
Abstract
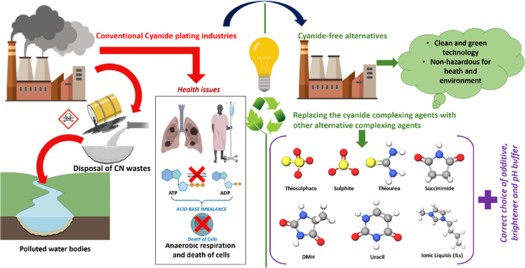
Cyanide-based baths are generally used industrially to produce silver and gold coatings via electroplating. Baths containing ([Au(CN)2]−) and ([Ag(CN)2]−) are used for the deposition of gold and silver coatings, respectively. However, due to the severe toxicity, the technical personnel involved in work are at risk. Additionally, the disposal of cyanide-containing wastes poses a significant threat to the environment as they pollute various natural resources. The coatings produced from alkaline cyanide-based baths cause embrittlement of electronic circuit patterns. Due to these reasons, many cyanide-free baths have started to replace the existing cyanide-based baths. In the cyanide-free baths, the primary cyanide complexing agent is replaced with eco-friendly alternative compounds like sulphite, thiosulphate, thiourea, DMH, EDTA, and ionic liquids (ILs). This review article provides an overview of the various cyanide-free electroplating baths available for electroplating silver and gold that are either used for commercial practice or are developed for laboratory-scale use.
Introduction
For ages, gold and silver are considered valuable metals primarily because of their inherent properties such as ductility, excellent corrosion resistance, softness, and, most importantly, their scarcity. The name gold reportedly is derived from an Anglo-Saxon phrase geolo, which means yellow. Deriving from the Latin word aurum, gold is symbolized as Au in the periodic table. Aurum means glowing dawn. Silver is named from the Anglo-Saxon phrase siolfur, meaning white or shiny. Silver is represented in the periodic table by the symbol Ag, derived from the Latin word Argentum. Electroplating silver and gold date back to the early nineteenth century when various artefacts were plated with silver and gold. At that time, they were considered a symbol of aristocracy. Back then, most of the electroplating was carried out using solutions containing cyanide. Towards the beginning of the nineteenth century, silver was plated in connection with the production of mirrors. One of the earliest plating solutions for silver electroplating was established by the Elkington brothers in 1840 [1]. The commercialization of this electroplating bath marked the beginning of the silver electroplating industry. This bath was reported to contain a double-silver cyanide complex [KAg(CN)2] with free cyanide ions in excess amount. On an industrial scale, this electroplating bath is the most widely used one even at present times. In 1805, Brugnatelli first published his works on the electroplating of gold. In those days, gold electroplating was also carried out using cyanide-based electroplating baths [2]. Over the years, many electroplating baths have been developed and are being used on a commercial scale.
The demand for silver- and gold-coated artefacts paved the way for various scientific developments in the field of silver and gold electroplating. Initially, the requirement was to develop very thin and bright coatings. The colour of these coatings was also given importance. This process of developing thin colourful coatings was more of an art than science in those days. The composition of the deposit was of secondary consideration, compared to the physical appearance of the coatings. The electroplating baths used to produce these coatings were mainly proprietary and were covered by patents. Numerous scientific investigations were carried out to study the effect of the electroplating solution's composition and plating variables on the quality and appearance of the coatings. Many electroplating baths were developed during the early and mid-1990s for silver and gold electroplating. Electroplating solutions developed by Smith [3], Volk [4], and Edwin and Duva [5] were used for gold electroplating. Silver electroplating baths developed by Kohl [6] and Nobel and Brasch [7] were also industrially used during the mid-1990s. Seegmiller and Gore [8] established the technique for producing thicker gold deposits. As per their claims, gold coatings with thicknesses ranging from 0.2 to 1.0 mm were produced. It was an outstanding achievement in those days.
Electroplated gold and silver have numerous uses, and this is the primary reason behind their commercial exploitation. Silver plating is used for mirrors and tableware because of its aesthetic look and non-reactivity with food items. Electroplated silver items also have a variety of industrial usage. They are used for electronic component applications, bearings, hot-gas seals, etc. Apart from that, silver is widely used in the jewellery and electrical industry. Commercially there are two ways to plate silver, either electrodeposition or electroless plating [9]. Lately, astronomical observatories have started using mirrors sputtered with silver deposits in telescopes’ inner linings. The silver coatings tend to reduce the telescope's thermal infrared emission by a factor of 2–3 compared to regularly used aluminium coatings. In 2019, around 578.6 million ounces of silver were consumed in the electronics sector. Figure 1(a) shows the demand for silver in each sector [10]. Electrodeposited gold is widely used in the electronics industries, such as in hardware and circuits for computer applications, telecommunications, and, most importantly, aerospace applications [11–15]. Apart from that, they are also used in automotive sectors, biomedical applications, etc. The jewellery industry alone consumed about 2200 tonnes of gold in 2019, accounting for almost 80% of the total industrial consumption [10]. The demand for gold in each sector is shown in Figure 1. The demand for silver and gold consumption in various sectors [10].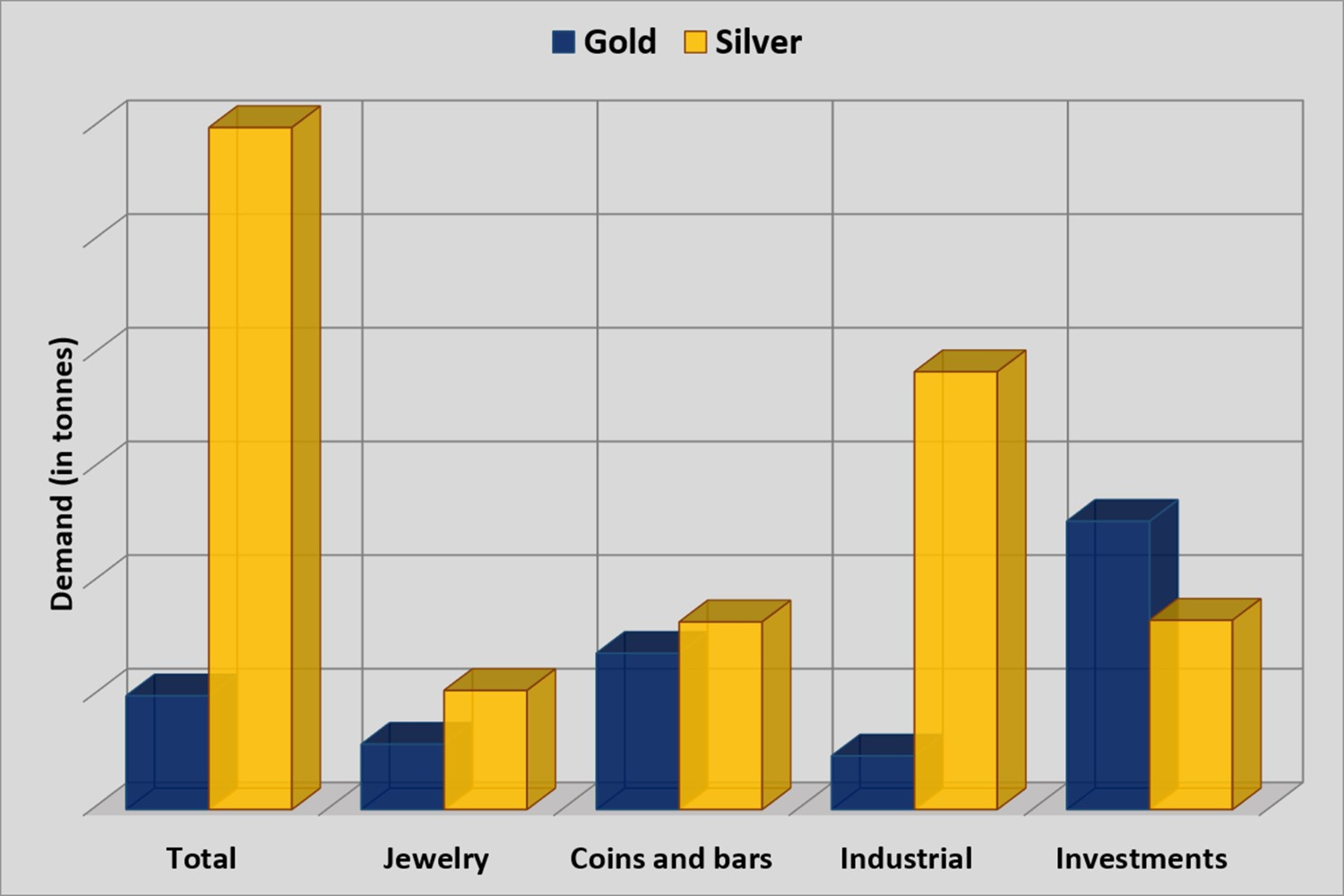
Considering the bath stability and the economic factors, cyanide complexes of gold and silver are the most widely used ligands for industrial plating. However, they have certain disadvantages, such as (i) the presence of cyanide in the solution causes a problem for after-use disposal [16], (ii) disposal of after-use products into the wastewater and atmosphere raises environmental and safety concerns [17], (iii) formulation of electroless baths becomes difficult due to the negative redox potential [18], and (iv) the cyanide complexes have a low exchange current density which limits the rate of deposition [19]. Most conventional gold electroplating baths are highly alkaline, which limits circuit pattern miniaturization. Because of high alkaline conditions, fine-resist pattern delamination is accelerated; thus, the packaging density is sacrificed, resulting in undesirable electrical noise. Many silver and gold electroplating solutions have been proposed to counter such issues and mainly the toxicity problem. The toxic cyanide ligands are replaced with various environmentally compatible complexes. Some of these complexes include thiosulphate, sulphite, a mixture of thiosulphate and sulphite, thiourea (TU), iodide, sulphamate, nitrate, hydantoin, and ionic liquids (ILs). The use of these complexing agents that have the potential to replace the cyanide complexing agents has been discussed in detail in later parts of this review article.
Synopsis of the review
Cyanide-based baths are generally used industrially for the production of silver and gold coatings via electroplating. Dicyanoaurate or dicyanoargentate ([Au(CN)2]− or [Ag(CN)2]−) are the most commonly used complexing agents in traditional baths to produce both soft and hard gold and silver coatings. However, due to the severe toxicity of these cyanide compounds, the technical personnel involved in its formulation and working are at risk. Additionally, the disposal of these cyanide-containing electroplating wastes poses a significant threat to the environment as they pollute various natural resources like water bodies, soil, and groundwater. The coatings produced from alkaline cyanide-based baths also cause embrittlement of electronic circuit patterns. Due to these reasons, many novel cyanide-free baths have started to replace the existing cyanide-based baths. The primary cyanide complexing agent is replaced with an eco-friendly alternative compound in cyanide-free baths. Apart from that, they contain some other additives, depending upon the field of usage. Emerging reports on the various cyanide-free electroplating baths performing at par with the conventional cyanide-containing baths have accelerated further exploration of this domain. Additionally, these cyanide-free alternatives pose very little or no threat to the environment and the associated workforce. This has resulted in a surge in research activities over the last decade producing intriguing results. There have been several good research article publications in the domain of cyanide-free electrodeposition of Ag and Au coatings, their electrochemical studies, the study of their mechanical and microstructural properties, electrical properties, etc. Few standard books and book chapters have also been published in this domain. LB Hunt published one of the earliest reviews regarding the early history and advancements in gold plating [20]. This article by Hunt has only mentioned the developments in the domain, which happened in very primitive days, and at that time, only cyanide-based electroplating baths were used. Kohl provided a brief report on the electrodeposition of gold in one of the book chapters [21]. Mostly the article focuses on various types of cyanide-based electroplating baths and their electrochemical studies. Another book chapter by Schlesinger elaborates on the electroplating of silver [9]. However, a comprehensive and holistic review on the various types of electroplating baths available for the development of Au and Ag coatings covers the different categories of complexing agents that are being used for electroplating of Au and Ag coatings is still missing.
The growth in the number of articles published and the number of patents granted in the field of development of cyanide-free electroplating baths for Ag and Au over the past decade has been shown in Figure 2. The cumulative share of different types of articles published (i.e. articles, conference papers, and review papers) for cyanide-free electrodeposition of Ag and Au is shown in Figure 3. The number of reported (a) publications and (b) patents over the calendar years from 2000 to 2022 related to cyanide-free electroplating of Au and Ag. Different types of publications related to cyanide-free electroplating of (a) silver and (b) gold over the calendar years from 2000 to 2022.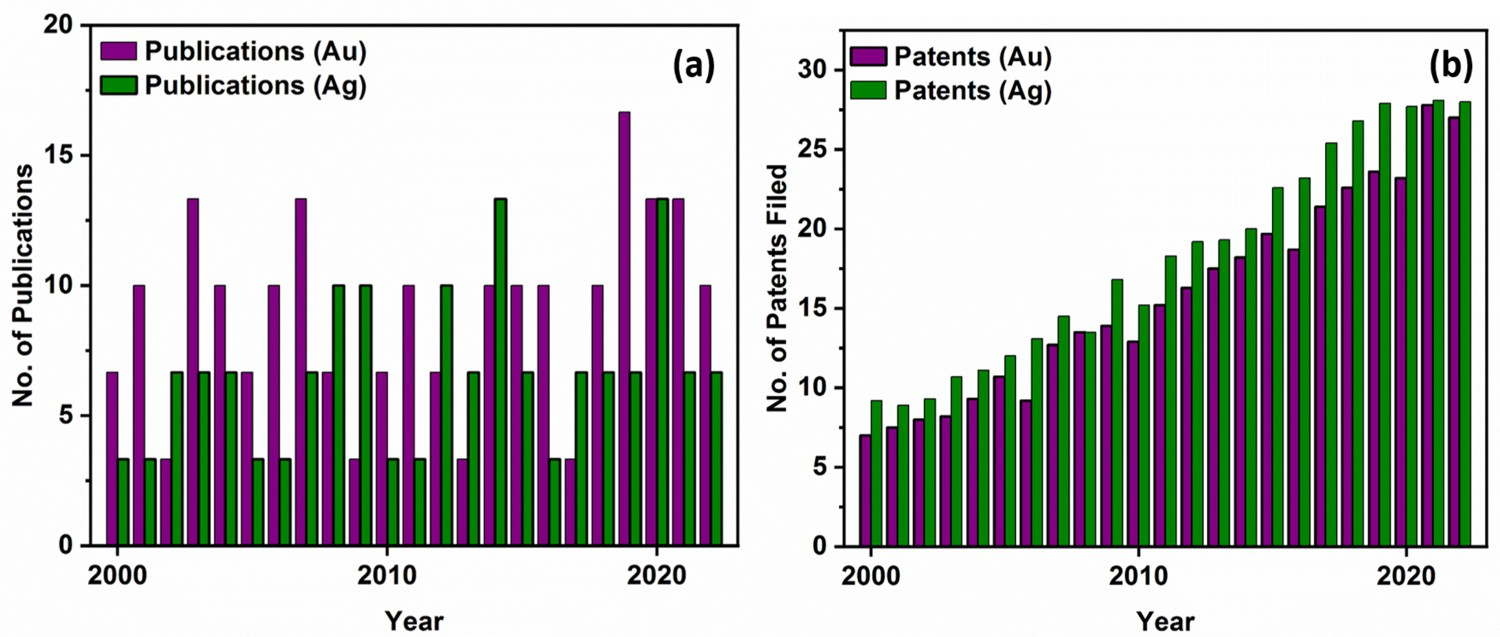
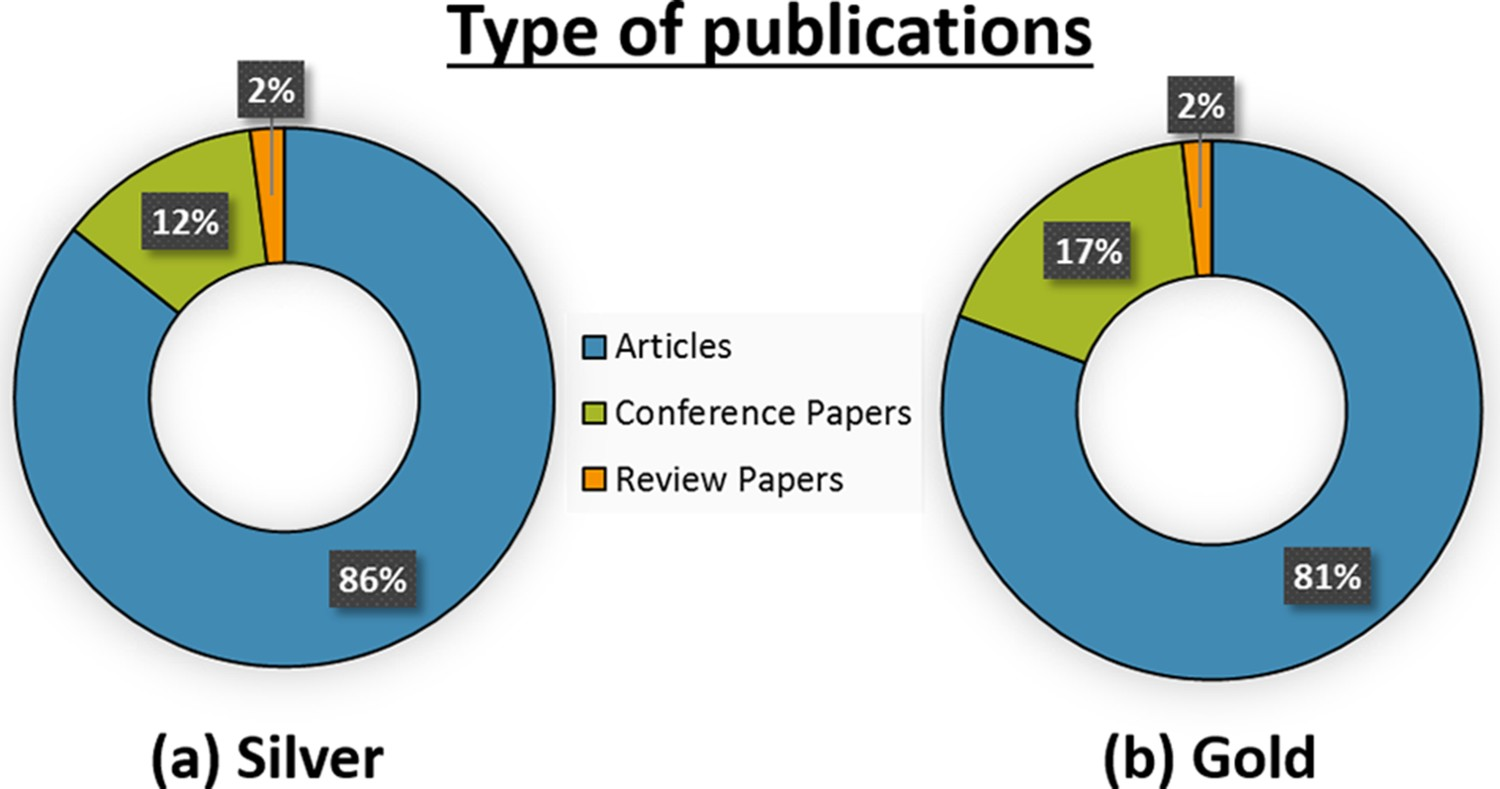
It can be observed that the number of published articles has increased remarkably in the last couple of years, suggesting that many researchers are actively working on the development of cyanide-free environmental-friendly alternatives to toxic cyanide-containing baths. However, Figure 3 suggests that very few review articles have been published in the past in this particular domain. Thus, it is high time to put together a holistic and systematic review article by consolidating all the information and knowledge gained so far in this rapidly advancing research domain of ‘cyanide-free electroplating baths for silver and gold coatings.’ Considering the need for environmental-friendly alternative baths, significant research emphasis, and the breadth of this domain, a comprehensive review is needed to provide a detailed critical analysis of various types of cyanide-free electroplating baths available for deposition of silver and gold.
