emerges from the paper by Savov and Janke (2000). The evaporation rate of Cu increases as the pressure is lowered from 100 to 10 Pa. At chamber pressures below 10 Pa, no further acceleration of the refining process is achieved. At pressures of 10 Pa or less the evaporation rate of Cu is controlled by a combination of both vaporisation at the gas-metal interface and the liquid phase mass transfer. They also conclude that the evaporation rates of both Cu and Sn are considered too low to achieve induction ladle refining on a commercial scale without increasing the stirring intensity even at 10 Pa pressure.
The way forward is to employ generic melt circulation technology (Warner 2008) in general for truly continuous secondary steelmaking, as proposed by analogy with Part 1 of the present paper. However, in response to the most challenging problem of non-ferrous metal highly contaminated steel scrap, now identified, a further innovation is clearly demanded.
The solution is already well documented in the author's archival research papers, associated with the commercially proven vacuum dezincing process (VDZ) for continuous vacuum recovery of zinc from a molten lead carrier medium. VDZ employed a melt circulation loop attached to the condenser of a zinc–lead blast furnace (imperial smelting furnace, ISF). The kinetics of the process (Warner 1967; Herbertson & Warner 1973) are potentially highly relevant to continuous Cu and Sn removal from molten iron in secondary steelmaking.
The VDZ used what was known as a tray spiral launder to vacuum evaporate the zinc product in the molten lead carrier medium at a nominal pressure of less than 15 Pa, measured in the gas off-take to the vacuum pump, once the evaporated zinc vapour was condensed to molten zinc on a water-cooled solid zinc cylindrical surface, vertically concentric to the try spiral launder vacuum evaporator. The liquid zinc was removed from the vacuum chamber continuously via a barometric leg to be cast into product ingots.
A sectional elevation of the VDZ vessel is shown in Figure 2(a), supplemented by Figure 2(b), which provides the necessary perspective in plan view of the overall ISF operation producing a refined liquid zinc product, employing closed melt circulation of a molten lead carrier medium linking the VDZ to the condenser of the zinc–lead blast furnace. The archival VDZ technology, modified appropriately from the spiral tray launder configuration shown in Figure 2(a) to a horizontal open channel arrangement, provides virtually a risk-free full-size plant demonstration of the new technology essential to deal with non-ferrous metal contaminated steel scrap.
(a) Plant used for continuous vacuum distillation zinc; (b) layout of ISF and vacuum dezincing process.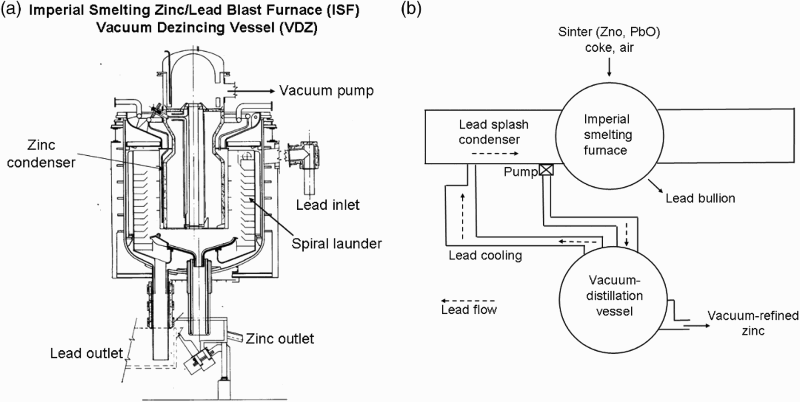
The effect of pressure on the rate of tin evaporation from liquid iron has been reported (Lipart et al. 2014). The experiments used a single chamber vacuum induction furnace at 1650oC with operating pressures of 0.05 to 557 Pa. The overall mass transfer coefficient for the process varies considerably over the range 10 Pa to 100 Pa, which is considered to reflect mixed kinetic control, involving both gas phase and liquid phase mass transfer. At pressures below 10 Pa, the kinetic parameters stabilise, indicating that the overall mass transfer coefficient is determined by interaction of liquid phase mass transfer and the interfacial phenomena as given in Equation (1)
An example will now be given to exemplify the advantage of a shift to turbulent open channel melt circulation continuous vacuum evaporation, as in the VDZ process. A value 135.8 × 10−6 ms−1 for the interfacial vaporisation rate coefficient for Cu evaporation from a particular Cu–Fe alloy at 1659°C has been published (Labaj 2012). Using Equation (2) (Komori et al. 1982) and highlighted in Part 1, a liquid phase mass transfer coefficient of 164 × 10−6 ms−1 is representative of Cu–Fe alloy turbulent flow for 2M tpa in a channel 1.5 m wide × 0.016 m deep. The Froude number is 0.95, so the flow is sub-critical. From Equation (1) the calculated overall mass transfer coefficient increases from Labaj's value of about 45 × 10−6 to 75 × 10−6 ms−1 The total open channel contact length required for copper removal from say 0.5% down to 0.05%, in order to satisfy the liquid phase diffusional demand, is calculated to be 84 m. Hence an annular configuration 27 m in diameter could be provided to continuously vacuum refine 2M tpa of copper contaminated steel scrap flowing turbulently in a 1.5 m wide open channel at an average depth of 0.016 m adjacent to a cooled condenser surface.
