
Abstract
Multivariate image analysis was used to estimate the arsenic concentrations in froths resulting from the flotation of different mixtures of realgar and orpiment particles in a laboratory batch flotation cell. The realgar floated rapidly and in excess of 90% of the mineral could be recovered after 2 minutes, whereas only 48–75% of the orpiment could be recovered in the same time. Textural features, based on grey level co-occurrence matrices (GLCMs), local binary patterns (LBPs), steearable pyramids and textons were used in the analysis. Random forest models could explain approximately 71–77% of the variance in the arsenic using either of the texton, steerable pyramid or LBP features. This was considerably better than what could be obtained with the GLCM features. Monitoring of froth flotation cells was simulated with the batch data. The texton textural features were the most discriminatory with regard to detecting changes in the arsenic content of the froth.
Introduction
Although mineral grade is a key indicator of performance in flotation systems, its online measurement is challenging, and in turn this is an impediment to the development of advanced process control systems in flotation. Real-time grade information can be obtained by the use of X-ray on-stream analysers, but these devices are expensive, and can have long sampling times, with limited accuracy (Del Villar et al. 2010). In principle, these difficulties can be circumvented by the use of froth image analysis (Duchesne 2010), and several studies have indicated that the concentrate grade of a froth flotation system can be inferred from the spectral and textural features extracted from froth images (Moolman et al. 1995; Bonifazi et al. 2000; Kaartinen et al. 2006; Aldrich et al. 2010). Recent studies related to grade estimation in froth systems comprise the platinum group metals (Marais & Aldrich 2011), base metals (Jahedsaravani et al. 2014), coal (Tan et al. 2016; Zhang et al. 2016), antimony (Liu et al. 2015; Wu et al. 2015), bauxite (Cao et al. 2013; Gui et al. 2013) and a number of others. In this study, estimation of grades is extended to arseniferous froths.
Moreover, in addition to feasture extraction based on grey level co-occurrence matrices (GLCMs) that have been used in froth texture analysis for more than two decades, three algorithms relatively new in mineral processing, viz. local binary patterns (LBPs), steerable pyramids and textons are considered. Despite their successful application in other technical disciplines, these methods have not been used in froth image analysis to any significant extent as yet.
To this end, a realgar (A2S)–orpiment (A2S3) system with a quartz diluent was investigated. These arsenic sulphides are present as gangue materials in base metal flotation, especially copper and nickel systems (Smith et al. 2013), where their removal is problematic (Smith et al. 2012). Since arsenic is a penalty element for base metal smelters (Ma & Bruckard 2009; Haque et al. 2012), an online system for detecting arsenic in froth concentrate, such as considered in this paper, could be of considerable commercial benefit.
Experimental methodology
Mineral preparation
The realgar and orpiment samples were obtained from the Palomo Mine in Julcani Province, Peru. Hand-sorted samples were stage-crushed manually using a ceramic mortar and pestle, to pass 10 mesh (1.65 mm). Fines were removed from the crushed material by screening at 212 µm. Locally obtained and prepared quartz of a high quality was used as the gangue mineral in the flotation tests. Four-hundred and seventy five g of −1650 + 212 µm quartz was used in each test and the combined mass of the individual flotation charges, i.e. realgar and/or orpiment plus quartz diluent, was 500 g. For all flotation tests, the realgar, orpiment and quartz were ground in a stainless steel mill at the natural pH using distilled water at 67% solids by weight.
Flotation equipment
The arsenic sulphide samples were floated in a 3 dm3 stainless steel-modified Denver cell, with a bottom-driven, variable speed impeller. As shown in Figure 1, the whole surface of the froth could, therefore, be scraped with a paddle at a constant depth and rate.
Laboratory batch flotation cell.
A combined electrode was used to measure the pH continuously during testing. Likewise, a high impedance, differential voltmeter was used to continuously measure the pulp potential during testing. The voltmeter was equipped with a polished platinum flag electrode and an Ag/AgCl reference electrode. To set and maintain the pulp pH, acid and base could be added automatically with radiometer TTT80 titrators and ABU80 burettes.
The impeller speed was set at 1200 rpm for both conditioning and flotation. During flotation, frother was added continually with a motorised variable speed dispenser, starting 1 min before flotation. The flotation gas consisted of high-purity synthetic air, flowing at 8 dm3min−1. The frother addition rate was set to maintain a high active froth column that would not limit flotation rates and which was similar to rougher flotation in practice. Froth images were captured by a Nikon D7000 SLR camera used in video mode at 24 frames/s. The camera was fitted with a Nikon AF Nikkor, 28–105 mm, 1:3.5-4.5D lens and was mounted on a tripod.
