
Abstract
The investigation results of alloys of the Ni–Si–Be system with a various content of Si and Be are presented. Two low-melting eutectics with melting temperatures of the order of 1100 and 915°C have been found out by the methods of differential thermal and X-ray phase analysis and metallography. Two alloys have been selected for the development of brazing filler metals: Ni–5Si–3Be and Ni–6Si–5Be alloys. Three phases have been shown to be components of the binary and ternary eutectics in the Ni–Si–Be system from the side of the nickel angle of the phase diagram. A Ni–5Si–3Be ribbon and fragments of the Ni–6Si–5Be ribbon have been obtained from the selected alloys by rapid quenching. Filler metal of the Ni–5Si–3Be system has been used for brazing samples of the 12Cr21Ni5Ti austenitic–ferritic corrosion-resistant steel at 1150°C for 30 min.
Introduction
In the manufacture of critical elements of the energy-intensive technical equipment, designers are faced with the problems of obtaining reliable permanent joints with improved operational characteristics. The use of high-temperature brazing makes it possible to obtain such joints.
The problem of joining corrosion-resistant steels has arisen with the manufacture of the nozzles of liquid rocket engines, cellular and lattice panels, as well as plate heat exchangers. Currently, when using brazing filler metals containing boron, borides having low plastic properties, which may lead to the destruction of the brazed construction under operation, form in the brazing zone [1]. So, the task of developing boron-free brazing filler metals is important.
The problem to exclude boron as an important depressant comes to finding elements which will significantly lower the melting point of the alloy. The study of the alloy phase diagrams has shown a prosperity to use beryllium in the nickel-based filler metals instead of boron. In this regard, the problem has arisen to study phase equilibriums in the Ni–Be–X ternary systems that have not been thoroughly studied.
It is well known that beryllium is appreciably soluble in nickel at high temperatures [2]. It forms eutectic at its content of 23.8 at.-% melting at 1150°C and being a mixture of the solid solution of beryllium in nickel (α-phase) and a low ductile BeNi intermetallic compound (β-phase) [3].
It is necessary to emphasise that during the brazing of the steel by the filler metal containing beryllium, the formation of intermediate phases worsening the properties of the brazed joint as in case of using boron-containing filler metals is not observed. In cooling the alloys containing beryllium, the second phases form not only on the boundaries of grains but also inside them due to the decrease of solubility, which has a positive effect on the mechanical properties of the alloys. Studies of various alloys containing beryllium showed that they had sufficiently high specific strength and corrosion resistance [4].
Analysing all the advantages and disadvantages of the influence of beryllium on the properties of the brazed joint, it can be concluded that the study of nickel alloys containing this element is an extremely important direction and can solve a number of problems that arise when boron-containing filler metals are used in brazing of corrosion-resistant steels [5].
It should be noted that working with beryllium, it is necessary to meet the safety requirements described in sanitary rules, as along with very valuable technical properties of beryllium and its compounds the last ones, especially beryllium oxides, have pronounced toxic properties. The greatest danger for the human body is the use of alloys with a high content of beryllium in the form of a fine oxide powder.
The main objective of the work is to develop new low-melting compositions based on the Ni–Si–Be system and obtain a final product in the form of a flexible ribbon by rapid quenching of the melt [6].
Experimental installations and technique
The ligature Ni-6% Be (in wt-%) and silicon of the technical grade KR00 (the percentage of the elements in the alloys is given in weight percents) were used as the initial charge materials to manufacture ingots. Ingots of various compositions with a mass of 20 g were melted in an arc furnace with a non-consumable tungsten electrode in an argon atmosphere. After the melting, the samples were annealed in the SSHVE-1.2.5 resistance furnace for 6 h at a temperature of 950°C and in a vacuum of 10−5 mmHg to homogenise their composition and eliminate the segregation formed in the arc remelting.
The microstructure of samples of the Ni–Si–Be system alloys was studied by a scanning electron microscope JEOL JSM-6610LV.
To determine the melting ranges of alloys of the Ni–Si–Be system, a differential thermal analysis (DTA) carried out by the SDTQ600 thermal analyzer was used. The heating and cooling rate during the measurements was 10°C min−1. All curves of the DTA are shifted along the vertical axis for clarity.
The phase composition of the samples was studied by the X-ray diffractometer Bruker D8 Discover with the use of the ICDD PDF-2 international database of X-ray data.