Therefore, this review article makes an in-depth assessment of all the relevant salient work carried out till date in the field of developing cyanide-free baths for electrodeposition of Au and Ag coatings. An overall outlook of different aspects of this proposed review article has been illustrated in Figure 4. It also includes the properties of the various electroplating baths that contain different complexing agents apart from cyanogen complexes. This review article aims to strengthen the intellectual knowledge base for understanding the various types of cyanide-free baths developed so far, types of complexing agents that have replaced the cyanide compounds, various potential complexing agents that can be developed for the formulation of various cyanide-free baths for widespread commercial production of gold and silver coatings. The use of different alternative complexing agents like sulphite, thiosulphate, thiourea, DMH, EDTA, and ionic liquids (ILs), have also been discussed here. Schematic of various topics along with corresponding salient features covered in this review article.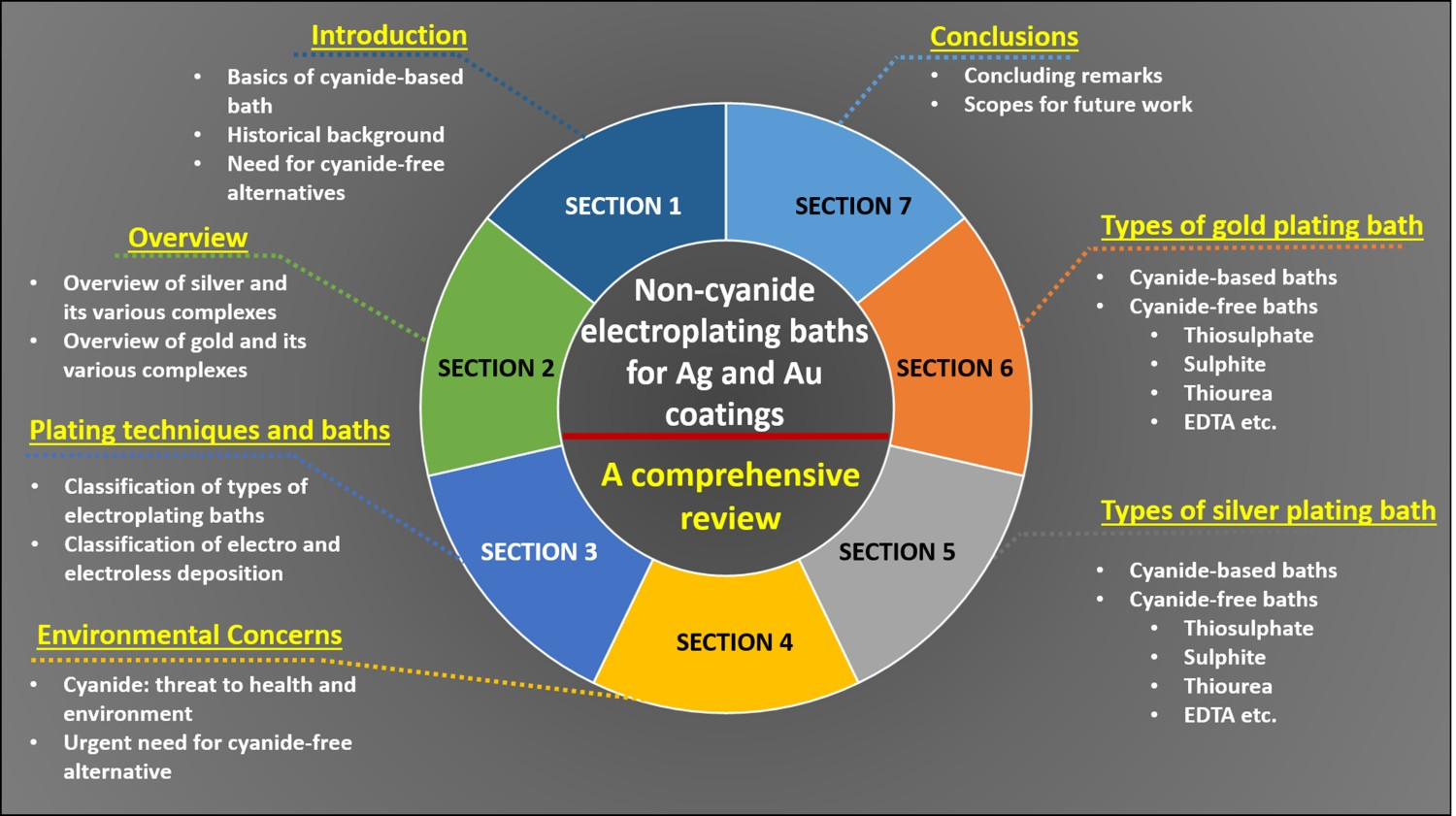
Overview of chemical properties
Chemical properties of gold and gold complexes
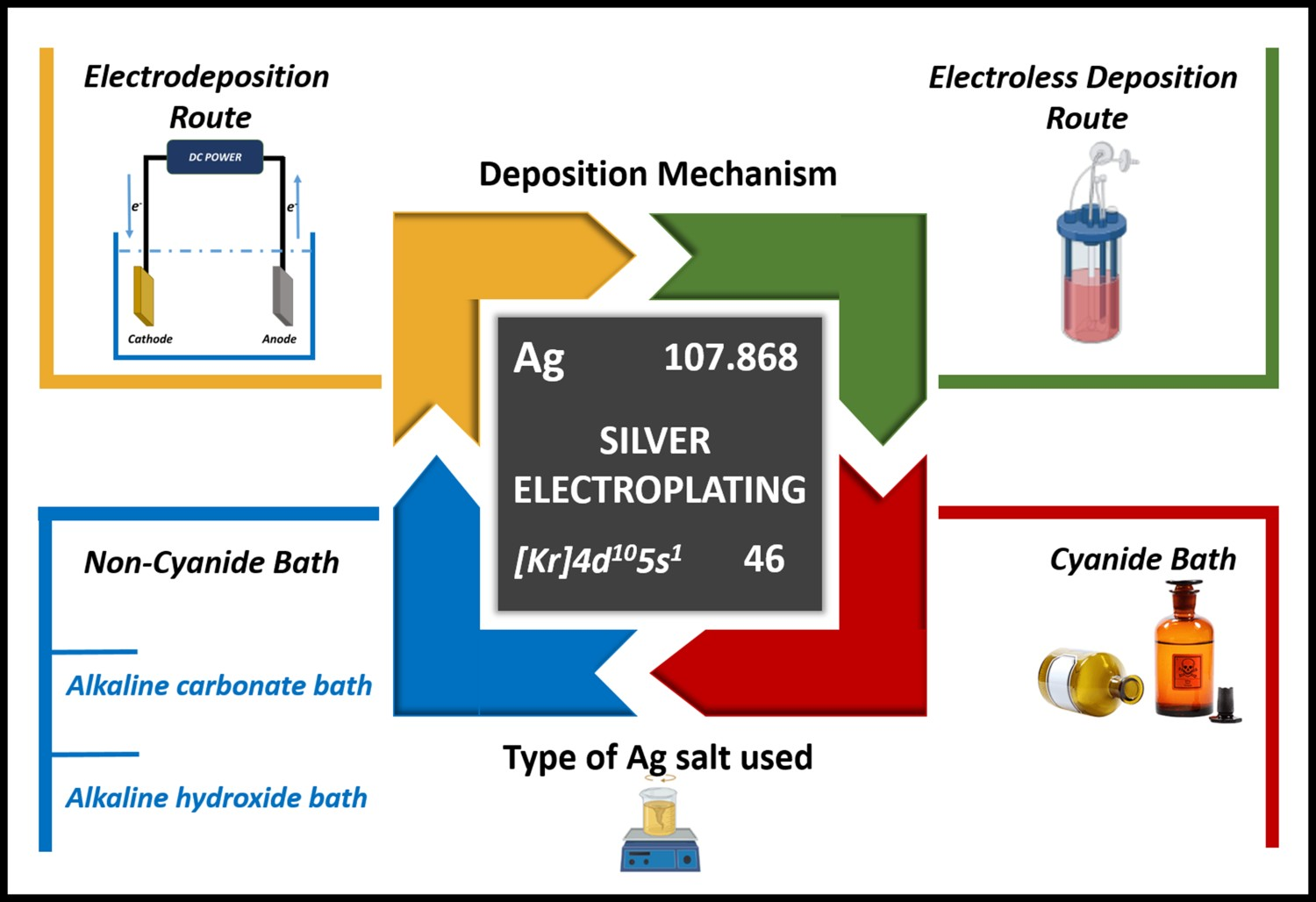
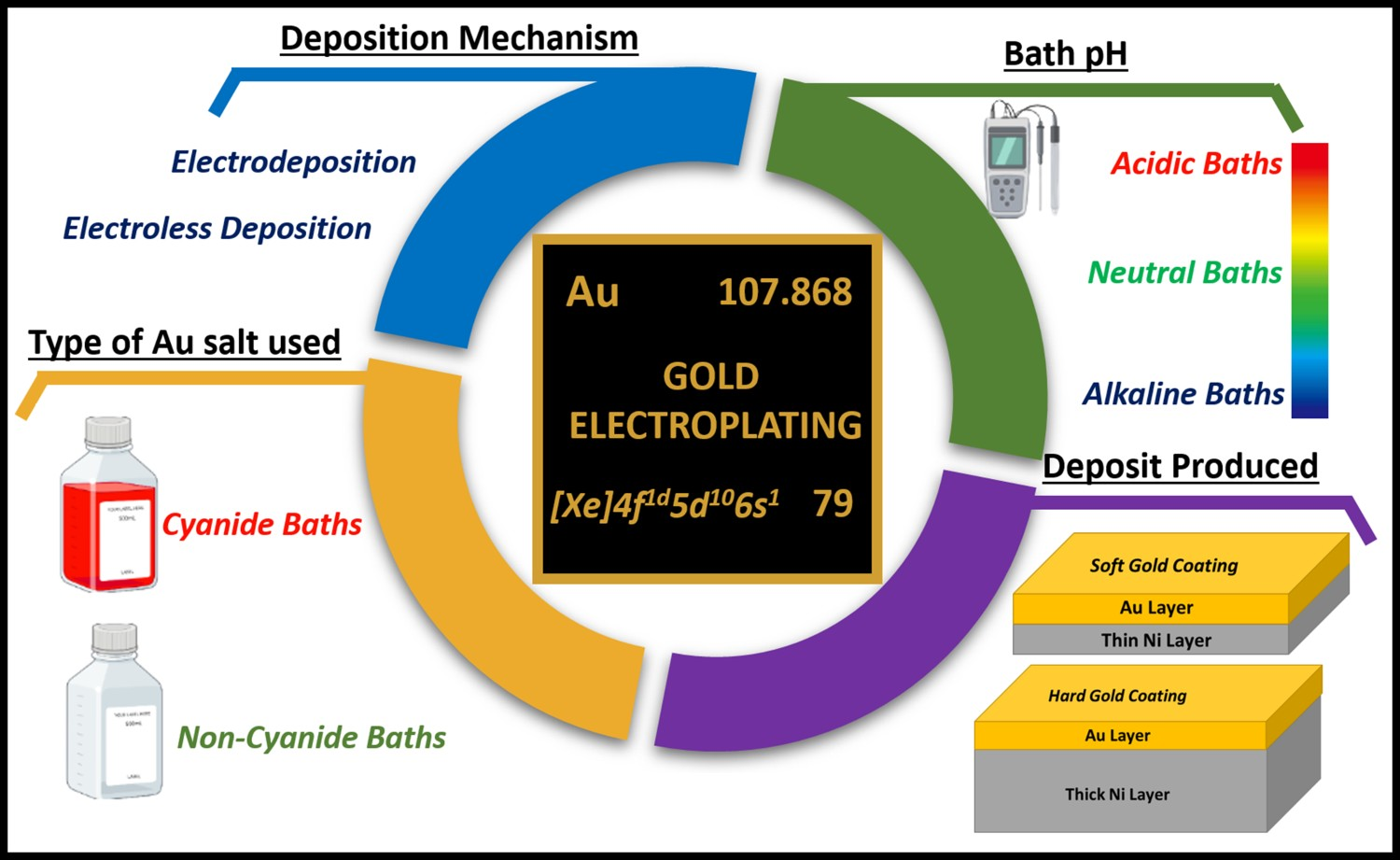
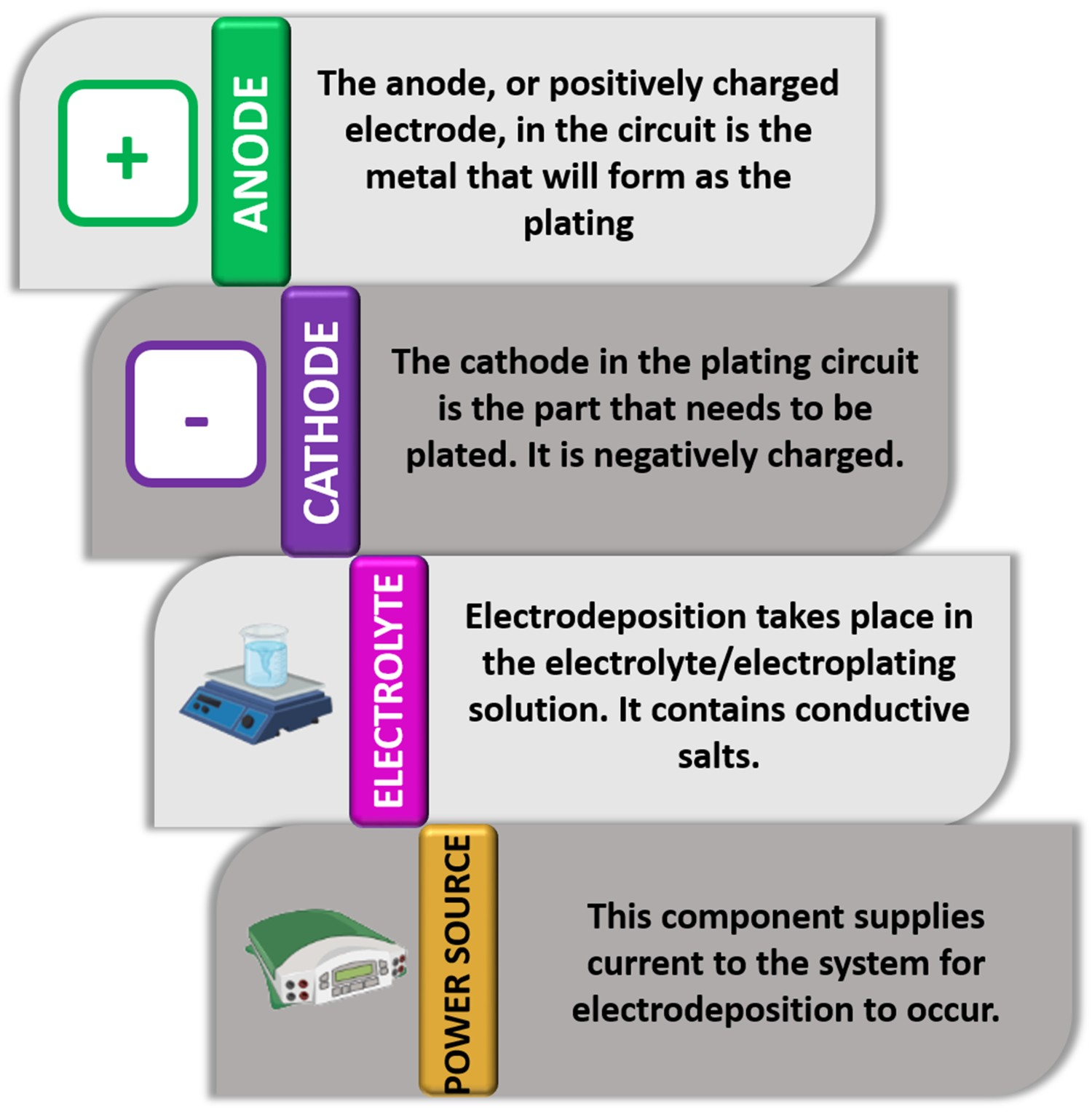
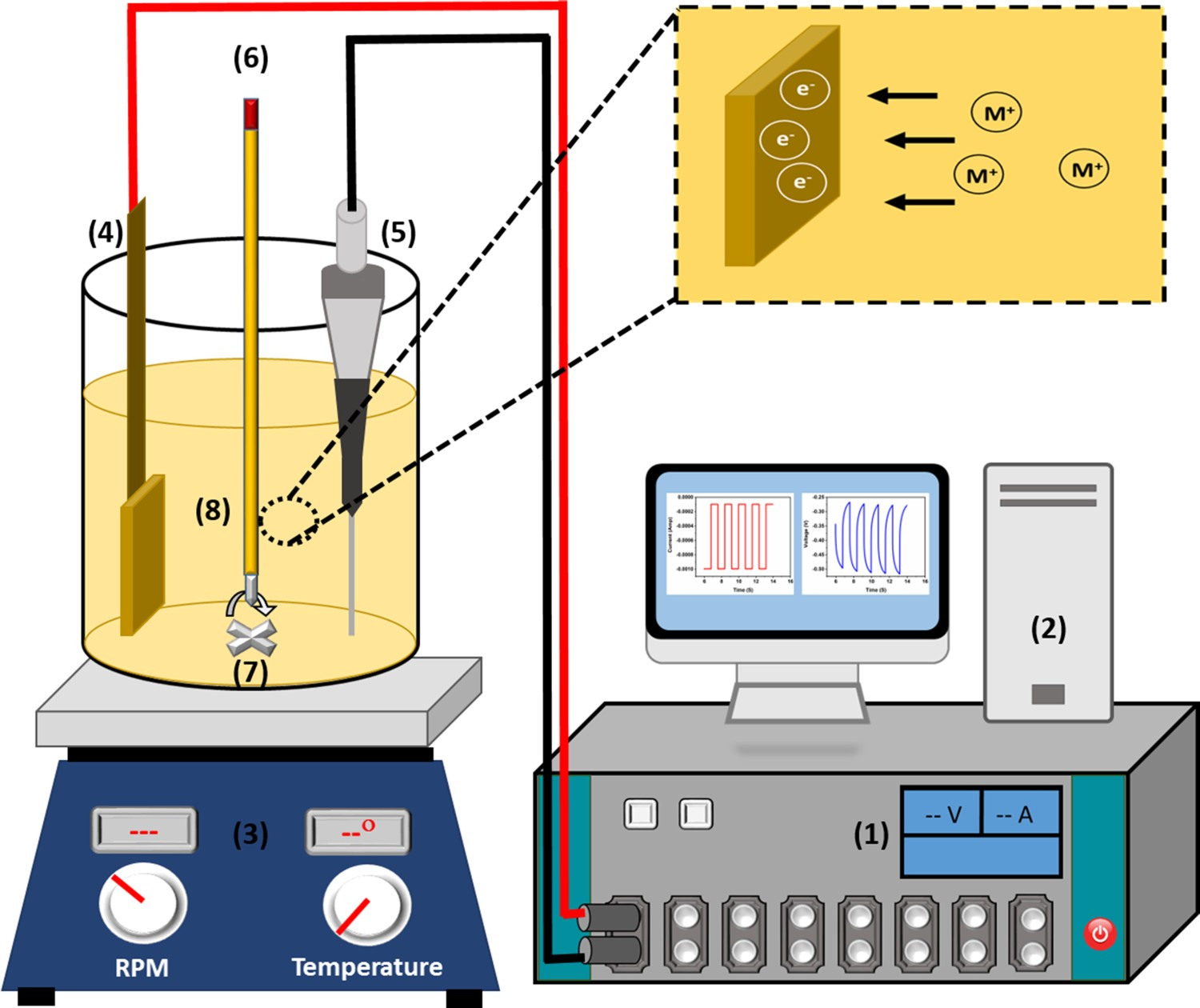
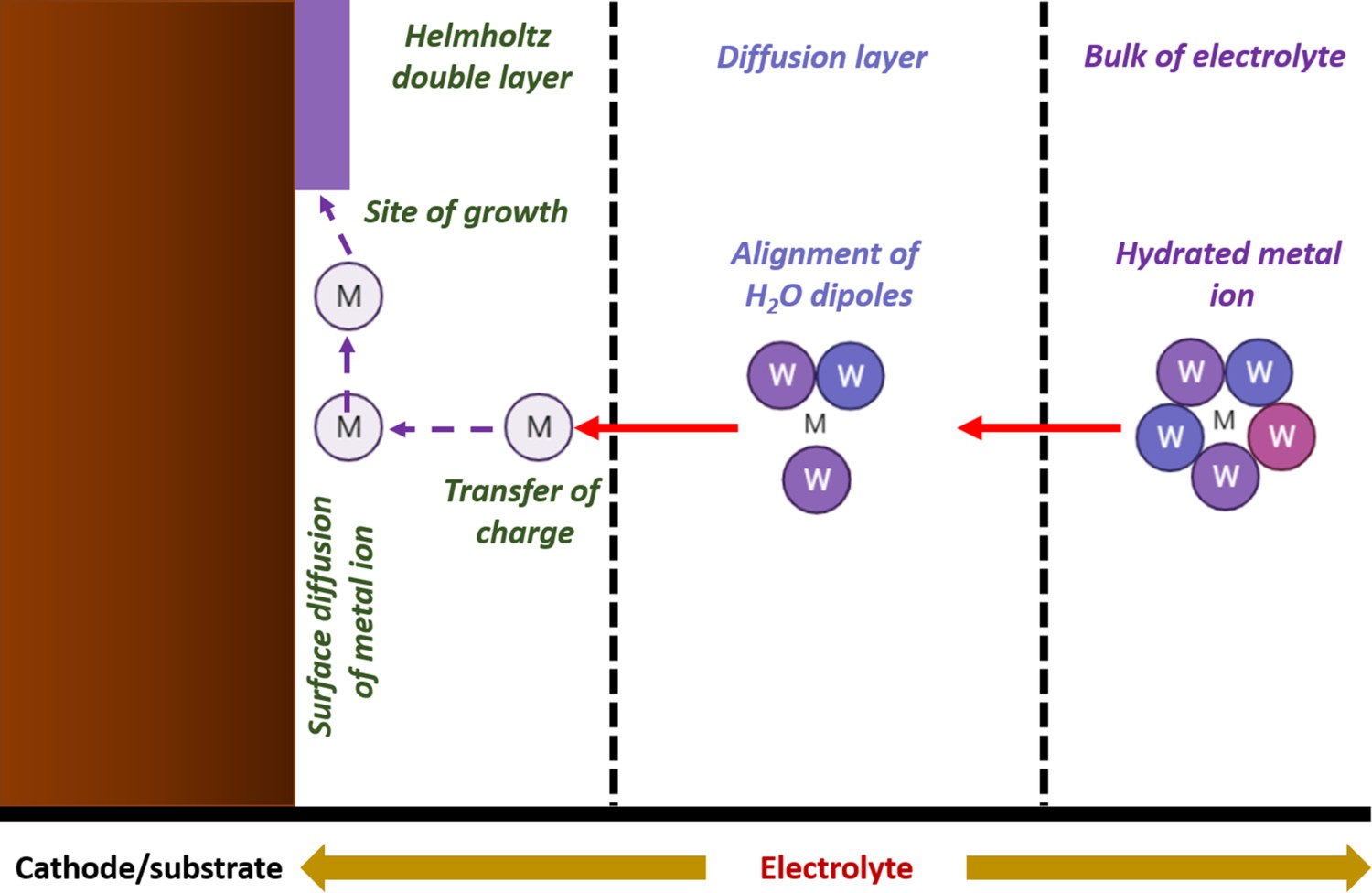
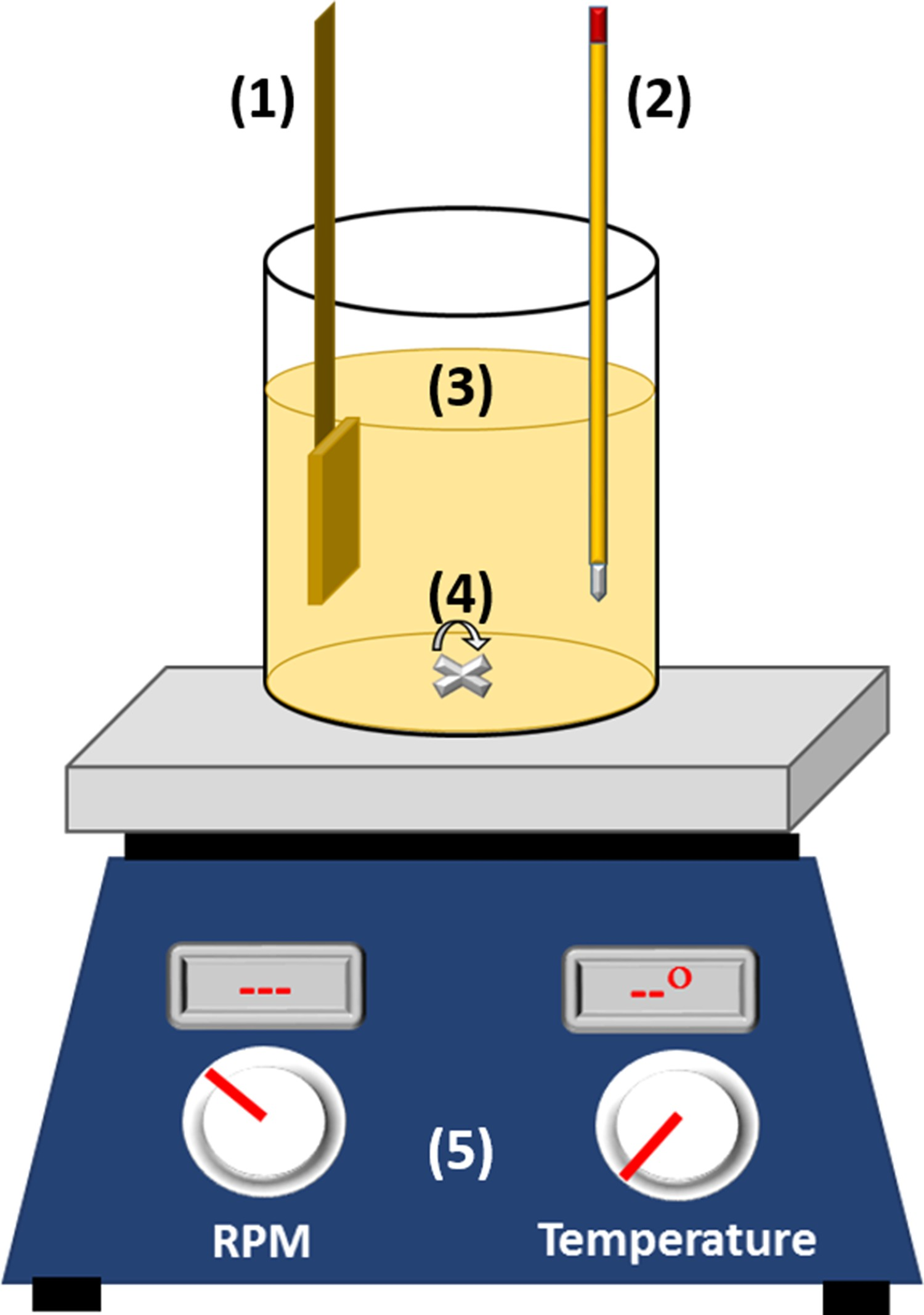
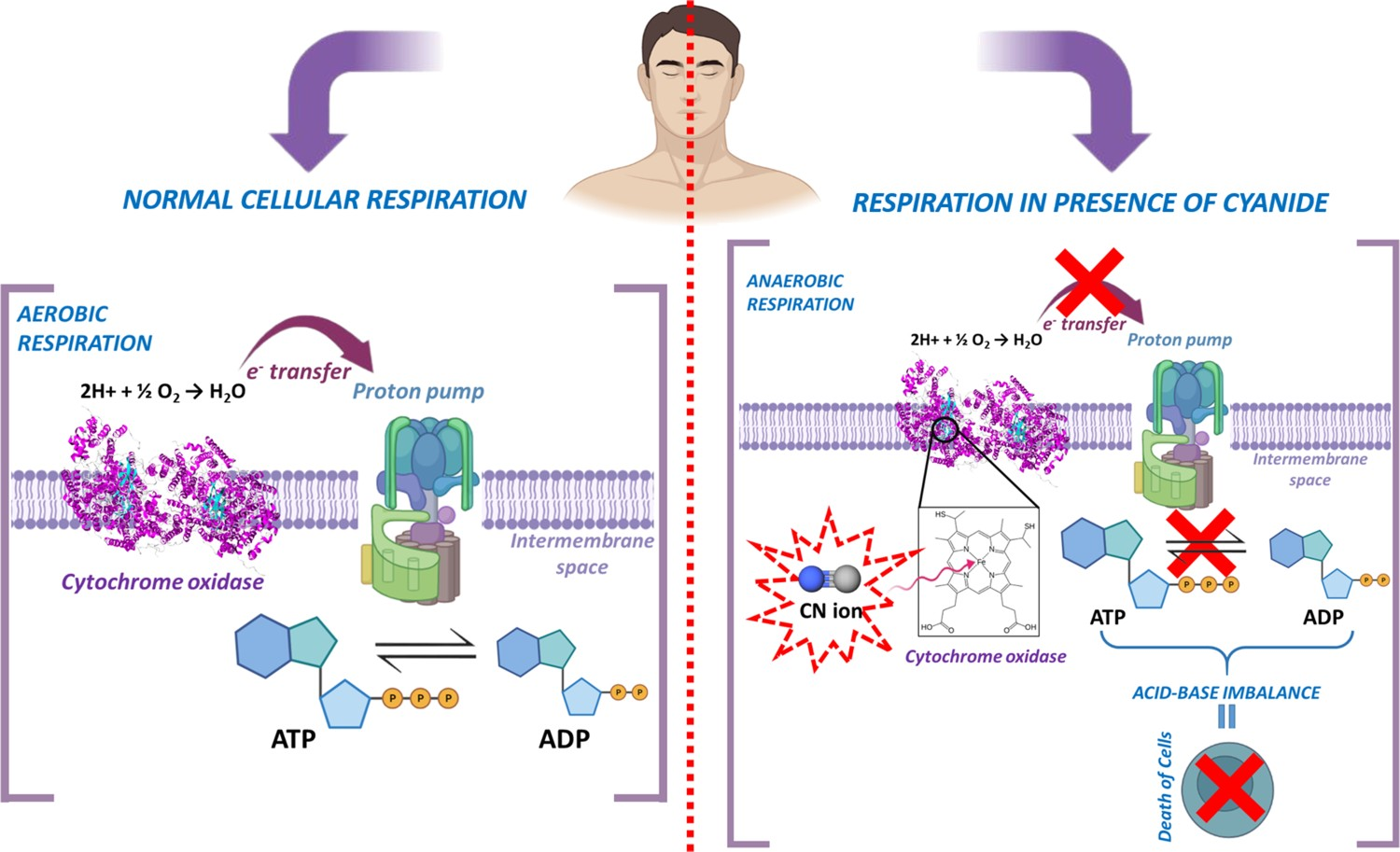
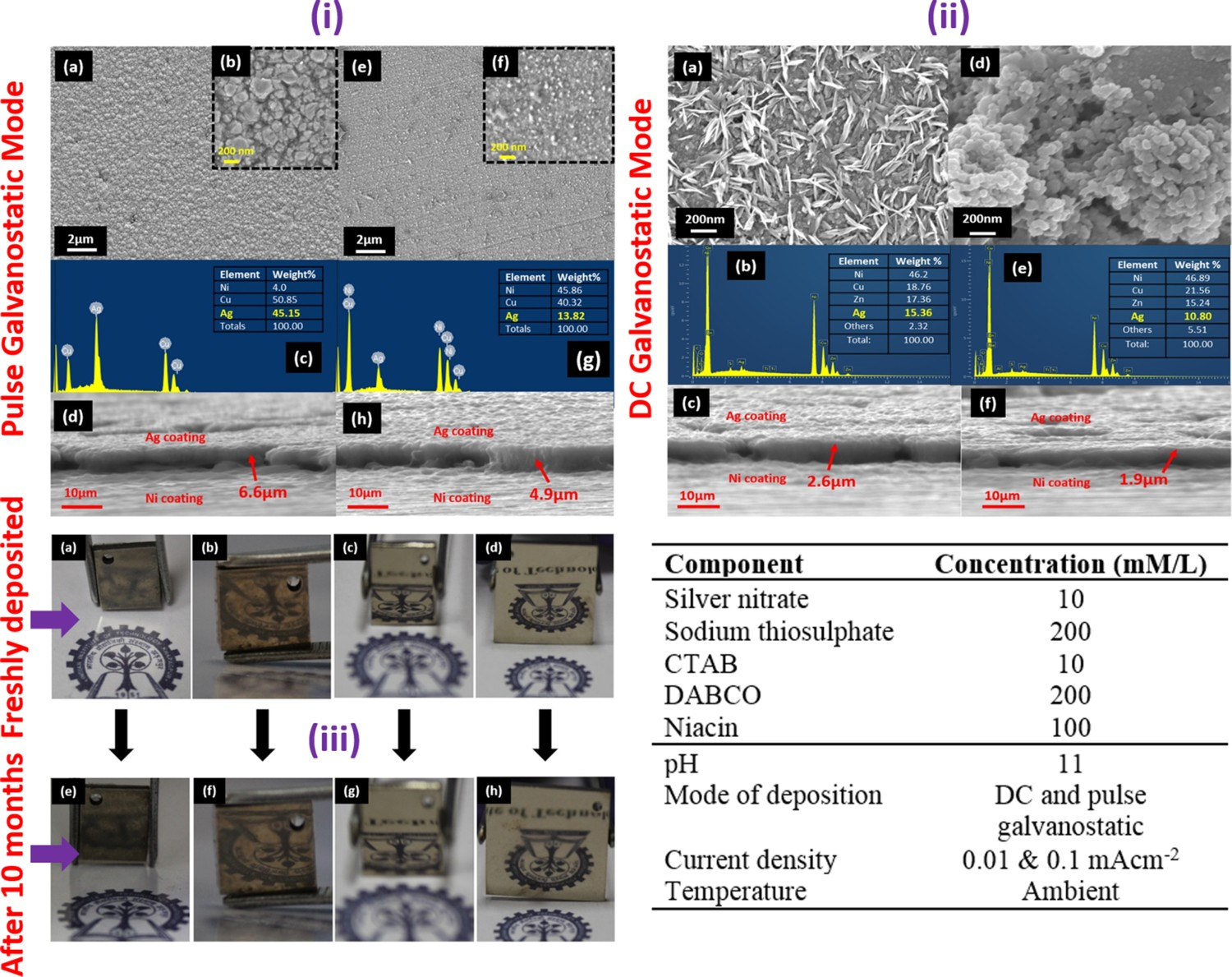
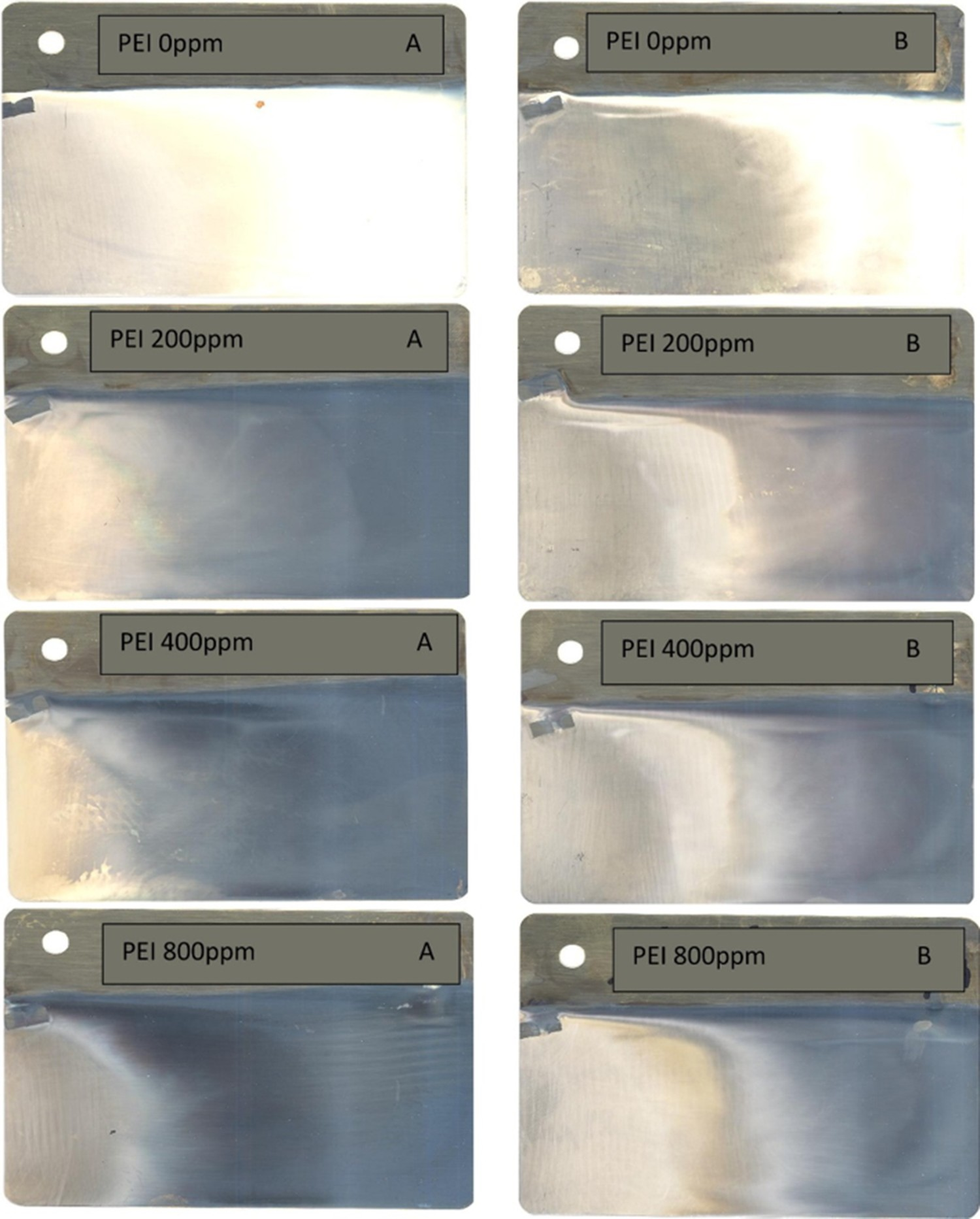
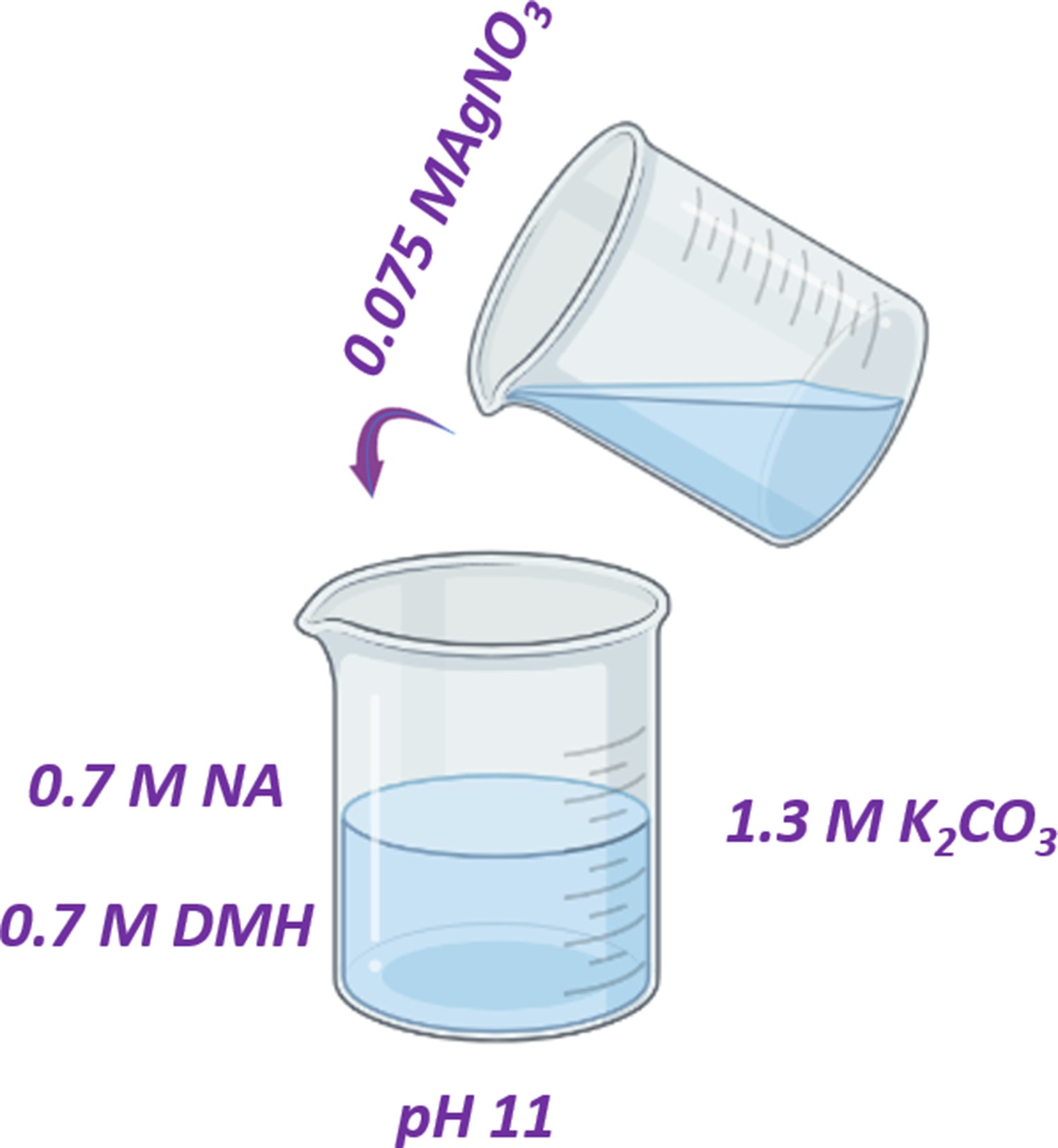
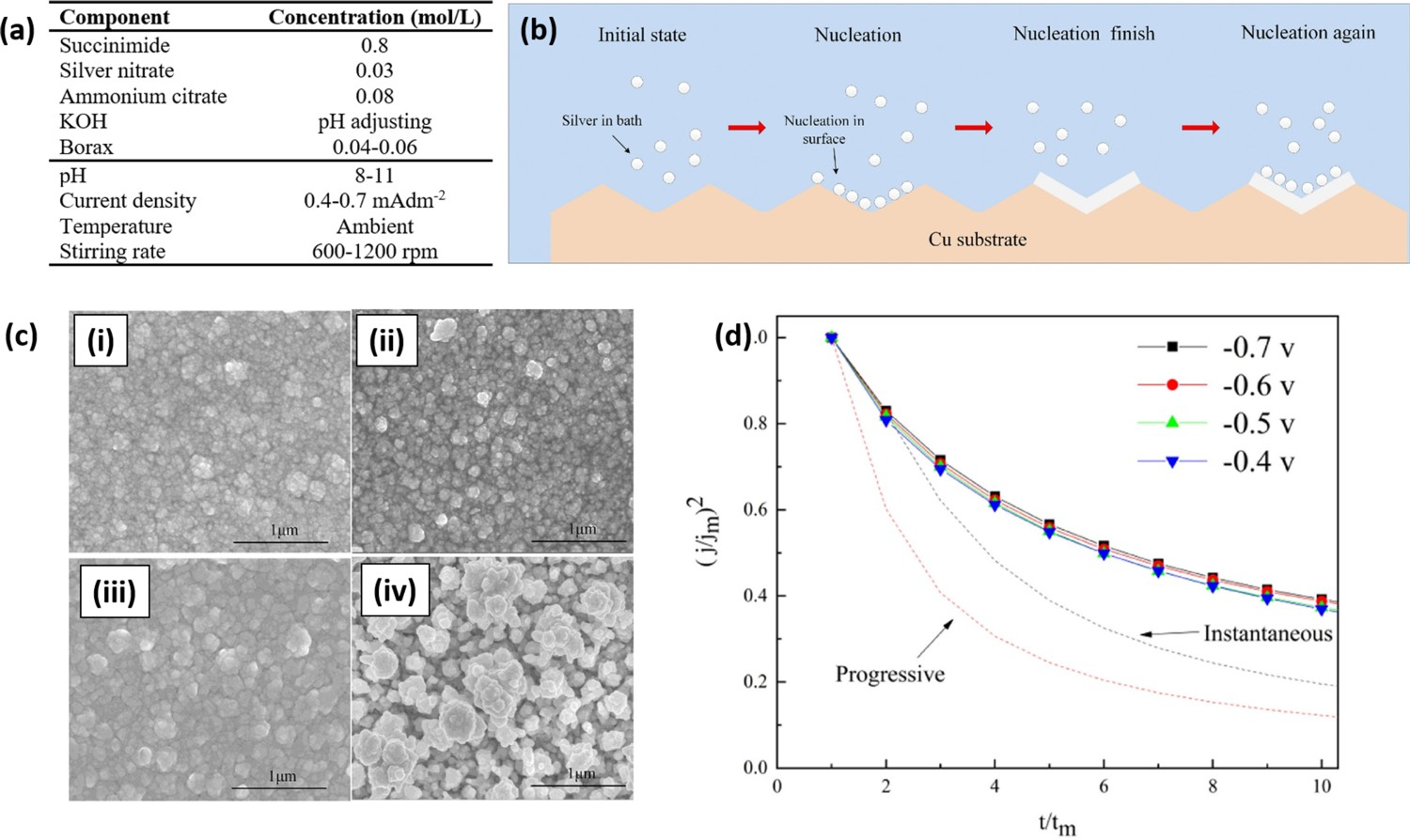
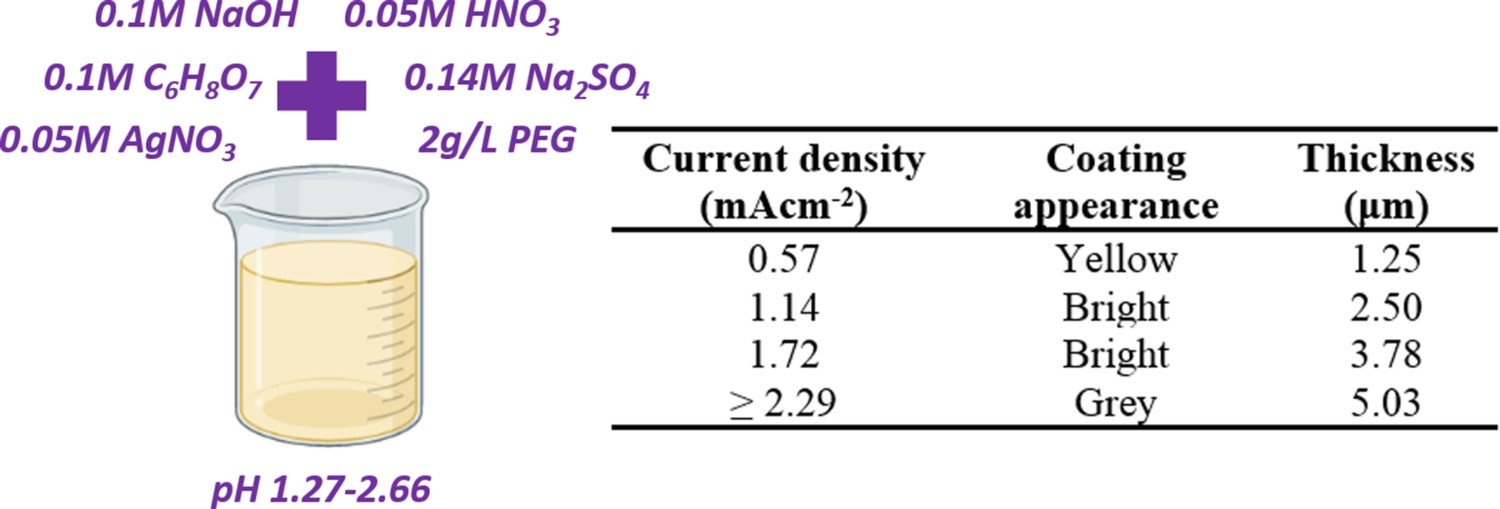
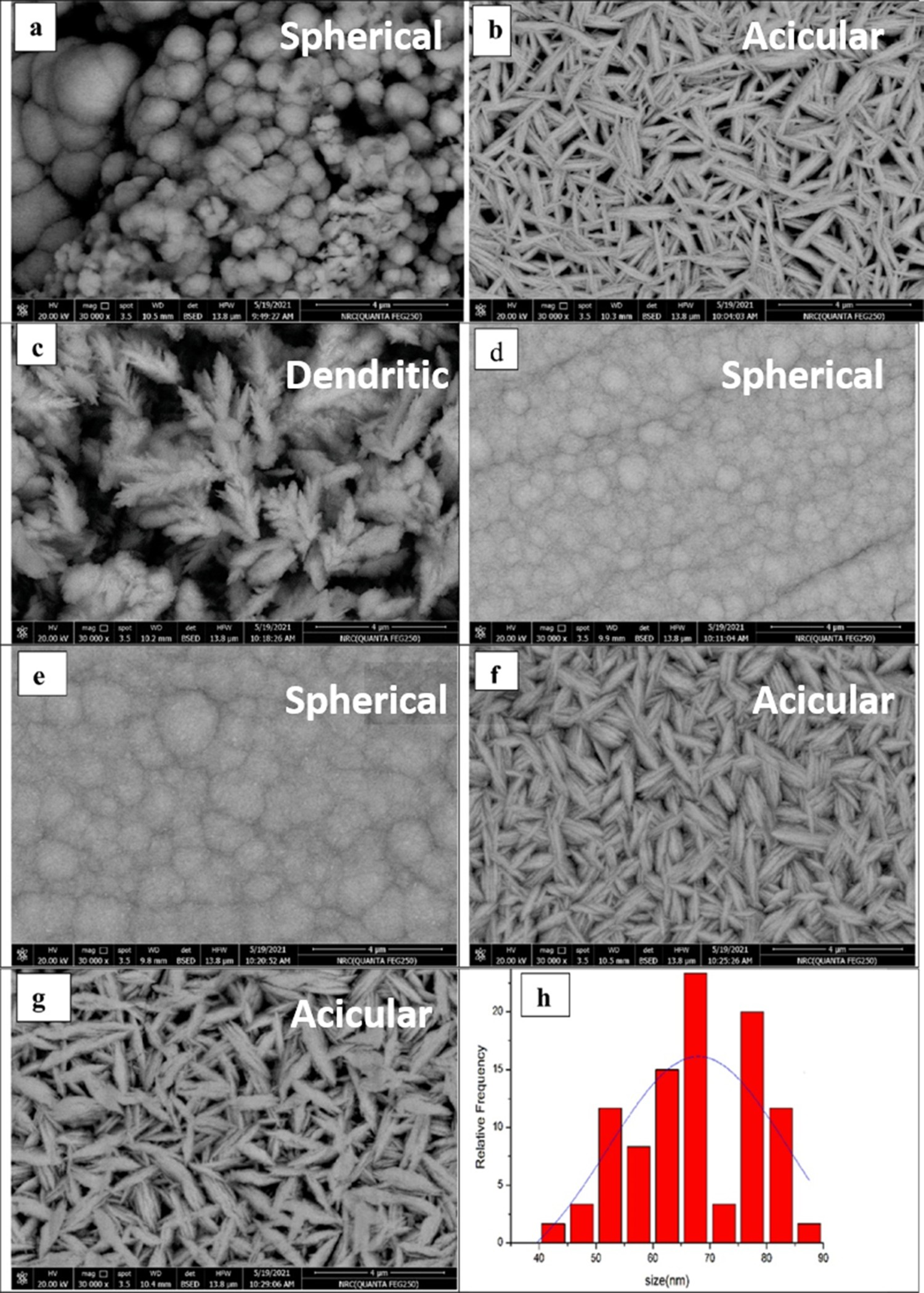
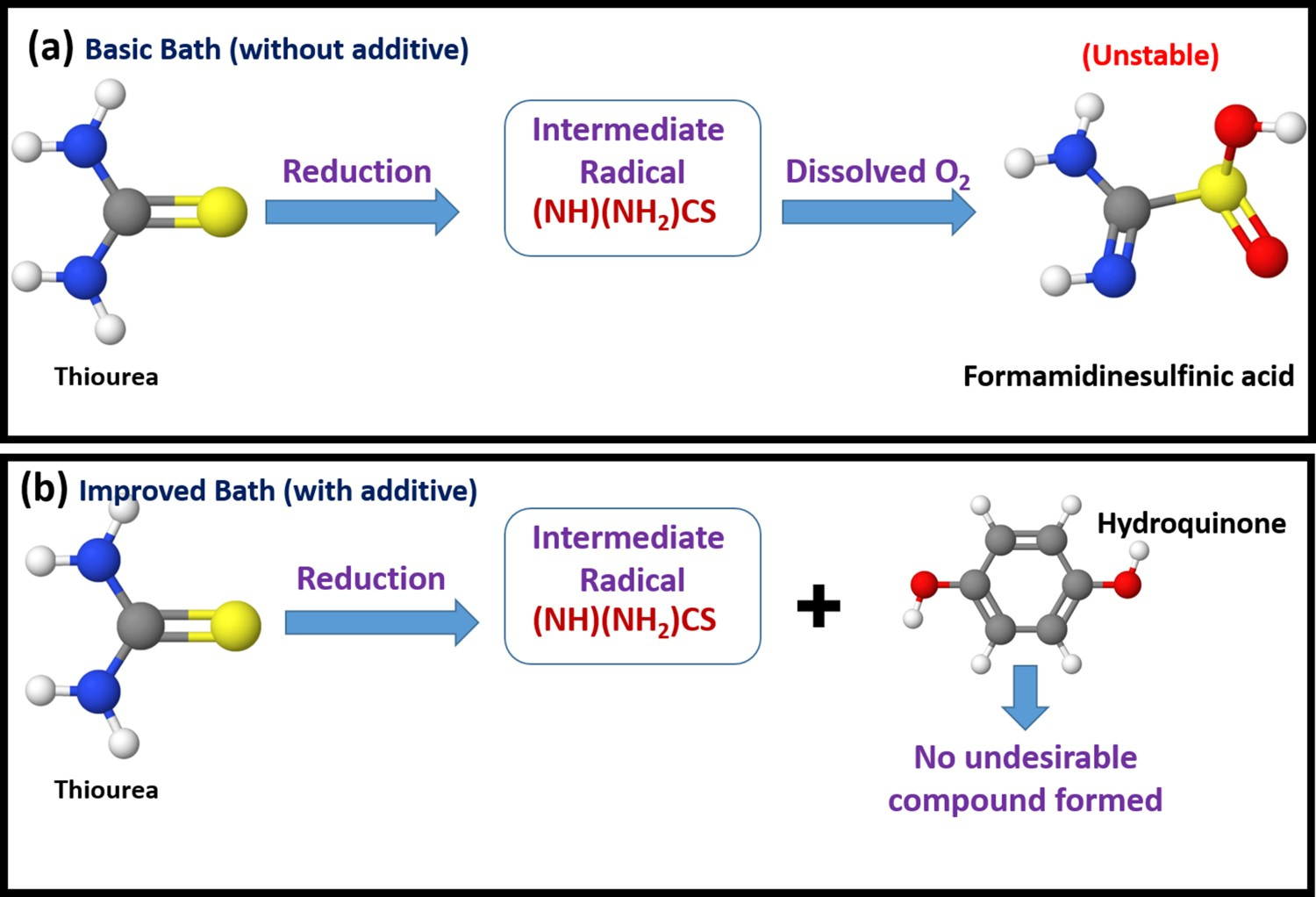
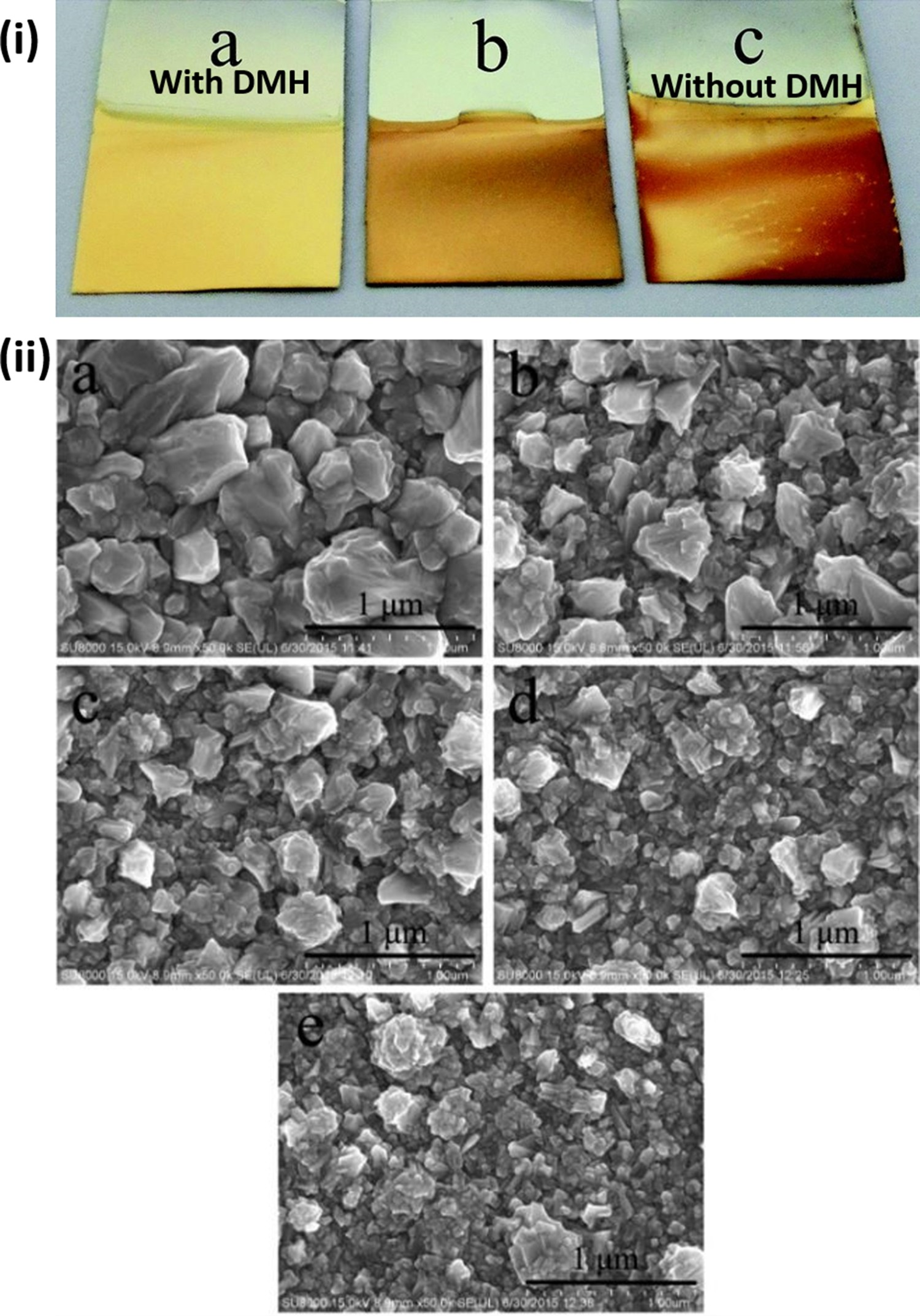
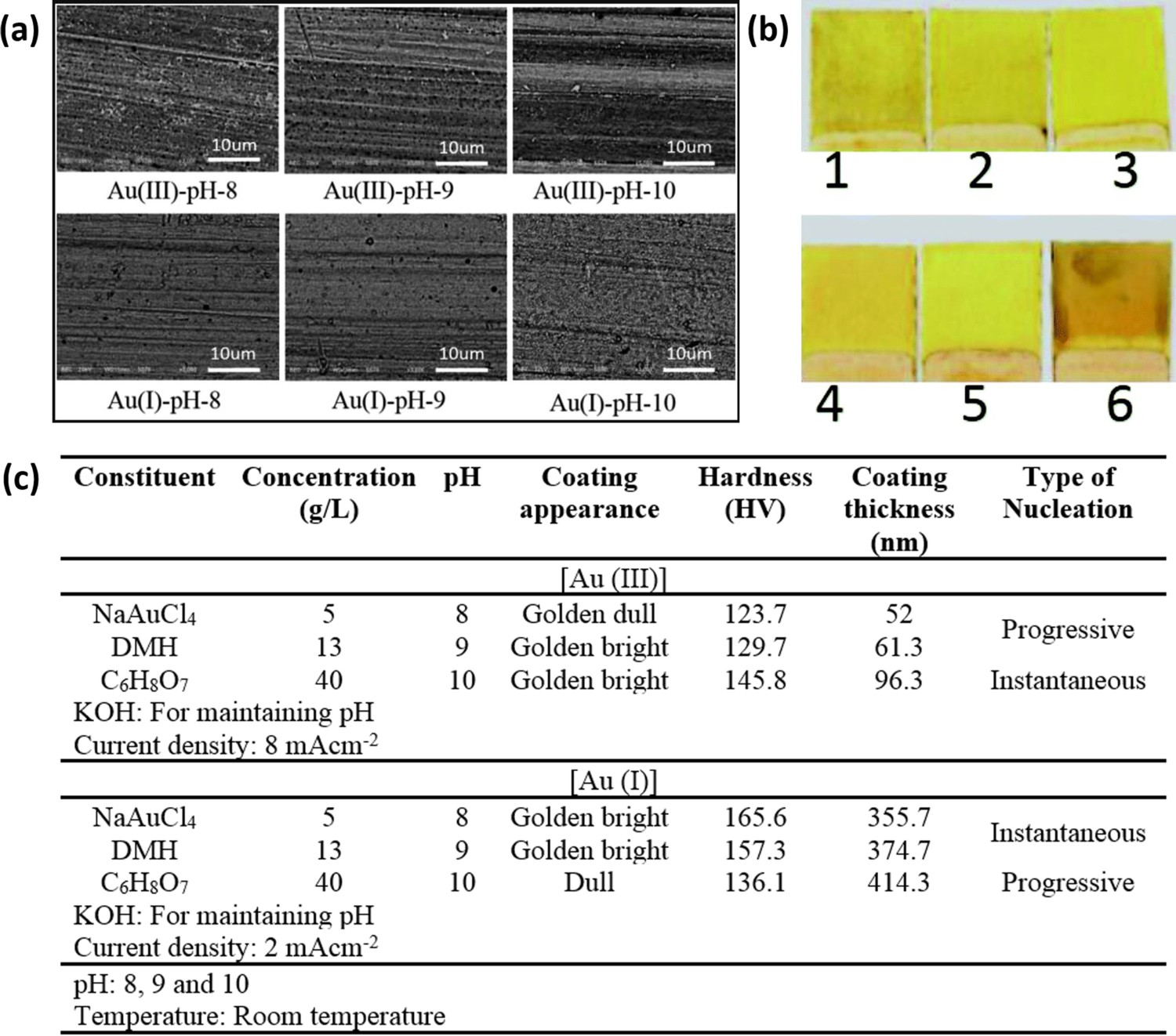
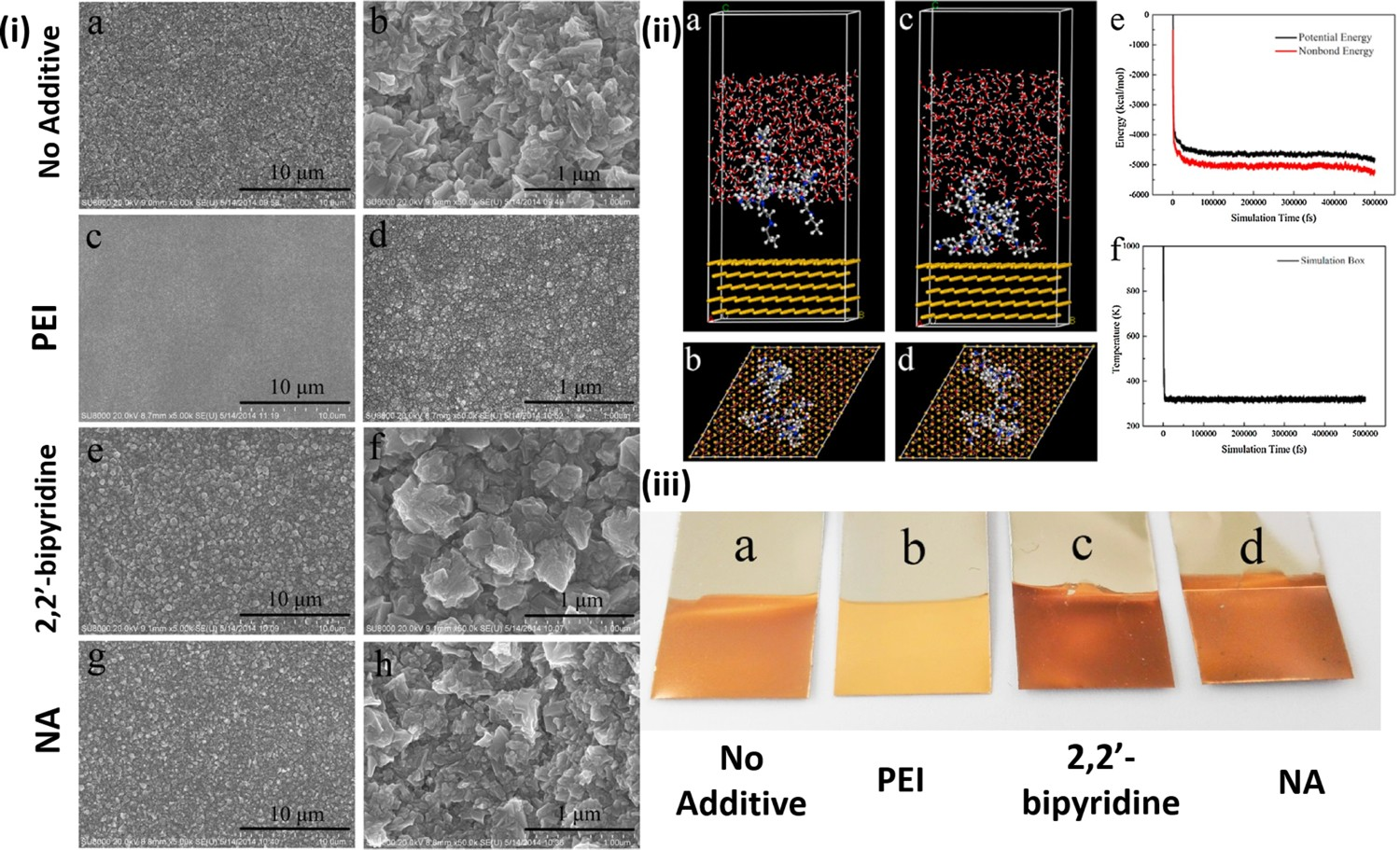
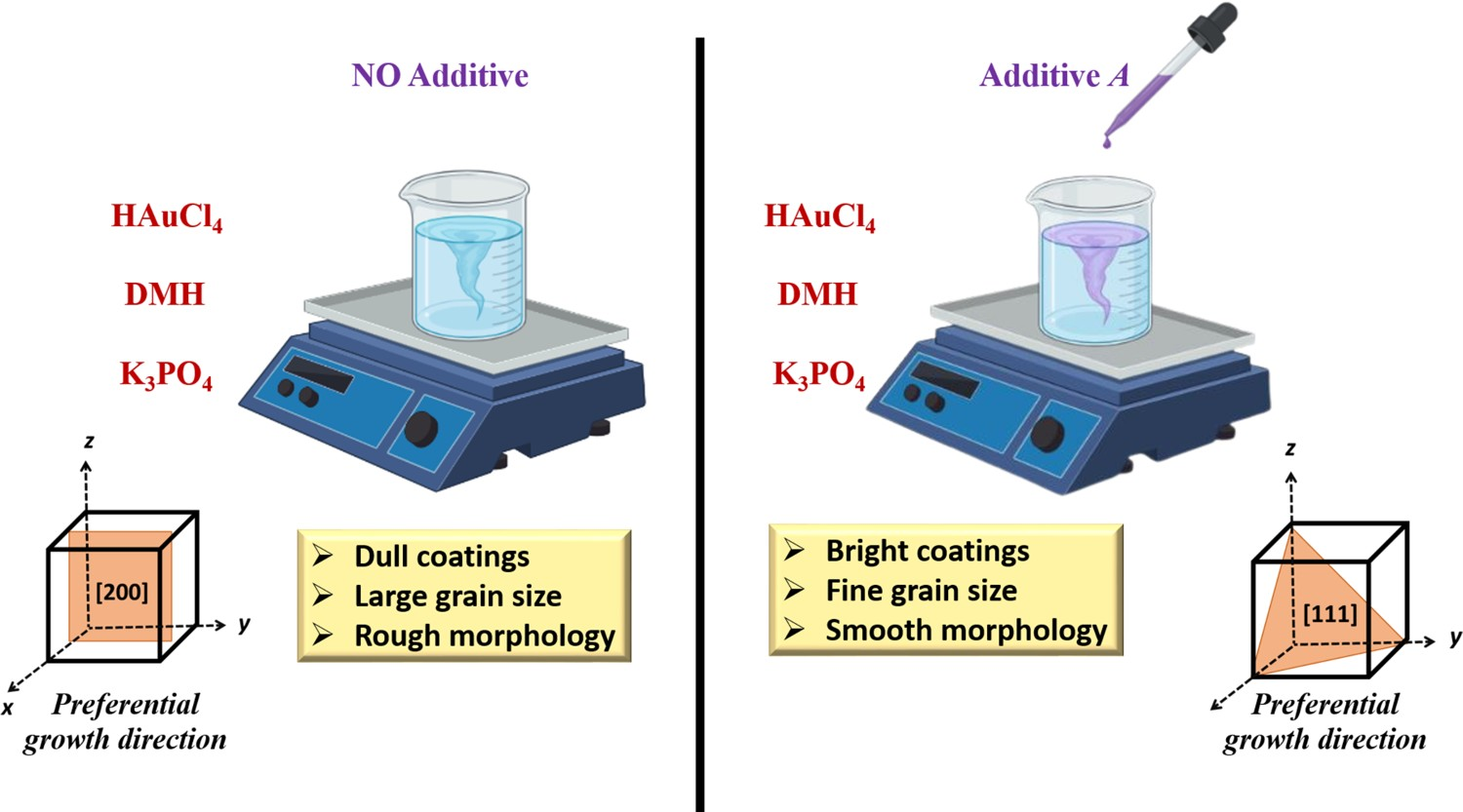
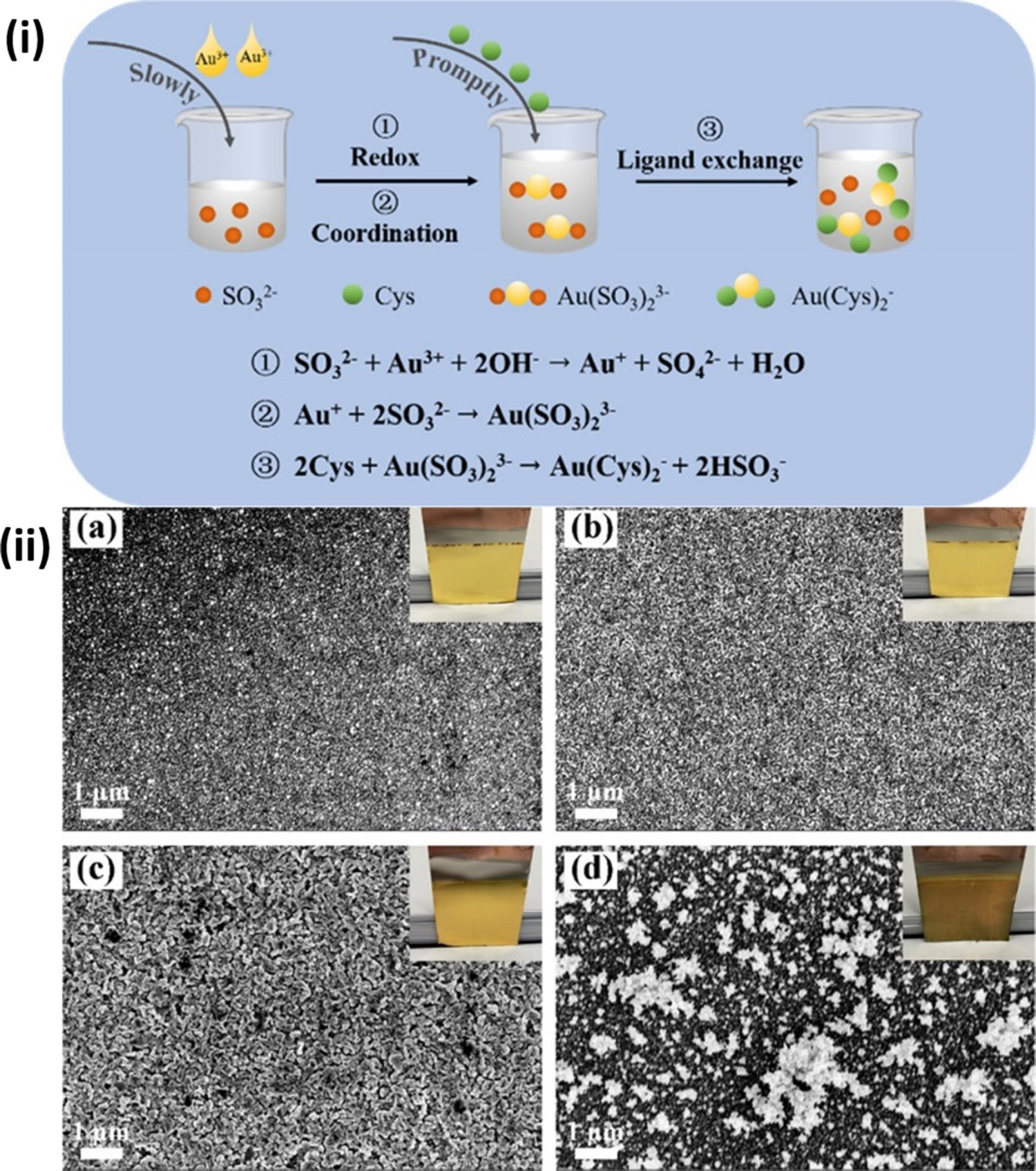
Electrodeposition of gold is carried out either using aqueous solutions or from ionic liquids, both having advantages and limitations of their own. Both of these methods involve the participation of gold complexes in the reaction. Hence, fundamental knowledge regarding the chemical properties of these complexes and their stabilities is essential. With atomic number 79 and atomic mass of 196.96 u, Gold belongs to group 11 of the modern periodic table. The electronic configuration of gold is [Xe]54 4f14 5d10 6s1. Both gold and silver have similar electron configurations, single s electron outside a completely filled d shell, but their redox chemistry has many differences. Gold is very stable in normal atmospheric conditions because it does not react easily with air, sulphur, and most aqueous solutions. Gold does not react with strong acids but dissolves in aqua regia [22,23]. Gold, as a cyanide complex, has the highest stability among all the complexes. Stability deteriorates with the presence of other ligands like thiosulphate, sulphite, thiourea, halides, hydantoins, etc. Stability constants and standard electrode potentials of various Au+ and Au3+ are shown in Figure 5 and Table 1, respectively. Stability constant (Log β) of various gold complexing agents. The standard reduction potential of various Au complexing agents. For carrying out electrodeposition, the stability constant of various complexes of gold is a crucial parameter. The distribution of the various forms of gold ions is determined by the stability constant (β) of the complex. The reduction of gold ions from their complex form during electrodeposition depends upon (i) the stability constants of the complexes and (ii) the concentration of the ligands in the electroplating solution [29]. Gold is deposited from cyanide-based electroplating solutions where gold and cyanide are present as AuCN. As indicated in Table 1, such cyanide-based electroplating baths are exceptionally stable. The stability constant of AuCN is 1038 [30]. However, from an environmental point of view, using these cyanide-based electroplating solutions is a concern. Due to its toxicity, the after-use disposal of the waste becomes a problem. Additionally, it acts as a severe threat to the working staff in those industries where electroplating is carried out using cyanide-based solutions [31]. Electroplating baths prepared from Au2+ are rare. Baths designed from Au+ and Au3+ are abundantly available for gold electroplating [32–34]. Gold in Au+ form is not stable in aqueous solutions and quickly disproportionates to form metallic gold [13,35,36]. Therefore, the baths that are formulated using Au+ complexes are subjected to direct electro-reduction of the complexed species. Consider a reaction between Au+ ion and a ligand L: From the above chemical reaction, the overall stability constant, β, is given by: The magnitude of the stability constant provides an idea regarding the stability of the metal complex in a system. As a result, it affects the electrochemical characteristics of the process. For example, as the value of the stability constant decreases, the standard electrode potential of the complex tends to shift towards more positive potentials (see Table 1). Significantly less information is available regarding the redox chemistry of Au3+ complexes. These complexes have higher stability with carbon, nitrogen, phosphorous, sulphur, and oxygen-donating ligands. Organo-metallic chemistry of Au3+ complexes is essential because most of them have been prepared from organometallic precursors of Au 3+ [23]. Physical and chemical properties of silver [37]. Stability constants (β) and standard reduction potential of various Ag species. Silver and gold are plated using two techniques, (i) electrodeposition and (ii) electroless deposition. Usually, advanced methods like chemical vapour deposition or ion sputtering are used to coat insulators such as glass or ceramics with silver and gold. The classification of the silver plating process based on the plating technique and type of bath is shown in the illustration in Figure 6. Illustration showing the classification of silver deposition technique based on deposition mechanism and type of Ag salt used in the plating bath. For industrial applications, considerable numbers of gold electroplating baths are developed, which are proprietary in nature. For a sound understanding, the classification of gold electroplating can be done based on four factors: (i) type of gold salt used, (ii) deposition mechanism, (iii) bath pH, and (iv) nature of deposit produced. The schematic of the classification is shown in Figure 7. Non-cyanide gold electroplating baths can only be operated at neutral or alkaline pH. At present, only a cyanide-based electroplating bath can be employed to deposit hard gold commercially. Illustration of the classification of gold deposition process based on the type of deposit produced, deposition mechanism, type of Au salt used, and pH of the plating bath. Electroplating and electroless plating are the most widely used techniques for plating metals. Precious metals like gold and silver are also plated using these techniques. Both these methods have their own identity in electrochemistry, having both advantages as well as limitations. Some fundamental aspects of each technique are discussed in this section. Electrodeposition technique Electroplating is one of the most widely used techniques for surface finishing and improving surface quality. Electroplating is also known as electrodeposition. As the name suggests, an electric current is used for depositing material over a conductive surface. When an electric current is passed through the electroplating bath, a thin layer of metal is deposited on the surface of the cathode, also known as the substrate. Electroplating is primarily used to change the physical appearance as well as the properties of an object. The electroplating process enhances the wear resistance, corrosion resistance, and aesthetic appeal of the coated objects. Electroplating is an almost