
Abstract
The milling of materials at cryogenic temperature has gained importance both in academic as well as the industrial community in the last two decades, primarily because of distinct advantages of this technique as compared to milling at room temperature; environmental friendly nature, cost-effectiveness, rapid grain refinement, less contamination, and large scale production capability of various nanomaterials. Scientifically, milling at cryo-temperature exhibits several distinct material related phenomena; suppression of recovery and recrystallisation, predominant fracture over cold welding, significantly low oxidation, and contamination, leading to rapid grain refinement. Cryomilling has extensively been used to obtain finer scale powder of spices for the preservation of aroma, medicines for effective dissolution, or amorphisation. It has been considered an environmentally friendly process as it utilises benign liquid nitrogen or argon without discharging any toxic entity. The present review is intended to provide various scientific as well as technological aspects of cryomilling, environmental impact, and future direction.
Abbreviations
ductile -to-brittle transition temperature
minimum grain size
high entropy alloy
nanoparticles
selected area electron diffraction
transmission electron microscope
scanning electron microscope
Liquid Nitrogen
room temperature
mechanical alloying
stacking fault energy
severe plastic deformation
process control agent
carbon nanotubes
ultra-high molecular weight polyethylene
polyvinyl chloride
Boiling point
melting temperature
glass transition temperature
Bulk modulus
Burger vector
self-diffusion activation energy
activation energy for pipe diffusion
pipe diffusion coefficient
Poisson’s ratio
stacking fault energy
surface tension of liquid and solid surface
dislocation density
shear modulus
hardness
melting enthalpy
crystallite size
rate of dynamic recovery
dynamic recovery cross slip
dynamic recovery vacancy climb
Introduction
Nanotechnology primarily involves the applications of novel nanomaterials for technological usage [1–5]. It has extensively revolutionised science and technology by combining various fields; including chemistry, physics, materials science and bioscience, and engineering. However, the major driver in the advancement of nanotechnology is the ability of successful synthesis of various nanomaterials in large quantities, so that the growing need for nanotechnology can be fulfilled [2,6]. The synthesis of nanomaterials, in general, is carried out by two broad approaches, namely, bottom-up, and top-down. The former involves the self-assembly of the material-components at the atomic-level to form nanostructures. Typical examples include chemical synthesis routes, laser ablation, atomic layer deposition, etc. [7,8]. The latter approach starts with a large initial structure, which is subsequently processed to obtain nanostructures. Mechanical milling and other severe plastic deformation (SPD) processes fall under this category. The bottom-up methods, in general, begin with atoms or molecules to build up nanostructures, and thus, fabrication is less expensive. However, most of them involve the usage of hazardous chemicals; the precursors and the reducing/capping agents, making these processes environmentally not sustainable. In addition, the bottom-up approaches, in general, cannot be used for the preparation of nanomaterials in large quantities and hence, cannot satisfy the burgeoning need of nanotechnology. On the other hand, the top-down approaches can effectively be used for large scale production of nanomaterials. In particular, cryomilling is a type of top-down technique in which grinding is carried out at or below −150°C by using liquid nitrogen (LN2) or liquid argon (LAr). It is environmentally benign, and can be utilised to prepare all types of nanomaterials in large quantity [9–12]. As mentioned earlier, it also offers many advantages as compared to the conventional ball milling at room temperature (RT) or high temperature. Therefore, it is imperative to understand the basic process involved during cryomilling to make it technologically more useful, viable, and robust for the preparation of various nanomaterials, encompassing metals, ceramics, polymers, and composites.
Cryomilling/cryogrinding is a kind of mechanical milling process, carried out at a temperature lower than 123 K (−150°C). The cooling of any material prior to milling has always been considered as effective means to make it brittle and friable. Hence, it is useful to accelerate fracturing and reduce cold welding or agglomeration of the powder. This can be achieved in two ways [13]. In the simple form, the powder to be milled along with the milling media, which is mixed with cryogenic liquid to prepare a cryogenic slurry, and ball milling is further performed. However, this may lead to contamination of the powder due to the direct contact of the cryogenic liquid with powder. Many metallic materials; including Ti, Zr, Al are prone to nitridation in the presence of nitrogen [13–15]. In the second approach, the powder and the milling media are externally cooled by placing a jacket of cryogenic liquid around the vial, so that the powder does not come in contact with the cryogenic liquid. Thus, the chance of contamination is low. However, it reduces the efficiency of cooling of the powder due to poor heat transfer across the thick layer of the vial. In fact, this significantly depends on the nature of vial material. As compared to WC or ZrO2, the stainless-steel vials will be more useful in achieving faster cooling. Stainless steels being less hard, may lead to contamination of the milled powder. Therefore, the choice of vial and ball will depend on the type of material to be milled and the level of contamination that can be tolerated for a specific application.
Accordingly, different variants of the mills are present in the niche market for the synthesis of nanoparticles. First developed by Exxon Research, cryomills have been designed to cater the need to produce fine powders of metals, polymers, spices, and medicines [16]. The available cryomills include mill by Retsch Ltd (UK), cryogenic attritor by Union Process Inc (USA), Goibao group (China), vibratory cryomill by FRITSCH GmbH (Germany), Aveka Inc. (USA) and Tau instruments (India). Other variants are also available in the food industry, which are basically cryo-grinders having two separate chambers, typically known as precooling and grinding stage. The foods or species are first cooled to extremely low temperatures in the precooled screw conveyer stage by LN2. The cooled item is then ground using a hammer mill. However, cryomills utilised for materials science and engineering are different as there is no precooling stage.
It is evident that the milling at cryogenic temperatures helps in many ways to obtain high-quality nanomaterials; early fracture, rapid grain refinement, the lower oxidation rate of metallic materials, low contamination from the milling media, etc. [13,17]. Low temperature can effectively limit or even suppress the processes like recovery and recrystallisation, making early grain refinement. It is evident, the most of the BCC, HCP metals, ceramics and polymers become brittle at the cryogenic temperature due to ductile to brittle transition or glass transition temperature of the materials [18]. Hence, these materials predominantly undergo fracture during cryomilling. For FCC metals (which do not exhibit specific DBTT), the plasticity decreases substantially, making fractures of these metals predominant. The cryo-milling can also suppress the cold welding, which is dominated in conventional RT mechanical milling, causing agglomeration [19]. Therefore, the suppression of the cold-welding leads to fracture dominated phenomenon with much less agglomeration. Additionally, milling leads to an increase of dislocation density by several-fold as both recovery and recrystallisation processes are suppressed at extremely low temperature [14,20]. The major problem of nano-crystallisation of metallic materials via milling is the incorporation of the contamination from the milling media as well as the atmosphere. Atmospheric oxygen can cause oxidation of the metallic nanoparticles at room and elevated temperature. The continuous milling can cause wear and tear of the balls and vials, leading to the incorporation of these materials into the milled powder. Longer milling, in general, adopted to obtain nanocrystalline particles for ductile materials, can cause a substantial level of contamination. In cryomilling, rapid nano-crystallisation occurs as mentioned earlier, requiring relatively shorter milling time and hence less contamination. Another advantage of cryomilling is related to the fact that it does not need the use of a process control agent (PCA), and hence, the chance of contamination is further reduced. In addition, the oxidation rate of metallic materials reduces substantially at an extremely low temperature [21]. Hence, it is evident; the cryomilling can substantially reduce the level of contamination in the milled powder. With these distinct advantages, cryomilling has become a true alternative to synthesise various nanostructured materials, opening vistas to design and development of novel nanostructures.
Cryomilling has extensively been used to prepare various metallic nanoparticles, namely, Cu, Fe, Ni, Al, Zn, Ag as well as alloys; Mg alloys (AZ80), high entropy alloys, etc. [12,22–29]. It has been observed that quick milling at cryogenic temperature is enough to obtain a finer scale (<10 nm) nanoparticles of pure metals with narrow size distribution [9–12,30]. It allows achieving finer nanoparticles, which can easily free stand in various organic liquids (ethanol, methanol, benzene, ethylene glycol, etc.) for a sufficiently long time [10,30,31]. Hence, milling at cryogenic temperature has been reported in the literature to be an effective method to synthesise nanoscale free-standing NPs in large quantities without using any PCA or capping agents. Especially Cu and Ag NPs, are potential candidates for various applications, notably flexible electronics [32], health care, antifouling coating for ship hulls [33], door panels, mattresses in hospitals and nanofluids in heat exchangers [34–37]. Some of these applications have already been realised. There exists sufficient literature on the efficacy of cryomilling on the synthesis of finer nanoparticles either using attritor or vibratory ball milling in dry or wet milling conditions. The detailed study on the dispersion of the metallic nanoparticles reveals the strong Van der Waals interaction between the organic molecule and low co-ordinated atoms sitting on the surface of the nanoparticles, overcoming the tendency of agglomeration via collision due to Brownian motion [38,39]. This is significant in a sense it would allow designing various metallic dispersions in liquids by controlling the surface characteristics of the nanoparticles. Unlike, RT milling, cryomilling cannot be used to prepare alloy nanoparticles by blending individual powder mixture and milling at cryogenic temperature. Extremely low temperatures can make interdiffusion among powder particles virtually impossible, and hence, alloying among powder particles is not possible at all. However, alloy nanoparticles can be synthesised by crushing the alloy ingots prepared via the melting-casting route at a cryogenic temperature [12]. Extremely low temperatures can be used to reduce ductility to make the cast ingots friable so that nanoparticles can be prepared via cryogenic grinding. This has opened up new vistas to obtain nanoparticles of various alloy with extremely low contamination levels for a large number of applications [11].
The detailed literature survey reveals that the cryomilling is not limited to the metallic materials. It has a wide range of usages including polymers, ceramics, biomaterials, spices, pharmaceuticals, etc. [40–50]. Cryomilling, in different variants, has widely been utilised to prepare nanostructured polymeric as well as ceramic and composite materials [46,48,51–53]. An important variant, cryogenic grinding, employs cryogenic cooling of polymers to embrittle and grind to obtain nanoparticles in a wide range of applications. Notable examples include polyvinyl chloride (PVC), nylon, polyethylene, synthetic rubber as adhesive, coating filler, moulds, etc. [54,55]. It effectively avoids excessive temperature enhancement, which degrades the properties of the materials or even leads to the melting of some polymers. Cryogenic grinding has even been used to reduce bulk materials into small-sized particles. Some of the polymeric materials remain plastic and soft at ambient temperature. Hence, cooling down to cryogenic temperature embrittle them and easy to grind into fine sizes. As many polymers are amorphous, cooling below glass transition temperature (Tg ) also makes them brittle and friable. The cryogenic cooling allows controlling the temperature to prevent hazardous decomposition in the high energy environment of the mill. The water-sensitive polymers can easily be cryomilled because LN2 expands almost 700 times in volume during gasification. It is enough to replace other gases in the chamber, including water vapour quickly. The extremely low-temperature allows the blending of low-density polyethylene (LDPE) and ultra-high molecular weight polyethylene (UHMWPE) for the synthesis of nanocomposite coating [56]. The cryomilling has also be used for waste beneficiation for electronics waste (e-waste), plastic-rich automotive waste [57,58]. Similarly, cryomilling has extensively been used to synthesise nanoscaled ceramic and cermets [59], such as WC–Co [60], Al–AlN [14], B4C–Al [61], Fe2O3–Al [62], etc. Halide nanocrystals (NaCl, KCl, CsCl) can be obtained via cryomilling [63–65]. Cryogenic cooling will restrain the mechanochemical reactions between the metal and ceramic, and hence, the integrity of the interface can be maintained.
The mechano-chemical process at cryogenic temperature has effectively been utilised for the production of nano-sized powders of various important commercial ceramics, as mentioned earlier. Nanostructured ceramics are expected to provide property enhancement for different applications. Cryomilling has also been used to accomplish higher dispersion of carbon nanotubes (CNTs), carbon blacks, graphene, or even particulates in polymeric matrices without modifying their surface properties by using hazardous chemicals [46]. Because of the high aspect ratio, homogeneous dispersion of the second phase particles, which are desired in various applications, is a major hindrance in accomplishing the full potential of CNT-based composites. Dispersion has been reported to increase substantially via cryomilling.
Additionally, it is important to note that cryomilling has increasingly been used in medical applications. Milling at cryogenic temperature can lead to the amorphisation (full or partial) of drugs, enhancing their fast dissolution [66]. Cryo-milling using liquid nitrogen (LN2 milling) has been reported to grind phenytoin, improving its dissolution rate [67,68]. This drug is considered to be poor water-soluble and needed to be pulverised for the enhancement of the dissolution rate [66]. The pulverisation at low temperatures can even reduce the agglomeration of tiny drug particles due to the development of electrostatic charges over surfaces, mechanochemical surface defects, and changes in other physicochemical properties [69]. In the case of food science, the cryogenic grinding is a promising way to tackle damage of the ingredients such as essential oil, lipid, crude protein, starch, non-volatile ether extract, moisture, piperine, etc. and preserve the essential food values [70].
As mentioned earlier, cryomilling is considered as an environmentally friendly (eco-friendly) manufacturing process to prepare NPs of a variety of materials in large quantities. It is worth to mention that the research activities in the last few decades have been dedicated to developing eco-friendly processes (also known as green synthesis processes), for the preparation of NPs, with no usage of the hazardous chemicals [11,71–76]. Fundamentally, any synthesis process needs to satisfy certain conditions to be called the green synthesis process [77]. These primarily include maximisation of output yield and generation of products and side products that cause no toxicity to the environment and human health. Hence, the researchers have made significant efforts to develop the green synthesis processes with high yields and production capability of NPs. In this regard, most of the biologically assisted processes are green synthesis processes [72,73,78]. However, these processes suffer from lack of yield [73,76]. The commonly used chemical synthesis routes for NPs reported in the literature utilises hazardous chemical with drainage of hazardous wastage and low yield. On the other hand, cryomilling utilises LN2 with no hazardous discharge to prepare metallic, ceramic as well as polymeric nanoparticles. Hence, it can be called a green synthesis technique, sustainable and capable of scaling up.
In this background, the present review intends to provide an in-depth scientific understanding of the process of cryomilling, its environmentally benign nature, and technological applications to obtain various nanomaterials; metallic, ceramic, polymeric, composites, medicinal, food. The process of cryomilling, unlike its RT counterpart, has not been discussed in detail in the literature. Starting with basic aspects of cryomilling, design, and development of cryomills, the effectiveness of cryomilling as compared to RT milling to obtain better quality (size control, contamination-free) nanomaterials have been discussed in details. Finally, the cryomilling is an environmentally friendly process, which makes this process unique as compared to other routes to prepare nanomaterials. It has been discussed from the perspective of the benign nature of chemical (LN2), almost zero discharge of dangerous chemicals, high efficiency, and scale-up. As compared to bottom approaches, the cryomilling process is capable of preparing nanomaterials from laboratory scale to industrial scale [11,62,79].
Cryomilling/Cryogrinding
‘Cryo’ is a Greek word, meaning the extremely low temperature. Therefore, the word ‘cryo-milling’ indicates mechanical milling or grinding at extremely low temperature, preferably below 123 K or −150°C. It is well known that the process of mechanical milling reduces the particle size, leading to the formation of the nanocrystalline and amorphous materials. Extremely low temperature allows easy and rapid fracture of the particles, significantly reducing the time of milling, oxidation, and contamination. In the following, we shall discuss the process of cryomilling/cryogrinding in detail.
As mentioned earlier, cryomilling/cryogrinding is a kind of mechanical milling process, carried out at a temperature lower than 123 K. Cooling of material has been used effective means to make the materials brittle and friable, accelerating fracture and reducing cold welding as well as an agglomeration of the powder. [19,80,81]. In the simplest form, the powder to be milled along with milling media are mixed with cryogenic liquid to prepare a cryogenic slurry, and mechanical milling is subsequently performed. It is widely known as the pulverisation process or mechanical grinding at extremely low temperatures. This is termed as wet cryomilling.
However, this may lead to contamination of powder due to direct contact of the cryogenic liquid with powder. Many metallic materials are prone to nitridation in the presence of nitrogen [20,82,83]. In the second approach, the powder and the milling media are externally cooled by placing a jacket of cryogenic liquid around the vial so that the powder does not come in contact with the cryogenic liquid, and the chance of contamination is low. This is called dry cryomilling. In principle, various cryogenic liquids, including liquid helium (boiling point (BP) ∼ 4 K), liquid oxygen (BP ∼90 K), liquid argon (BP∼ 87 K), liquid neon (BP ∼27 K) and liquid nitrogen (BP ∼ 77 K) can be used. However, in practice, both liquid argon (LAr) and liquid nitrogen (LN2) are widely used due to availability, benign nature, ease of handling, and cost-effectiveness. LN2 has been utilised as a cryogenic liquid in most of the investigations reported in the literature [13,17,79].
Different types of cryomill in the niche market.
Cryomilling has extensive been utilised for medicinal purposes. One of the major advantages of mechanical milling at an extremely low temperature is rapid refinements (canonisation), leading to dispersion stability of the drugs due to the enhanced surface area to volume ratio. It is worth mentioning that the dispersion stability of drug molecules in solution is the primary requirement in medical applications [90]. Similarly, the mechanical milling enhances the amorphisation of the drugs, leading to faster dissolution capability of drugs [66]. Extremely low temperatures can protect them against reverting to the crystalline form during subsequent milling. The drugs are in a frozen state during cryomilling, protecting them from chemical degradation as compared to RT milling. However, the process is reported to lead to many undesirable issues on medicinal ingredients such as agglomeration of tiny particles, development of electrostatic charges over surfaces of the tiny particles, mechano-chemical surface defects, and changes in other physicochemical properties. This significantly affects the physical stability of the medicinal powders. Similarly, the milling of polymeric materials at cryogenic temperature can lead to fine and homogeneous powder formation. The thermosetting/thermoplastic polymer easily can be ground to fine particles utilising less energy because the low temperature is expected to reduce the clogging and gumming of polymer materials. The pliable and sticky materials are easy to grind to obtain fine powder using efficient milling at cryo-temperature. The explosive materials can also be milled below their ignition temperature.