The results of a theoretical analysis for treatment of non-ferrous metal contaminated steel scrap are summarised below:
Zinc not removed from galvanised scrap during preheating in argon and ‘sweated out’ immediately as a liquid zinc by-product, can be removed from liquid scrap in two stages. Firstly, within the scrap melting loop on the charge arm downstream from the zone in which preheated solid scrap is being assimilated, profiling the roof so that the freeboard is reduced to about 0.1 m allows a controlled addition of purge gas to readily desorb zinc from the melt surface, such that the steady-state concentration of zinc throughout the melting loop is in the region of 500 ppm. This means that for a raw scrap feed containing 1% zinc initially, some 95% of the zinc is either ‘sweated out’ or desorbed at atmospheric pressure into a purge gas as zinc vapour. The overflow from the melting loop is removed continuously, perhaps by a hot metal siphon into a counter-current condenser for ultimate recovery of by-product zinc metal. For desorption of copper and tin, it has been established that atmospheric pressure operation is not feasible. However, for desorption under much reduced pressure, there is no fundamental problem with high-level removal of copper and tin by such treatment. According to Savov et al. (2000), tin plate represents a very low carbon content steel sheet coated with an average of 5 g Sn/m2 and tin plate scrap contains an average 0.2–0.4% Sn. Opinion within Europe is probably reflected by the permissible maximum tin content reported by these authors of 0.01% Sn for flat products. For combinations of tin plus copper in steel products, a tolerance level for flat products of Cu + 8 Sn < 0.4% has been reported (Emi & Wijk 1996).
Continuous casting heat recovery options
Near net-shape continuous casting of refined iron slab without water cooling using a liquid metal coolant in Part 1 was vitally important in proposing energy efficient new technology for producing directly from iron ore, a solid intermediate primary ironmaking ultra-low carbon refined iron product that can be shipped worldwide at reduced cost, in comparison with direct shipping ore (DSO). Alternatively, the refined iron slab can be produced locally at a large integrated producer from DSO and then transported locally to secondary steelmakers utilising steel scrap backed up by the availability of refined iron slab for zero CO2 emission steelmaking at the steel plant site of the future. Because the refined iron slab containing virtually no non-metallic inclusions is to be re-melted, the ultimate steel product physical structure developed over decades of research and development may remain as at present, except of course the final product will be clean steel with a very much reduced population of non-metallic inclusions. In the long term, it is conceivable that the benefits of substantial energy reduction (heat recovery plus major mechanical energy savings in eliminating rolling etc.) will be recognised in the secondary steelplant of the future. The second option is to leave heat transfer in primary cooling of continuous casting, as it is at the present time using water cooling, comprehensively discussed in a paper by Sengupta et al. (2005). Then change the emphasis away from water cooling and concentrate on partial heat recovery after the slab is cooled to a nominal temperature of say 1300°C and is progressing horizontally forward so that its secondary cooling is accomplished by radiative heat transfer to an adjacent counter-currently conveyed layer of steel scrap undergoing preheating prior to its addition to the adjacent melt circulation loop. An inert gas will be required in a balanced gas pressure protective system, controlled very close to atmospheric pressure. At the very hot end, sintered alpha silicon carbide rollers without water cooling and ceramic sealing components may be employed to keep inert gas consumption at a minimum. This approach avoids usage of LBE. When the slab reaches 1000°C radiative heat transfer intensity is very much reduced, so it is recommended that forced convective LBE open channel cooling is then pursued down to 200°C or so, with ultimate heat recovery paralleling that proposed in Part 1, except that counter-current contacting in a moving packed bed is probably superior to a rotary kiln for preheating shredded scrap using recovered heat from continuous casting ultimately by inert gas counter-current convective heat transfer. Accept feeding scrap into the melt circulation loop without any preheating and incorporate present day continuous casting technology as the preferred way forward. Theoretical impact of casting heat recovery options.