a century-old process with many advancements and developments taking place over the period of time. The first electroplating work was carried out in the early eighteenth century by Italian inventor Luigi Brugnatelli. He used a voltaic cell and a pair of metallic wires to deposit a fine layer of gold over a metallic vessel [42]. After Brugnatelli’s experiments, the process became popular across Europe as the demand for electroplated artefacts increased among the people [43]. The electroplating process uses an electric current to dissolve metal and deposit it onto a surface. The method of electroplating is based primarily upon four essential components, which are shown in the schematic in Figure 8. Primary components of electroplating setup: cathode, anode, electroplating solution, and power source. The amount of current to be applied during the process of electroplating can be calculated from Faraday’s law: When an electrically conductive material is immersed in an electroplating bath, a potential difference is developed between the positive and the negative terminals. The basic schematic setup for the electroplating process, along with all the parts, is shown in Figure 9. Schematic of the basic setup used for the electroplating process. The setup consists of (1) power source/potentio-galvanostat unit, (2) controlling unit/PC, (3) magnetic stirring unit with/without temperature controller, (4) cathode, (5) anode, (6) thermometer, (7) magnetic stirring bead, (8) electroplating bath. The potential difference between the cathode and the anode is changed when an external current is supplied from a power source. The negative and positive electrodes now become polarized. At the surface of the cathode, the concentration of the metallic ions starts to reduce. Eventually, a diffusion layer begins to form near the surface of the electrode. The thickness of the diffusion layer formed in the solution depends on (i) the rate of agitation of the electroplating solution, (ii) the rate of metal ion deposition of the cathode/substrate, and (iii) the temperature of the electroplating solution. The deposition rate depends on the amount of current flowing in the circuit. All the steps occurring during the process of electroplating are schematically shown in Figure 10. (b) Electroless deposition technique Steps occurring during electroplating: (1) Formation of hydrated metal ions from the bulk solution. (2) Movement of ions towards the surface of the cathode through the diffusion layer. (3) Transfer of charge occurring in the double layer. (4) Surface diffusion of metal atom. (5) Crystallization into the coating surface. Electroless deposition is an autocatalytic process where a potential difference is developed across the electrodes immersed in the electroplating solution. The process is further catalysed by various metallic ions, reducing agents, complexing agents, and stabilizers. No external power is supplied to the circuit. The electroplating baths are usually heated for a faster initiation of the reaction. Metallic coatings of copper, nickel, cobalt, gold, silver, and palladium are usually prepared using this technique. The process is widely used for both commercial and well as non-commercial usage due to the following advantages, (i) the thickness of the coating is uniform even on intricate shapes, (ii) since no contact is required, non-conductors like plastics and polymers can also be coated, (iii) the developed coatings have low porosity and, (iv) the cost is minimal as this method needs no power sources [44]. A schematic representation of the electroless deposition is shown in Figure 11. Schematic of a basic setup for electroless plating unit. The marked parts include (1) cathode/substrate, (2) thermometer, (3) electroplating solution, (4) magnetic stirring beads, and (5) magnetic stirring unit with/without temperature controller. Effect of cyanide on human health and environment [47]. Individuals working in various electroplating units are vulnerable to cyanide poisoning. The lack of proper safety measures causes various health hazards like respiration issues, skin irritation, and body poisoning. Compounds containing cyanide ions rapidly act like poison, disrupting the cellular respiration occurring in the body. Once cyanide enters the body, it quickly reacts with cytochrome oxidase. This is the main enzyme that is responsible for cellular respiration. It inhibits oxidative phosphorylation, a process where oxygen is utilized for the production of essential cellular energy sources in the form of ATP. Cellular hypoxia and the depletion of ATP occur, which leads to metabolic acidosis. The reaction of cyanide with cytochrome oxidase causes the blocking of intracellular respiration. This leads to the excessive synthesis of lactic acid in the body. The utilization of oxygen by the tissue occurs, and no fresh oxygen is provided to the cell. This is followed by the impairment of vital functions and may cause fatality [48]. The effect of cyanide on the human body is shown in Figure 12. Hence, cyanide concentration in the environment needs to be kept as low as possible [49]. Schematic showing normal aerobic respiration and anaerobic respiration in the human body. The cyanide addition to the body causes a halt in ATP production during cellular respiration, causing cell death. There can be two alternatives that form the basis for cyanide reduction and control, (1) destruction of toxic cyanide added to the environment by humans and (2) minimizing cyanide emission by replacing its usage with other environmentally compatible alternatives. However, the various processes that are used for the destruction of toxic cyanide from the environment have several limitations like (i) higher maintenance cost, (ii) limited to only lab or pilot scale usage, (iii) carbon fouling, and (iv) incomplete removal of cyanide. As the saying goes, prevention is better than cure, so replacing the cyanide compounds with various non-toxic alternatives is the most suitable method for minimizing the release of cyanide into the environment. The usage of mirror-bright, compact, smooth, and adhesive silver deposits has a history of more than a century. Usually, these coatings are deposited from cyanide-based baths, as they offer consistent deposits at a minimal cost [50]. Unfortunately, cyanide is one of the most toxic chemicals, which brings exceptionally high risks to human health and the environment, primarily when these cyanide-based baths are operated at high temperatures. There are two types of silver electroplating baths (i) cyanide and (ii) non-cyanide-based baths. In this article, various types of non-cyanide silver electroplating baths will be discussed in detail. Composition and operating parameters for typical cyanide-based silver electroplating baths [51]. In the discussed work, two kinds of WE were used. The first one was a Cu-based rotating disk electrode (RDE), to be used for the microbalance sensor, and the other was a thin Au-coated single-crystal quartz. The electrode surface was polished and cleaned thoroughly. In order to avoid any inter-diffusion between the top silver coating and the underlying copper substrate, a nickel layer was deposited using a standard Watts bath [52] (0.17 M NiCl2·6H2O, 0.85 M NiSO4·6H2O, 0.48 M H3BO3). The pH of the Watts bath was maintained at around 5. The electrodeposition of Ni was carried out at a current density of 7.96 mA cm−2 and a temperature of 50°C. For the quartz WE, the Au surface was coated with a Ni diffusion barrier layer deposited from the Watts bath at 50°C and an applied potential of 850 mV. Composition and properties of various reported cyanide-free silver electroplating baths. Composition of the thiosulphate-based baths and the electroplating parameters used for electroplating, as proposed by Volinsky et al. [87]. Effect of concentration of silver salt (AgNO3/AgBr) and current density on the coating quality [87]. A novel thiosulphate-based silver electroplating bath, consisting of other additives like cetyltrimethylammonium