Experimental procedure
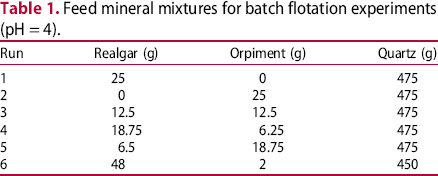
Flotation experiments with the mineral–quartz mixtures were conducted according to a standard procedure developed by CSIRO. Once the ground pulp was transferred to the flotation cell, the water level was raised to a preset level and the pH was adjusted to the test value. Concentrates were collected after approximately 0.5, 1, 2, 4 and 8 min. Six batch runs with different mineral mixtures, each totalling 500 g, were conducted, as summarised in Table 1. Images associated with the froths of each run are shown in Figure 2.
Realgar–orpiment froth image data set collected from batch runs listed in Table 1, showing Runs 1–6 from top to bottom, respectively. Each row shows five bursts of three images each, from left to right, collected at approximately 0.5, 1, 2, 4 and 8 minutes, respectively. Feed mineral mixtures for batch flotation experiments (pH = 4).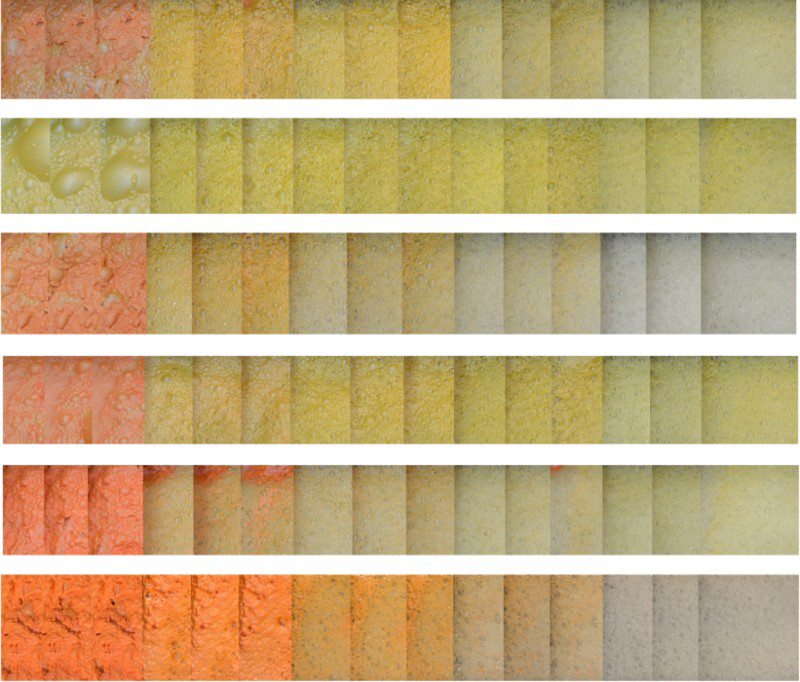
Multivariate image analysis
Features were extracted from the digital images of the froths by means of red–green–blue (RGB) colour analysis and four textural feature extraction methods, based on the use of GLCMs, wavelets, LBPs and textons. The RGB features of each image were simply the mean red, green and blue intensities of the images. The other approaches are briefly summarised below. After the features were extracted, regression with random forest models was applied to relate the froth features to the arsenic content of the froths.
Grey level co-occurrence matrices
Consider a GLCM of an image I to be denoted as
A co-occurrence matrix shows the frequency of every particular pair of grey levels in pixel pairs, separated by a certain distance d along a certain direction a or equivalently as specified by Cartesian coordinates. , where d is a chosen displacement between each pair of pixels and G is the number of grey levels in
, where d is a chosen displacement between each pair of pixels and G is the number of grey levels in
 in the image. Each entry
in the image. Each entry
 of the
of the
 sized GLCM is the number of times that the grey level pair
sized GLCM is the number of times that the grey level pair
 occurs at a displacement of exactly d in
occurs at a displacement of exactly d in
 , as indicated in Figure 3.
, as indicated in Figure 3.