Mechanical milling at room temperature vs. cryogenic temperature in nanostructure formation
The mechanical milling at RT has widely been utilised for the synthesis of various nanostructured materials. Extensive literature is available on the formation of nanostructure or amorphous material; metals, alloys, ceramics, etc. [13,91–94]. The main differences in nanostructures formation associated with the cryomilling are the suppression of cold welding phenomena, predominant fracturing as compared to plastic deformation, and suppression of recovery and recrystallisation process, extremely low or no oxidation. Since the invention of mechanical alloying by J. S. Benjamin, in 1968 [91,92], the mechanical alloying (MA) or mechanical milling (MM) at RT have been discussed in details and reader can refer to special reviews on this aspect [13,79,95,96]. It is evident the friction/collision of balls with milling materials and walls of the vials increases the temperature of the system as well as materials, which has been considered an obstacle in the refinement of materials [97]. This is because various properties of materials, especially mechanical properties, are strongly dependent on the temperature. Takacs et al. have measured the temperature rise of SPEX 8000 and Fritsch P5 Planetary mills during milling; shown in Figure 1(a,b). In the former, the temperature can reach more than 60°C within 20 min of the milling. Similarly, temperature could increase even >200°C in Fritsch P5 planetary ball mill rotating at 280 rev min–1 [97]. The temperature rise is sufficient for dynamic recovery, recrystallisation, and sintering for some materials during milling. Therefore, the grain refinement can only be achieved to a certain size (dmin
) during ball milling, and it is not possible to reduce further due to recovery and sintering dominant phenomena, dependent on temperature and grain size. Fecht et al. [19] have suggested that achieving minimum grain size during mechanical milling is the result of a balance between dislocation structure generated by the severe deformation of mechanical milling and the dynamic recovery by thermal processes. It is worth adding that mechanical milling, in general, has been reported to produce nanocrystalline materials via five stages; particles flattening, cold welding, fracture, equiaxed particles formation, and steady-state particles formation to achieve nanocrystalline materials as shown in Figure 2 [19,91,98]. (a) Temperature of ball as a function of milling time when using a SPEX mill and flat-ended vials with five 12.7 mm balls and no powder (Δ). The continuous line represents the fitted exponential. The temperatures of the vials as measured by a thermocouple (×) and independent calorimetric determination (□) are shown for comparison, (b) Temperature of ball as a function of milling time obtained using a Fritsch P-5 planetary mill. The (Δ) and (o) symbols represent data with a 10-cm diameter milling bowl, and 100 balls and 280 rev min–1 (Δ) and 200 rev min–1 (o) speed and the (*) and (□) symbols correspond to a 7.5-cm bowl, 50 balls and 280 rev min–1 (*) and 200 rev min–1 (□) speeds [97]. Five stages of mechanical milling process at RT [99].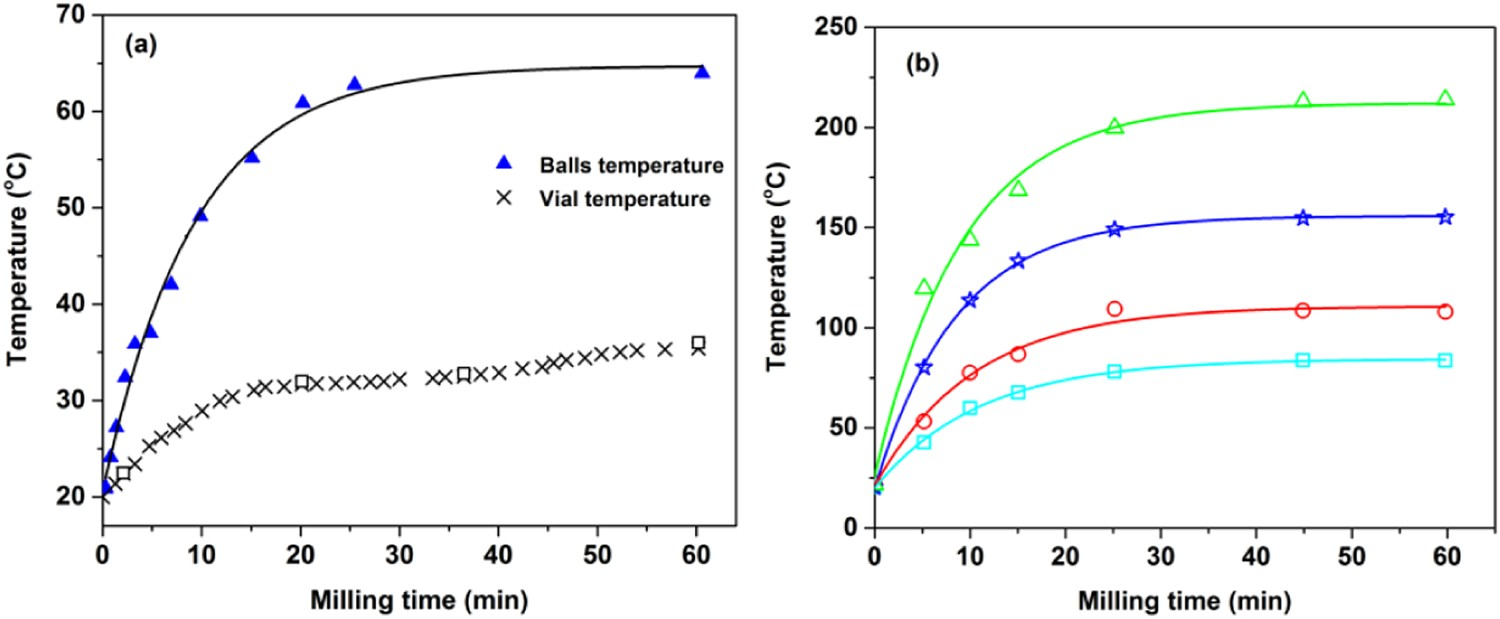
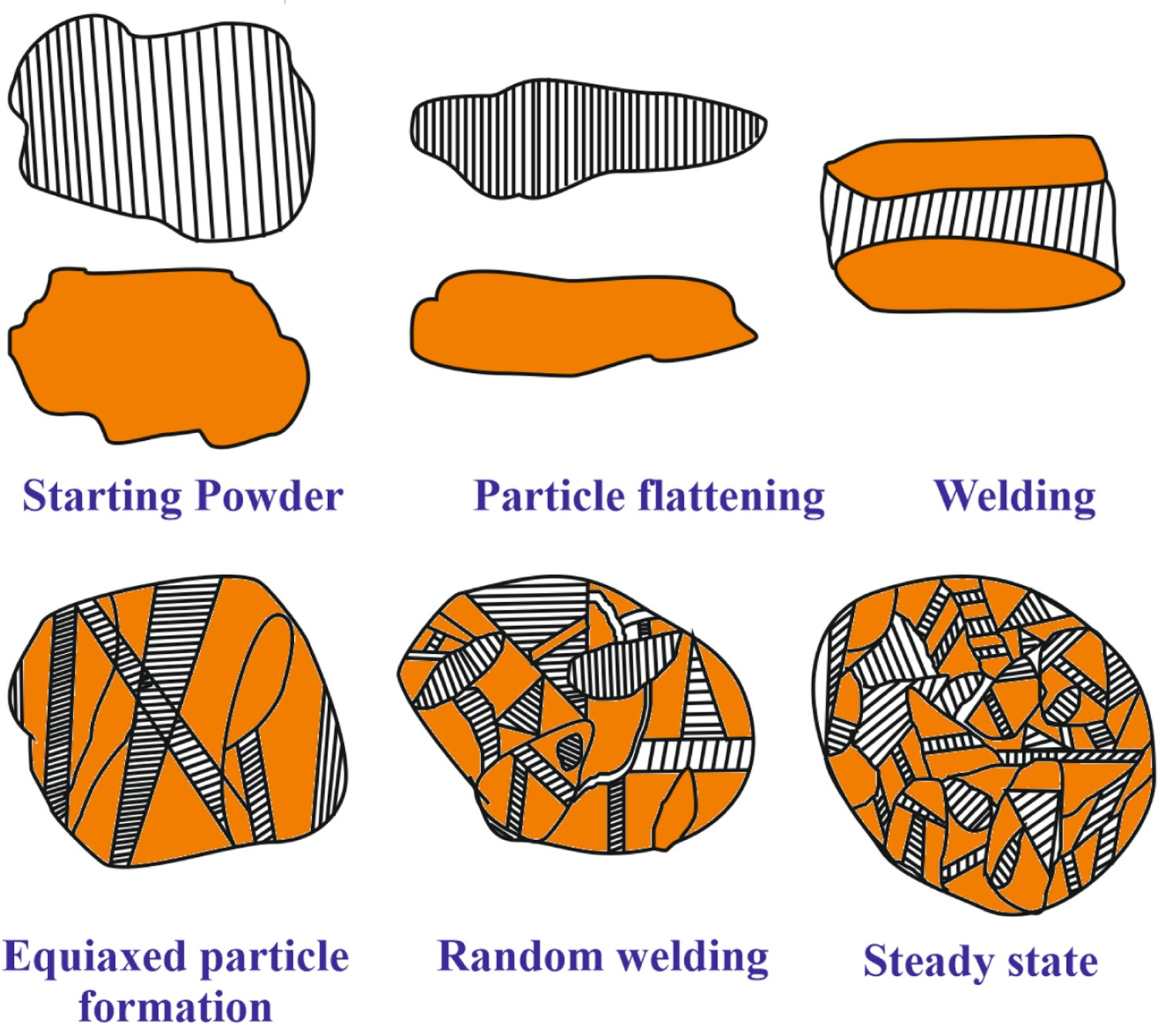
During the flattening stage, the temperature at the point of collisions of the material with balls or vial is likely to increase, depending on the type of material and ball mill. The rise in the temperature promotes both cold welding formation as well as the sintering of particles, leading to the formation of agglomeration having nanocrystallites with increasing particle size. Hence, cold welding phenomena are prevalent in the mechanical milling at RT and the agglomeration of the as-synthesised powder. Therefore, the synthesis of fine nanoparticles and rapid refinement is unlikely via ball milling at RT. In contrast, the cryomilling suppresses the cold welding and agglomeration [19]. Modelling on the formation of nanocrystalline materials and the sintering phenomenon can shed new light on the efficacy of cryomilling on the formation of nanostructured materials. In this direction, Mohamed et al. [100] have provided a model to predict the minimum grain size (dmin ) achievable via mechanical milling. Similarly, Alymov et al. [101] have developed a model on the sintering temperature of nanoparticles due to the reduction of particles. These models show reasonably good agreement of the experimental findings for the reduction of the size of powder particles. However, the theoretical calculation of dmi n and TSS require material properties, especially defect generation and annihilation. They are indeed, temperature dependent. In the following, this aspect is discussed to elucidate the importance of the temperature of mechanical milling.
Over the past decades, the characteristics of refinement of particle size and nanostructures formation during ball milling have extensively been studied and guided to many important findings, leading to several models for grain refinement. However, some of the important models require discussion. Let first discuss the conclusions on the experimental findings of the mechanical milling of various materials (concluded by Mohamed et al. [100]) grain size decreases and reaches to dmin
(minimum grain size) as milling time increases, and dmin
is different for different materials.
dmin
of any material is inversely proportional to the melting temperature (Tm
) and the bulk modulus (B). for FCC nanocrystalline metals, dmin
shows a linear relationship with and critical equilibrium distance between two edge dislocations (Lc). some experimental observations reveal that smaller nanocrystalline grain sizes can be obtained at lower milling temperatures.
Using these experimental findings, Mohamed has derived an equation for dmin
, as a function of material parameters. In general, grain refinement has been categorised into three steps: the localisation of high dislocation density in the shear bands; the annihilation and recombination of dislocations, forming cells and subgrains (recovery); the transformation of sub boundaries into high-angle grain boundaries.
According to Fecht et al. [19], dmin during mechanical milling is the result of a balance between the generation of dislocation structure by the severe deformation during milling and their recovery and recombination by thermal processes. However, Mohamed et al. have added the recovery can also take place via creep, stating that ‘steady-state creep represents a balance between competing factors of rate of strain hardening and rate of thermal recovery.’
Accordingly, Mohamed et al. has provided an equation as follows:

The pipe diffusion (Dp
) plays a critical role, especially at low homologous temperatures and high stresses. This can be expressed as
By taking ac = 5b
2 and ρ = 10 (σ/Gb)2, Equation (2) becomes

A model of the initial stage of sintering of ultrafine powders (TSS )
For the formation and retainment of nanocrystalline particles, the sintering of particles needs to be extensively reduced or even nullified. Temperature plays a critical role in sintering, and hence, sintering temperature vis-a-vis operation temperature of the mechanical milling will have a significant role in the formation of the nanoparticles. In this regard, a model has provided by Alymov et al. [101], relating the temperature at which sintering starts (Tss ) and the size of the particles during the initial stage of sintering. The ratio Tss/Tm (where Tm is the melting temperature of the bulk), can be obtained from this model and compared with the milling temperature.
Alymov et al. [101] have provided a relationship for TSS
of nanoparticles as following
Based on these models, there are few reports available in the literature on the efficacy of cryomilling on the formation of nanoparticles [10,30,102]. The application of these models suggests that the Zn NPs exhibit strongly sinter-dominated behaviour >170 K. On the other hand, for the Al NPs, the critical temperature at which sinter-dominated aspect occurs is 120 K. This is shown in Figure 3(a,b). Hence, the successful synthesis of fine nanoparticle and rapid refinement is possible by milling at a temperature lower than the critical temperature below which sintering dominates. Hence, one needs to select the milling temperature in the plastic-deformation dominated region instead of the sintered dominated region for the rapid refinement of nanoparticles.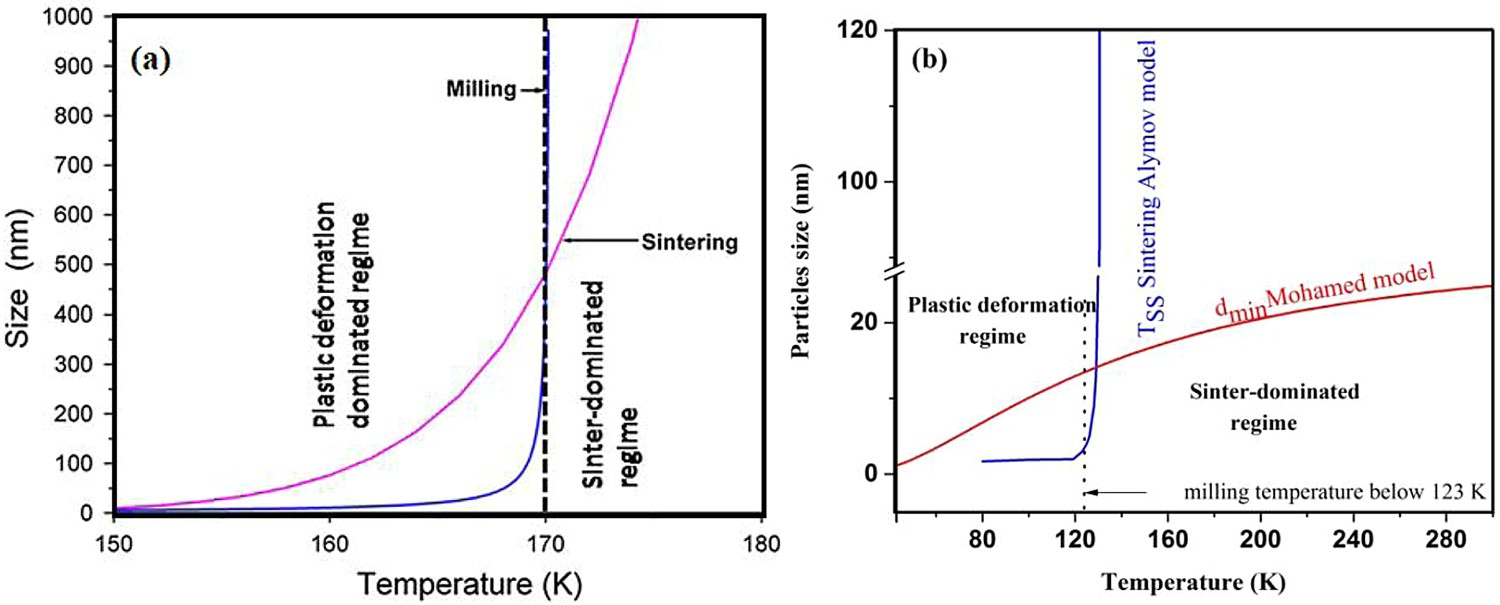
Cryomilling can effectively reduce cold welding phenomena because many available materials undergo a ductile-to-brittle transition (DBTT) at or below 123 K, causing predominant fracture over plastic deformation. For the ductile materials, the plastic deformation will be limited at extremely low temperature and hence, even if cold-welded particles forms, these joints are likely to be broken during the subsequent milling operation. This has been reported recently by Katiyar et al. [103] upon investigating the formation of cold-welds of some important materials at different temperatures. Some comparison is shown in Figure 4(a). In these experiments, the two metallic strips of the pure metal were degreased using methanol, scratched for removing the oxide layer, and then riveted together to avoid any deflection between both strips during the deformation. Subsequently, the riveted strips were deformed by different amount (30, 40, 50, 60, 70, 80%) at various temperatures (27, 0 and −196°C) for cold weld formation [schematics diagram shown in Figure 4(b)]. It is evident that the cold-welded joints of both Al and Cu exhibit higher bond strength at RT as well as after 70 and 80% deformation, respectively. However, similar deformation at cryogenic temperature leads to a substantial reduction of the strength of the weld (40% of Al and 60% of Cu), shown in Figure 4(c). Interestingly, the Fe has not been found to form a cold bond at any temperature, possibly due to BCC crystal structure and high melting temperature. Therefore, it is evident, cold welding and sintering of nanoparticles can severely be reduced by ball milling at cryogenic temperature. This is expected to promote the rapid refinement of the particle size during cryomilling and refinement of the size of the nanoparticles during milling. Subsequently, one needs to look at the mechanical properties of various materials (metals, ceramics, polymer, etc.) at cryogenic temperature to understand the plastic deformation vis-à-vis fracturing phenomena at low temperatures. (a) Distinct nanostructure formation: cryomilling vs. RT milling, (b) cold-weld formation using rolling at different temperatures, (c) behaviour of cold welded materials at different temperatures and percent deformation [31].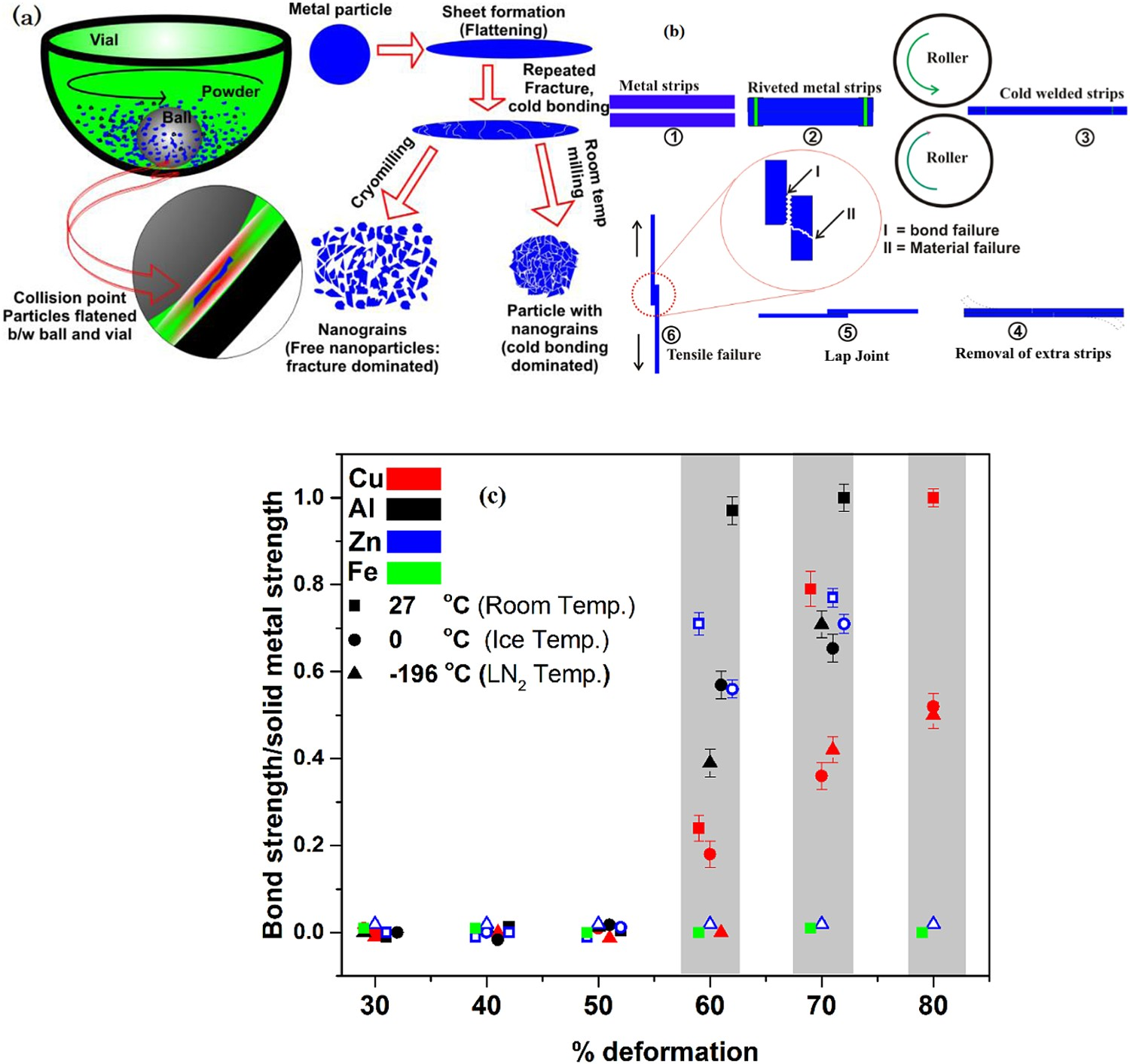
Effect of temperature of milling on nanostructured materials
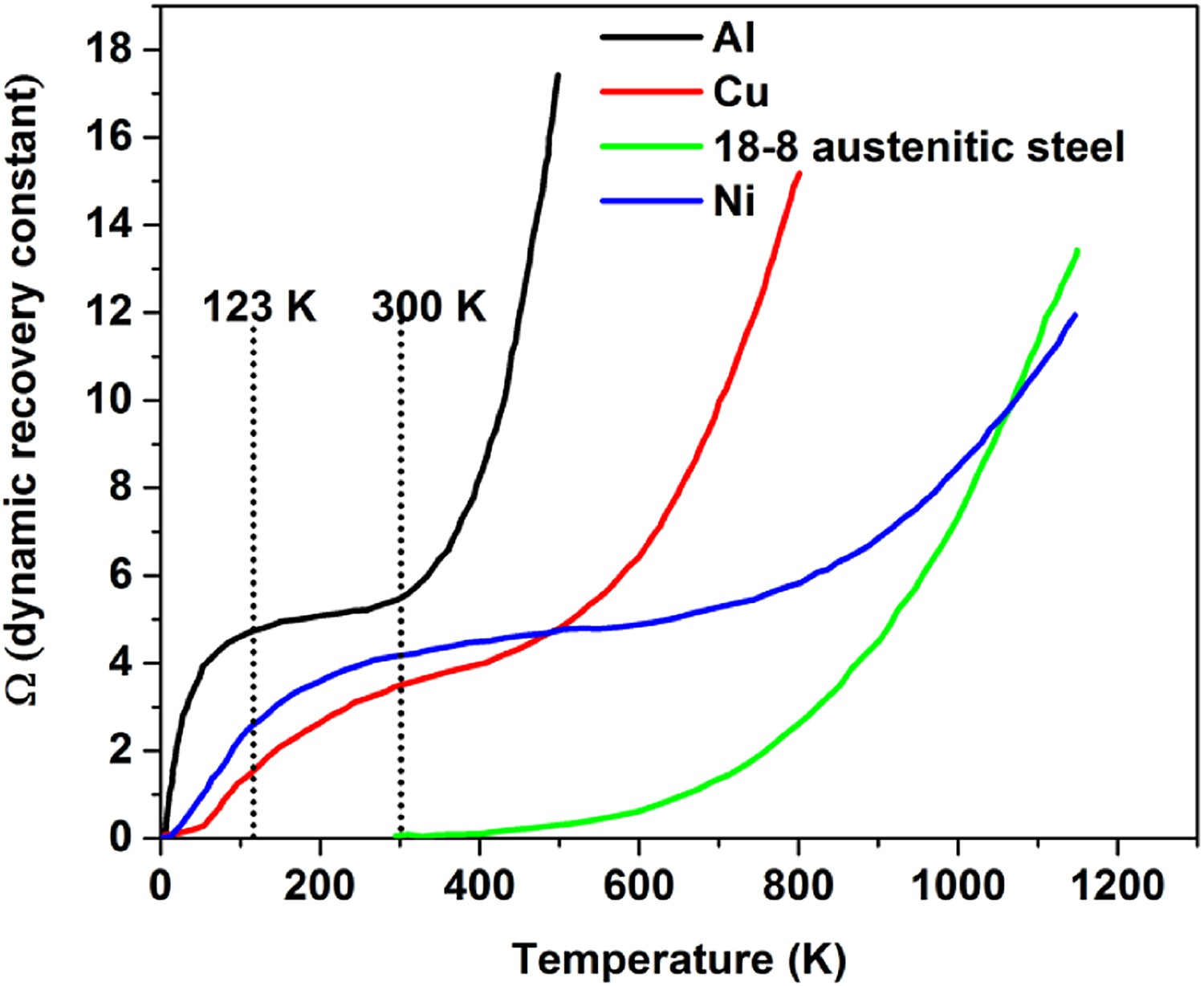
In the previous section, it has been shown that there are many advantages associated with the cryomilling process in comparison with conventional or RT mechanical milling. One of them is related to the suppression of recovery during the milling process. During milling, the crystalline lattice of the material is plastically deformed, leading to the accumulation of dislocations and other defects. Extensive plastic deformation or cold working leads to the accumulation of these defects, lowering the plasticity of the materials. Hence, further generation of the defects is no longer possible. Dynamic recovery is the basic mechanism that leads to the annihilation of dislocations during deformation [18], and hence, ductility of the deformed materials can be recovered. It has been reported that the cross slip of screw dislocations helps to achieve dynamic recovery at cryo-temperature. At the higher temperature, vacancy climb dominates [104,105]. Hallen et al. have investigated the dynamic recovery of FCC metals at different temperatures and compared with theoretically calculated values [105]. Recrystallised specimens of pure nickel, aluminium, and copper as well as austenitic stainless steels were investigated via tensile test carried out at the various temperatures and strain rates (Al = 0.5×102, Cu = 1.3×102, Ni = 0.5×102 s–1).
According to the authors, the dynamic recovery is coupled with both processes of cross slip and vacancy climb and thus [105]; Experimentally measured values of dynamic recovery constant as a function of temperature for FCC metals and alloy [105].