bromide (CTAB), 1,4-diazabicyclo[2.2.2]octane (DABCO), and pyridine-3-carboxylic acid (Niacin) was developed by Bangmaya et al. [88]. Ni-coated brass foil was used as WE for the deposition of Ag from the developed bath. Prior to Ni coating, the brass foils were mechanically polished (till 2000 grit size) and then thoroughly cleaned to remove any dirt/grease. Nickel, as a diffusion barrier coating, was deposited from a bath containing 0.989 M NiSO4·6H2O, 0.282 M NiCl2·6H2O, and 0.7278 M H3BO3. Coatings with an average thickness of 4 μm were deposited via DC galvanostatic route. Coatings were deposited both via DC and pulse galvanostatic route. The composition of the bath is shown in the table in Figure 13. The authors have carried out a comparative study of the surface morphology and the mechanical properties of the coatings. Figure 13(i and ii) shows the SEM micrographs and the coating thickness of the coatings that were obtained under DC and pulse conditions. It was observed that with an increase in the current density, there was an increase in the coating thickness. Authors have also reported that even after 10 months of exposure of the coatings to ambient room conditions, there was no change in the appearance as well as the morphology of the coatings, Figure 13(iii). The coatings deposited via the pulse galvanostatic route had a hardness of 196 ± 6.5 and 227 ± 15.6 VHN at current densities of 0.1 and 0.01 mA cm−2, respectively. SEM micrographs and EDS analysis of the coatings deposited under (i) pulse and (ii) DC galvanostatic conditions; (iii) visual appearance of the coatings. Table showing the bath composition and the deposition parameters [88] (the images have been reproduced with due permission from the publisher). Bath composition and operating parameters for sulphite-based electroplating bath [89]. This work established that the sulphite baths for silver electrodeposition have a vast potential for novel and innovative applications. Therefore, a thorough knowledge of the reduction kinetics of sulphite complex was essential from a practical perspective. Valiuniene et al. [90] reported the electro-reduction of silver sulphite complexes using electrochemical FFT impedance spectroscopy. The electroplating bath was prepared using Na2SO3 and Ag2SO4. All the experiments were carried out at room temperature. The EIS measurement was carried out using a three-electrode cell, with Ag|AgCl, KCl electrodes as the reference electrode. The mean duration of silver ad-atoms diffusion was calculated at around 1.56 s. Thiourea (TU) is widely used in the electrodeposition of silver as a brightener, levelling agent, and also as a complexing additive [91,92]. Arvia et al. investigated the smoothening mechanism of TU on the electrodeposition of silver [93]. A TU-based cyanide-free electroplating bath was proposed by Bangmaya et al. [92] for the electrodeposition of an Ag–Cu bimetallic composite coating via a pulse galvanostatic route. Bright Ag coatings with excellent adherence and good electrical contact resistance were deposited from the proposed bath. The metal-complex interactions and reduction mechanism occurring during the electrodeposition process were analysed using linear sweep voltammetry and electrical impedance spectroscopy. There was a globular morphology of the deposits. The authors also proposed a growth mechanism that suggested that there is a growth of the higher index planes at the surface, and simultaneously, the lower index planes gradually vanish. Bath composition and operating parameters of the hydantoin-based electroplating bath developed by Asakawa [94]. Composition of the hydantoin-based silver electroplating bath and the electroplating parameters as reported by Clauss et al. [95]. Bath formulation and electrodeposition parameters, as reported by Morrissey [96]. In one of their works, Pizzetti et al. discussed about the influence of polyethyleneimine (PEI) and 5,5-dimethylhydantoin (DMH) as an additive during the electrodeposition of silver from a cyanide-free bath [97]. The electrodeposition of Ag was carried out in a bi-electrode setup with brass as WE and Ag plate as CE. All the electrochemical measurements (voltammetry studies, standard Hull’s cell test, etc.) were carried out using a three-electrode system, with glassy carbon disk as WE, Pt as CE and Ag|AgCl (in 3.0 M KCl) as RE. They reported that in the presence of both additives. A smooth and bright deposit with a bluish appearance was obtained at a low current density. Further, they also reported that the presence of nitrate ion in the bath broadens the range of current density for effective silver electrodeposition. Figure 14 below shows visual observations of the coatings obtained at various concentrations of PEI. However, the authors did not carry out any analysis regarding the morphology of the coatings. The appearance of the coatings deposited from both the baths with DMH 0.9 M and at various concentrations of PEI [97] (the images have been reproduced with due permission from the publisher). Liu et al. investigated the electrochemical behaviour of the silver-complex a 5,5-Dimethylhydantoin (DMH)-based cyanide-free electroplating bath containing nicotinic as an additive [98]. Electrodeposition of Ag was carried out on polished Cu sheets as WE. The composition of the bath is shown in Figure 15. The chronoamperometry data indicated that there is three-dimensional progressive nucleation of the silver complex and the growth of silver deposit in the plating bath was highly dependent on the applied voltage. Smooth silver coatings with a mirror bright appearance and compact morphology were obtained from the investigated bath. In another work, the authors also studied the influence of microstructure on the anti-tarnish property of the deposited silver coatings from the DMH-based electroplating bath by computational chemistry and then further confirmed by experimental data [99]. Composition of the succinimide-based cyanide-free silver electroplating bath proposed by Hradil et al. [100]. Another succinimide-based silver electroplating bath was formulated by Gan et al. [101], and the effect of pH and current density on the coating morphology was studied. The bath composition is shown in Figure 16 (a). Pure Cu sheets (dimension: 10 × 10 × 3 mm3) were used as WE for the deposition of Ag. Prior to deposition, the WEs were polished with SiC emery paper (grit size 400–1000) and then cleaned by ultra-sonicating with acetone. All the electrochemical studies (CV and chronoamperometry) were carried out in an electrochemical work station in three-electrode configuration. Copper was used as WE, Pt was used as CE and calomel electrode, kept in a supersaturated potassium chloride solution (3.0 M) was used as RE. The nucleation mechanism occurring during the early stages of deposition was also studied. The chronoamperometry data and its comparison with the SH model (Figure 16(d)), showed that the silver nucleation mode was nearly instantaneous and discontinuous in nature. This hypothesis was illustrated by the schematic, shown in Figure 16(b), by the authors. The SEM micrographs (Figure 16(c)) of the coatings obtained at different current densities show that fine grains were deposited at a lower current density. However, with an increase in the current density, there was a severe agglomeration of the silver particles. (a) Composition and electroplating parameters used for the deposition of silver from the succinimide-based bath; (b) schematic showing the deposition steps occurring in the bath; (c) SEM micrographs of the deposited coatings at (i) 0.4, (ii) 0.5, (iii) 0.6 and (iv) 0.7 A dm−2; (d) data obtained using chronoamperometry its comparison with the SH model to predict the mode of nucleation occurring [101] (the images have been reproduced with due permission from the publisher). Commonly used Ionic liquids (ILs) employed for the electrodeposition of silver. Roberta et al. used electrochemical measurements (CV and chronoamperometry) to study the variation in the kinetics and the