The measurement of Vickers microhardness was performed using the digital microhardness tester Future-Tech FM-800. The loading rate was 50 mm s−1, the load per indenter was 100 g, and the dwell time for the load was 20 s. The hardness was studied using a digital instrument for measuring the hardness by the Rockwell method of the indentation of a diamond cone with an angle of 120° and a load of 600 N.
The rapidly quenched ribbon was obtained by quenching the melt on a rotating copper disc using the installation Crystal-702 [7].
To braze samples from the austenitic corrosion-resistant steel 12Cr18Ni10Ti, the vacuum furnace Xerion Advanced Heating was used. The holding time at the brazing temperature of 1150°C and the vacuum of 10−5 mmHg was 30 min.
The tensile mechanical properties of brazed cylindrical samples were determined using the two-column universal testing machine QUASAR 50, of which the maximum force is up to 50 kN.
Results and their discussion
Study of the structure of the Ni–Si–Be system alloys
For the high-temperature brazing of materials, filler metals are usually chosen with parameters of melting and the holding time that do not worsen the structural-phase state of the brazed materials, i.e. with the minimum melting point and the maximum fluidity [8]. From this viewpoint, eutectic alloys having the minimum melting point in the chosen system and the best fluidity are of the most interesting.
From the analysis of the binary systems of Ni–Si and Ni–Be presented in Figure 1, it is seen that the most low-melting alloys (eutectic) are close to the composition of Ni–(4-6)Si–(3-5)Be. Therefore, the following compositions presented in Table 1 were selected for the study of the influence of alloying by beryllium and silicon on the structural-phase state of binary alloys.
Ni–Si and Ni–Be phase diagrams. Nickel alloys with a various content of Si and Be.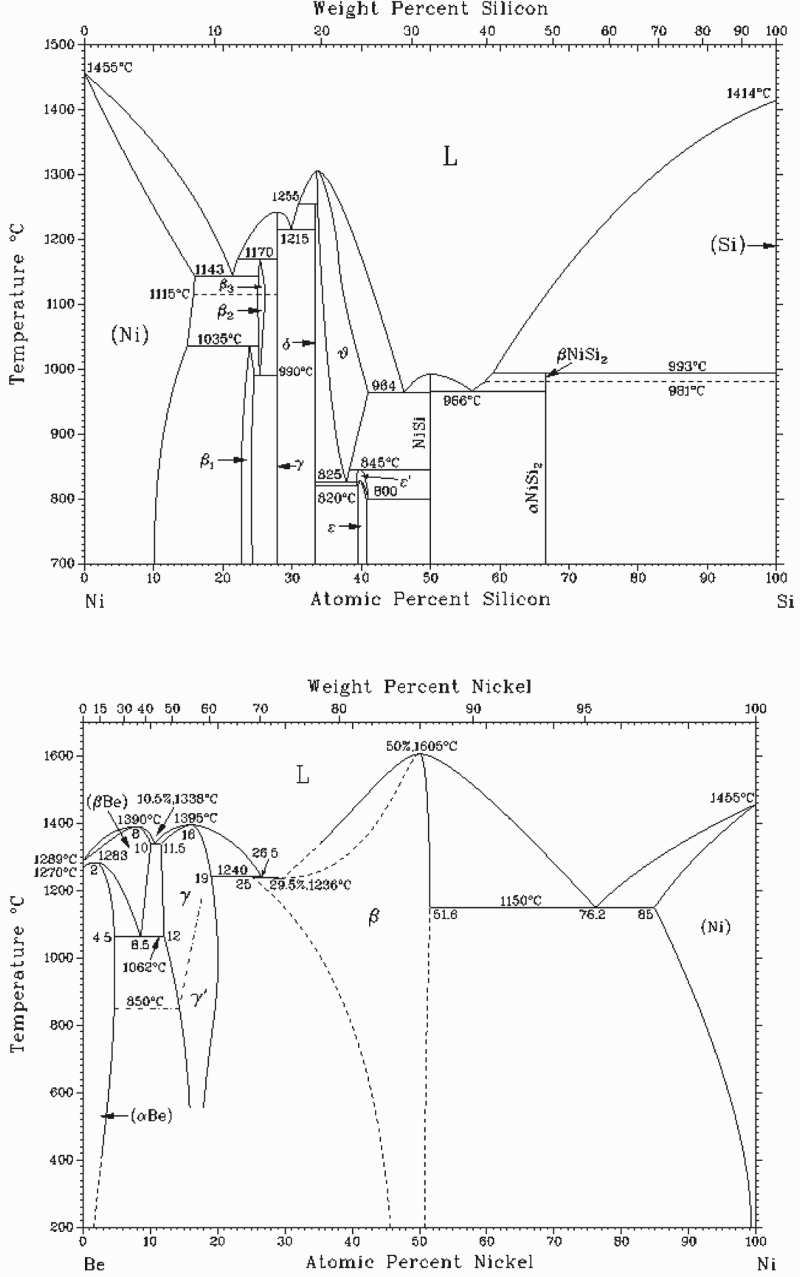
These alloys were selected in such a way as to cover the area of compositions close to a supposedly ternary eutectic.