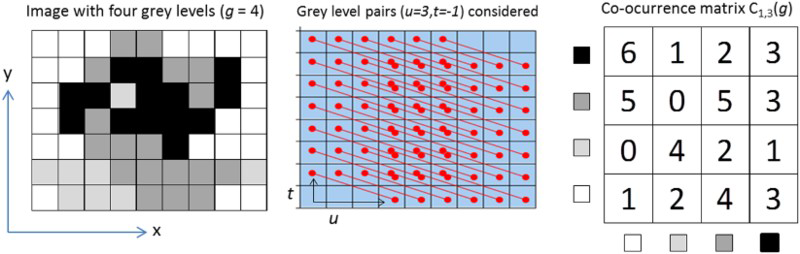
Natural greyscale images most commonly still consist of 8-bit images with 28 = 256 pixel intensities or grey levels (each grey level g is, therefore, in the range
 ). However, in GLCM calculations, fewer grey levels (G) are often used to reduce computation time and noise in the image.
). However, in GLCM calculations, fewer grey levels (G) are often used to reduce computation time and noise in the image.
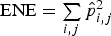
Finally, GLCMs are normalised, so that their elements sum to unity, which means that the GLCM becomes a probability matrix of joint pixel occurrences. In this study, eight GLCM features, as defined by Haralick et al. (1973), were generated by calculating the mean values and standard deviations of the energy,
 , contrast,
, contrast,
 , correlation,
, correlation,
 and homogeneity,
and homogeneity,
 over four different orientations 0°, 45°, 90° and 135°, where
over four different orientations 0°, 45°, 90° and 135°, where
 represents the entry in row i and column j of the normalised GLCM
represents the entry in row i and column j of the normalised GLCM
 , while
, while
 and
and
 are respectively the mean and standard deviation of the ith row of the GLCM, and
are respectively the mean and standard deviation of the ith row of the GLCM, and
 and
and
 are the mean and standard deviation of the jth column of the GLCM.
are the mean and standard deviation of the jth column of the GLCM.
Steerable pyramids
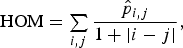
Steerable pyramids are multiscale image representations that are obtained by convolving an image with several two-dimensional oriented band-pass filters, as well as high-pass and low-pass filters. This is different from wavelet representations that are obtained by convolving the image horizontally and vertically with one-dimensional functions derived from a mother wavelet. The special design of the filter bank makes the steerable pyramid representation both translation and rotation invariant. Steerable pyramids were developed in the 1990s to counter the limitations of orthogonal separable wavelet decompositions that had become popular in image processing in the late 1980s (Simoncelli et al. 1992; Simoncelli & Freeman 1995).
Their basis functions are kth order directional derivative operators in different sizes and k + 1 orientations that allow linear multi-scale, multi-orientation image decomposition. On this basis, they span a rotation- and translation-invariant subspace. Steerable pyramids have been applied in a diverse range of problems, such as texture classification (Greenspan et al. 1994; Do & Vetterli 2002; Li & Shawe-Taylor 2005) and texture synthesis (Heeger & Bergen 1995; Portilla & Simoncelli 2000), but not much in mineral processing yet.
A block diagram for the decomposition is shown in Figure 4. To start with, the image is separated into low- and high-pass subbands by the use of filters L0 and H0. This is followed by dividing the low-pass subband into a set of oriented band-pass subbands and a lower pass subband that is subsampled by a factor of 2 in a horizontal and vertical direction. The recursive construction of a pyramid is obtained by inserting a copy of the portion of the diagram delineated with a broken line at the location of the solid circle.
Decomposition of images with steerable pyramids.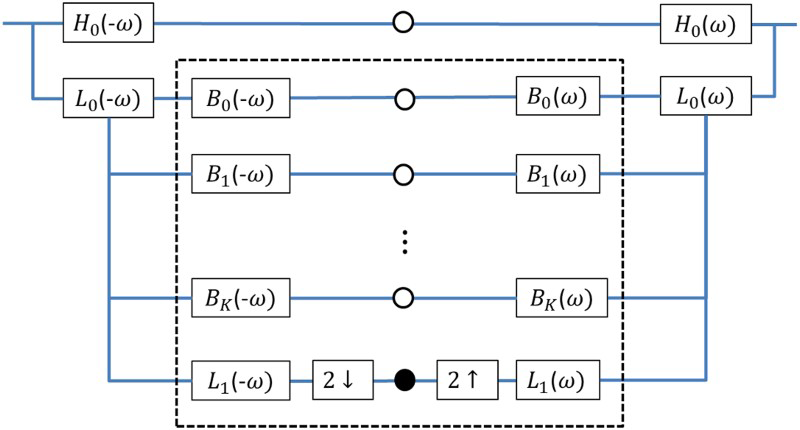
Hyperparameters used in textural feature extraction.