morphology of silver coatings electrodeposited from an air and water-stable ionic liquid (the 1-butyl-3-methylimidazolium tetrafluoroborate) [117]. Compact, pure, and thin (about 0.3 μm) coatings, with a mirror-bright appearance were obtained from the developed bath containing AgBF4 dissolved in 1-butyl-3-methylimidazolium tetrafluoroborate ([BMImBF4]). The chronoamperometry results showed that the nucleation behaviour followed at room temperature is a mixture of both instantaneous and progressive nature. However, at 200°C the nucleation of silver was progressive in nature. Nanocrystalline silver coatings were deposited via electrodeposition from polyethylene glycol (PEG)-based acidic bath. These coatings were deposited keeping in mind the anti-microbial properties of silver [124]. Nano-crystalline Ag coatings were deposited in galvanostatic conditions (current density = 0.57–2.29 mA cm−2, time = 1800 s), with stainless sheet as WE and Pt sheet as CE. Electrochemical calculations (LSV and CV) were carried out using glassy carbon electrode as WE, Ag|AgCl (in 3.0 M KCl) as RE and Pt as CE. The authors carried out a detailed electrochemical, microstructural and anti-microbial study of the developed bath and the coatings. Electrodeposition was carried out at room temperature at different current densities. The bath composition and the appearance of the coatings obtained at different current densities are shown in Figure 17. The bath composition and the appearance of the coatings obtained at different current densities [124]. The SEM micrographs show that the morphology of the deposited coatings was strongly influenced by the bath composition as well as the deposition parameters (current density and time). When the current density is minimum (Figure 18(a)), a non-uniform morphology consisting of grains of various different sizes was obtained. However, there was a drastic change in the shape and nature of the deposits when the current density was increased to 1.14 mA cm−2. Uniform, compact, and coherent Ag deposits with defined repetitive patterns of acicular crystallite structure (Figure 18(b)) were obtained. Dendrite-shaped morphology was obtained when the current density was further increased to 1.72 mA cm−2 (Figure 18(c)). This change in the shape of the Ag coatings was reported due to the change in the structure of the double-layer during electrodeposition. SEM micrographs of silver coatings deposited from the bath reported bath at different operating parameters: (a) 0.57 mA cm−2, 30 min, (b) 1.14 mA cm−2, 30 min, (c) 1.72 mA cm−2, 30 min, (d) 1.72 mA cm−2, 10 min, (e) 1.14 mA cm−2, 30 min, 0.1 M AgNO3, (f) 1.14 mA cm−2, 30 min, 45°C, (g) 1.14 mA cm−2, 30 min, 55°C, (h) histogram of the particle size distribution [124] (the images have been reproduced with due permission from the publisher). Some commonly used complexing agents like thiosulphate, sulphite, succinimide, PEG, 5,5-dimethylhydantoin, and TU for cyanide-free silver electroplating have already been discussed in the above sections. Other complexing agents occasionally employed for silver electroplating include 2-hydroxy pyridine (HP) [125], uracil [126], HEDTA [127], ammonia [128–130], borates and fluoride solutions [131] etc. Some of these electroplating baths will be elaborated on in this section. Lin et al. [125] reported the occurrence of progressive nucleation in a cyanide-free silver electroplating bath containing 2-hydroxypyridine (HP) as a complexing agent and polyethyleneimine (PEI) as an additive. The bath contains 0.1 M AgNO3, 0.6 M 2-HP, 0.1 M KNO3 and 1 M KOH. The SEM images confirm the formation of a smooth and bright silver deposit in the presence of PEI. A cyanide-free silver plating bath containing uracil as a complexing agent was reported with polyethyleneimine (PEI) as an additive [126]. The morphology, surface finish, and adhesiveness of silver coatings obtained from the reported bath in the absence and presence of PEI were evaluated. Mirror bright coatings with excellent adherence were obtained without a separate strike plating process when PEI was present in the bath. In the absence of PEI, the average grain sizes of the coatings ranged from 100 to 300 nm, and the coatings were rough and dull. However, upon the addition of PEI to the bath, bright coatings with a smooth surface and grain size of 30–80 nm were deposited. The electrodeposition of silver from an ammonium-buffered solution containing N-(2-hydroxyethyl)ethylenediaminetriacetic acid (HEDTA) at various concentrations was investigated [127]. The composition of the bath for each deposition consisted of 0.1 M AgNO3, 0.5 M NH3, 0.1 M NH4NO3 and a varying amount of HEDTA (0, 0.2, 0.02 and 0.002 M). The bath pH was maintained at 10.5. SEM studies revealed that in the absence of HEDTA, very fine and globular crystallites and larger clusters of silver were obtained. However, in the presence of HEDTA in the bath, a compact and levelled morphology with coalesced silver crystallites was obtained. The presence of HEDTA in the electroplating bath gave brightening properties to the coatings and improved the quality of the silver coatings. A large number of proprietary gold electroplating baths have been established and are used industrially. Gold electroplating baths can be categorized into four groups: (1) alkaline cyanide bath [pH >8], (2) acidic cyanide bath [pH <6], (3) neutral cyanide bath [pH 6–8], and (4) cyanide-free gold electroplating bath. The cyanide-free gold electroplating baths can also be further classified into acidic, alkaline, and neutral based on pH values. This article reviews only the cyanide-free aspects of the electroplating baths. The cyanide-based electroplating baths are discussed concisely in this section. In the later part of this section, the composition, operating parameters, and coating properties of many established cyanide-free electroplating baths will be elaborated. Cyanide gold electroplating baths are operated at different pH levels depending upon the usage. As the name suggests, they contain free cyanide ions in excess amounts. Fletcher and Moriarty developed an acidic gold electroplating bath containing auric(III) gold in a cyanide complex form [132]. Ostrow developed an electroplating bath containing aurous cyanide and amine salts as a complexing agent, giving bright gold deposits at an alkaline pH [133]. Ostrow and Nobel proposed an alkali cyanide bath that produced bright and hard gold deposits [134]. Citrate buffers are used to control the pH in the acidic cyanide-based electroplating baths. They are operated at a pH of less than 6. Low-pH cyanide-based electroplating baths produce bright and hard gold deposits and are widely favoured for use in the jewellery industry. Due to their excellent corrosion resistance and excellent adhesion, these electroplating baths have found a wide range of applications throughout the electronics industry for contact surfaces, corrosion protection, bonding surfaces, and special electroforming. Alkaline cyanide gold electroplating baths are relatively more stable and produce bright deposits. But they also have certain limitations. They are not compatible with many of the polymers which are used in the microelectronics industry. The photoresistors and organic laminates get damaged at high-pH and high-cyanide concentrations. Therefore, a lot of effort has been made to develop neutral electroplating baths. The alkaline, soft gold deposits are not acceptable for sliding electronic contacts in telephones where wear resistance is critical. Composition and properties of various reported cyanide-free gold electroplating baths. Gold electroplating using thiosulphate-based complexing agents was first reported in the early ‘90s. But due to the instability of these baths, they were never used for making commercial-grade electroplating baths. When compared to cyanide salts of gold, thiosulphates reported a lower stability constant; the stability constant of the [Au(SO3)2]3− complex is equal to 1026, and that of cyanide complex is 1056 [161]. Despite