The alloy Ni–4Si
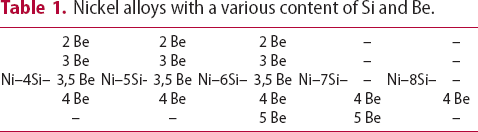
To investigate the influence of beryllium on the temperature and the melting range, alloys with a constant content of Si were manufactured. An analysis of the microstructure of alloys showed that the alloy Ni–4Si–2Be with the minimum content of beryllium, as shown in Figure 2, has the structure of a solid solution with a eutectic in the interdendritic area.
The microstructure of nickel alloys with 4% of Si and a various content of Be.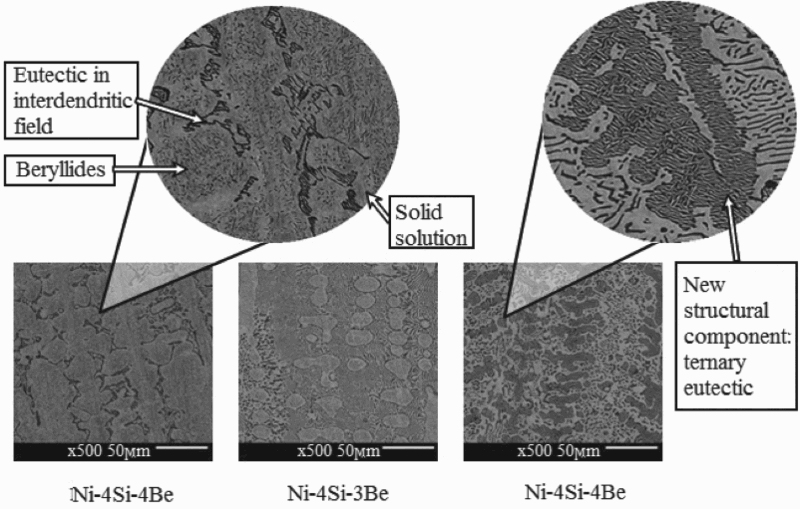
Owing to the decrease in the solubility of beryllium and silicon in nickel with a decrease of the temperature, the release of a needle phase, of which the morphology is similar to that of beryllides, is observed in the solid solution. The volume of the eutectic phase in the structure of the Ni–4Si–3Be alloy exceeds the volume of the solid solution, which was not observed in the alloy with 2% of Be.
The formation of a new structure having a finely dispersed structure of the eutectic type is observed in the alloy with 4% of beryllium. This is presumably a ternary eutectic. It is important to point out that the solidus temperature of this series of alloys remains constant with a change in the quantity of beryllium and is 1125°C (under heating) and 1117°C (under cooling).
The alloy Ni–5Si
An analysis of the microstructure of alloys of the Ni–5Si system with various beryllium concentrations presented in Figure 3 showed that at 2% of Be the structural component of the solid solution with a small amount of eutectic is predominant by analogy with the Ni–4Si–2Be alloy. The quantity of this eutectic increases with the content of beryllium from 2 to 4% and the thermal effect associated with crystallisation/melting of the eutectic also increases. The results of a DTA presented in Figure 4 confirm the presence of the expected thermal effect associated with phase transition in the temperature range of 885–985°C. This is due to the formation of a new eutectic component having low temperatures of phase transformation.