Local binary pattern operators
Local binary pattern operators are applied to greyscale images on a pixel-by-pixel basis by comparing the intensity of each pixel to those of the eight other pixels in its immediate neighbourhood (Ojala et al. 1994). A binary thresholding function s is applied to the difference in the intensity between each neighbouring pixel
Example of (a) a centre pixel (shaded grey), with its eight neighbouring pixels (the numbers represent arbitrary pixel intensities), (b) the values obtained through thresholding and (c) the weights by which the thresholded values are multiplied to give the decimal LBP value (shown in place of the centre pixel). and the centre pixel under consideration
and the centre pixel under consideration
 :
:
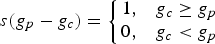
 . By applying the LBP operator to each pixel in an image with G grey levels, the image is represented by LBPs ranging from 0 to G. This will be referred to as the LBP image. Unlike feature extraction by the use of GLCMs, the number of grey scales in natural images is not usually reduced prior to calculations, so that when the frequency histogram of the LBP image is computed, it would yield a larger number of features (e.g. 256 features for 8-bit images) to be used in the subsequent classification step.
. By applying the LBP operator to each pixel in an image with G grey levels, the image is represented by LBPs ranging from 0 to G. This will be referred to as the LBP image. Unlike feature extraction by the use of GLCMs, the number of grey scales in natural images is not usually reduced prior to calculations, so that when the frequency histogram of the LBP image is computed, it would yield a larger number of features (e.g. 256 features for 8-bit images) to be used in the subsequent classification step.
LBP feature extraction has been applied with considerable success in many fields, including remote sensing (Vatsavai et al. 2010), face recognition (Ahonen et al. 2006) and biomedicine (Nanni et al. 2012), but has only recently been considered in mineral processing (Kistner et al. 2013; Aldrich et al. 2014, 2015; Fu & Aldrich 2016).
Textons
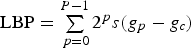
Textons can be defined as cluster centres in a filter response space that are computed through convolution of a training set of images with oriented linear spatial basis functions arranged in a filter bank (Leung & Malik 2001), as indicated diagrammatically in Figure 6. Each pixel in an image is mapped to a feature space, the dimensionality of which is determined by the filter set being used, while the cluster centres in the filter response space can be determined by any suitable clustering method. These cluster centres are referred to as the texton dictionary and the values of a texton feature associated with an image consist of a count of the number of pixels assigned to the specific texton channel (Kistner et al. 2013).
Extraction of texton feature vectors from images.
The Schmidt filter bank used in this investigation comprises 13 rotationally invariant filters of the form described in eq. (2),

 is the scale and
is the scale and
 is the frequency or number of cycles in the Gaussian envelope of the filter (Varma & Zisserman 2005).
is the frequency or number of cycles in the Gaussian envelope of the filter (Varma & Zisserman 2005).
Although the analysis of texture in the context of ore sorting, bulk solids characterisation (Jemwa & Aldrich 2012) and froth image analysis (Kistner et al. 2013) is well established in the mineral processing literature, the use of textons has not figured prominently in these studies as yet.
Random forest model
A random forest (Breiman 2001) is an ensemble of K classification or regression trees that are constructed not only by using different bootstrapped training sets for each tree, but also by restricting the available split variables at each node to
For k = 1 to K (size of ensemble)
Construct a bootstrap sample with replacement Grow a random forest tree tk on i. Select
ii. Calculate best split position ς* from these
iii. Split the node into two child nodes Repeat the above tree growing algorithm until the following stopping criteria are achieved:
i. A node size of one (for classification) or five (for regression) ii. A node with homogenous class membership or response values
Output the ensemble of trees T = {tk}1K
A new prediction is made as follows:
The prediction of each tree tk( For classification, the majority vote over all K trees is assigned For regression, the average response value over all K trees is assigned randomly drawn input variables (Breiman 2001), as summarised below (Aldrich & Auret 2013):
randomly drawn input variables (Breiman 2001), as summarised below (Aldrich & Auret 2013):
 random input variables from
random input variables from  variables
variables
Random forests have been applied extensively in many technical fields, since they were first proposed by Breiman. They are also slowly finding their way into the mineral processing and geosciences literature (e.g. Auret & Aldrich 2011, 2012; O'Brien et al. 2015; Rodriguez-Galiano et al. 2015).
Results and Discussion
Mineral recovery
The recoveries of realgar, orpiment, quartz and water during the batch runs summarised in Table 1 are shown in Figure 7. In general, in excess of 95% of the realgar was recovered within 2 minutes, followed by full recovery after 8 minutes, when the runs were terminated. Orpiment, on the other hand, floated more slowly and recovery was not fully complete after 8 minutes. In addition to Figure 7, the As concentrations measured during each run are summarised in Table 3.