A quantitative comparison of the options is given in Table 1.

Utilisation of refined iron slab
Re-melting refined iron slab.
Refined iron slab usage as a diluent for mildly contaminated scrap melting in order to meet acceptable product specification is also envisaged. However, for very heavy copper and tin levels, it may be desirable to follow shredded scrap melting procedure already illustrated in Figure 1 with subsequent vacuum evaporation processing analogous to the VDZ process. A horizontal open channel would be employed on the overflow from the melt circulation loop, rather than a tray spiral launder. It is conceivable that the downleg from the high vacuum evaporator discharges directly into a second melt circulation loop charged with molten refined iron slab to meet even higher purity product levels.
Charged refined slab must be pre-treated in-line to eliminate surface rust or other surface contamination from torch cutting etc., whilst in the solid state before entering into the iron melt. One approach is for individual slabs to be stacked on top of each other forming columns extending vertically upwards immediately above the melt circulation hearth with the bottom slab resting on the bottom of the open channel, whilst undergoing melting induced by the turbulently flowing steel melt on both exposed sides of the part submerged Above the melt surface heat is conducted upwards, thereby permitting hydrogen reduction of surface iron oxide to take place in a relatively dilute hydrogen-containing nitrogen atmosphere flowing upwards, At the same time occluded air and moisture is purged from the system It should also be recognised that charging uniform rectangular slabs at room temperature to the top of the charge columns via rubber rolls simplifies air exclusion.
General discussion
It is worth stressing yet again that truly continuous steelmaking has resisted decades of unsuccessful attempts to bring to commercial reality. Carbon and oxygen must not be allowed to be dissolved in molten iron together in the overall steelmaking process. The presence of one without the other totally eliminates the risk of sub-surface nucleation and growth of disruptive carbon monoxide bubbles. Zero carbon in the molten iron carrier medium is considered absolutely essential in Part 1. In this paper, dissolved carbon by itself is not an issue provided very little dissolved oxygen is present at any stage.
Steps must be taken to eliminate oxygen transfer to the circulating molten steel in this Part 2 paper. Accordingly, a proposed initial incorporation of a minor amount of magnesium metal to the shredded steel scrap prior to its preheating to 1000°C or even higher and subsequent charging into the steel melt circulation loop, is considered a mandatory precaution to facilitate reaction between magnesium vapour and torch cut in-plant steel scrap or other surface-rusted material. This scenario makes the virtually complete elimination of dissolved oxygen in the circulating molten steel in the present paper, a realistic and crucially important sub-process.
Molten lead usage in pyrometallurgy has been assessed (Warner 2014) in a paper, in which the LBE coolant reached 726°C, whereas in the present paper heat transmission to the inert carrier gas has been limited to an LBE input temperature of 590°C (lead saturation vapour pressure 4.8 × 10−7 bar). Also recognised are concerns about steel corrosion by liquid lead and lead–bismuth (Zhang 2009) and the need to actively control the oxygen content of the LBE (Li 2002).