having higher stability than sulphite complexes, the thiosulphate-based gold electroplating baths were significantly less explored [162]. The primary issue with not using thiosulphate baths was their inherent instability concerning disproportionation. The thiosulphate ions were relatively stable in alkaline pH. However, when the pH was lowered below 8, they readily underwent a disproportionation reaction and formed colloidal sulphur [22]. The disproportionation reaction that occurred is represented as: However, at neutral or mildly acidic conditions, pH ≈ 7.0, protonation of the excess (S2O3)2− occurs, and it forms Inoue et al. reported a novel gold plating bath that uses an electroless technique of deposition. The bath was used for the commercial manufacturing of finely patterned wiring boards. Thiourea was used as a reducing agent, and hydroquinone was used regenerator. Therefore, the reducing agent could be completely recycled. Effect of cation concentration; concentration of thiosulphate and ascorbic acid; thallium, lead, thiourea, and MBT as an additive on the electroless deposition of gold [163]. Composition and operating parameters of the thiosulphate – ascorbic acid electroless gold plating bath developed by Sullivan and Kohl [164]. High-quality gold deposits were obtained from an iodide-thiosulphate system using rotating disk voltammetry. The electron transfer at the cathode was reported to be slow, and the transfer coefficient (α) was found to be around 0.76. The electrochemical reactions taking place at the anode from an iodide-thiosulphate bath were also reported [166]. Semi-bright, smooth, and uniform gold deposits were obtained using an optimized composition of the electroplating bath at an optimized operating condition. A similar kind of gold deposit was obtained using a borate bath [167]. Ando et al. reported a super stable thiosulphate-based gold electroplating bath for advanced wiring board manufacturing [168]. They used a monovalent gold ion as the source of gold, which was stabilized by thiosulphate and sulphite ligands as a complexing agent. Thiourea was used as a reducing agent. Hydroquinone was introduced as a reducing agent regenerator. This regenerator's function was to recycle the oxidized products from the reducing agent back to the original thiourea. Therefore, coatings with exceptionally high quality were obtained from the modified bath at stable plating conditions. Sulphite complexes were for gold electroplating since the mid-1800s. Most of the electronic industries used sulphite-based gold electroplating baths as an alternative to conventional cyanide-based baths. In microelectronic and optoelectronic industries, the use of sulphite-based electroplating baths was preferred over cyanide-based baths. Due to their higher throwing power than cyanide baths, sulphite baths produced gold bumps with excellent shape, uniform thickness, and minimum surface roughness. Additionally, the coatings had a minimum or no under-plating [35]. Gold sulphite baths could deposit smooth, bright, and ductile pure gold deposits. Both high- and low-carat gold alloys were deposited from sulphite-based electroplating baths. The deposits obtained had higher ductility than those obtained from traditional cyanide baths [15]. Additionally, sulphite-based baths have excellent micro-throwing power. The sulphite-based gold electroplating baths were found to be more stable under alkaline conditions than in acidic conditions. There was no delamination of the coatings when plating was carried out at a pH level above 10 [169,170]. Most sulphite-based baths generally operate in the pH range of 9–11 for better bath stability and to satisfy the resist compatibility requirement. In the sulphite-based bath, gold is present in the form of A sulphite ion, depending upon pH, also decomposes according to the reaction shown below and results in the formation of hydroxyl ions. The equilibrium of the above reaction tends to shift towards the right side, at a pH of 7.0, thus releasing SO2. Hence, to avoid bath instability, most commercially used sulphite-based electroplating baths are either operated at pH greater than 8 or contain necessary additives that stabilize the bath. Composition of the sulphite-based gold electroplating bath developed by Watanabe et al. and the plating parameters [171]. Horkans and Romankiw investigated the kinetics of gold electrodeposition from Au(I) sulphite solutions at an alkaline pH range [172]. They used cyclic voltammetry and single potential step methods to study the deposition kinetics. After that, numerous works have demonstrated the suitability of sulphite baths to fabricate components for microelectronics, optoelectronics and MEMS field. Sulphite-based baths are also used for coating of dental implants and components for bio-sensing usage [173]. However, sulphite-based electroplating baths have one major limitation. These baths usually became unstable under acidic or neutral pH conditions. Several efforts have been made to stabilize these baths at lower pH by introducing suitable stabilizing agents. From a process control perspective, the use of these additives is undesirable. However, a few sulphite-based electroplating baths have been developed that can be operated at near-neutral pH. Morrissey developed a versatile sulphite-based gold electroplating bath that worked even at lower pH levels. When the pH was lowered below 6.5, sulphur dioxide was released at a controlled rate during operation. The excess sulphite allowed the specific gravity to be maintained, minimizing sulphate formation [174]. Cardoso et al. also developed Au(I)-sulphite bath and claimed that the addition of formaldehyde improved the bath life to almost 600 days. On the contrary, they also reported a reduction in the maximum cathodic current with an increase in the concentration of formaldehyde in the bath [175]. Sometimes, various additives are added to the electroplating baths to modify or enhance the coating properties. Arsenic (As) is generally used as a brightening agent in gold sulphite baths. Apart from that, As also plays a significant role in modifying the hardness of coatings, microstructural properties, and stress levels [176]. Similarly, thallium is also used as an essential additive, which is often used to refine the deposits’ grain size. The influence of thallium concentration on the hardness of the deposits and their stress level has also been investigated. Numerous works have reported the influence of the plating conditions on the level of stress in the deposits. By carefully manipulating the current density, temperature, and concentration of various additives in the electroplating bath, it is possible to obtain stress-free gold deposits [177]. Most of the sulphite-based electroplating baths used sodium or potassium compounds. However, the deposits obtained from an ammonium sulphite bath report the presence of very low roughness and stress, even without the presence of any extra additive. Gold electrodeposition using sulphite-based bath has a long history; still, there is very little literature available regarding the mechanism occurring during the deposition. At higher pH (>9), a single-step reduction seems to occur [178]. But at lower pH, a variety of reduction mechanisms have been proposed [179,180]. These mechanisms are complicated and usually involve a series of coupled chemical and electrochemical steps. The significance of the various adsorbed species and the formation of a passive sulphur film on the gold coating during the electroplating process can be interpreted from the Raman spectroscopy and electrochemical data [181]. Bath composition and operating parameter by Osaka et al. [182]. They reported that the proposed mixed ligand-based electroplating bath was extremely stable even without any stabilizer. The bath produced gold deposits with sufficiently low hardness, suitable for use in microelectronic applications. They also reported that the addition of thallium ions was responsible for reducing the hardness of the coating. Composition