Another important factor is the suppression in the oxidation rate of metallic nanoparticles at low temperature. Oxidation is predominately observed in the nanocrystalline metals and alloys during synthesis via mechanical milling at RT. Hence, many metallic nanoparticles exhibit oxidised surface layers, impeding their applications. The oxidation of pure metals takes place over the surface, and hence the nanoparticles of pure metals are highly prone to oxidation due to high surface area to volume ratio [106]. Therefore, lower milling temperature helps to reduce the rate of oxidation during milling. Rhodin et al. [21] have reported the formation of oxide layer over the metallic surface of Cu with time at different temperatures. The growth of the oxide layer at 78 K in a controlled experiment is negligible even after 100 h. However, at the higher temperature (>273 K), the thickness of the oxide layer increases extensively with the time, as shown in Figure 6 [21]. Therefore, it is evident that the rate of oxidation during milling at low-temperature expected to be low, and the possibility of synthesis of pure metallic NPs, almost free of contamination or oxide layer, called native particles or particles with virgin surfaces can be achieved. Oxidation behaviour of Cu at different temperatures as the effective film thickness of Cu oxide against temperature [21].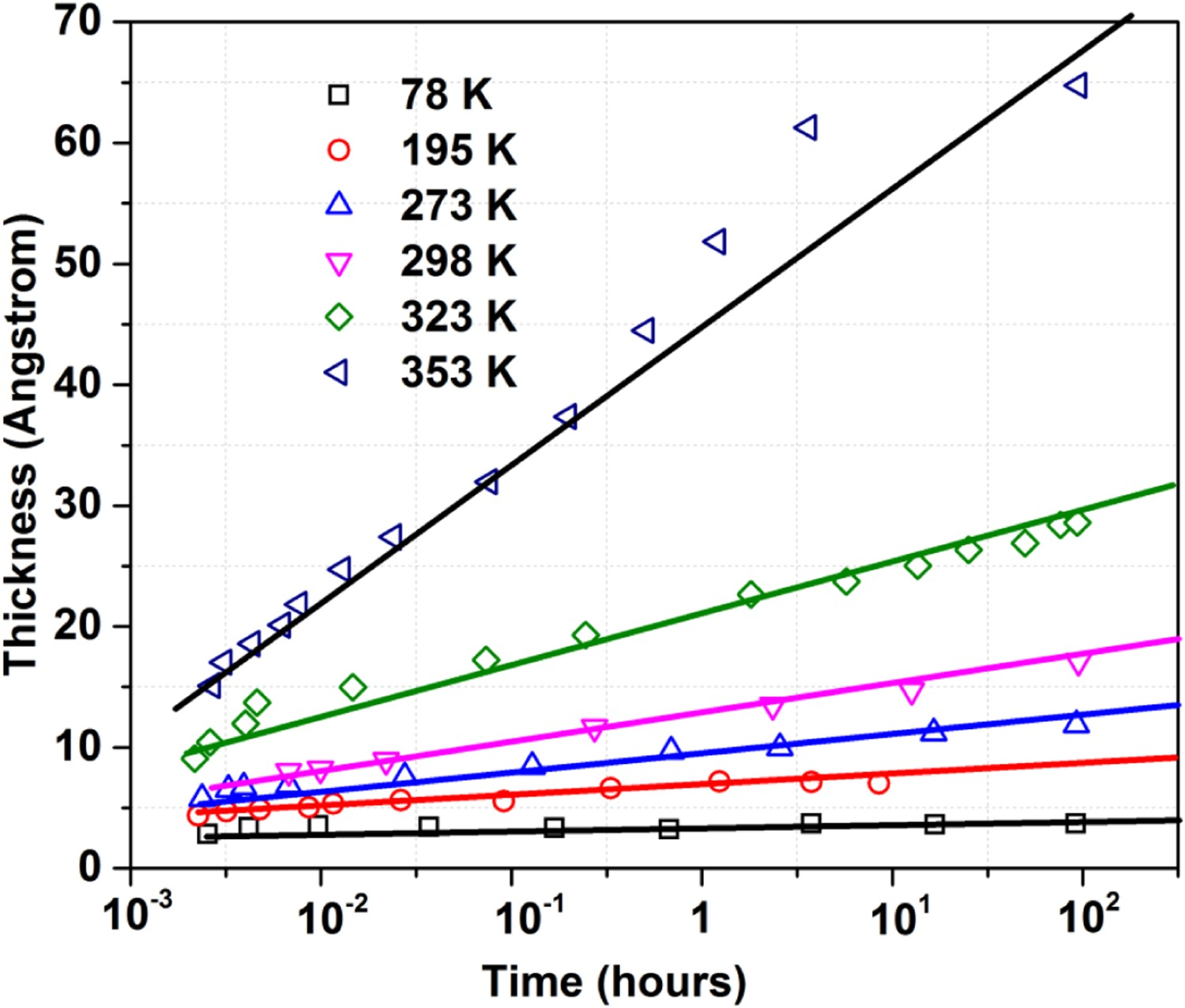
However, there are other sources of contamination in the milled powder. The interaction of the balls, and vials with powder can also cause the production of debris, which is the main source of contamination in many milling operations. This debris from milling tools is directly affected by milling parameters, especially ball to powder ratio, time, and speed. It is also dependent on the milling materials and shape of the vials. Thus, one can compare the level of contamination between milling at RT and cryogenic temperature ball, provided other milling parameters are kept the same. If the conventional ball milling is compared with cryo-milling for the same material and the shape of vials, it is evident that the milling time will decide the level of unavoidable contamination contributed from the milling tools. Therefore, the cryomilling has this distinct advantage to reduce the contamination imparting from milling tools because the refinement is faster during cryomilling. As seen in Figure 7, 100 h of milling time required to obtain the NPs, when conventional ball milling is utilised. On the other hand, it requires 5–10 h utilising the cryomilling for the same. Comparison of conventional ball milling against cryo ball milling to obtain NPs.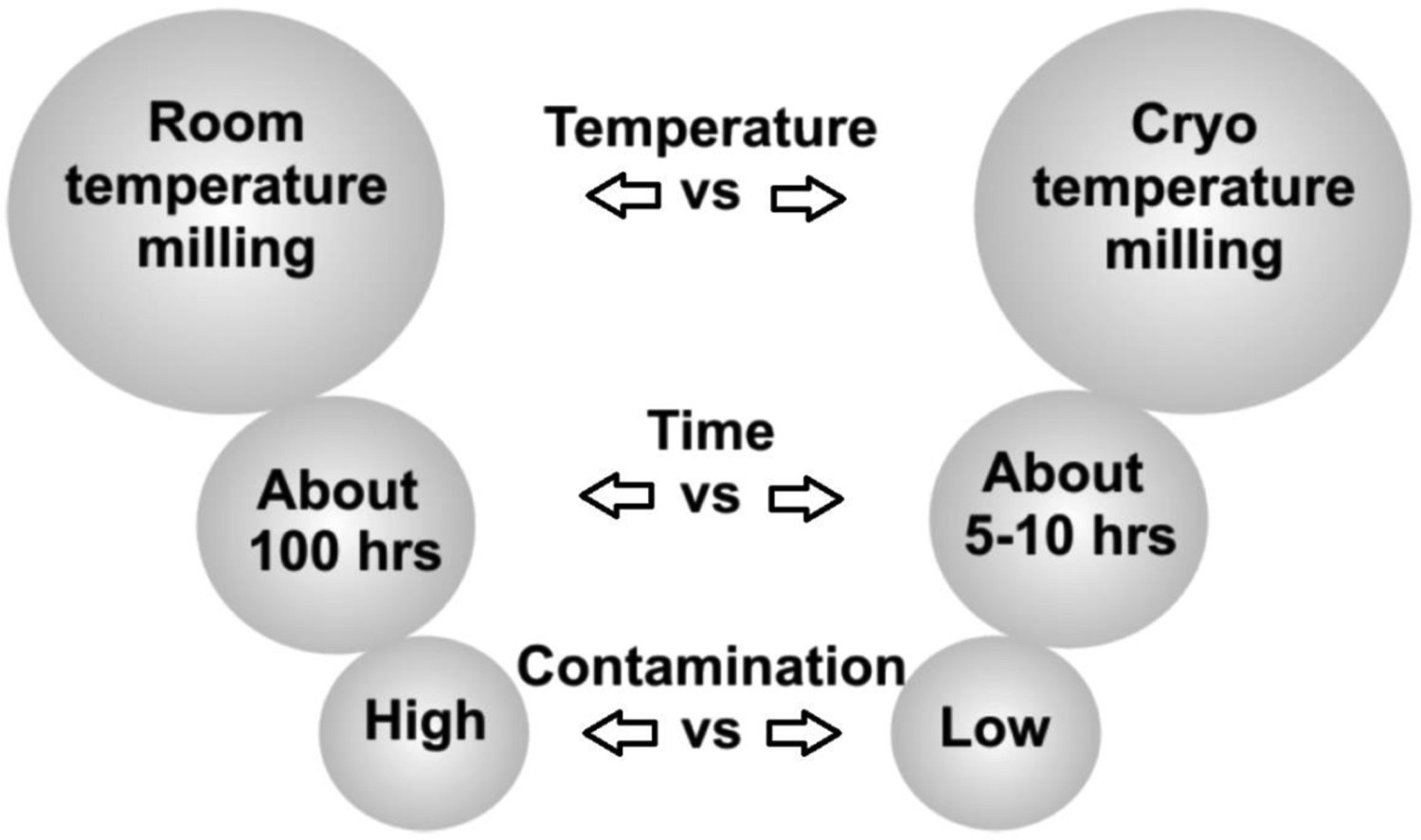
Cryomilling setup: types and variation
The cryomilling, carried out at or below cryogenic temperature, exhibits distinctly different features as compared to mechanical milling at RT. In this regard, the cooling of the powder and milling media are considered a prominent factor for the design and development of cryomills. Cooling of powders, before milling or during milling using cryogenic liquids, is the distinctly different step in the cryomilling or grinding. Based on cooling, the cryomilling can be classified into two types, wet milling (milling materials mixed with cryogenic liquid) and dry milling (milling chamber is cooled externally). However, spices, medicines, and polymeric powders are precooled, and milling is subsequently performed on the pre-cooled powder [84]. Based on cooling, the cryomills can further be classified based on whether the cryogenic liquid and milling materials come in contact with each other or not. The cryogenic liquid is directly added in the milling chamber, containing ball and powder for wet milling. On the other hand, the coolant is kept in the reservoir adjacent to the milling chamber for cooling the milling materials in case of for dry milling. The wet milling can cause contamination arising from coolant liquid as it is directly in contact with milling materials for a long time. Hofmeister et al. [107] have estimated the nitrogen concentration of AA5083 alloy during prolong cryomilling in slurry form, and found nitrogen concentration of 1.64 ± 0.17 at.-%, and 19.12 ± 1.10 at.-% for 8 and 72 h cryomilling respectively. Sometimes, the ice flakes may also enter in the milling chamber along with the LN2. Consequently, the materials can get oxidised, as ice flakes turn to water due to heating up after the milled powder being taken out from the mill. In contrast, dry-milling can eliminate or even reduce this problem. In addition, the milling under inert gas environment can provide a better quality product. Therefore, the addition of inert gas purging assembly with cryomill is of prime importance for synthesising good quality nanomaterials. The continuous purging inert gas is difficult in a planetary ball mill as compared to the shaker and vibratory cryomill. It is also important that the milling assembly should be compatible with cryogenic liquid to avoid brittle fracture of the milling accessories. As some cryogenic liquids may cause harm to the human body during direct contact, extra safety features are also needed to be incorporated in the cryomill.
In the niche markets, various types of the cryomills are available; Fritsch GmbH [89], Retsch [86], KC (0) [88] and cryomill attritor [85], SPEX Freezer mill [87] and with pre-cooling and low-temperature grinder (two-step cryo-grinder) for spices [108]. In the subsequent section, we shall discuss different cryomills and their evolution over time.
Evolution of cryomilling over time
The main objective of cryomilling is the reduction of particle size and the prevention of decomposition of temperature-sensitive materials during reduction. It is a part of conventional mechanical milling, shown as a schematic in Figure 8. In fact, the milling/grinding at low temperature was reported in the literature as early as 1937 with articles title ‘An apparatus for grinding bacteria at low temperature,’ where the bacterias have been disrupted using a cryo-ball mill containing five hundred 0.25 inch stainless steel balls. The mill was cooled to −75°C using a mixture of methyl cellosolve and CO2. The stout pyrex flask of 1 L containing bacteria and balls were rotated at 230 rev min–1 using an electric motor [109]. Similarly, the design of the cryomill was published from West Germany in 1973, having the title ‘Cryogen-Low temperature grinding of brittle materials.’ This description was on the cryomilling of plastic granules and flocks [110]. It is evident cryomilling was developed much earlier than conventional RT ball mills. However, the utilisation of cryomill was limited. The invention of the scanning tunneling microscope (STM) by IBM in the 1980s fuelled the research in nanostructure/nanomaterials synthesis, and many research groups started using cryomilling to synthesise nanomaterials. Some research groups even used the conventional ball mills as cryomill, just dipping the vial in LN2 prior to milling. There exist many mechanical mills in the research, academia, and industries; drum ball mill, jet ball mill, bead mill, horizontal rotatory ball mill, vibrations/shaker ball mill, attritor ball mill, etc. The selection of ball mill depends according to the purpose, such as mixing, pulverisation, mechanical alloying, etc. Nonetheless, ball mills can be classified based on energy, medium, and temperature. On the basis of energy, milling can be divided into low energy and high energy milling. According to the medium, it is categorised as wet milling and dry milling. Similarly, it is classified in high-temperature milling, RT cryomilling based on temperature, as shown in a schematic Figure 8. Some of the available cryomills for laboratory scale in the niche market has been discussed in Table 1. Schematic classification of ball milling based on energy, medium, and temperature.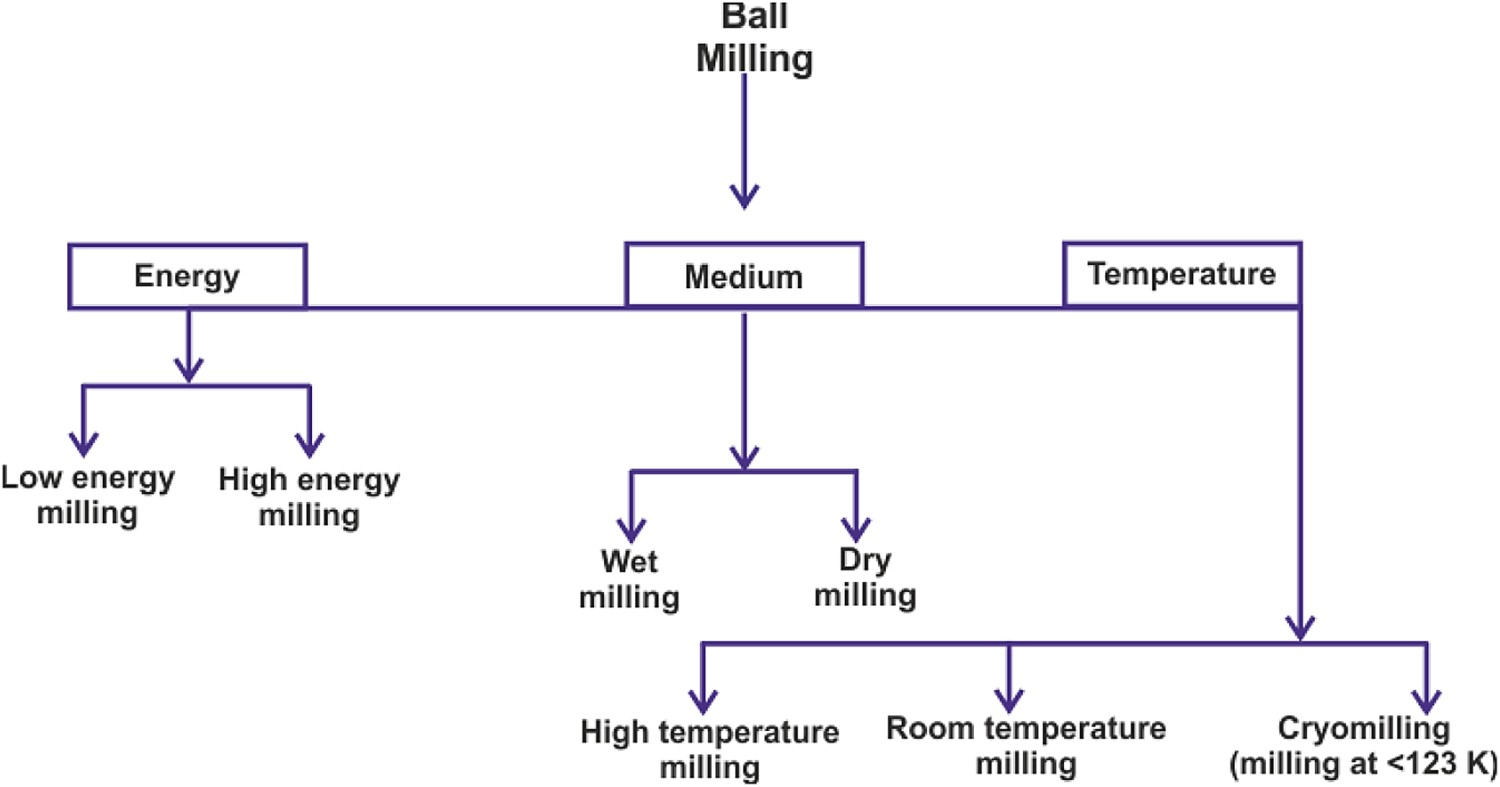
The categorisation based on high and low energy is primarily dependent on energy transfer through milling tools to the underlying materials [111]. Several factors, including the hardness difference of milling tools, milling materials, speed of the mill, ball to powder ratio, etc. determine the energy transfer. Moreover, in some designed mills, the magnet is placed close to the vial to apply a strong pulling force on the magnetic balls, and thereby the impact energy imparted can be made higher than the normal mill [112]. Cryomills utilised for the synthesis of nanoparticles; other aspects need to be considered, including homogeneity and the protection of nanomaterials from oxidation and nitridation. Recently, the free-standing nanocrystalline materials are considered an active and promising area of research in materials science, biomedical imaging, physics, chemistry, etc. [113]. The use of cryomills and their importance will be discussed in subsequent sections in detail.
How to achieve cryogenic temperature with different cryo-liquids
Achieving proper cooling to obtain temperature below 123 K is considered the primary objective of the cryomilling. Hence, cryomills are designed to be compatible with different coolants. During the milling process, the milling media, along with powder, are being cooled using cryogenic liquids having an extremely low boiling temperature such as liquid oxygen (90 K); liquid argon (87 K); liquid neon (27 K) and liquid nitrogen (77 K), etc. Although liquid argon and nitrogen have primarily been utilised as a coolant in the cryomills, liquid nitrogen is widely used. The liquid nitrogen (LN2) is considered a cost-effective cryogenic liquid and non-toxic for the environment. It is released in the form of N2 gas, which is omnipresent (∼78 vol.-%) in our environment, and we breathe it along with oxygen. The LN2 is the safest coolant in the cryomilling compared to another coolant such as liquid Ar. Argon is dangerous if inhaled in large amounts as it can get trapped in the lungs and can displace the oxygen.
Kumar et al. [9] have described the cooling profile of custom-built cryomill, utilising LN2 and compared the temperature variation and running positions. The temperature of the milling chamber was monitored online by a K-type thermocouple. LN2 was poured in the cryomilling via LN2 inlet (schematically shown in Figure 9(a)) in five minutes interval. Subsequently, the temperature was reduced and reached steady state −170°C after 60 min (Figure 9(b)). The cooling (Figure 9(c)) profile reveals that the temperature varies from −140 to −180°C next 5 min during the operation of the cryomill. (a) Schematic of custom-built cryomill; (b) cooling profile of cryomilling in stop position; (c) temperature variation during milling (LN2 added in each 5-minutes interval)[9].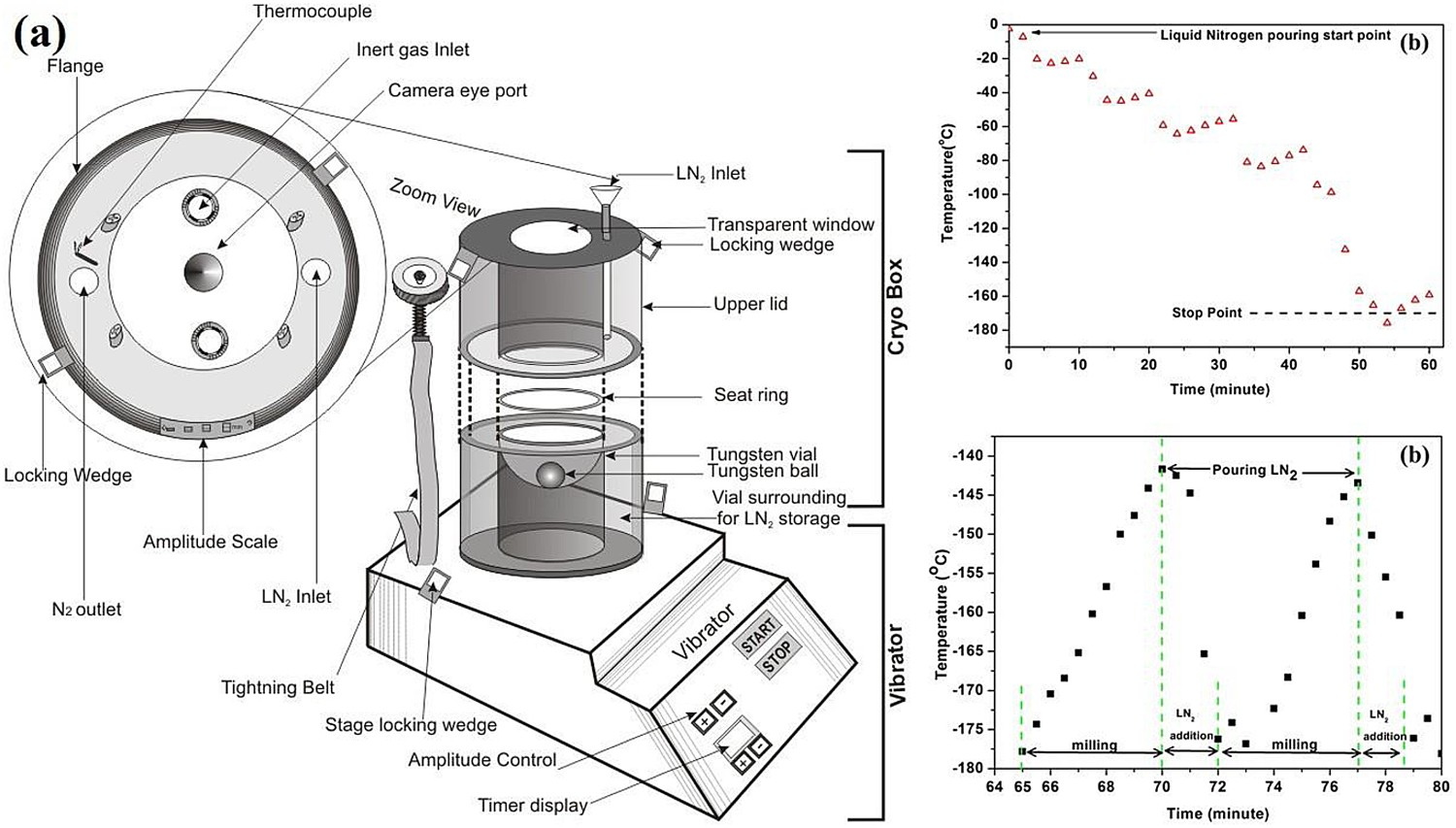
Issues in fabrication of cryomill
It is also important to handle several basic issues while designing a mill working at an extremely low temperature. The balls and vial materials, along with their accessories, must withstand the cryogenic temperature. The tungsten carbide and stainless steels have been reported to have the capability to sustain low temperatures and bear the shock load with minimum wear and tear. Similarly, UHMWPE is reported to withstand shock load at liquid nitrogen for a longer duration. It is a good insulator [114], which can be used for fabricating coolant reservoir and other accessories to reduce heat loss. In addition, the stainless steel (SS316 type) can be used for fabricating the outer body of the mill. The available cryomills in the market are shaker, vibratory, and attritor types [111], primarily due to the easy handling of the liquid coolant. The planetary type cryomill is difficult to fabricate due to the need for additional accessories for supplying cryogenic liquid. In fact, there is no planetary [13] type cryomill in the niche market because of the fact that planetary rotation does not allow the handling of liquid coolant.