Recovery of minerals in batch runs at pH = 4: 25 g R, 475 g Q (Run 1, top left), 25 g O, 475 g Q (Run 2, top right), 12.5 g R, 12.5 g O 475 g Q (Run 3, middle left), 18.75 g R, 6.25 g O, 475 g Q (Run 4, middle right), 6.25 g R, 18.75 g O, 475 g Q (Run 5, bottom left), 48 g R, 2 g O, 475 g Q (Run 6, bottom right). Percentage As (S) concentrations in collected froth samples.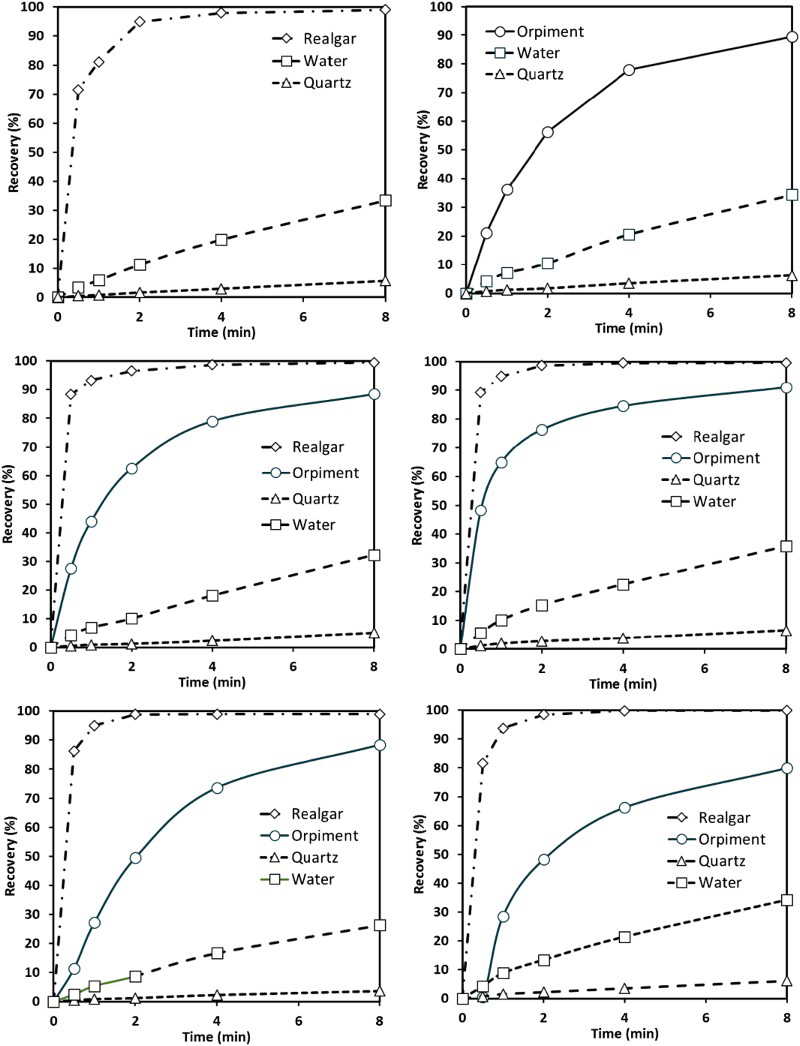

Prediction of as concentrations
Features were extracted from the froths, based on the use of GLCM, LBP, steerable pyramids and textons, as discussed in the previous section. This resulted in four sets of features being associated with each image, as summarised in Table 2.
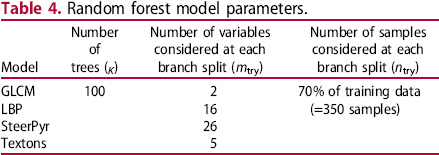
In order to estimate the arsenic concentrations from the image features, random forest models were fitted to a random sample consisting of 500 records, and tested against the remaining 85 records. The parameters used to fit the models are summarised in Table 4. The results of the models based on the independent test data sets are shown in Figure 8. The squared correlation coefficients of each of the models are also shown in the figure. Although there are small differences in the nominal R2 values of the models fitted with the LBP, steerable pyramid and texton predictors, these differences are not statistically significant. However, the model fitted with the GLCM features did not perform as well as than the other three models (at a 95% confidence level).