of mixed ligand electroplating bath and operating conditions [185]. In this bath, As or Tl was added to reduce the roughness of the coatings and to minimize stress. Dilute H2SO4 or NaOH/KOH solutions were added to the bath to adjust the pH. In 2005 Gamini et al. [27] made a detailed study regarding the interaction of Au+ with a mixed thiosulphate-sulphite ligand system using hydrodynamic voltammetry, gold potentiometry, UV-Vis spectrophotometry, and Raman spectroscopy. Raman studies showed that there was no interaction between the thiosulphate and sulphite ligands. More recently, thiourea and its derivative compounds have been used as reducing agents for gold electroplating baths. These electroplating baths with TU as reducing agents also require stabilizers to make the bath stable and usable for commercial purposes. Ethylenediaminetetraacetic acid (EDTA), triethanolamine (TEA), and nitrilotriacetic acid (NTA) are some of the industrially established compounds which serve the purpose of stabilizing agents [186]. In 1991, Kato et al. suggested a cyanide-free gold electroplating bath with TU as a complexing agent [187]. However, later the bath was improved by adding hydroquinone, which served as a stabilizer and helped in the regeneration of TU in the bath [188]. The composition and the operating parameters of both the basic and the improved version of the TU-based electroplating baths are shown in Table 21. In this system, the TU undergoes a reduction reaction to form a radical intermediate (NH)(NH2)CS; then, urea is formed as the final major product along with dicyandiamide. The radical intermediate reacts with the dissolved oxygen in the electroplating bath to form formamidine sulphinic acid (NH2)2CSO2. The formation of formamidine sulphinic acid is responsible for bath instability. Hydroquinone is present in the improved electroplating bath as a stabilizer. It reacts vigorously with the radical intermediate, and the formation of any undesirable compound does not occur. The chemical reaction between hydroquinone and the radical intermediate aid the regeneration of TU in the electroplating bath. This gives the bath a unique property of its own. The reactions occurring in the basic and improved bath are shown in Figure 19(a,b), respectively. The reaction occurring in the bath developed by Kato et al. [187] (a) Basic bath without any additive and (b) Improved Bath with hydroquinone as additive. The use of 5,5-dimethyl hydantoin (DMH) has also been reported as an alternative to cyanide. DMH-based baths had certain advantages like low cost, better stability, and compatibility with other components. It was found that the presence of DMH as a complexing agent significantly improved the sulphite-based bath for co-deposition of Au-Sn alloy [189]. As a complexing agent, DMH was employed for electrodepositing pure gold [190–193] as well as hard gold [194]. However, DMH-based electroplating baths required certain additives to play the role of a brightener. Gold electrodeposited from the DMH-based electroplating bath appeared dark and dull when there was no additive present. Such coatings could not be used for decorative applications. Nitrogen-containing organic compounds were often used as additives [30,178,195–198]. Thallium helped in improving the hardness of the deposited coatings by refining the grain size [199]. However, the use of thallium should be kept as low as possible because it is neurotoxic. Polyethyleneimine (PEI) was also reported as an effective additive instead of thallium [200,201]. A novel cyanide-free electroplating bath consisting of DMH, NaAuCl4, CoSO4·7H2O, and citric acid (C6H8O7·H2O) was formulated by Gong et al. through a series of orthogonal experiments. The developed bath was used for the deposition of hard gold for use in microelectronic applications [194]. Theoretical studies are the new alternatives used for the determination of alternative complexing agents that yield the appropriate results. Xuefeng et al. [190,191] carried out quantum chemical calculations based on density functional theory (DFT) to determine the appropriate gold source for DMH-based gold electroplating bath based on the charge distribution of 5,5-dimethylhydantoin (DMH) and the bonding energy of gold complexes. Gold coatings were deposited on a Ni-coated copper substrate via galvanostatic route (current density: 8 mA cm−2 and time: 5 min) at different concentrations of DMH. Nickel was deposited over Cu as a diffusion barrier layer. In the absence of DMH in the bath, reddish brown coatings with a rough surface and severe pitting were obtained. The coatings lacked a golden appearance (Figure 20(i)). However, with the addition of DMH, smooth and compact deposits with finer crystal sizes were obtained. The SEM micrographs, in Figure 20(ii), show that the grain size of the coatings decreased with an increase in the concentration of DMH in the bath. However, upon increasing the concentration of DHM beyond 0.3 mol L−1, there was not much difference in the grain size. Therefore, the optimum concentration of DMH in the developed bath was determined as 0.30 mol L−1. (i) Visual appearance of the gold coatings deposited from the bath with and without DMH. (ii) SEM micrographs of the coating deposited with different concentrations of DMH (a) 0.1 mol L−1, (b) 0.2 mol L−1, (c) 0.3 mol L−1, (d) 0.45 mol L−1 and (e) 0.6 mol L−1 [190,191] (the images have been reproduced with due permission from the publisher). The authors also studied the role of PEI on the electrochemical behaviour of DMH-based cyanide-free gold electroplating bath [201]. The chronoamperometry results show a three-dimensional (3-D) progressive nucleation occurring in the selected system, both in the absence and presence of PEI. Gong et al. reported deposition for bright gold coatings from a cyanide-free DMH-based electroplating bath containing Au (III) and Au (I) ions [192]. The bath composition and the pH variation used for the deposition of samples from baths containing Au (III) and Au (I) ions are shown in Figure 21(c). Deposition of Au was carried out in a two-electrode setup with Cu as WE and Pt as CE. The authors also studied the effect of pH on the surface morphology of the coatings, visual appearance, mode of nucleation, and hardness of the coatings. Figure 21(a,b) shows the microstructure and visual appearance of the coatings obtained from the baths containing Au (III) and Au (I) at different pHs. (a) SEM micrographs of the coatings deposited from the DHM-based electroplating baths containing Au (III) and Au (I) ions at different pH; (b) visual appearance of the coatings; (c) effect of pH on the appearance, hardness, and mode of nucleation occurring [192] (the images have been reproduced with due permission from the publisher). A combined approach involving DFT, MD simulations, and electrochemical experiments was used to study various potential organic additives for a cyanide-free gold electroplating bath. 5,5-dimethylhydantoin (DMH) was used as the complexing agent in the bath, and organic additives with either imino groups or nitrogenous heterocyclic rings (PEI, 2,2′-bipyridine, and NA) were selected for the study [200]. Gold electrodeposition was carried out under DC galvanostatic condition (current density = 8 mA cm−2) in different electroplating baths. However, the cathodic polarization studies were carried out in an electrochemical workstation with a three-electrode setup. Au-RDE was used as the WE, saturated calomel electrode (SCE) was used as RE and Pt foil was used as CE. Quantum chemical calculations based on DFT were carried out to study the electronic properties and orbital information of these additives. For the DMH-based gold electroplating bath, it was predicted that PEI is the most suitable and promising organic additive. Additionally, the MD simulations showed that PEI molecules had ab optimized adsorption behaviour over the gold surface (Figure 22(ii)). Therefore, PEI could be considered as an ideal additive in the development of a DMH-based cyanide-free gold