Additionally, there are other challenging issues to be considered for the design of the cryo-chamber. This includes maintenance of the proper temperature in case of dry milling and the inert gas environment over the milling materials to avoid oxidation of the milled materials. In the case of wet milling (milling materials along with coolant liquid), the flow of LN2 is not continuous instead of the dosing of LN2 at certain intervals. There are high chances of the formation of ice flakes, which can enter into the milling chamber with the dosing of LN2. Moisture present in the chamber can freeze and form ice flakes. Hence, it is essential to stop these ice flakes entering in the cryo-chamber. The each type of cryomill has a different energy transfer rate, and it critically depends on its working principle as well as hardness difference between under milling powder and ball-vial.
The UNION ACRON, UK-based company, has designed an attritor-based cryomill. The schematic diagram of the cryo-chamber is shown in Figure 10(a), in which the powder and balls are charged into the chamber, and the surrounding body is cooled with cryogenic liquid. In the attritor, the balls are rotated via impeller in the cryo-chamber [111,115]. Similarly, Germany-based company RETSCH has designed a shaker cryomill [116], in which the materials and liquid coolant are mixed and subsequently milled in the cryo-chamber (ball and vial), shown in Figure 10(b). The milling action is achieved by mechanical shaking of the cryo-chamber, and LN2 can be filled inside or outer body of the cryo chamber. The cryomill is used for the spices and food industries. In this type of mill, the materials are first cooled by cooling of the conveyor, and milling is done in a separate chamber, as shown in Figure 10(c) [117]. (a) Union process (UK) cryomill chamber with balls and vial [85]; (b) cchematic diagram of Retsch cryomill chamber ball and vials [116]; (c) cryo conveyor for precooling milling materials [117]; (d) schematic diagram of cryobox with details 1. outlet of N2, 2. thermocouple, 3. exit of inert gas, 4. eyepiece, 5. inlet inert gas, 6. inlet LN2, 7. locking wedge, 8. stainless steel outer body, 9. UHMWPE thermal insulator body, 10. annular space (LN2 reservoir), 11. tungsten carbide vial, 12. tungsten carbide ball, 13. neoprene seat-ring, 14. inert gas atmosphere in milling space [9].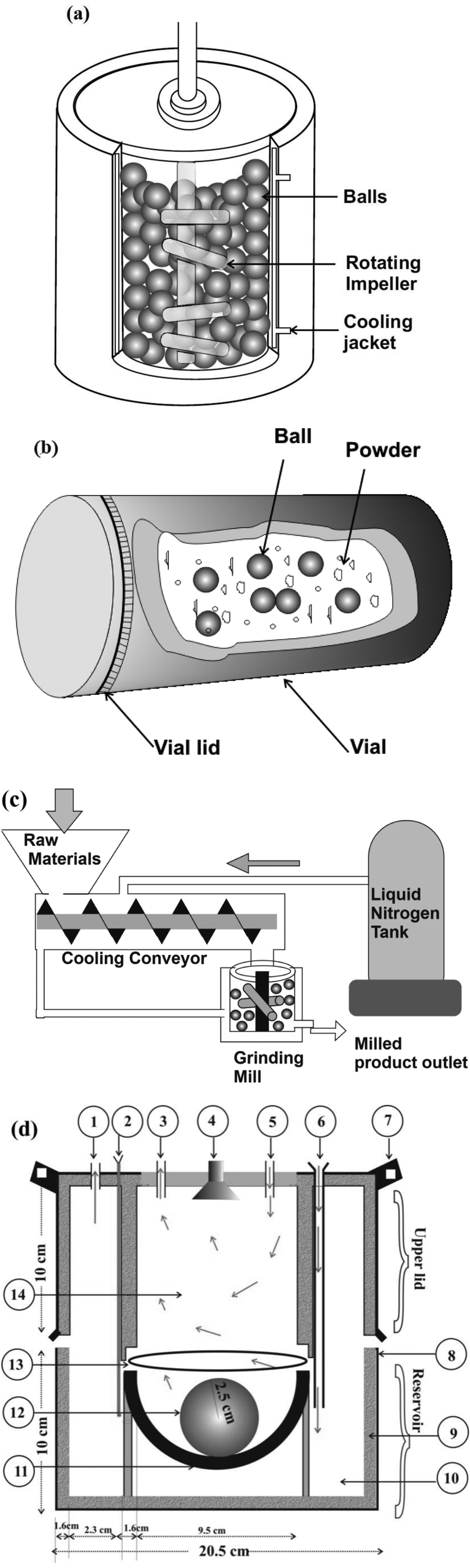
There are some other custom-built cryo-mills, as shown in Figure 10(d). Kumar et al. [9] has reported the design and development of a vibratory custom cryo-chamber, as shown in Figure 10(d). This mill is endowed with features including separate liquid coolant reservoir, in situ monitoring of temperature, in situ monitoring of ball motion, and inert gas environment to protect materials from oxidation. Similarly, KC0 cryomill, designed and developed by Tau Instrument, India, has several built-in facilities; a separate chamber for liquid coolant and well-protected hood to reduce noise generated during milling.
Cryomilling of metals and alloys
It has earlier been mentioned that cryomilling has extensively been utilised for the synthesis of nanoparticles, metals, alloys, ceramics, polymers, composites, and hybrids to showcase the uniqueness of this processing route in the synthesis of various materials. In the following, we shall discuss the synthesis of each of these materials with detailed analyses on the efficacy of the process. In addition, cryomilled powders have been used to obtain various shapes. Cryomilling has also been utilised to synthesise advanced materials; graphene, MoS2, etc.
Pristine metallic nanoparticles
The metallic nanoparticles having zero/negligible foreign contamination are known as pristine metallic nanoparticles. The preparation technique may impart/induce foreign substances during synthesis, leading to contamination of the NPs. Pristine NPs, with reactive surface due to high surface to volume ratio, are prone to bind with airborne contaminations. Consequently, the preparation of high purity metallic nanoparticles is challenging. The existing techniques to prepare nanoparticles have been summarised in Figure 11. In general, the preparation of nanoparticles has been classified into two types; ‘top-down’ and ‘bottom-up’ approaches. Both approaches have many drawbacks, i.e. low yield of the nanomaterials, the requirement of hazardous chemicals (processing agents) to prevent coarsening of NPs, stabilisation, etc. On the other hand, the mechanical milling process is capable of producing a large quantity of NPs. However, it requires a long time of milling, inducing the debris as contamination or foreign species during preparation. The metallic materials are also prone to oxidisation during the extended hours of milling. However, the formation of the robust oxide layer over nanoparticles or the utilisation of capping agents on the surface of the nanoparticles to protect theme can even lead to the loss of their native properties. This review focused on the cryomilling, which belongs to the top-down approach. Various preparation routes for nanoparticles.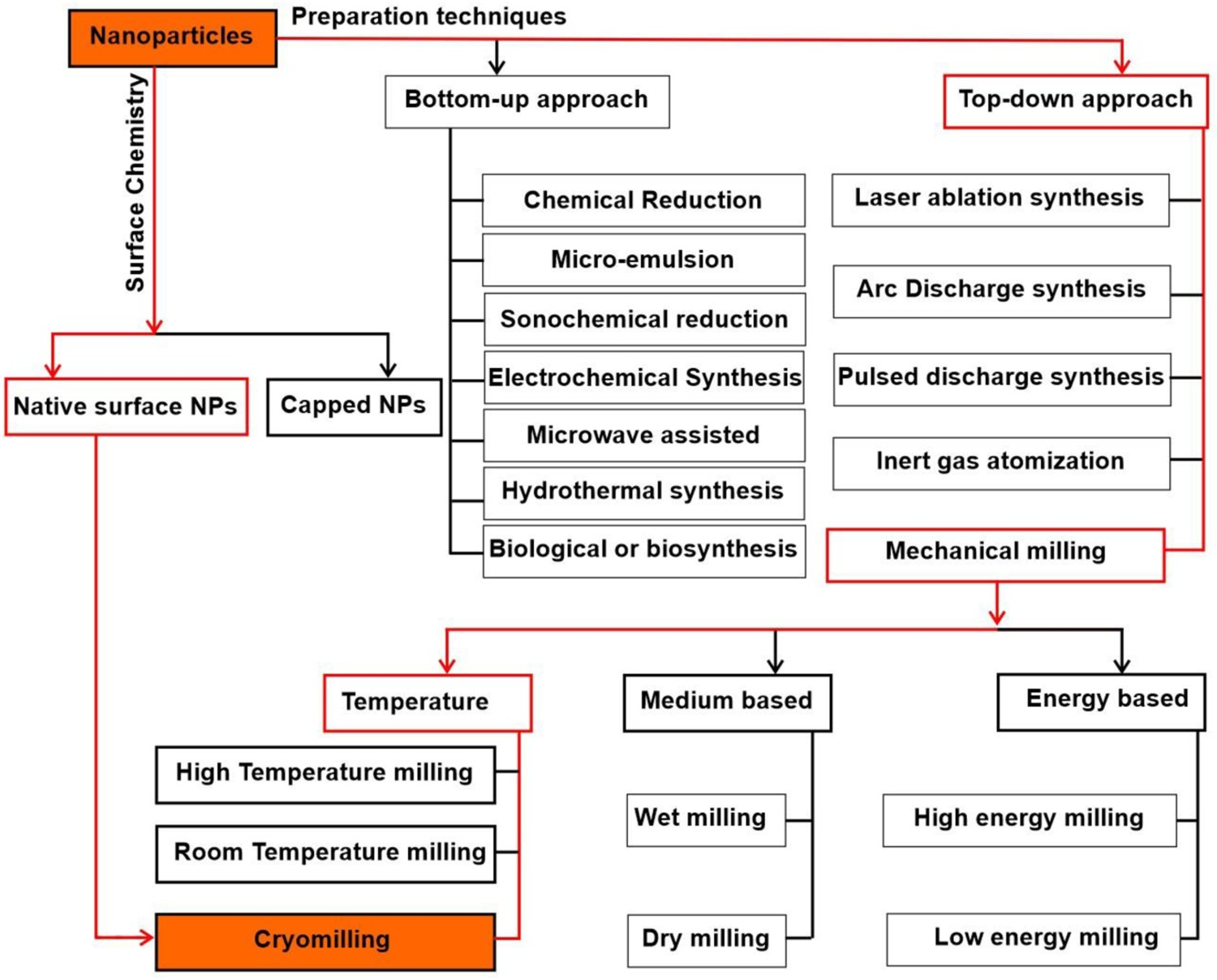
In comparison to other techniques, cryomilling is found to be a useful technique to prepare high pure metallic NPs in large quantities. It takes advantage of low temperatures, to induce fracture very easily at low-temperature and also reduce the oxidation/nitridation rate. Therefore, foreign and induced contamination can be reduced up to a negligible level. In the following, the synthesis of the nanoparticles/nanocrystals reported. The consolidation of the nanoparticles has been discussed in section ‘Nanostructured alloys and their consolidation.’
First, the synthesis of pristine metallic NPs via cryomilling will be discussed. Several pristine metallic NPs have been synthesised via cryomilling such as Cu, Ag, Fe, Zn, etc. The important characteristics of these metallic NPs are rapid grain refinement, narrow size distribution, contamination-free. In fact, some of these metallic NPs are found to be free-standing in liquids; methanol, ethanol, benzene, etc. Barai et al. [30] have reported the successful synthesis of free-standing Cu nanoparticles using cryomilling. Similarly, Zn free-standing nanoparticles were synthesised using combined cryomilling and RT milling [102]. However, Zhang et al. [118,119] have reported that the average grain of Zn can be reduced to only 17 nm in 12 h of cryomilling. Interestingly, a large number of grains with size varying from 2 to 6 nm form in the early-stage of cryomilling. Hence, cryomilling is effective in achieving finer scale NPs with less duration of cryomilling.
In comparison to RT milling, the cryomilling reduces the particle size rapidly with finer particle size. The variation of size with milling at RT and cryo-temperature is shown in Figure 12. After three hours of RT milling, the size of the average nanoparticles was 50 ± 4 nm. Similarly, the average size of the nanoparticles is 32 ± 4 nm by cryomilling. Although the main purpose of cryomilling is to obtain pristine nanoparticles, it also leads to finer refinement of the NPs [120]. Variation of particle size against the time of milling at RT and cryogenic temperature (inset shows the XRD pattern of iron nanoparticles) [120].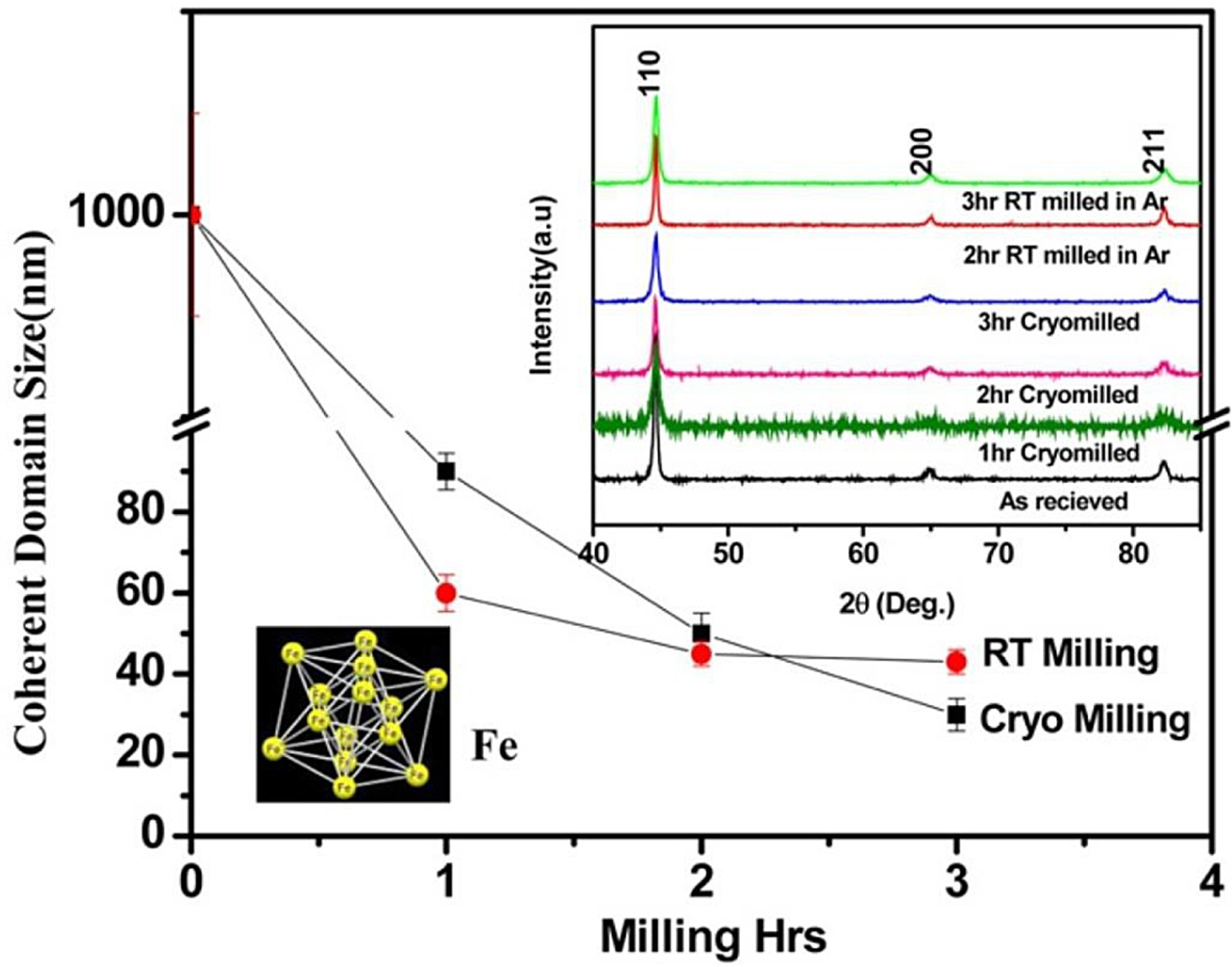
Kumar et al. [10,11,31] have reported the synthesis of pristine metallic nanoparticles with the same technique. The surfactant-free (pristine surface NPs) Ag and Al NPs exhibit narrow size distribution, as shown in Figure 13(b). Interestingly, Ag and Al NPs don’t exhibit any surface contamination probed using X-ray photoelectron spectroscopy (XPS). The compositions of NPs are summarised in Tables 2 and 3. [11]. Similarly, there is no increase of oxide content in the Al NPs as compared to as-received powder, indicated by the XPS investigation [11]. The total contribution of oxygen can be related to sources such as surface adsorbed oxygen (533.5 eV) [121], hydroxide/oxyhydroxide (532.4 eV) [122,123], and aluminium oxide (531.33 eV) [124]. (a) FESEM image of silver particles as received, (b) TEM bright-field micrograph of Ag nanoparticles after 7 h of cryomilling (inset shows a high-resolution image) [11].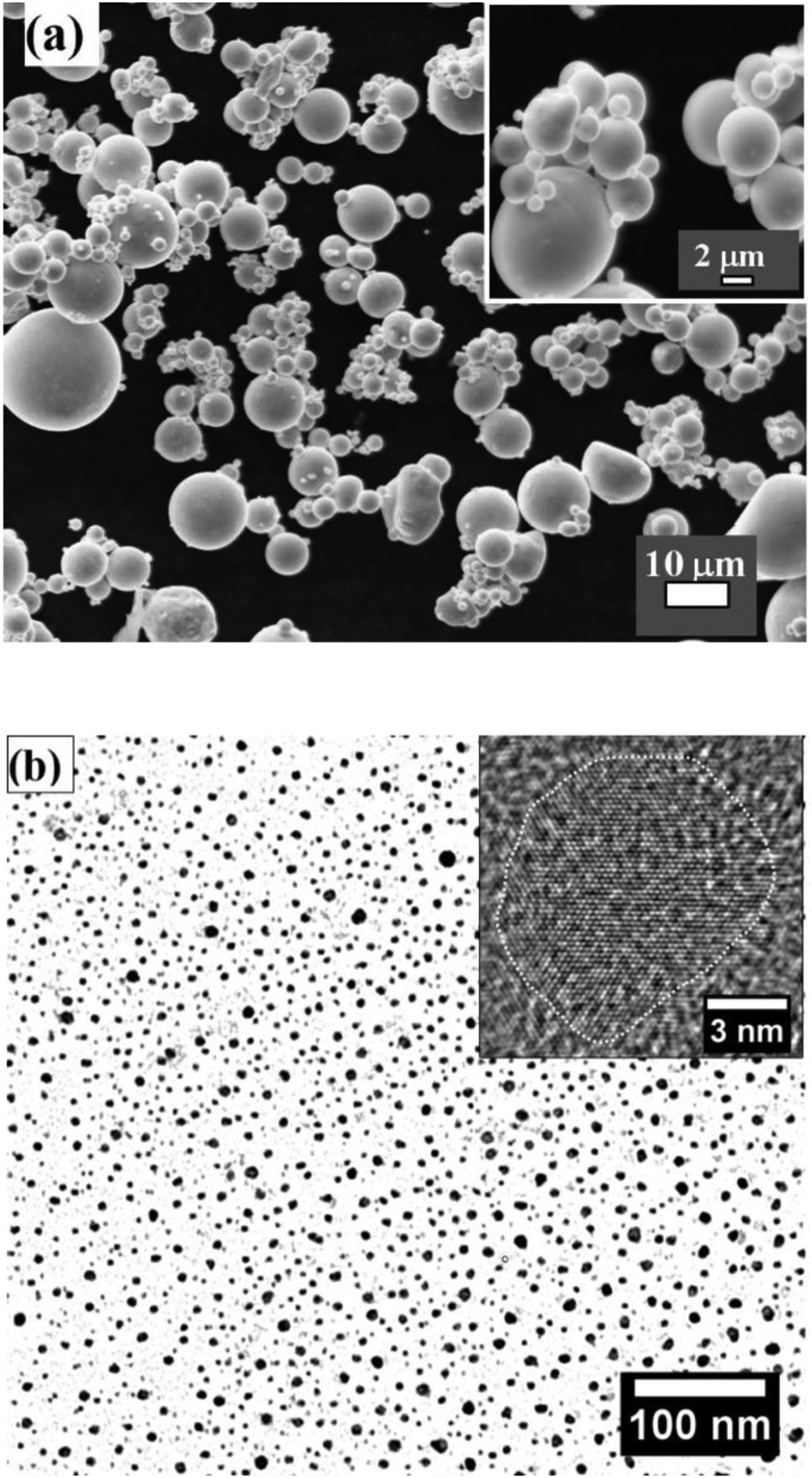
Surface composition of as received and after 7 h of cryomilling using XPS.
Surface composition of Al (as received) and Al (Cryomilled) as NPs estimated by XPS.
Pristine alloys nanoparticles
The foreign contaminations, which are generally induced during processing, include oxide/nitride of metals formed during synthesis or handling due to a high surface to volume ratio of NPs. During the chemical synthesis of NPs, the surfaces of particles are normally protected by using capping agents. The synthesis of pristine alloy NPs is a challenging task in the scientific community because of the difference in the chemical potential of the materials in the pristine form vis-à-vis compound. The different reactivity of the components either promotes the formation of intermetallic compounds or separates them out from the matrix. A long time of milling is required to achieve nanosized particles during the mechanical milling at RT, and this can slowly introduce impurities from the milling tool or the environment, which is unavoidable during synthesis. However, the cryomilling process accelerates the fracturing process and form nanoparticles within 6–8 h, reducing the milling debris at the negligible level and capable of synthesising even pristine alloy nanoparticles, which is discussed next.