Prediction of the %As in the froths by the use of the random forest regression models. The model fits on independent test sets are indicated by the R2 values in parentheses. Random forest model parameters.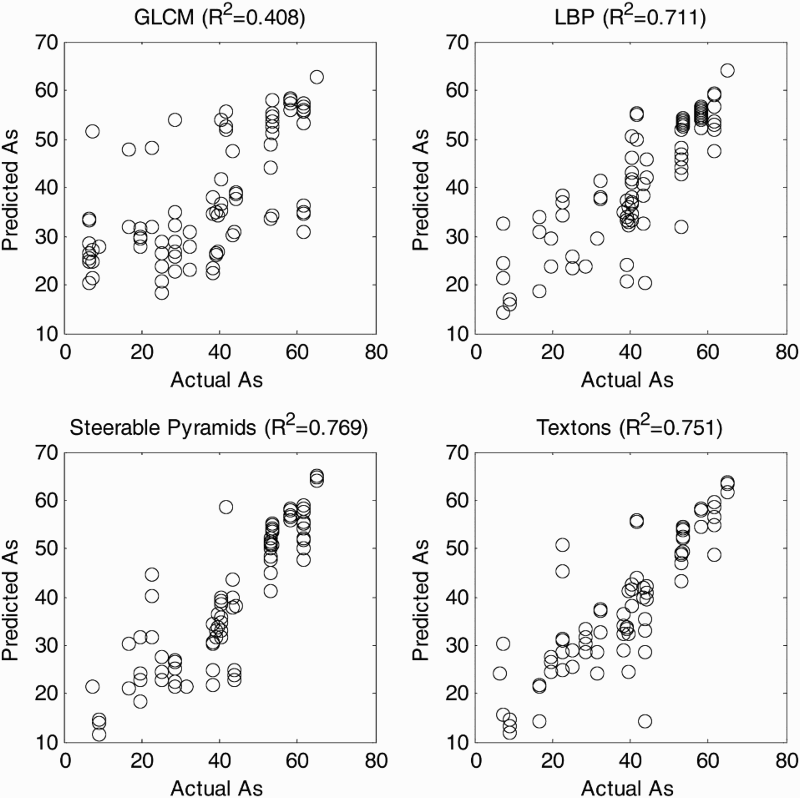
Monitoring of froth flotation systems by the use of image features
Online monitoring of the performance of the flotation cell based on the froth image variables can be done in a multivariate statistical process control framework. This entails the construction of a principal component model of the variables and the derivation of diagnostic indices with appropriate control limits to enable automatic fault detection. Fault diagnosis would be more complicated, since the froth image variables do not have physical meaning. However, in principle, it should still be possible to steer the process back to normal conditions in case of deviation, as outlined more formally below.
Monitoring scheme
Consider the froth image variable set to be denoted by
 comprising M variables and N measurements. Then
comprising M variables and N measurements. Then
 is the covariance matrix of the image variables, typically scaled to zero mean and unit variance,
is the covariance matrix of the image variables, typically scaled to zero mean and unit variance,

 is the loading matrix of the first k < M principal components,
is the loading matrix of the first k < M principal components,
 is a diagonal matrix containing the k eigenvalues of the decomposition,
is a diagonal matrix containing the k eigenvalues of the decomposition,

 is the loading matrix of the M − k remaining principal components and
is the loading matrix of the M − k remaining principal components and
 is a diagonal matrix containing the M − k remaining eigenvalues of the decomposition.
is a diagonal matrix containing the M − k remaining eigenvalues of the decomposition.

 is an M × M identity matrix, while matrices
is an M × M identity matrix, while matrices

 and
and

 can be expressed in terms of the loading and diagonal matrices of the model.
can be expressed in terms of the loading and diagonal matrices of the model.



Only the
 and
and
 -statistics derived from Equations (4) and (5) are monitored and not the original variables. The
-statistics derived from Equations (4) and (5) are monitored and not the original variables. The
 - or
- or
 -statistic is an indication of the distance of the ith measurement vector
-statistic is an indication of the distance of the ith measurement vector
 from the centre of the principal component plane, while the squared prediction error or
from the centre of the principal component plane, while the squared prediction error or
 -statistic represents the model error. The principal component score vectors
-statistic represents the model error. The principal component score vectors
 are calculated by projecting the measurement vectors onto the loading matrix, i.e.
are calculated by projecting the measurement vectors onto the loading matrix, i.e.
 . Conversely, the measurement vectors can be approximated by
. Conversely, the measurement vectors can be approximated by
 .
.
The control limits for the
 and
and
 -statistics, or projection of the variables to a latent variable space or score map, were derived by means of kernel density estimation.
-statistics, or projection of the variables to a latent variable space or score map, were derived by means of kernel density estimation.