electroplating bath. This theoretical prediction was further verified by experimental data. The electrochemical data showed that the cathodic polarization of the process significantly improved in the presence of PEI in the electroplating bath. Apart from that, the deposited gold coatings showed a fine crystalline particle (Figure 22(i)). The visual observation of the coatings deposited using different organic additives is shown in Figure 22(iii). In the presence of 2,2′-bipyridine and NA, coatings with a dark brown appearance were obtained. However, upon the addition of PEI, bright golden coatings were deposited. (i) SEM micrographs of the Au coatings deposited from the bath with and without various organic additives; (ii) the MD simulation boxes and the simulation energy and temperature vs. time curves for PEI on Au (111) surface; (iii) coating appearance in the absence and presence of various organic additives [200] (the images have been reproduced with due permission from the publisher). Another DMH-based gold electroplating bath containing 0.03 mol L−1 HAuCl4 as the main gold salt, 0.5 mol L−1 DMH as a complexing agent, 0.2 mol L−1 K3PO4, 3.5 mmol L−1 additive A as a brightening agent was formulated [193]. The bath pH was maintained at 9 using KOH solution. Electrodeposition was carried out under galvanostatic conditions (1 A dm−2 for 600 s) using two different baths: with and without additive A. Electrochemical workstation with platinized Ti sheet (dimension: 2.5 cm × 2.5 cm) as CE and Ni coated Cu sheet (dimension: 1 cm × 1 cm) as WE were used to carry out electrodeposition of Au from the developed bath. The Ni under-layer was deposited prior to Au deposition to stop the post-deposition diffusion of Cu from the substrate into the Au layer. The analysis of the chronoamperometry data indicated that the gold from the developed bath nucleates via 3D progressive nucleation over the gold electrode, and this nucleation mode is not influenced by the addition of additive A in the bath. In the presence of additive A, bright gold deposits were obtained, and also the preferred growth orientation of electrodeposits changed from [1 1 1] direction to [2 0 0] direction. The schematic illustration for the discussed system is shown in Figure 23. Illustration showing the effect of additive in the DMH-based gold electroplating bath proposed by Yang et al. [193]. Organic compounds containing electron-negative oxygen and nitrogen atoms are the most suitable ligand species for gold ions [202–205]. Sun et al. [206] reported electroplating of gold from a cyanide-free electroplating bath containing hypoxanthine as an additive. It was also reported that Au3+ forms a stable complex with the N atoms in the presence of tetraphenylporphyrin (THP) [207]. Yang et al. reported that THP and Au3+ form a highly stable electroplating bath when present in a molar ratio of 2:1 [203]. Silvana et al. investigated a gold electroplating bath containing mercaptotriazole as the primary complexing agent. The developed electroplating bath was highly stable, and there was no decomposition of the bath, and no precipitation of elementary gold occurred. After obtaining a super stable electroplating bath, they carried out detailed investigations to optimize the plating conditions for obtaining gold coatings with an aesthetic appearance that could be used for decorative gold plating. The results obtained were compared with the quality of gold plating obtained from the classic cyanide electrolyte [208,209]. Comparison of the decorative gold coatings deposition parameters from a standard cyanide electroplating bath and Au-Mercaptotriazole bath. Thiomalate complexes were used in gold electroplating baths as the sodium salt of gold thiomalate (C4H4AuNaO4S or C4H3AuNa2O4S). Gold thiomalate complexes have excellent stability and are generally used for obtaining gold-tin alloys [210]. Lei et al. [211] proposed a novel method for the preparation of an HAu(Cys)2 compound by ligand exchange reaction. The obtained cysteine-based compound is the major complexing agent used for the formulation of a cyanide-free gold electroplating bath by replacing the cyanide-based complexing agent. The electrodeposition of Au, using the formulated bath, was carried out in a two-electrode setup with Ni-coated Cu sheet as WE and Pt as CE. Fine-grained, compact, and pure gold coatings are obtained from the developed bath (composition: 6.1 mM HAu(Cys)2, 12.2 mM Cys, and 89.3 mM KOH) via galvanostatic deposition at four current densities (2.5, 5, 10, and 20 mA cm−2) for 5 min. The protocols followed for the preparation of HAu(Cys)2 compound is shown in the schematic in Figure 24(i). The surface morphology and the visual appearance of the deposited coatings are shown in Figure 24(ii). (i) Schematic showing the protocols followed for the synthesis of HAu(Cys)2 compound. (ii) SEM micrographs of the coatings obtained at current density of (a) 2.5, (b) 5, (c) 10, and (d) 20 mA cm−2) for 5 min. Insert images show the visual appearance of the coatings [211] (the images have been reproduced with due permission from the publisher). This review article provides a recapitulation of the various types of electroplating baths employed for the deposition of silver and gold, as well as the alloys of both with various other metals. The cyanide-containing electroplating baths, with silver and gold present as cyanide complex as the primary source of metal ion, have served the purpose of commercial usage for many years, with various applications in the electronics and jewellery industry. However, these cyanide-containing systems that are a threat to the environment, as well as other living creatures, have come to the forefront in recent years. Consciousness regarding the use of toxic materials has led to the development of eco-friendly alternatives. The electroplating baths discussed in this article have minimum toxic elements, and they can be used without any threat to the ecosystem. Among the electroplating baths discussed, some are being used commercially, and some are still used on a small scale. Thiosulphate and sulphite-based electroplating baths, in the presence of various organic additives, produce uniform, compact and mirror-bright silver coatings. The succinimide-based and ionic liquid-based baths are still under investigation and yet to be commercialized. Gold electroplating baths containing sulphite and thiosulphate salts as the principal complexing agent are used for both electrolytic as well as electroless plating. On the contrary, the mixed ligand systems containing both thiosulphate and sulphite are more stable and can be used for the deposition of soft gold. The mercapto triazole-based electroplating baths produce gold coatings suitable for aesthetic use. Apart from the baths discussed in this article, there is still scope for developing more systems for the cyanide-free electroplating of silver and gold.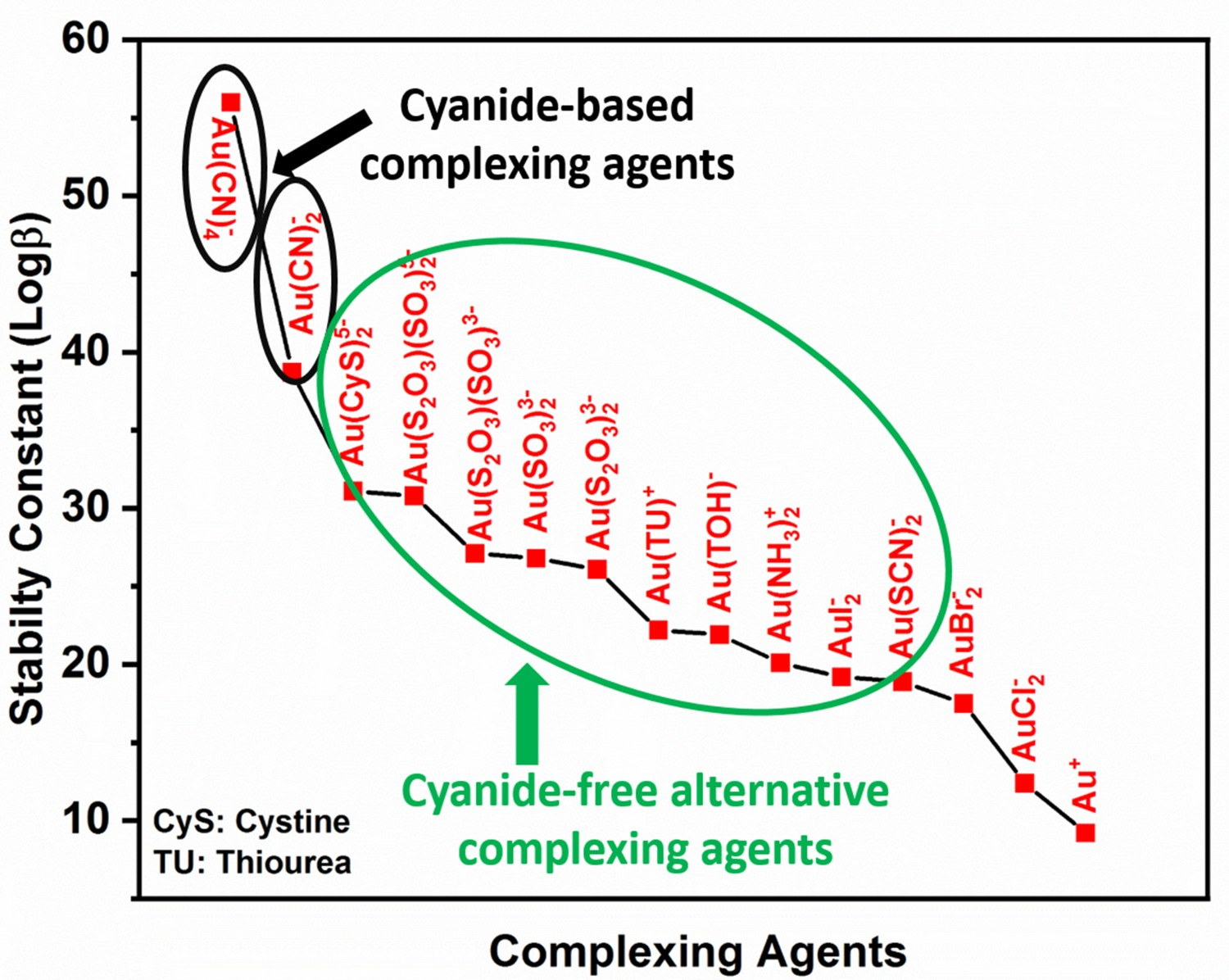

Chemical properties of silver and silver complexes
Classification of plating techniques and electroplating baths
Fundamentals of electroplating and electroless plating of gold and silver

Health and environmental concerns due to the use of cyanide baths
Different types of silver electroplating baths
Cyanide-based silver electroplating baths
Non-cyanide silver electroplating baths
Thiosulphate-based silver electroplating bath
Sulphite-based silver electroplating bath
Thiourea-based (TU) silver electroplating bath
Hydantoin-based silver electroplating baths
Succinimide-based silver electroplating bath
Ionic liquid (IL) based silver electroplating bath
Polyethylene glycol (PEG) based silver electroplating bath
Other baths
Different types of gold electroplating baths
Cyanide-based gold electroplating baths
Non-cyanide gold electroplating baths
Thiosulphate-based gold electroplating baths



Sulphite-based gold electroplating baths



Mixed sulphite-thiosulphate bath
Thiourea (TU) bath
Dimethyl hydantoin (DMH) based gold electroplating bath
Other baths
Conclusion
Footnotes
References