At first sight, it may appear that an adaptation of Pilkington float glass technology may be applicable, but this is not the case. Molten tin is far too soluble in iron in both the solid and liquid state to feature in the current invention, because it would contaminate the foundation sheet and thus the final steel product. On the other hand, lead and bismuth are virtually insoluble in solid iron. The solid solubility of lead at the monotectic temperature (1530°C) is only about 0.0010%, whilst lead solubility in molten iron is 0.45%wt at 1540°C. In addition, molten lead does not wet solid iron, so conventional sheet metal processes should be capable of removing any adherent droplet contamination in-situ immediately after the floating steel bar is withdrawn from the open channel containing molten Pb/Bi eutectic. Accordingly, technical concerns about usage of lead or LBE can be dismissed, provided there is never any contact between the carrier liquid metal and the steel product, when it is still molten. A report to the European Commission by Birat et al. (1995), states that up to 0.003 wt-% Pb is acceptable in liquid steel about to be cast.
Conclusion
The estimated electrical power requirement to produce one tonne slab steel product from steel scrap and refined primary iron slab is potentially less than 175 kWh, using the proposed new technology employing a liquid metal coolant in continuous casting. Low alloy ferritic steel can be used in the construction of plant handling molten lead–bismuth eutectic at temperatures up to around 550°C, which encompasses the majority of the heat recovery system. Electrical conductive heating can be used throughout in the transportation of the fusible alloy coolant and submerged centrifugal pumps are commercially well proven in similar extractive metallurgy plant configurations.
Now that truly continuous clean steelmaking is on the horizon by eliminating what Bessemer himself referred to as veritable volcanic eruptions and thus making steelmaking no different to processing any other normal liquid phase, pursuit of continuous casting employing a liquid metal coolant to capture thermal energy, rather than accepting losses to cooling water, is unquestionably a realistic option for the future.
Besides its obvious positive greenhouse gas environmental impact, truly continuous steelmaking beginning with refined iron slab production directly from crushed ore, possibly autonomously at or near the mine site of the future, followed then elsewhere by major incorporation locally of scrap supplemented with appropriate re-melting of the refined iron slab through to steel product, promises to slash capital costs by eliminating batch processing and a whole range of current sub-processes no longer needed to produce steel in the future
Continuous vacuum de-coppering and de-tinning of highly contaminated steel scrap, based on generic melt circulation and analogous commercially well proven technology in non-ferrous extractive metallurgy, is clearly a realistic prospect for the steel plant of the future.
If the new technology making available primary refined iron slab containing virtually zero both carbon and oxygen, as proposed in Part 1, followed then by secondary steelmaking introduced in this paper, is eventually implemented commercially, such a paradigm shift in technology would have massive implications for the whole iron and steel industry, leading to major reduction in energy consumption globally.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author.
Notes on contributor
Birthplace: Sydney, Australia
Present Home: Birmingham, UK
Academic Qualifications: University of New South Wales, School of Chemical Engineering BSc (Hon I); PhD; DSc; University of Exeter, UK, Honorary Doctorate of Engineering
Institutional Affiliations: Fellow, Royal Academy of Engineering (FREng)
Honorary Fellow, Institute of Materials, Minerals & Mining (HonFIMMM)
Fellow, Australasian Institute of Mining & Metallurgy (FAusIMM)
Senior Member, TMS
Previous Job Titles: Associate Professor, School of Metallurgy, University of New South Wales, Australia
Manager New Processes Research, Imperial Smelting Corporation (RTZ), UK.
Manager Process Research, International Nickel Ltd.
Manager Process Development, International Nickel Ltd.
Professor of Minerals Engineering and Head of Department, University of Birmingham, UK.
Head of School, Chemical Engineering, University of Birmingham, UK.
Achievements: Past President Institution of Mining and Metallurgy
Robert Hunt Award (AIME) New York, 1966 Hofmann Memorial Medal (Paris) 1974 Consolidated Goldfields Medal (London) 1984
Kroll Medal & Prize (London) 1993
Robert Horne Lecture and Award, Society of Chemical Industry (SCI), 2004
Donald Groen Prize 2004, Institution of Mechanical Engineers