Simulated case study: Runs 1 and 3
For the case study, steady-state conditions were simulated from the batch data from Runs 1 and 3 by considering the flotation after 30 seconds in each batch experiment, just before the collection of the first sample. Forty images were collected from each batch around these points and LBP features were extracted. The texture neighbourhood and sampling point pair (R, P) were (4, 16) and the mapping was both rotationally invariant and uniform (Kistner et al. 2013). This yielded 192 features, to which a principal component model was fitted, as summarised by Equations (3)–(5). The first 15 eigenvalues of the model are shown in Figure 9.
First 15 eigenvalues of the principal component model.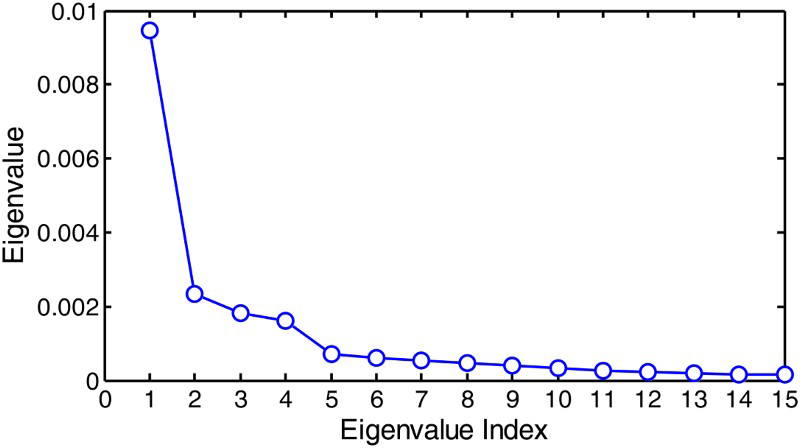
Eight components collectively explaining 87.0% of the variance in the LBP features were retained. With this model, the
 and Qi-statistics were calculated for the data representing normal operating conditions (Run 1). The principal component scores of the new data (Run 3, simulated fault condition) were calculated by projecting onto the principal component model.
and Qi-statistics were calculated for the data representing normal operating conditions (Run 1). The principal component scores of the new data (Run 3, simulated fault condition) were calculated by projecting onto the principal component model.
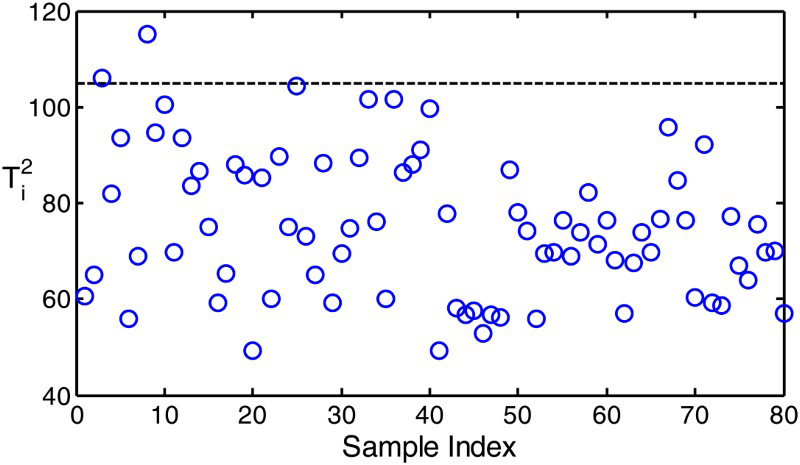
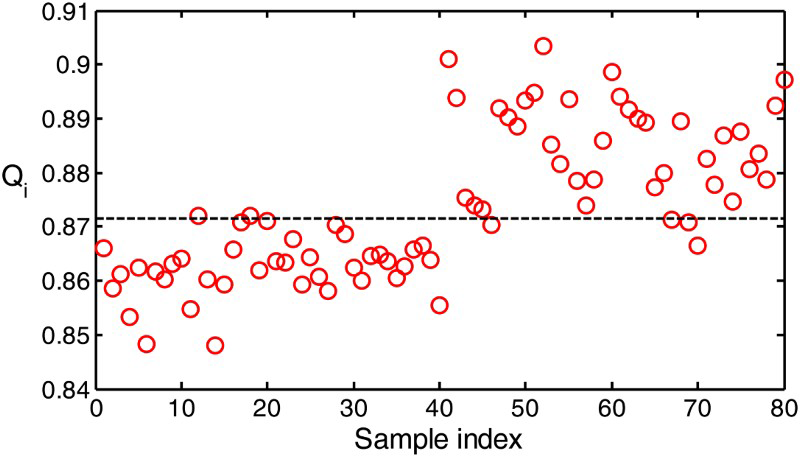
These results are shown in Figures 10 and 11. In these figures, the samples with indices from 1 to 40 were collected from the simulated normal operating conditions and those with indices from 41 to 80 were representative of the fault condition. As can be seen from Figure 10, the
T2-statistics for the simulated normal operating conditions based on image data associated with the first sampling point in Run 1 (sample index 1–40) and simulated fault condition based on image data associated with the first sampling point in Run 3 (sample index 41–80). The broken line represents the 95% control limit. Q-statistics for the simulated normal operating conditions based on image data associated with the first sampling point in Run 1 (sample index 1–40) and simulated fault condition conditions based on image data associated with the first sampling point in Run 3 (sample index 41–80). The broken line represents the 95% control limit. chart did not indicate a fault condition (almost zero samples above the broken line or 95% control limit). However, the fault condition was clearly identified in Figure 11, where 90% of the samples exceeded the control limit.