Nanoparticles from cast and homogenised ingot
A combination of casting and cryomilling can be utilised to synthesise homogeneous alloy nanoparticles, which is thus considered a novel technique. It has more advantages as contamination from the milling media, and oxidation is expected to be low. The cast and homogenised ingot can be used as starting materials allowing the synthesis of NPs with better compositional homogeneity. Kumar et al. [12] have reported the synthesis of the high entropy alloy (HEA) nanoparticles consisting of five metallic elements in a single phase. First, the HEA alloys were synthesised by casting routes, instead of longer mechanical alloying (MA) of mixture of five elemental powders. The ingots were substantially homogenised at elevated temperature. After crushing them, smaller pieces were milled at cryo-temperature to obtain pristine single-phase HEA nanoparticles of three different alloy systems (Cu0.2Ag0.2Au0.2Pt0.2Pd0.2),(Fe0.2Cr0.2Mn0.2V0.2Al0.2), and (Fe0.2Cr0.2Mn0.2Ni0.2Co0.2) [12]. The nanoparticles were found to be almost free from any foreign contamination, which is evidenced by EPMA (Electron probe microanalyzer)-WDS (wavelength dispersive spectrum), as shown in Figure 14 [12]. EPMA (WDS) spectra of Cu0.2Ag0.2Au0.2Pt0.2Pd0.2 nanoparticles [lithium fluoride (LiFH) crystals; Layered dispersion element (LDE); pentaerythritol (PET); thallium acid phthalate (TAP)] [12].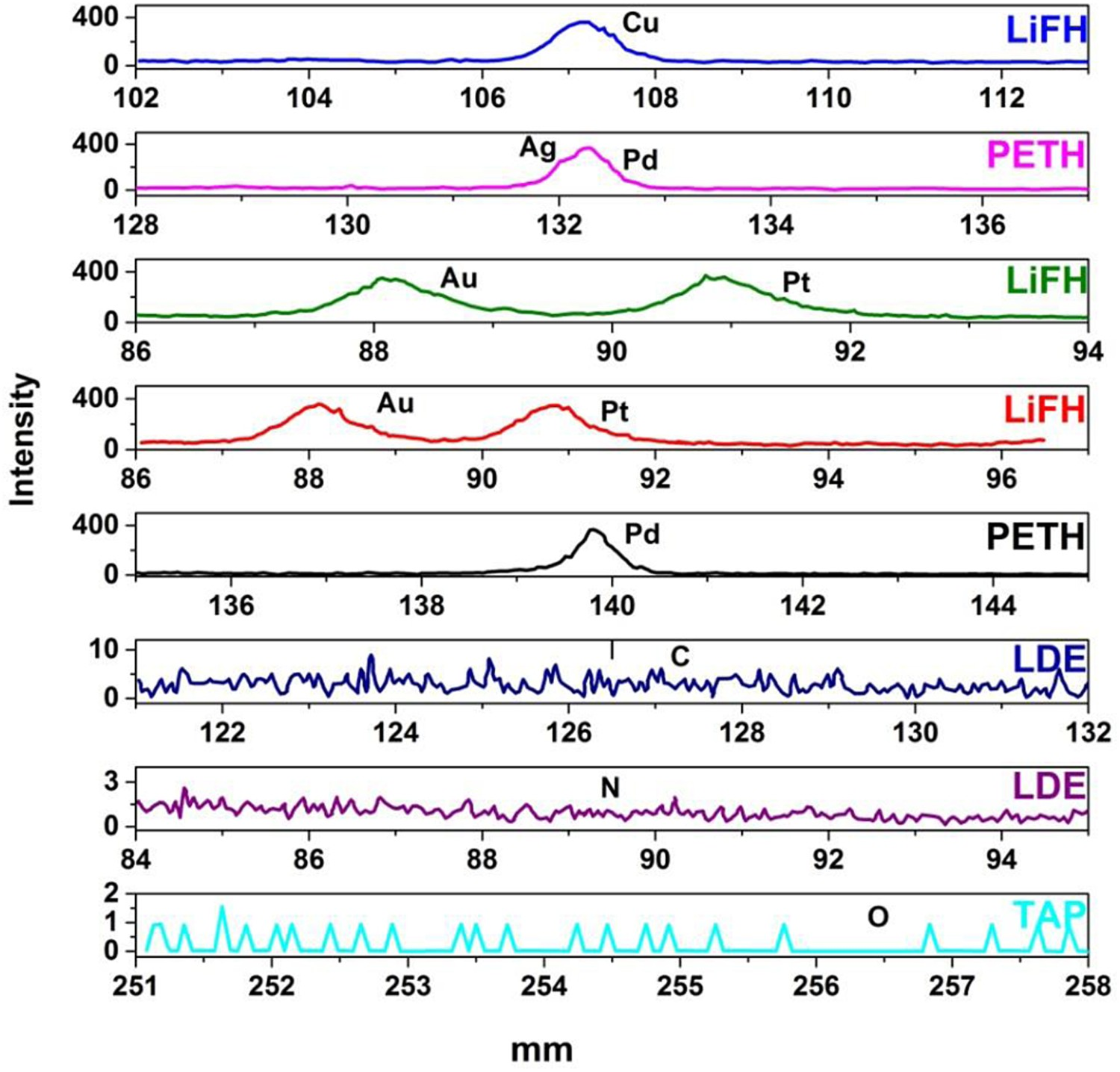
Nanostructured alloys and their consolidation
The process of cryomilling also allows synthesising nanocrystalline or ultra-fine grained bulk specimens from the powder. This can be done using a two-step process. First, milling is carried out to obtain the nanocrystalline powder, and this is subsequently followed by consolidation of the powder to obtain the bulk specimen. This even allows us to measure the properties of the bulk nanostructured materials. The nanostructured materials, synthesised by cryomilling, followed by consolidation, exhibit distinctly different properties as compared to the conventional ones. The final property will depend on the microstructural features (primarily grain size) of the consolidated specimens. It is important to note that the materials have grain size varying from 10 to 100 nm in a consolidated powder are known as nanostructured materials. In contrast, materials with grain size varying from 100 to 500 nm, are known as ultra-fine grain (UFG) materials [22]. The consolidation route is found to dictate the final grain size. A large number of nanocrystalline material systems, prepared via cryomilling, followed by consolidation, are reported in the literature. They exhibit exceptional properties. This includes NiAl [125] NiCrAlY [126–128], CoNiCrAlY [129], Zn–22% Al [27,130], Ti–6Al–4V [131] Fe–14Cr–3W–0.1Ti with Y2O3 [132], commercially pure Ti [133], Cu–Zn–Al [134], Al–Si alloy [25], etc. Although, during consolidation, the final grain size is expected to remain in the range of ultrafine range due to temperature rise, and the fact that the tendency of coarsening of the existing nanoparticles during consolidation. Interestingly, the surface of the nanoparticles can react with the liquid nitrogen, or atmospheric oxygen in the wet milling and tend to form layers of oxide and nitrides. This can lead to stabilisation of the particle size during consolidation [135]. Therefore, the coarsening phenomenon can be controlled by adding some oxide and nitride NPs during cryomilling. For example; TiN nanoparticles were added during cryomilling of commercially pure titanium [136], 1 wt-% diamantane nanoparticles in cryomilling of Al powder [137], 6.5 vol.-% SiC nanoparticles in Al5083 alloy [138]; Al5083 with B4C [139] to retain the size of the particles in the nanometric regime. 2 wt-% AlN nanoparticles added to Ni powder can even reduce Ni grain size up to 37 nm during cryomilling. In contrast, nanoparticles can only be reduced up to 100 nm without AlN [140]. The presence of PCAs in the cryomilled powder can also affect the quality of the consolidating powder. In an experiment, Al (99.9%) powder was wet-milled in a cryomill with initial average particles size 50 μm. Subsequently, 0.25 wt-% stearic acid (as PCA) was added to reduce adhesion of the particles with ball and vial during milling. The consolidated Al powders, prepared by 4 and 8 h of cryomilling, show an average grain size of 43 and 28 nm, respectively. In addition, Al powder cryomilled for 4 h was found to be less homogeneous as compared to that milled for 8 h [29]. The cryoliquid is also found to play a significant role in the quality and grain size of the consolidated powder. The cryomilled Ni shows higher lattice parameter when cryomilled in LN2 as compared to LAr. It has been concluded that the N atoms take part to form Ni–N solid solution, leading to change of the lattice parameter [141]. Some investigations have also been reported on the improvement of mechanical properties of the consolidated alloy powder, synthesised by cryomilling. Levernia et al. [22,99,142,143] have reported the variation of microstrain and average grain size after cryomilling and consolidation of Al 7.5% Mg alloy. The alloys showed increased ductility and toughness after cryomilling. The fracture toughness has been found to improve from 8.3 to 17.5 MPa.m1/2 and ductility from 4.4 to 14% [144]. Han et al. [145] have cryomilled the 5083 Al alloy for 8 h in nitrogen slurry and consolidated the milled powder using hot isostatic pressing (HIP). The consolidated sample showed higher creep resistance compared to the conventional 5083 Al at same level of stress, exhibiting three distinct creep regions shown in Figure 15. This includes the low-stress region I with stress exponent 1.1, high stress region II with stress exponent 9, and the transition region. The microstructure of the cryomilled 5083 Al alloy is reported to be stable even after annealing at 573 and 623 K with only slight grain growth, possibly due to the presence of aluminium oxide nano-precipitates [145] in the powder. In addition, the cryomilled 5083 Al alloy exhibits higher ductility at a lower strain rate [146]. The reason for the high strength of the cryomilled materials is related to many factors, mainly grain size and solid solution strengthening [22,147–150]. Shear stress vs. shear strain of conventional and cryomilled 5083 Al alloy [145].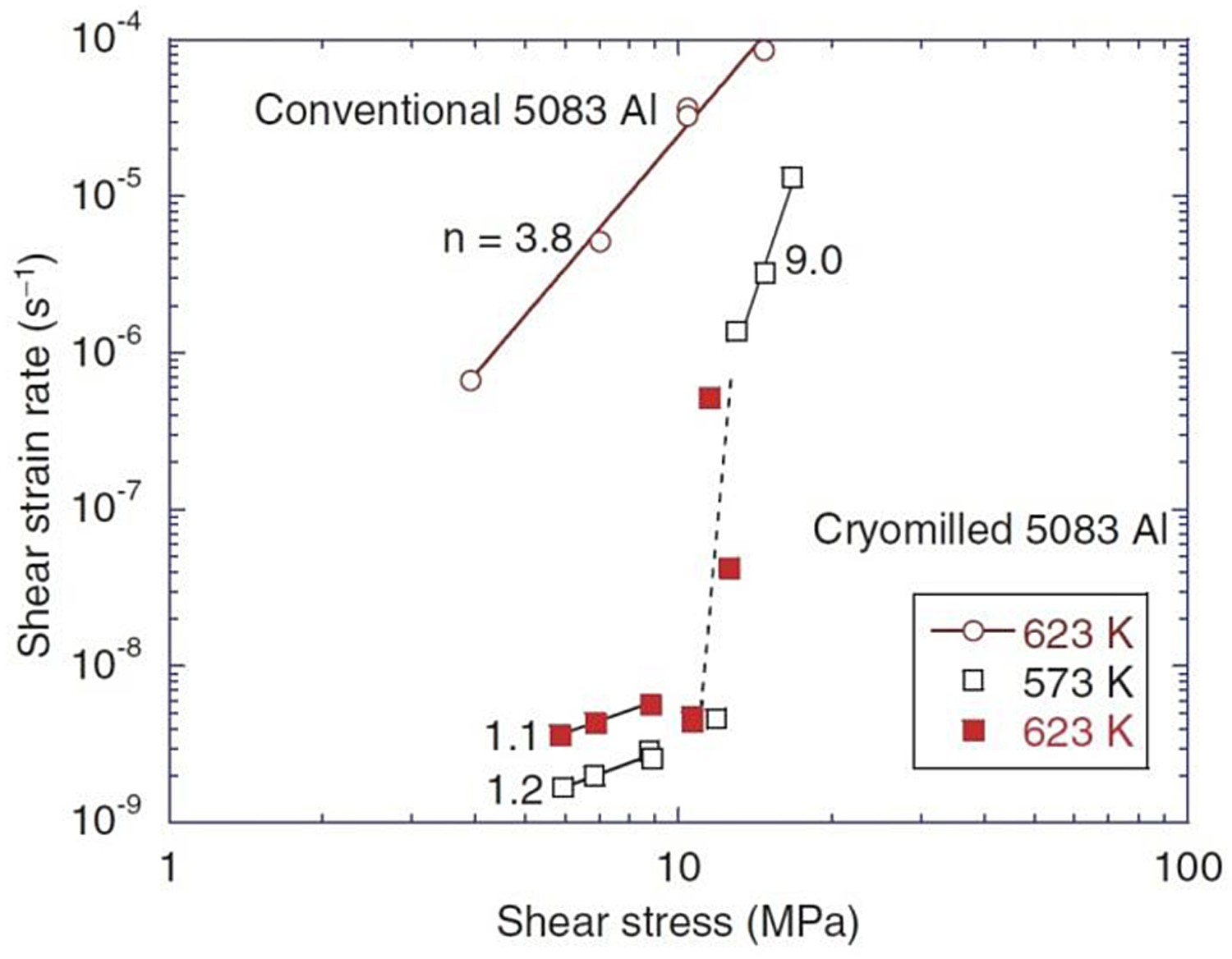
The cryomilled reduced the size of particles and homogenised the alloy mixture with the addition of other additives metals/alloys [151].
In addition, the efforts have been made to prepare other materials in the bulk form using cryomilled powder. Kim et al. [132,152] have reported the investigation on the effect of milling temperature to synthesise oxide dispersion strengthened (ODS) steels [152–154] at three different temperatures; RT, −70 and −150°C. The powder mixture of Fe-14Cr–3W-0.4Ti was cryomilled along with Y2O3 for 40 h at three different temperatures. The results reveal that as temperature decreases, particle size also undergoes reduction (summarised in Table 4). It is also reported that the ODS steels prepared via cryomilling at −150°C exhibits high tensile strength (1800 MPa) and good ductility due to the multimodal grain size distribution that can hold higher dislocation density inside the grains (Figure 16). Engineering stress vs. displacement of ODS steel, synthesised at three different temperatures (temperature mentioned on the curves) [152].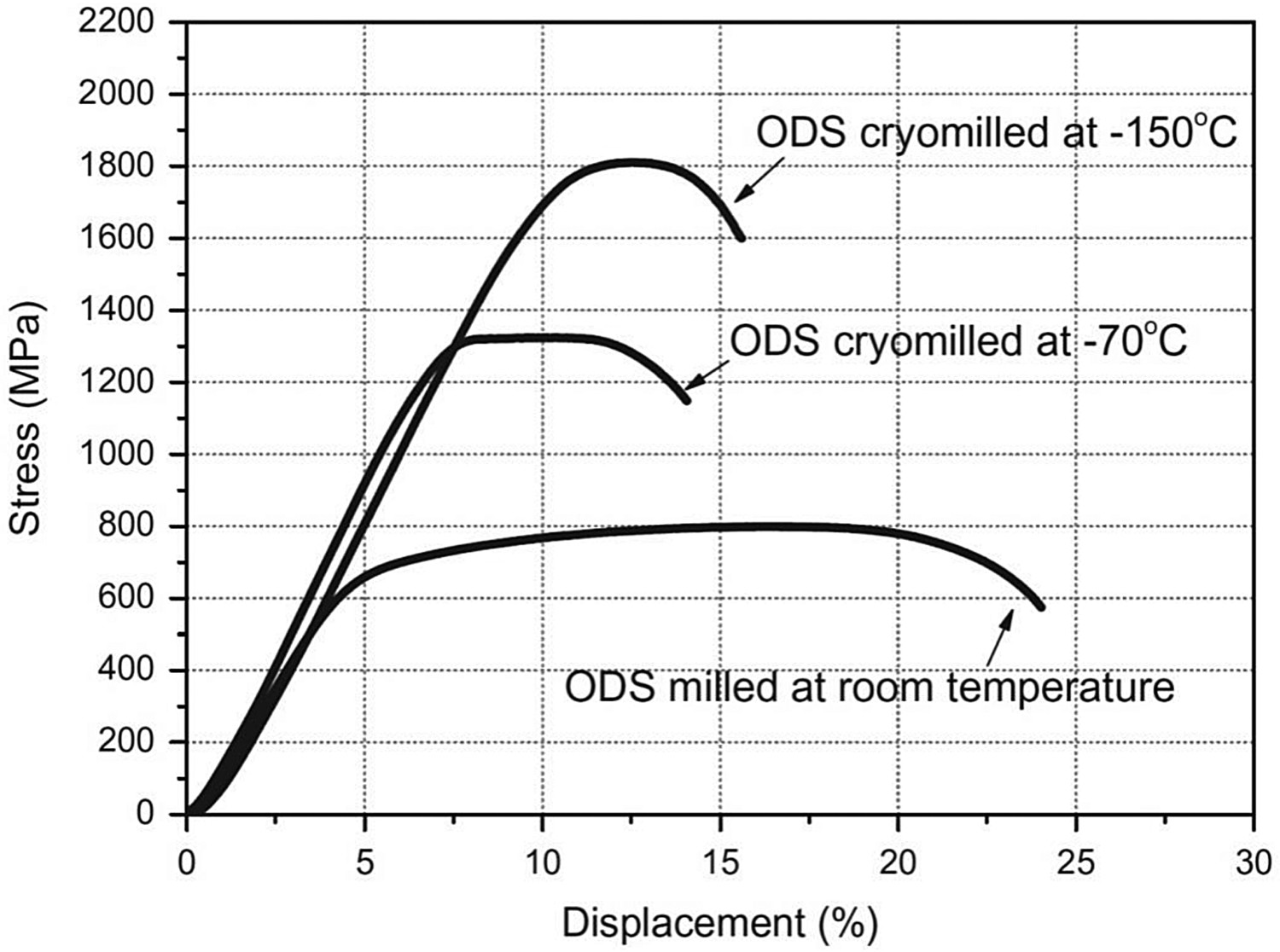
Average particles size of the powder milled at RT, −70°C and −150°C [152].
Literature reports on nanostructured materials prepared by cryomilling and their consolidation.
Other applications of cryomilling
It is evident that the cryomilling has extensively been used for the pulverisation of the materials as well as the synthesis of nanoparticles of various materials. In addition, it has also been utilised for other applications, including solid-state reactions, waste beneficiation, etc. In the following, some of these applications will be discussed in detail to bring about the basic and unique features of this process. Here, we shall focus on the functional properties of the cryomilled products. The salient examples are provided here to highlight the uniqueness of the cryomilling route in providing functional properties.
The Pd–10Rh alloy has been prepared by atomisation and cryomilling. Further, both the as-prepared powders have been tested for hydrogen absorption and found that the cryomilled powder exhibiting the highest hydrogen uptake, as shown in Figure 17. In contrast, the atomised powder shows relatively low hydrogen uptake. It might be due to the increased surface area to volume ratio, and relatively clean surface, promoting chemisorption on the surface of the alloy [186]. The hydrogen uptake of the cryomilled and atomised Pd-10Rh alloy as a function of time [186].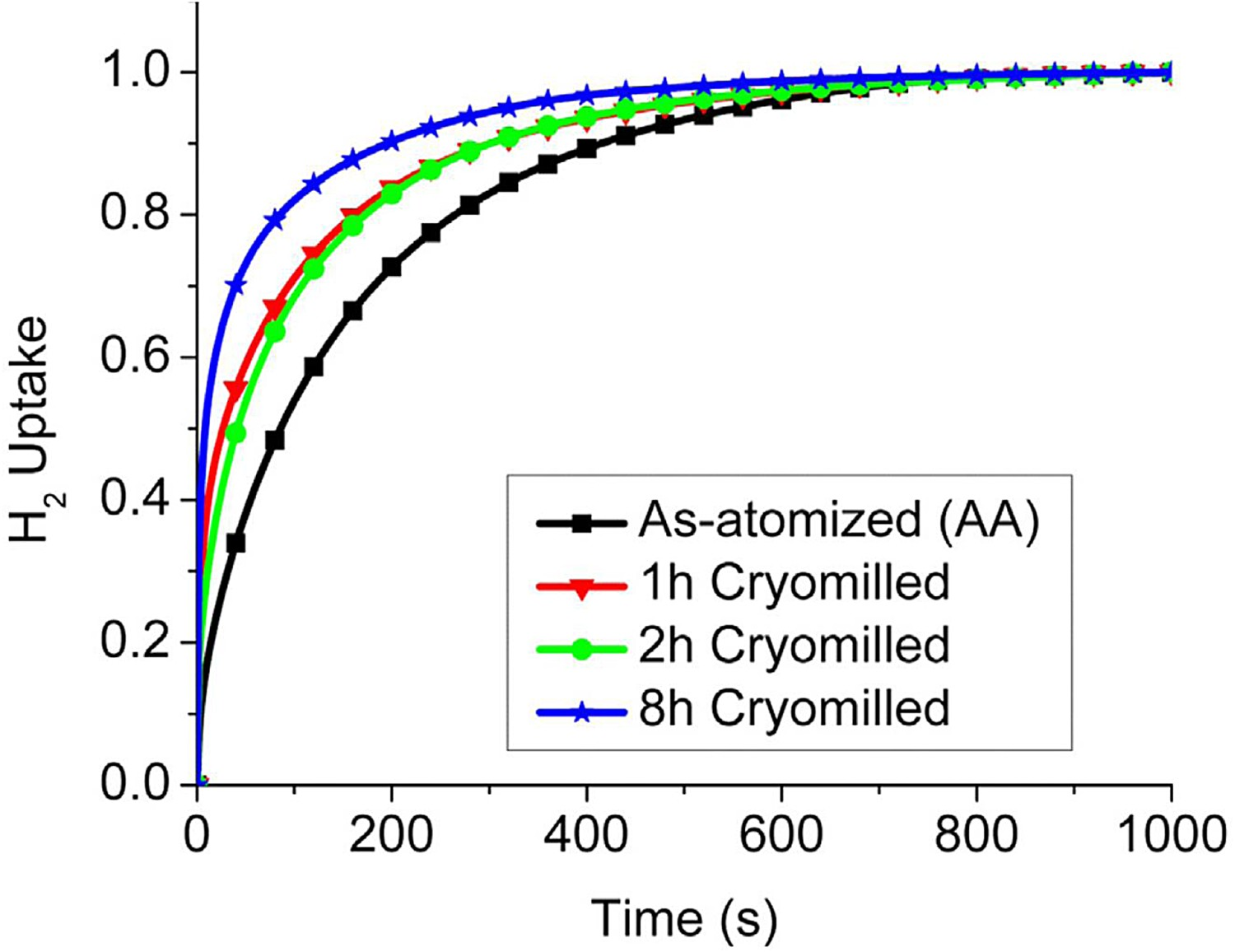
In this same direction, Lee et al. [187] has studied the effects of cryomilling on the adsorption and desorption of hydrogen on multi-wall carbon nanotubes (MWCNTs). The MWCNTs, cryomilled at 300 and 700 rev min–1 for 2 and 6 h, have been found to show the reduction of the agglomeration tendency at higher milling speed with a simultaneous reduction in size. The MWCNTs after cryomilling reveal broken, shorten, and rugged surface compared to the unmilled MWCNTs, as shown in Figure 18(a–c). Hence, cryomilled MWCNTs adsorb 22% more hydrogen, containing enhanced 34.9% pore volume as compared to the unmilled MWCNTs (as shown in Figure 18(d)). The decreased pore size and increase in the surface area are cited to be the reasons for significantly higher adsorption of hydrogen [187]. The addition of cryomilled CNTs in chitosan further improves the conductivity of nanocomposites due to well dispersion and reduction of entanglements and agglomeration due to cryomilling [188]. In a nutshell, the effect of cryomilling offers increased surface area with a clean surface of the synthesised nanoparticles, improving the functional properties. TEM bright-field images and surface profiles of unmilled and cryomilled multiwall carbon nanotubes (MWCNTs): (a) unmilled, (b) 300, and (c) 700 rev min–1 for 6 h. (d) Hydrogen storage adsorption (ADS) and desorption (DES) capacity [187].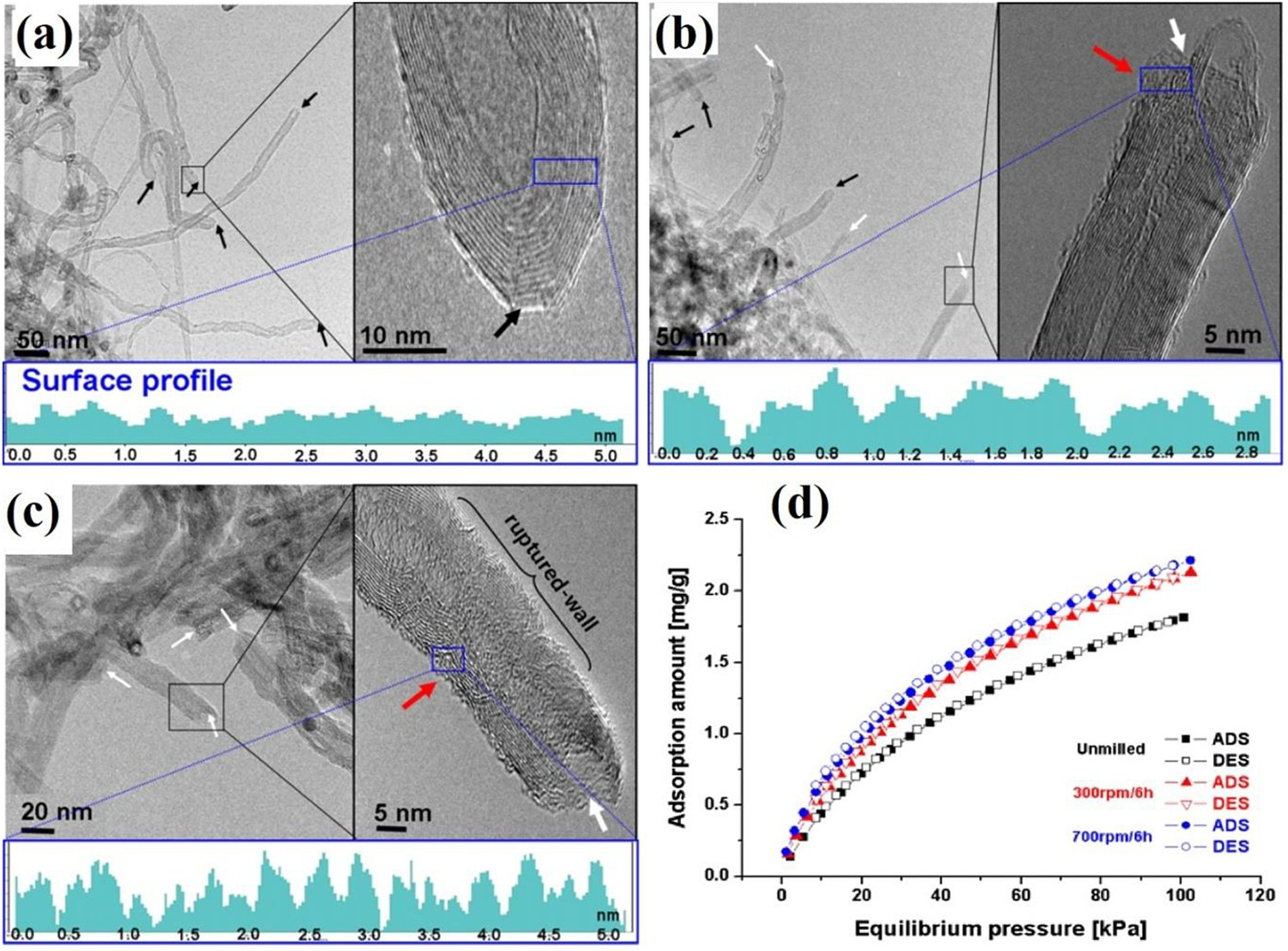
Cryomilling with in-situ solid-state reactions
Mechanochemical synthesis; simultaneous mechanical milling and the chemical reaction were even widely utilised to prepare novel nanostructured materials. It is important to note that the mechanochemical process is mechanical milling with a chemical reaction, which can induce the chemical transformation in the materials by utilising mechanical energy [189]. The temperature-sensitive materials can be milled at low-temperature due to the instability of the materials at room and high temperatures. It includes the alkaline earth- Al metal complex (Ti(AlH4)4, Fe(AlH4)2), which becomes unstable at 0°C and requires to be synthesised at low temperature. Pommerin et al. [190] have probed the stability of the AlH3 using ball milling and cryomilling and found that the RT milling for 1 h leads to the decomposition of the AlH3 into Al. On the other hand, cryomilling prevented the decomposition, and the final product was AlH3. Although the cryomilling of AlH3 along with MeH (M: Li, Na, K) (Equation (10)) does not lead to the synthesis of MeAlH4 as a byproduct, neither a reactant nor Al metal was found to form.