chart did not indicate a fault condition (almost zero samples above the broken line or 95% control limit). However, the fault condition was clearly identified in Figure 11, where 90% of the samples exceeded the control limit.
Simulated case study: Runs 3 and 4
In the second case study, the 35 texton features extracted from images associated with Run 3 were used as variables for online monitoring of the performance of the flotation system after 30 seconds. A principal component model was fitted to 50 samples (images) from batch 1, simulating normal operating conditions. The first four principal components could explain 80.2% of the variance in the texton features. Thirty samples collected after 30 s in Batch Run 4 were projected onto the first eight principal components.
In Figure 12, normal operating conditions, based on image data associated with the first sampling point in Run 3, are indicated by the circular markers and the simulated process deviations, based on image data associated with the first sampling point in Run 4, are indicated by the star markers. The broken line represents the 95% control limit. This decision boundary was fitted to the normal data by means of a Gaussian mixture model containing five components. The froth images in the graph have a similar appearance, as indicated by two examples of the froth images on the right in the figure, and the differences may not be readily observed by an inexperienced operator. Despite this, the first two principal components, collectively explaining approximately 63% of the variance in the 35 texton features, could be used to reliably discriminate between the images.
Principal component score plot of texton features extracted from froth images collected after 30 s from Batch Runs 3 (top image, star markers) and 4 (bottom image, circular markers).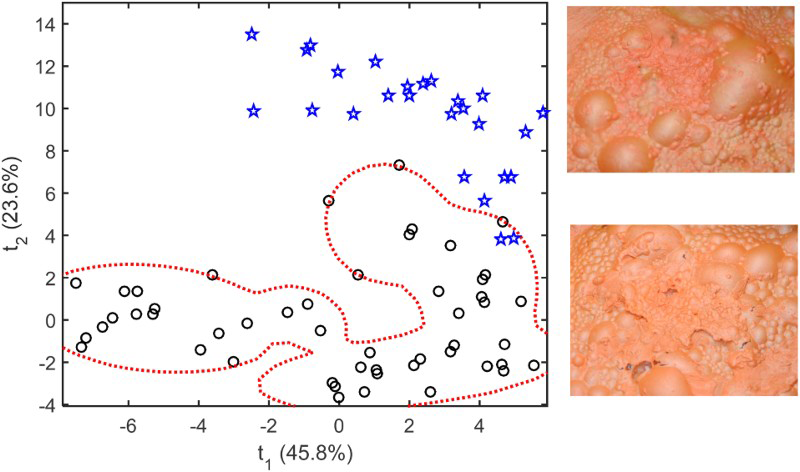
Conclusions
From this investigation, where the use of froth image analysis to estimate arsenic concentration in the realgar–orpiment batch flotation froth system was investigated, the following can be concluded:
During batch flotation, the realgar could be recovered faster and more completely (approximately 99% after 8 minutes) than the orpiment (approximately 90% after 8 minutes). For flotation of realgar–orpiment ores, grades could be estimated from features extracted from froth images based on textural features extracted with different algorithms. Random forest regression models could explain up to 77% of the variance in the arsenic concentration when texton features served as predictor variables. This was better than what could be achieved when GLCM features were used, but similar to what could be achieved with LBP and steerable pyramid features. As a consequence, these features could be used as variables in a multivariate statistical process monitoring framework for online monitoring of the concentration grade in the flotation system. This demonstrates potential for further industrial development of this important application, given that the quality of advanced (model-based) control systems crucially depends on the quality of the underlying models.
Footnotes
Acknowledgement
The authors are grateful for financial support for the project provided by the National Research Foundation in South Africa.
Disclosure statement
No potential conflict of interest was reported by the authors.