Cryomilling used for amorphisation of different drugs.
Cryomilling for waste beneficiation
The increasing demands of plastics, electronics, non-renewable materials, etc. and their use in our daily life at an alarming rate have been causing unexpected and unprecedented damage to our ecosystem [208,209]. The waste can cause severe environmental degradation with the rise in the air and water pollution as well as pollution of the food chain, leading to long term damage to the ecosystem [209,210]. Hence, proper disposal of these wastes as well as retrieve, reuse, and utilisation of materials from the waste have been sought after for a long time. Recovery of the precious metals, ceramics, and polymers from the waste will add value to society and make the usage of these materials sustainable. Although there are many techniques available for beneficiation of the materials from these wastes, waste recycling utilising cryomilling is relatively new, providing an excellent alternative with a high recovery rate, environmentally benign, and relatively cheap. It is expected that mechanical milling at extremely low temperatures will cause breaking of the wastes into ultrafine or nanocrystalline form as well as segregation into different types, allowing separating them. In the following, some specific examples from the literature are provided to highlight the uniqueness of cryomilling in this regard.
It is worth mentioning that a new strategy of recycling tyres by cryomilling has first been reported by Smith et al. [211], in which the highly dispersed blended composites were synthesised. The used or waste tyres and thermoplastics were cryomilled together to synthesise chemically active surfaces as no chemical interaction is expected between the thermoplastic and tyres. This allowed the synthesis of the good composite without any reaction product. Gente et al. [212] has studied the recycling of plastic waste from spent lead batteries and medical packaging blisters using cryo-comminution. Extremely low temperature is useful because of the embrittlement of the plastics. While RT is not useful because the comminution process generates heat, including partial melting of plastic [212]. This allows the usage of plastic and spent batteries to obtain useful materials. Jonna et al. [213] have reported recycling the mixed waste flaks (polypropylene and polyethylene) using the cryomilling process. The milled powder after consolidation was found to exhibit 45% increment in the apparent modulus as no specific chemistry or specific polymer is being used for food packaging (milk, beverage, etc.), making it difficult for recycling the wastage (junk of many polymers).
However, waste beneficiation of electronic chips and circuits (computer electronic circuit boards) is even more challenging as they contain different types of materials; including oxides, pure metals, alloys, and polymers. Some of them are highly toxic and harmful for humankind when exposed to the open environment. Tiwary et al. [57] have reported a successful approach to recover materials from the printed electronics board using cryomilling. The Cu–Zn–Sn–Fe–Ni nanostructured alloy was synthesised by combined cryomilling and RT ball milling of waste PCBs [214]. The low-temperature milling enhanced separation and recovery of ceramics, metallic, and polymeric materials from the PCBs. The waste beneficiation of PCBs via cryomilling has been reported to provide more benefits as compared to the existing techniques. The cryomilling provides the highest recovery in less time and energy, as seen in Figure 19(a,b). (a) Comparison of the recovery process in waste beneficiation; (b) difference in the waste beneficiation based on energy, time, recovery, and % waste.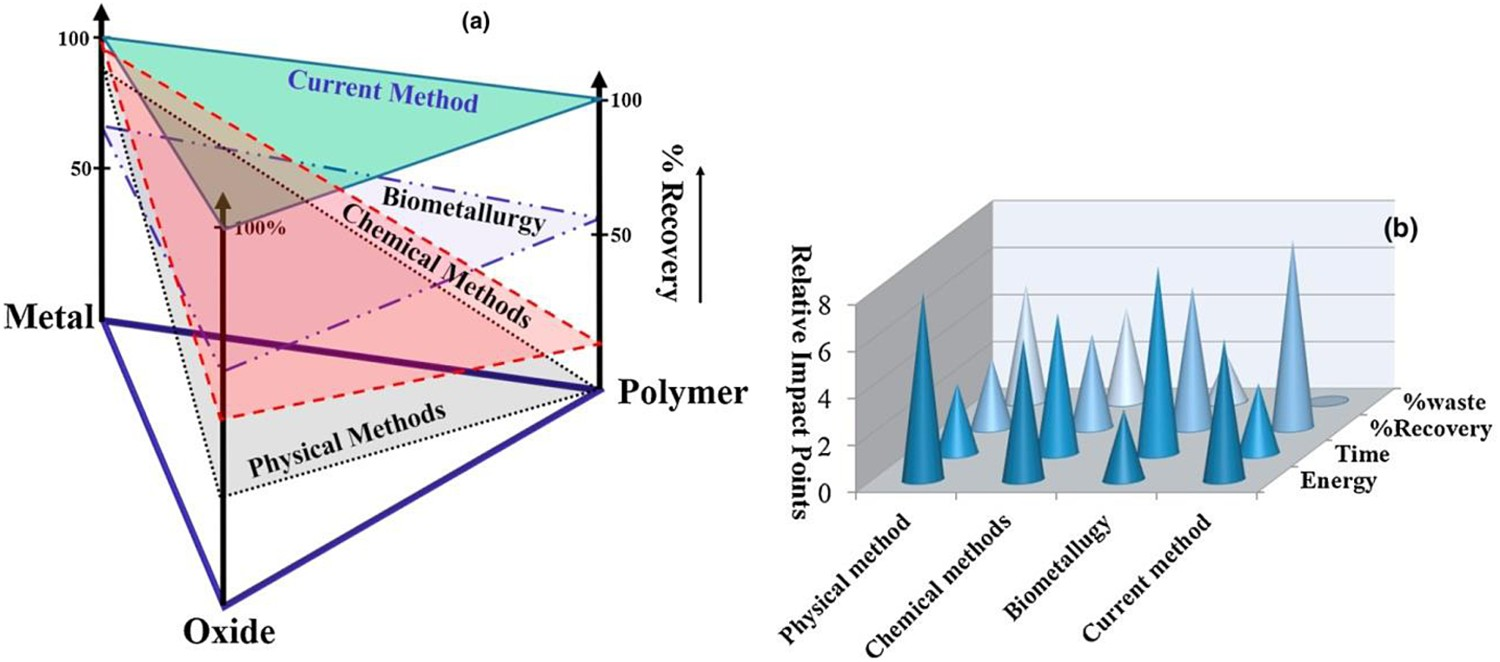
Cryomilling of ceramics
Cryomilling has been successful in the synthesis of NPs of different ceramics. We shall discuss the salient features below.
Cryomilling of halides
The alkali metals bonded with halogen (F, Cl, Br, I) are called halides, in which the electronegative halogen ions are bonded with an electropositive metallic ion via ionic bond. Basically, the alkali halides, such as NaCl, KCl, CsCl, etc. are considered as perfect crystal in the mother nature. The halides crystals are very reactive in nature at the nanocrystalline size and poses challenges to prepare by the bottom-up approach. Although, mechanical milling process (top-down approach) at RT is capable of preparing ultrafine halide particles, crystallite size reduction is severely limited but due to sintering at the higher temperature. In fact, it is difficult to reduce them from ultrafine to nanocrystalline sizes. However, cryomilling can sustain more defects in the crystal due to suppression of dynamic recovery as well as sintering, and hence, the particle size can further be reduced. In contrast, higher accumulation of defects in the crystals also can reduce the grain size by polygonisation, in which the high angle grain boundaries disintegrate into low angle boundary sub-grains (rearrangements of the dislocations). Since the re-arrangement of dislocations is limited at cryogenic temperature, the combined cryo- followed by RT milling can be used to store more defects and, subsequently, polygonisation would lead to rapid grain refinement. Therefore, combined cryomilling and RT milling can be used to take advantage of both. In the literature, there are several reports on the successful synthesis of halide NPs at cryogenic temperature [63–65]. Verma et al. [64] have reported the preparation of nanocrystalline NaCl using combined cryo- and RT milling. The as-received particles have cuboidal shape, and after cryomilling, they are massively fractured as morphology is shown in Figure 20(a–d). It has been found that the combined milling (cryomilling and RT) can reduce the average particle size to 13 ± 7 nm after 4 h cryo and 10 h RT milling [64]. The longer RT milling introduced the effect of deformation-induced sintering. Therefore, mechanical deformation during milling also needs to be optimised to obtain a minimum grain size. Tiwary et al. [65] have reported the nanocrystalline CsCl and KCl formation using combined cryo and RT milling. SEM microstructure of cryomilled NaCl (a) as received NaCl (b) 2 h cryomilling (c)4 h cryomilling (d) 8 h cryomilling(inset shows higher magnification) [64].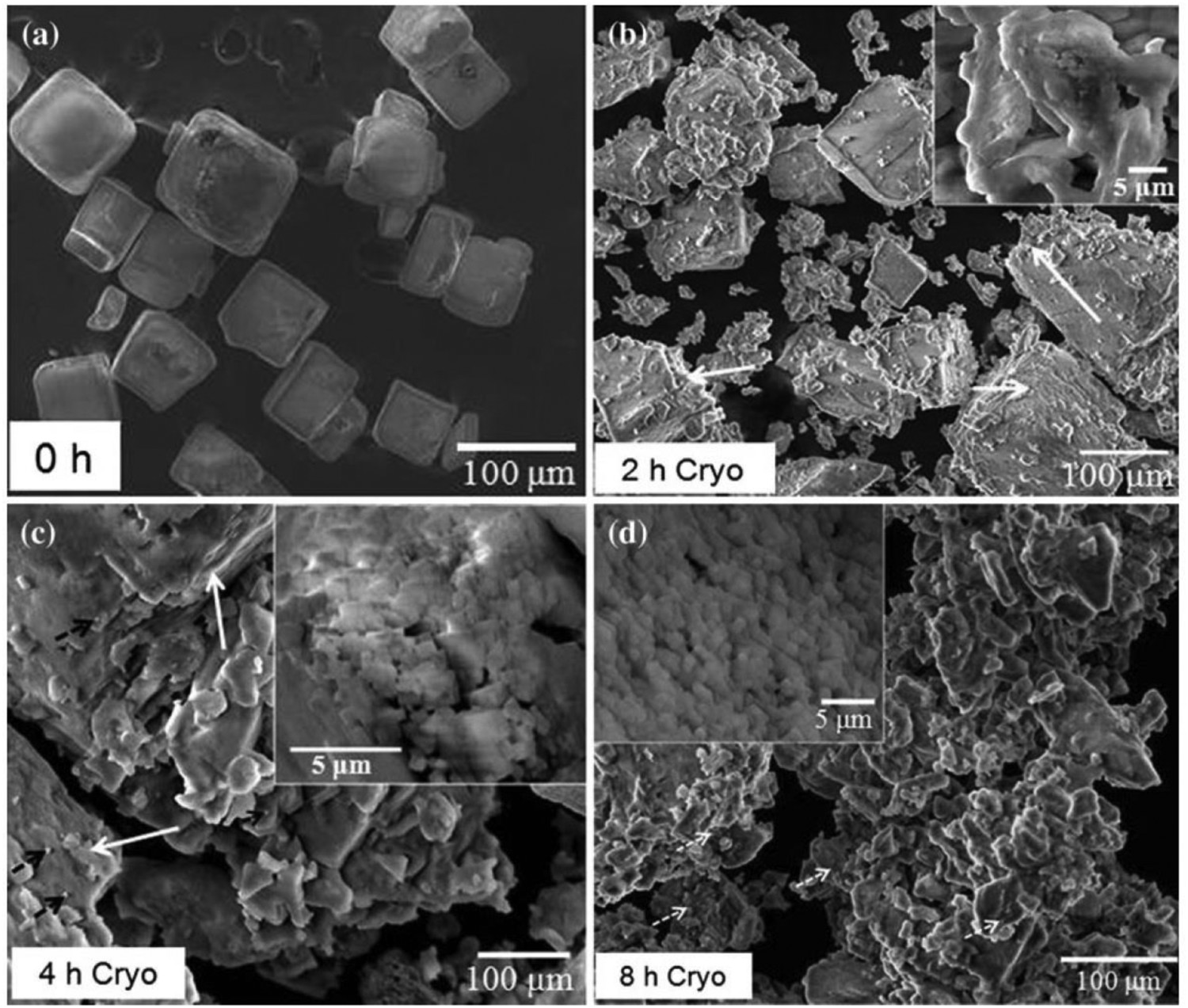
Cryomilling of oxides
The nanocrystalline oxides are important in science and technology, including semiconductor materials for optoelectronic devices. As these oxides play a significant role in technological development, it is important to find proper processing routes to prepare them in the nanocrystalline form. In the following, we shall deliberate on the efficacy of cryomilling on the synthesis of some of the nanocrystalline oxides. Fabián et al. [215] have reported the synthesis of nanocrystalline ZnO using reactive cryomilling. Pure Zn was cryomilled in the presence of oxygen (air) until the coarse Zn was transformed into nanocrystalline ZnO. The formation of ZnO was analysed using X-ray diffraction in some time interval. The Zn was found to be completely transformed to nanocrystalline ZnO after 48 h of cryomilling, with size ranging from 10 to 30 nm. Hence, reactive cryomilling works well for the synthesis of nanocrystalline oxides.
Floriano et al. [216] have reported cryomilling of magnesium hydride (MgH2) in the presence of iron and niobium oxide/fluoride as additives for enhanced hydrogen storage. The presence of fluoride during cryomilling increases the reduction of the crystallite size compared to the oxides because the fluorides act as lubricating/dispersing agent; helping to reduce the crystallite size of MgH2. The cryomilling also has also been used to incorporate ZnO in Co2O3 oxide for photocatalyst applications [217].
Cryogrinding of polymer and polymer-based composites
The process of cryomilling is also termed as cryogenic grinding. This process has extensively been used for the amorphisation of drugs and their dispersions [47,218–221], blending two or more immiscible polymers and change in their morphology [55,222–224] and dispersion of second phase materials in some polymeric matrix [225,226]. In fact, the utilisation of this process for polymeric and polymer-based composites is more extensive than for metallic materials.
Polymer
In principle, the process of cryomilling can be utilised to prepare fine powder of polymeric substances [223], blending of the immiscible polymer [196,227–229] and biopolymer nanocomposite [230,231]. For medical applications, cryomilling has widely been used for the high loading of drugs in polymeric substances, which can reduce the burden of multi-tablets medication. There are a large number of reports available in the literature on the effective use of cryomilling for the synthesis and delivery of drugs at higher dispersion. For example, the polyvinylpyrrolidone (PVP) was cryomilled along with a naproxen drug for high loading [232]. Similarly, the PVP has been cryomilled with anti-inflammatory drugs, mefenamic acid (MFA) for good dispersion. The cryomilled drugs become amorphous because of the fact the extremely low temperature inhibits the restoration process of the polymeric materials [47]. Cryo-grinding is being used now-a-days for plastic-rich automotive shredder [58], reducing 98% particles below 250 μm and having 95.8–99.7% elemental recovery [58]. Cryogrinding is considered as a milestone to mix two immiscible polymers for preparing new materials or combined properties. Stranz et al. [233] have investigated the mixing of immiscible polymers. Figure 21(a,b) revealed that the morphology of the immiscible syndiotactic polystyrene (sPS) and isotactic polypropylene (iPP) by cryogenic mechanical milling [233]. However, the cryomilling based blending process of sPS and iPP shows the dispersion of the spherical iPP domain in sPS, as shown in Figure 21. Smith et al. [227,234,235] has observed anomalous phase inversion in cryomilling of poly(ethylene-alt-propylene) and poly(methylmethacrylate) (PMMA). In another study, change in the impact strength due to incorporation of polyisoprene (PI) in poly(ethylene-alt-propylene) and PMMA using cryo-mechanical alloying is shown in Figure 22. (a) Morphology of the sPS/iPP (50/50 wt-%) extruded blend and (b) of the sPS/iPP (50/50 wt-%) prepared by cryogenic milling after both were crystallised from the melt [234]. Variation of impact strength with rubber concentration (wt-%) for PEP/PMMA and PI/PMMA blends cryomilled for 5 h for 25/75 PEP/PMMA blends (O), 25/75 PI/PMMA blends (Δ). The solid line denotes a linear regression of the PEP/PMMA data, while the dashed line connects the PI/PMMA data points [236].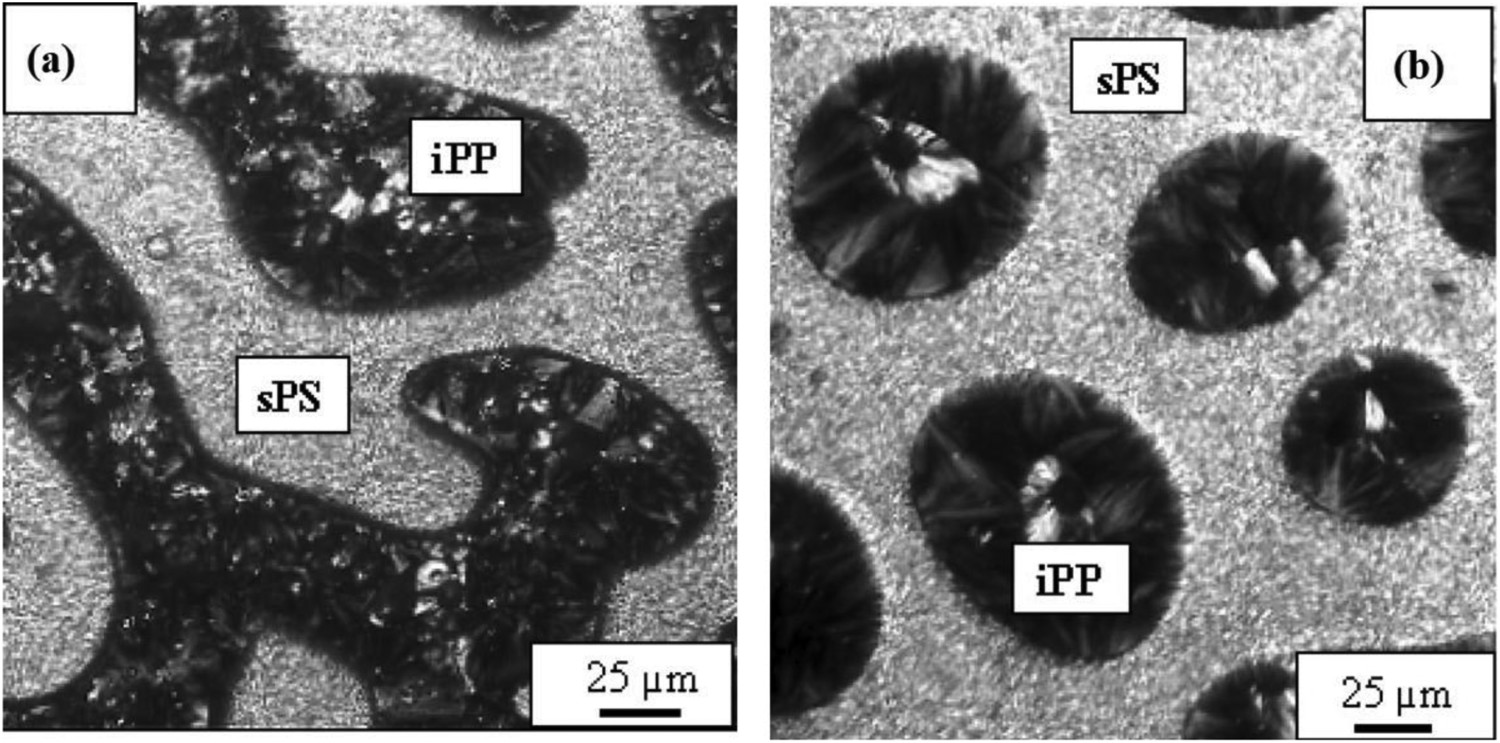
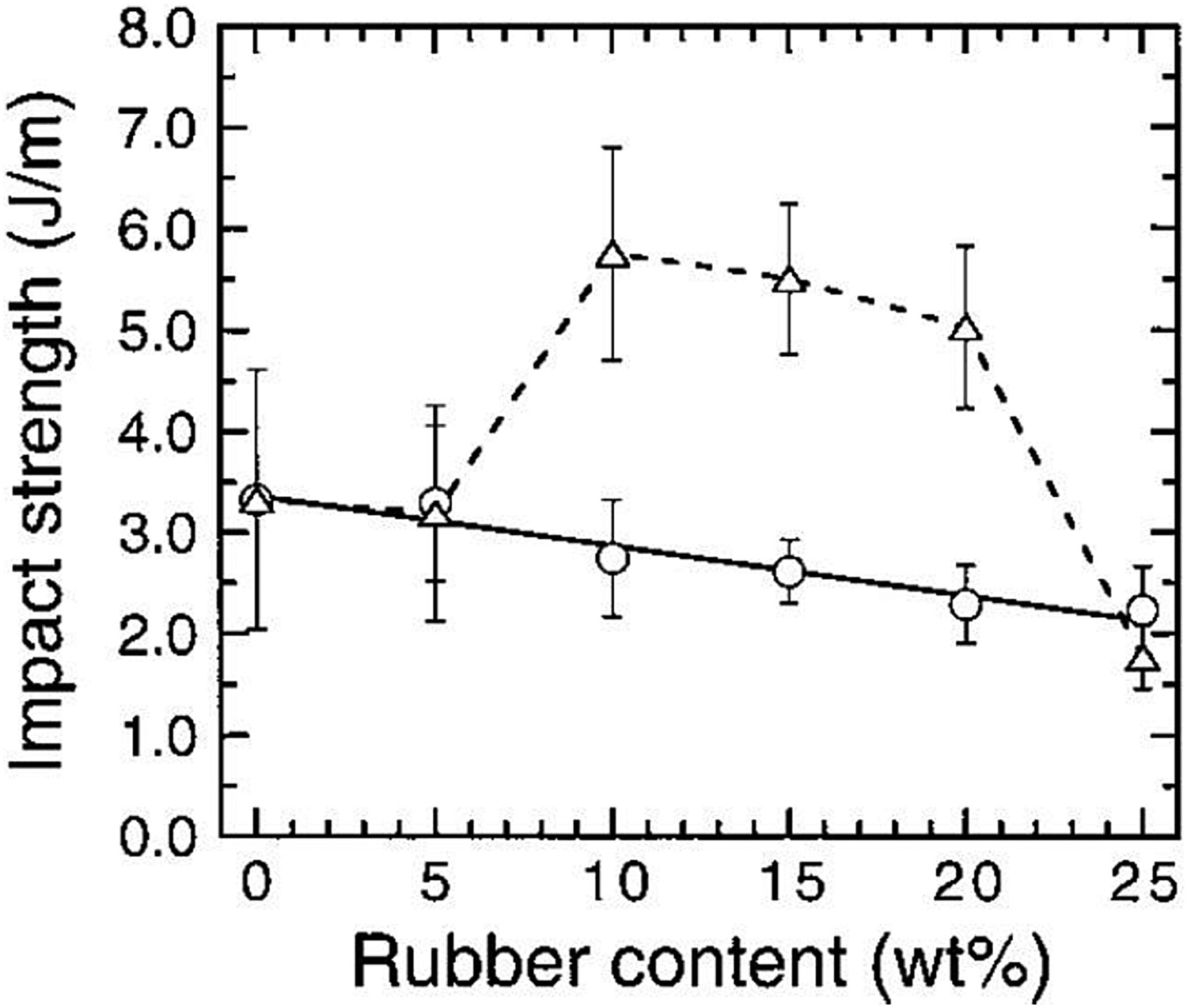
The highly porous and water-absorbing scaffolds of biodegradable poly(e-caprolactone) (PCL) and poly(glycolic acid) (PGL) polymers have also been synthesised by cryomilling for articular cartilage tissues engineering applications [237]. Figure 23 shows the morphology of the scaffold after 12 and 180 min of cryomilling, respectively. The porosity of the scaffolds is about 99% and does not depend on the particle size due to cryomilling [237]. The morphology and mechanical properties of PGL/PCL scaffolds primarily depend on the time of cryomilling. Zhu et al. [238] has found that the thermal behaviour of cryomilled poly(ethylene terephthalate) polymer is different in comparison to original and quenched PET. The heating curve of the cryomilled PET doesn’t show the evidence of recrystallisation, whereas the quenched and cryomilled PET are amorphous in nature, and the original PET is non-amorphous [238]. Hence, cryomilling can expand the processing of polymers by using ingenuity of the process and process variables. SEM micrographs of scaffolds PCL/PGA moulded at 100°C and made from PCL/PGA/PEO (poly(ethylene oxide)) powders: (a) cryomilled for 12 min, (b) cryomilled for 180min [237].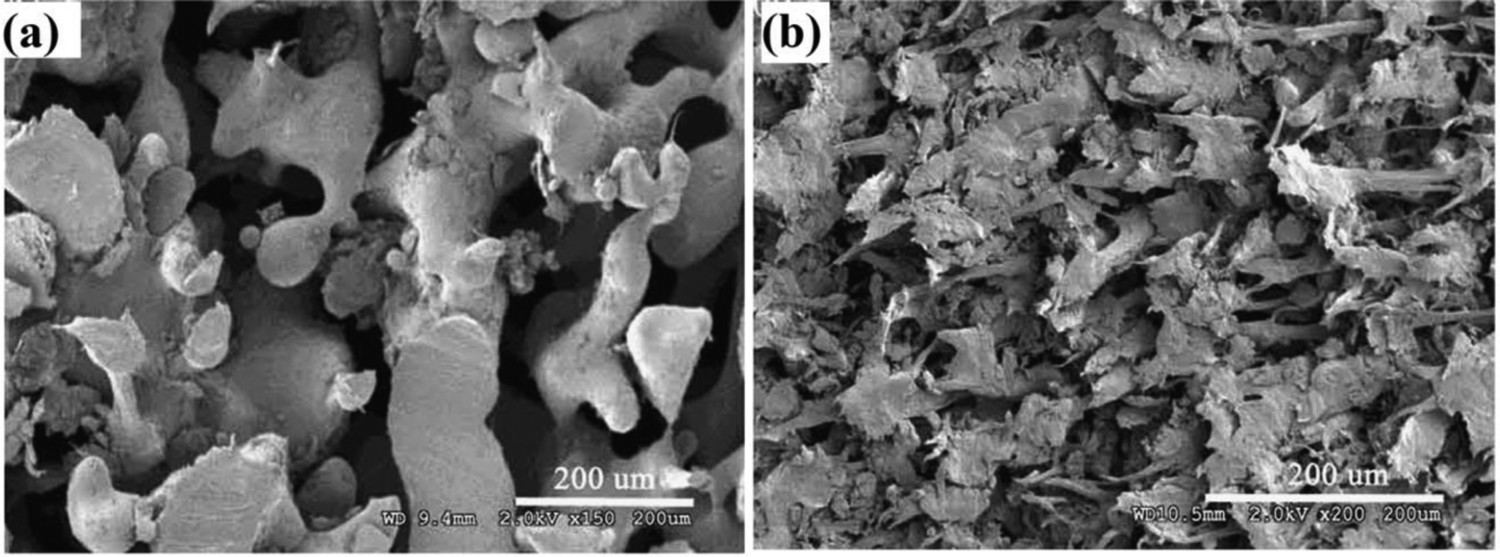
Cryomilling of composites
Cryomilling can also be utilised for the preparation of composites. We have already provided a few examples of polymer composites in the last section. The versatile nature of the cryomilling process allows synthesising the nanocomposites, i.e. rapid nanocrystallisation, homogeneous mixing, and distribution. It is worth mentioning here that the nanocomposites are the materials having two or more components with at least one of the components has any one of the dimensions in the nanoscaled size. Zhu et al. [239] has reported the preparation of polymer–metal nanocomposites using cryomilling techniques and revealed that it is a promising technique for such systems because of homogeneous dispersion of the nanostructured phase in the matrix. All the advantages of cryomilling can be made to achieve good nanocomposites. In the preparation of ABS resin powder-based nanocomposites with atomised iron particles (ABS1–x Fe x ; x is volume fraction), the composite having grains size less than 100 nm with atomised Fe powder (20 nm) were obtained after 20 h milling at a cryogenic temperature [239]. Similarly, PET/SiO2 was cryomilled for 10 h and found that the SiO2 nanoparticles are in size <30 nm. The three-step model for the formation of the nanocomposites has been suggested; the massive reduction of powder, good dispersion of SiO2 in the matrix, and size reduction of secondary composites particles [240,241]. Pietrzykowska et al. [242] have even reported the preparation of orthopaedic implant nanocomposite (hydroxyapatite and polylactide in the proportion of 1:1) using mechanical milling at extremely low temperatures (−195°C). After warm isotactic pressing, the materials exhibit compressive strength, equivalent to natural bone. Cryomilling also provides enhanced dispersion of luminescent materials in a polymer matrix, which is the cause of improved afterglow characteristics [243]. Similarly, there are many other nanocomposites reported in the literature, such as Al–TiB2 [52], Al-CNT [244], Al5083/SiC, etc. [245] exhibiting different functional properties.
The few interesting applications of cryomilling were also reported for the synthesis of even advanced materials, indicating the versatile nature of the process. The aluminium foam was prepared and reinforced by graphene nanoflakes using cryomilling [246]. Cryomilling can be used to apply the strong shear load, which can then convert graphene into nanoflakes and cover surfaces of aluminium powder particles to form reinforced aluminium foam [246]. The addition of graphene nanoflakes (GNFs) up to 1 wt-% GNFs in an aluminium can lead to exceptional enhancement of the ductility of the composites [247]. However, the addition of a higher amount of GNFs starts degrading the strength and ductility, as shown in Figure 24(a,b). (a) Schematic diagram of Al-GNFs composites, (b) tensile properties of the composite [247].The cold compacted, homogenised and extruded cryomilled Al Al6061 alloy along with 1 wt-% CNT shows higher resistance against delamination and crack initiation during wear test in comparison mechanical milling.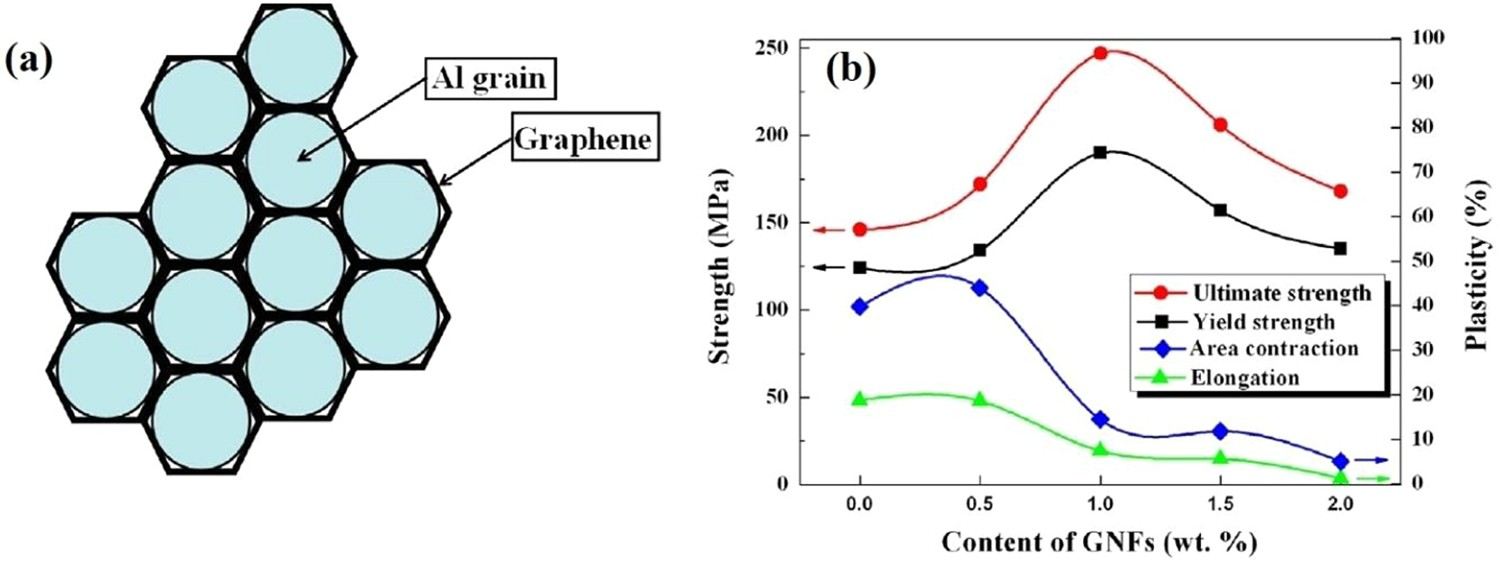
Hybrid magnet materials
Cryomilling can also be used to synthesise novel hybrids consisting of inorganic/organic or vice versa from waste products, making a unique route for the synthesis of the hybrid materials. The recycling of waste magnets from the additive manufacturing is considered environmentally benign method. These can be recycled using the cryomilling (experimental process shown in Figure 25) and simultaneously used to make the hybrids. The synthesis of the recycled bonded magnet, as shown in Figure 26(c), is a fully green synthesis process. Importantly, the recycled additive magnets exhibit improved remnant and saturation magnetisation by 4% and 6.5%, respectively [248]. The hybrid materials (inorganic/organic); Fe-NPs/PANI (polyaniline), and Fe micrometer particles/ PANI have been prepared by cryomilling for 10 h, provide improved coercivity because the nanoparticles have a high surface area to volume ratio and can homogenously be dispersed as shown in Figure 27 [249]. Experimental procedure for recycling additively printed bonded magnets by Cryomilling [248]. (a) Additive manufacture (AM) bonded magnet (beginning), (b) cryomilled powder and (c) recycled bonded magnet [248]. Coercivity vs. cryomilling time plots: (a) composite PANI/Fe NPs (b) Composites PANI/ Fe micro-meter particles [249].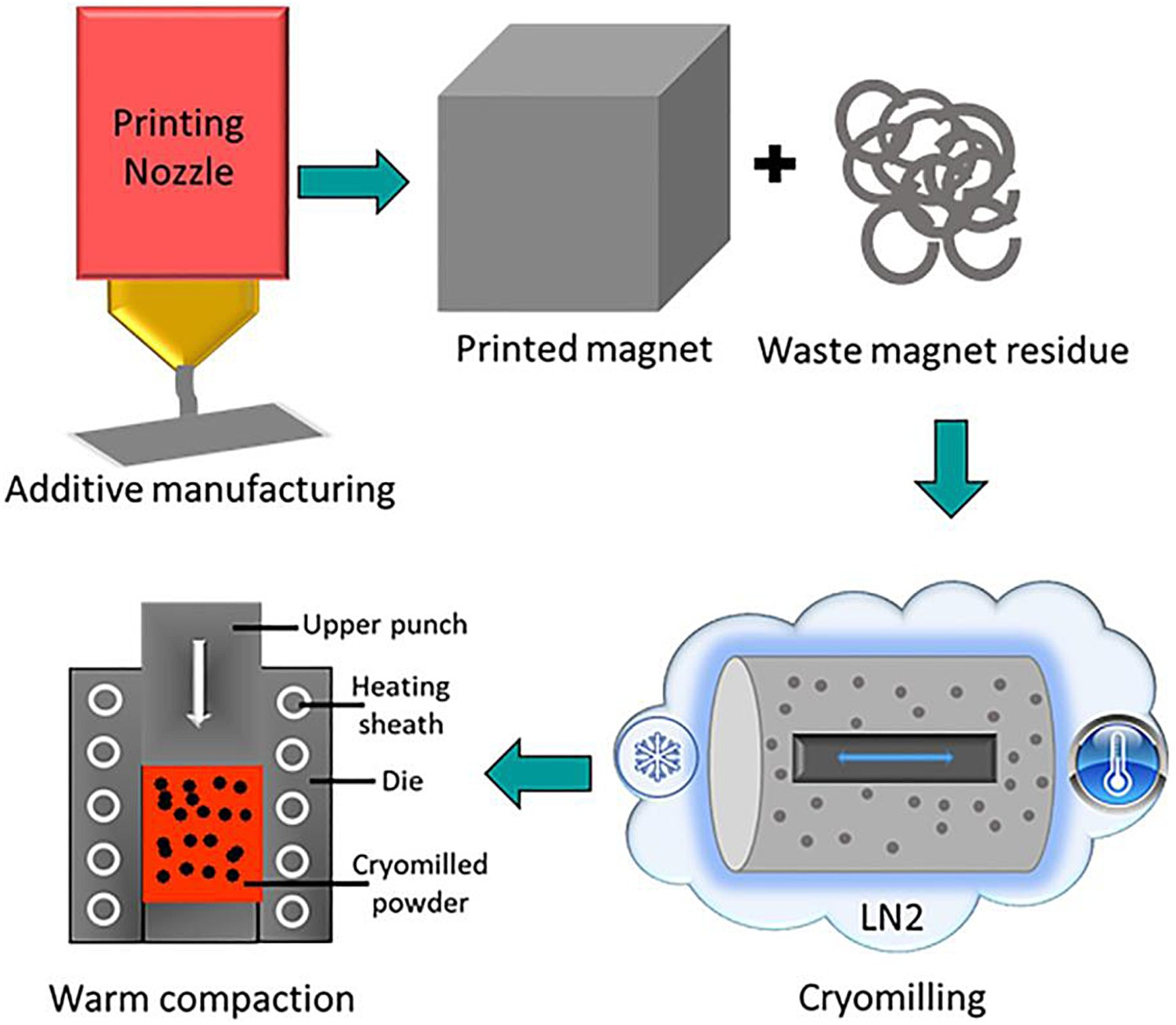

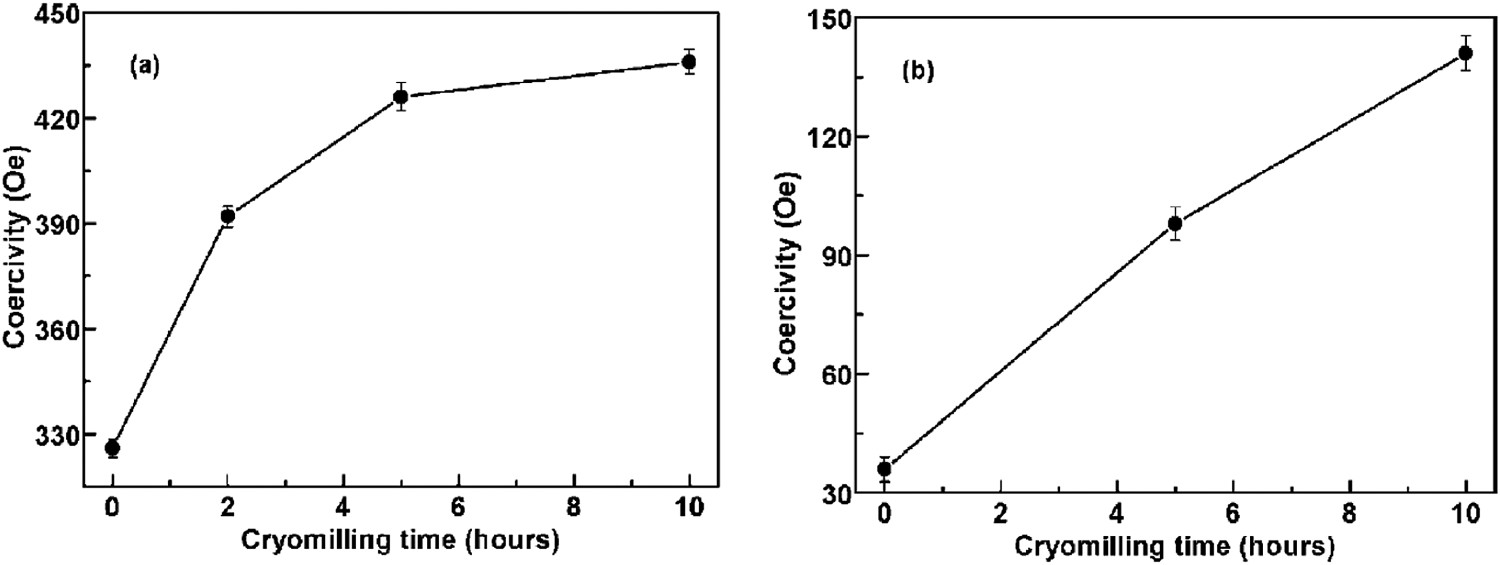
In contrast, the Nd–Fe–B magnet has been prepared using cryomilling up to 12 h after hydrogenation disproportionation (HD) of (Nd13.5Fe73Co7.5B6) and found that coercivity of the powder decreases from 8.32–5.93 kOe after desorption recombination (DR) of the cryomilled powder as the time of cryomilling increased. The decrease in the coercivity is due to the production of ultra-fine grains using cryomilling as the finer grains are providing strong exchange coupling [250]. The milling with surfactant can increase the amount of surfactant adsorption over grain surface in both cases of RT as well low-temperature milling. However milling at cryotemperature can cause less adsorption of the surfactant due to weak interaction of surfactant and Nd–Fe–B grains as shown in Figure 28 [251]. Comparison of surfactant (TOA: trioctylamine) mass percent with milling time for RT and low-temperature Nd–Fe–B powder milling [251].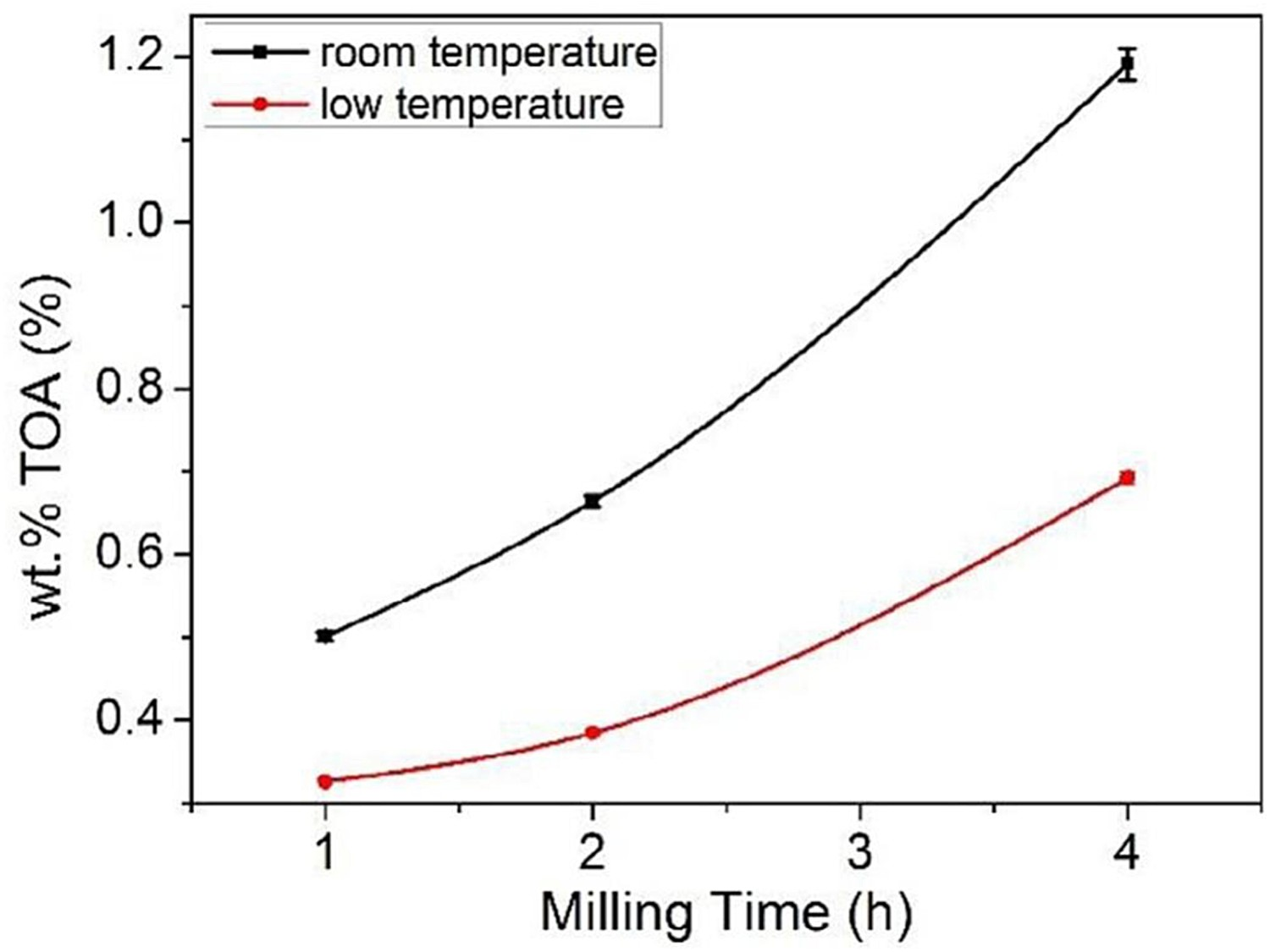
Therefore, it is evident that cryomilling can effectively be utilised to obtain high-quality magnets by incorporation of the nanosize magnetic phase homogeneously in a matrix, even from wastes, making this process unique. This approach was further extended to the synthesis of other magnetic as well as catalytic materials. There are reports in the literature on magnetic materials being prepared by cryomilling in the nanocrystalline form, such as NiCrAlY [252], NiCoCrAlYSi [163,253] MnBi [254], τ-MnAlC [255,256], MnAlC/α-Fe [257], Carbon doped MnAl [258], Cobalt ferrite [259],γ-Fe4N [260], BiFeO3 [261]. The change in magnetic properties is mainly due to altering in crystallinity of the materials by cryomilling [262]. Similarly, Ni–Nb–Y was cryomilled for catalytic activity and showed higher activity for hydrogen evolution [263].
Cryomilling of spices or food materials
Summary for food and spices prepared using cryogrinding.
Cryomilling as environmentally friendly synthesis route to prepare nanomaterials
We have already discussed and demonstrated the versatile nature of the cryomilling process to synthesise various nanostructured materials. Importantly, unlike many other processes for the synthesis of nanostructured materials, cryomilling is eco-friendly. During the milling process, it does not leave any toxic materials or chemicals to the environment or drainage. It even satisfies the conditions of the green synthesis process and detailed conditions (12 points) as per the Handbook of green chemistry [77]. In the following, we shall discuss in detailed the life cycle assessment, eco-friendliness of the process, and health risk assessment to arrive at conclusions regarding the eco-friendly nature of the process.
Life cycle assessment
The life cycle assessment of the nanomaterials is primarily related to their applications in the nanotechnology, and it is meant to provide broad scope about the pros and cons of utilising nanomaterials in different sectors [288,289], encompassing almost every sector of human life. This review article is limited to the production of nanomaterials utilising cryomilling/cryogrinding and their environmental impact. The assessment of the potential environment and human health risk due to applications of nanomaterials as end products in different sectors is beyond the scope of the present article. Nonetheless, the large-scale synthesis of nanostructured/nanomaterials via cryomilling can be utilised in different sectors, as shown in Figure 29. The coolant LN2 (liquid nitrogen) is the most economical and efficient one to be used because of its eco-friendly nature as it turns into N2 gas, which is the most abundant gas in our environment (78%) and non-toxic for humankind. Therefore, the major input raw materials in cryomilling are coolants, and milling materials and output materials are pristine and nanostructure powders of metals, ceramic, polymers, or their combination. It is worth to note that cryomills require sustained power (electricity) for operation. Like any other processing route, electricity is a necessity; hence, we shall not discuss the effect of energy usage to make any conclusion on the eco-friendly nature of cryomilling. It would be suffice to point out that there are many green and sustainable means for the generation of powder (wind, solar, bio, etc.) that are available in the world today. The byproduct is N2 gas, which is freed directly to the environment and doesn’t have any worse impact on the environment. In addition, the cryomilling does not leave any other by products, and the prepared nanomaterials can be used in various applications (Figure 29). Hence, one also needs to analyse the effect of these nanostructured materials on the environment, human life. Life cycle assessment of cryomilled product and byproduct and final application.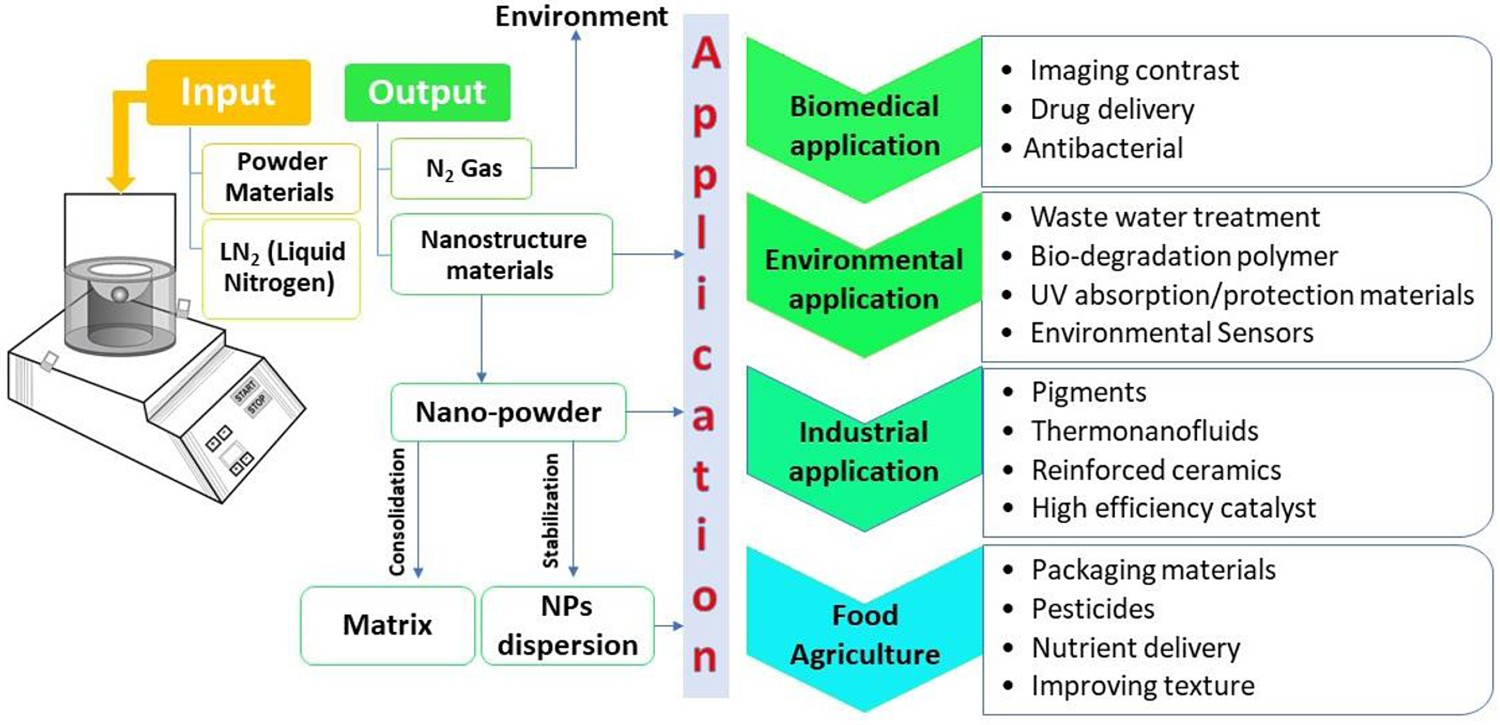
Conditions for eco-friendly process
Any synthesis process is required to fulfil some conditions to be called an eco-friendly process. Wasserscheid et al. [77] have described 12 principles in his classic book ‘Handbook of green Chemistry’ for deciding any process to be called as a green or eco-friendly process, and detailed principles can be found elsewhere [77]. The cryomilling/cryo- grinding process, is an eco-friendly or green synthesis process to prepare nanomaterials because cryogrinding does not leave any toxic waste in the environment it is a process, which can produce nanomaterials in large quantity with high yield compared to another existing process there is no use of toxic chemicals or release of the chemical during the synthesis process the process can be used for waste beneficiation in large scale (polymers, electronics plates, etc.) easy handling and economical process, where coolant liquid needs to be used carefully.
Cryomilling: wastage vs. use of eco-friendly materials
An important aspect of any eco-friendly process is wastage during the manufacture of any product. In this process, the yield of nanomaterials is reported to be 97% for metallic materials (Ag, Al, Cu), which is much higher as compared to other processes [7,10,11]. The remaining ∼ 3% is mainly consumed as a coating of the metals over balls and vials of the milling apparatus. The coated remnants can even be detached from the balls and vials by milling with other materials such as table salt, glass, or sand and disposed of them according to the protocol. In fact, the materials coated on the surface of the ball are helpful to reduce the contamination (milling debris due to friction) in the nanomaterials and provide a high-quality product. In some other cases, such as halide (NaCl, CsCl) and polymers, the coating is almost not observed, and one can recover almost 100% as a product. In some cases, the researcher may use extra precaution and continuously purge inert gas in the milling chamber to protect the oxidation/nitridation of milling materials. It is to be noted that the lightweight materials in nanophase can slowly exit with the release of inert gas. Consequently, they mix with the environment, and hence, can cause adverse effects. However, such a study is not reported regarding cryomilling so far. Nonetheless, it is evident that cryomilling, as compared to another manufacturing process, can be used to minimise wastage, causing the least health-hazards with high recovery.
Issues on sustainability and environmental benignness
In modern days, many developing and some developed countries have been plagued by environmental pollution, such as air, soil, and water pollution due to improper waste disposal, generation of polluting agents in large quantity left to the environment without treatment [290]. The main concern is to reduce the waste from industries, laboratories, and properly dispose of them to reduce the effect of such pollutants, which can directly impact life on Earth. In the research community, the persistent efforts are being taken across the globe to develop eco-friendly processes for the synthesis of nanomaterials/nanostructure, which can reduce the wastage and even utilisation of the wastage for sustenance. There are many green synthesis routes for metallic nanoparticles, utilising plant leaf or naturally available materials. However, these processes suffer from low yield and not economically viable [71,72,291]. In this regard, cryomilling can fulfil the burgeoning requirements of nanomaterials in the market. It is considered a green synthesis route and relatively safe for our ecosystem and sustainable in a sense as the supply of liquid N2 as consumable is required.
Health risk assessment
We shall now discuss the health risk assessment of the product during usage. It is essential because the nature and type of nanomaterials prepared via cryomilling vary substantially depending on the requirement. The nanomaterials, after usages, are let into nature, and drainage of these can cause a serious health hazard. Like any other process utilised to synthesise nanomaterials, this is a common problem with cryomilling. The drainage of nanoparticles, synthesised by cryomilling, can directly contaminate the groundwater, and it is even challenging to separate from the water. Various nanoparticles in different size ranges behave distinctly differently during drainage. Therefore, it is too early to generalise assessment regarding human health risk from nanomaterials synthesised via cryomilling. Nonetheless, the foreign contamination in the human body always creates health risks, when it enters into our body by daily chores of life such as breathing, drinking water, and eating food. There are many lightweight materials such as carbon in nanometric size, and certain other metallic nanoparticles exist in the environment. They can get mixed with air or water on slight disturbance, if not handled properly. Several nanomaterials are even utilised for human health, such as silver nanoparticles. They are well known anti-bacterial materials, but it shows negative consequences in human macrophages [292]. As compared to other processes, the cryomilling is well protected and safe for users if handled carefully. In wet chemical synthesis, the nanoparticles, in general, are capped by capping agents to protect them from the environment or stop coarsening in the solution [7]. These capping agents or chemical process agent can also be harmful to the human. On the other hand, the waste of synthesis is directly drained into the drainage, which can eventually are mixed with river and ocean water. Nanomaterials contaminated water can be highly dangerous for our marine system as well as human because of the consumption of infected food.
The study of nanotechnology has a high impact on human life, such as medicines, drug delivery, smaller electronic devices, solar cells, and cosmetics, etc., and it is envisaged to create more impact on our life in the near future. However, it might be turned into a nightmare if not handled in a controlled way. Many developing countries have a huge population and do not have any protocol to dispose of nanomaterials properly with no specific norms for their utilisation. For example, the utilisation of nanoparticles in cosmetics is extremely large in quantity. The cosmetics/creams are directly washout during bathing from our body, and they contain NPs, which are subsequently mixed into the drainage. If a huge population utilises such products, it can spread massively in the drainage system. Therefore, by utilisation of nanomaterials in an uncontrolled way means we are placing human health at stake. Hence, like any other manufacturing process, the health hazard of the nanoparticles, synthesised by cryomilling, will remain a burning issue, if not handled with proper care.
Scale up and cost effectiveness of cryomilling in nanomaterial synthesis
The synthesis of nanomaterials is still challenging because we need to control the size, shape, distribution, prevent the tendency of agglomeration/coarsening behaviour, protection of the surface of nanoparticles as they have a high surface area to volume ratio and proneness to bind with other contamination in the environment/solution (gas molecules, nascent oxygen atoms or other gases and organic atoms or molecules). These challenges make the cost of the nanomaterials is reasonably high. In this regard, cryomilling has the advantage of overcoming some of these problems, making the synthesis of nanoparticles cost-effective [293]. This is important, in particular, for the processing of nanoparticles as compared to RT mechanical milling or other chemical routes. It is now evident (earlier discussion) that it is possible to achieve better process control during the synthesis of nanoparticles and hence reduce/nullify many problems associated with other similar processing routes. In addition, cryomilling can easily be scaled up without compromising product quality [9,11]. Like other mechanical milling routes, it is possible to scale up easily by design and development of larger mills with better cooling efficiency as liquid nitrogen usage will exponentially increase with bigger mills due to heat loss and evaporation. In this regard, one needs to design the mill (geometry, milling materials, thermal management, etc.) considering all possible aspects for scaling up. The literature has not discussed and hence, would require the attention of the researchers and technologists for the design and development of cryomills for industrial usage.
Method to prepare nanomaterials in large quantity
Like conventional mechanical mills, cryomills can be scaled up to industrial-level production of nanomaterials. The burgeoning need of nanotechnology can only be satisfied by the supply of a large quantity of high-quality nanomaterials, i.e. size, distribution, chemistry, contamination; determining the quality. Most of the available techniques in the niche market are not capable of preparing good quality nanomaterials encompassing metals, ceramics, polymer, composites, medicines, and spices. To the best of the authors’ knowledge, there is no processing route available, other than cryomilling, which is capable of preparing such gamut of nanoparticles in large quantities. In the following, we shall provide the production capability of metallic materials of an existing cryomills and the possibility of scaling up to obtain nanomaterials in large quantity. In the case of metals and alloys, a custom-built cryomill having 250 cc of the vial and 150 cc ball can mill 24 g powder at a time, and milling of 7 h is required to produce nanoparticles [9,11]. Therefore, in a day or 24 h (approximates three batches of production) of the desired quality, one can produce around 70 g nanoparticles. This process has a yield of around 97% with little (3%) lost due to the coating on ball and vial during milling [10,11]. In addition, the cryomill also can be scaled to have a large volume with a large number of balls to prepare nanomaterials. It is evident that it is a flexible processing route in order to scale up, and fulfil the requirement of the market needing a large amount of various nanomaterials for a gamut of applications, thermo-nanofluids, cosmetics, antifouling nanoparticles, semiconductor, thermoelectric, applications, etc. [188,294,295].
Cost-effectiveness of this route vis-a-vis other SPD processes
The cryomilling process can produce the nanopowder in large quantity, and the requirement of these nanopowders are felt in many active sectors such as structural materials (nano-composites), antifouling coating (ship hull, etc.), catalytic nanomaterials, biosensors, solar voltaic cell, etc.
It is indeed a tedious effort to estimate the cost of any nanomaterials in the world today. It depends on the availability of raw materials, synthesis route, yield, social structure, and even environmental friendliness. Some of these are extremely difficult to estimate. Nonetheless, the cost of nanoparticles primarily depends on the cost of raw materials. For example, there is a huge difference in their basic prices of micron-sized powder of gold and copper as raw materials. However, the copper is highly prone to oxidise and required extra precaution to store them in the nanosized form in comparison to the gold. Therefore, storing of the nanoparticles, maintaining their purity, and transporting them in less quantity might have exceeded the cost compared to bulk gold. The cost also depends on the processing parameters required to achieve specific size range, surface functionalisation, treatment, their property specification (crystallinity, amorphous, shape, surface plasmon resonance, stable dispersion solvent, etc.) as characterisation of nanomaterials is quite costly.
The cost even depends on their production volume (lab-scale, small scale, and large scale) and their largely unknown requirement. At present, this field of synthesis of nanomaterials is growing, and hence their research and development cost itself is high. In the future, the cost of nanomaterials will also depend on the social or government restriction on different materials or their end-user policy, which will depend on their evolution to human friendliness, toxicity, etc. As nanotechnology is a rapidly growing field, the products are rapidly miniaturised with lower costs. Hence, the exact estimation of the cost of nanomaterials is not easy at present. Ashby et al. [293] has described the comparison of the cost of nanomaterials in the USA and found that the price of nanoclays is approximately the same as the gold. With functionalisation, the cost of the nanomaterials will definitely increase manifold. Therefore, it is difficult to estimate the cost of any particular nanomaterial. Nonetheless, the preparation of the nanomaterials utilising cryomilling will reduce the processing cost as this technique requires electricity and liquid coolant (preferably LN2), which is also quite cheaper. However, other costs, such as storing, functionalisation, will still remain high.
Summary and future direction
The milling or grinding at cryogenic temperature, popularly known as cryomilling, is considered a novel eco-friendly processing route to prepare various types of nanostructured materials; metallic, ceramics, polymeric, composites, hybrids, spices, with low contamination and high yield. Mechanical milling at RT was widely utilised to synthesise some of these nanostructured materials. However, mechanical milling at RT has the many drawbacks; agglomeration, extensive cold welding, oxidation, contamination from milling the media, etc. These can easily be overcome by the cryomilling. In this background, the present review is intended to provide a detailed account of the cryomilling technique with emphasis on materials development as well as recovery from waste. The salient features of material synthesis and recovery via cryomilling with future perspectives are provided here. Starting with the basics of mechanical milling as a synthesis route for nanomaterials, the advantage of cryomilling over RT milling has been described with the mechanical behaviour of materials at extremely low temperatures. Cryomilling as a SPD route has many advantages, including suppression of recovery and recrystallisation, dominant fracturing over cold welding, low oxidation and contamination primarily due to extremely low temperature.
However, the material synthesis will strongly depend on the design of cryomill available in the niche market. In the simplified version of a cryomill, the powder and the milling media are mixed with the cryogenic liquid (LN2) to reach extremely low temperatures. As metals and some ceramics are prone to nitridation, and hence, latter design has been made such a way that powder can never come in contact with LN2, reducing the chance of nitridation of the milled powder. However, this leads to lower cooling efficiency, which can be compensated by online measurement of the temperature of the milled powder. The fundamental aspects related to these factors have been dealt with scientifically to provide an in-depth understanding of deformation and oxidation behaviour of the materials at cryogenic temperature leading to the synthesis of nanoparticles. The synthesis of various nanomaterials, especially metallic, ceramics, polymeric, spices, hybrids and medicines along with composites is discussed in detail to prove the efficacy of the technique for the synthesis of nanostructured materials in large quantity. This is considered as the need of the hour for various applications, including nano-ink for printing electronic circuit boards, large-scale production of for smart devices; nanofluids, semiconductor devices, long dispersible (highly stable) medicinal and aroma preserving spices for the food industry. With the novel applications, cryomill have expanded with the economic recovery of materials from electronic and other wastes, which are hazardous and detrimental to the environment. Finally, the eco-friendly nature and scaling up for industrial use as a processing route for many applications has been shared. In a nutshell, cryomilling is economical, environmental -friendly as well as technologically via the route to obtain various nanomaterials.
However, cryomilling cannot be considered the panacea for the synthesis of the nanostructured materials. It has its own problems. It is evident cryomilling cannot be used for mechanical alloying due to problems associated with significantly low diffusion at cryogenic temperature. Mechanical alloying from individual powder mixture needs interdiffusion, which is sufficient only at elevated temperature, and hence cryomilling cannot be used for phase formation from individual powder mixture. Second, the cryogenic temperature is, in general, achieved by using LN2, which can lead to the formation of nitrides for many metals and ceramics. Hence, extreme care must be exercised to avoid the formation of the unwanted nitrides during the synthesis of nanostructured materials. Thirdly, there are materials, which undergo phase transformation while cooling down to extremely low temperatures, and thus, cryomilling can alter the phase and microstructure in those phase-changing materials. In addition, cryomilling is associated with the handling of LN2, which can cause cold burn; if it comes in contact with the human skin. Proper care must be taken to ensure that LN2 does not come in contact with exposed body parts. Nevertheless, a detailed literature survey reveals that cryomilling can provide a solution to the synthesis of various nanomaterials with a better-quality product. Therefore, this processing route is deemed to grow to satisfy the burgeoning area of nanotechnology. However, fundamental research as well as technological issues on scaling up need to be looked into by the research community to take it to the next level for better productivity, quality of product, and economy.
Footnotes
Acknowledgements
K.B. would like to thank various funding agencies, the Science and Engineering Research Board under the aegis of the Department of Science and Technology, Indian Space Research Organization, Board of Research on Nuclear Materials, Ministry of Human Resource Development for funding research activities, and IIT Kanpur for providing various characterisation facilities. N.K.K would like to thank the Royal Society UK for the award of Newton International Fellowship (NIF\R1\191571) fellowship to complete the manuscript. The authors would like to thank Professor K. Chattopadhyay for stimulating discussion and support.
Disclosure statement
No potential conflict of interest was reported by the author(s).