The microstructure of nickel alloys with 5% of Si and a various content of Be. DTA of the alloys: Ni–5Si–2Be, Ni–5Si–3Be, Ni–5Si–3.5Be and Ni–5Si–4Be.
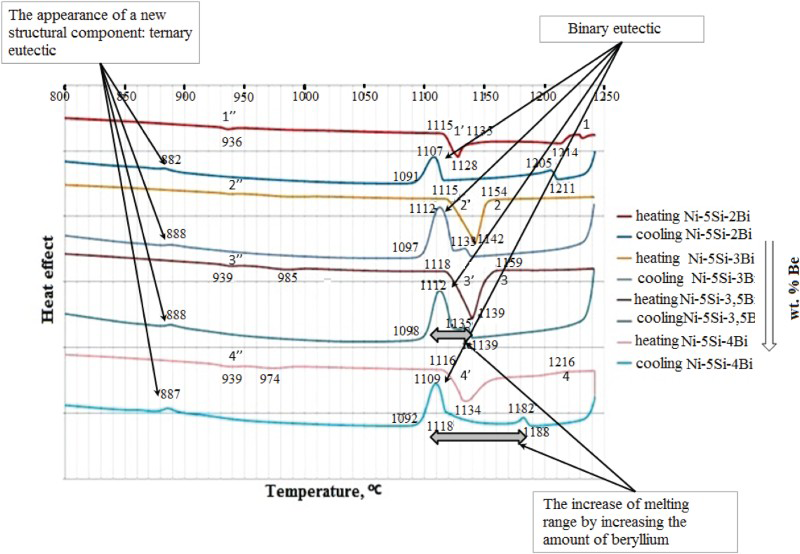
At that, as in case of the Ni–4Si–4Be alloy, a fine ternary eutectic can be observed in the structure. The solidus temperature of this series of alloys also remains constant in changing the amount of beryllium and is equal to 1115–1118°C (in heating) and 1107–1112°C (in cooling).
For the alloys with 5% of silicon, the melting range increases with the content of beryllium from 3.5 to 4%. This is due to a decrease in the quantity of a binary eutectic (1107–1112°C) and formation of a ternary eutectic (880–936°C), along the border of which there is crystallisation of a solid solution that increases the melting range (Figure 4).
The alloy Ni–6Si
Figure 5 shows the results of a DTA of alloys with a silicon content of 6% and a variable content of beryllium, and Figure 6 presents the alloy microstructure. It is easy to conclude from the analysis of these data that the microstructure of the alloy of the Ni–6Si–5Be system is almost fully eutectic and has a needle structure, the low-temperature triple eutectic melting in the temperatures range of 933–944°C. However, a large melting range is still observed in the thermogram that is associated with the presence of some amount of the solid solution in the alloy.
A DTA of the Ni–6Si–2Be, Ni–6Si–3Be, Ni–6Si–3.5Be, Ni–6Si–4Be and Ni–6Si–5Be alloys. The microstructure of nickel alloys with 6% of Si and a various content of Be.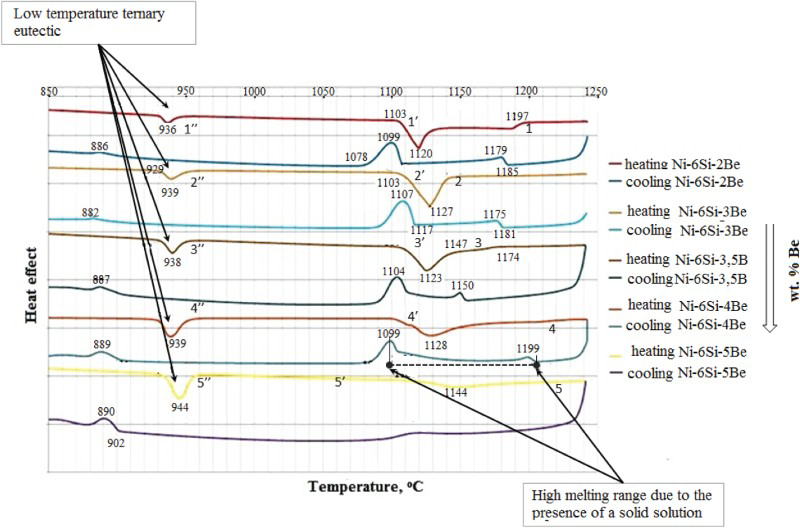
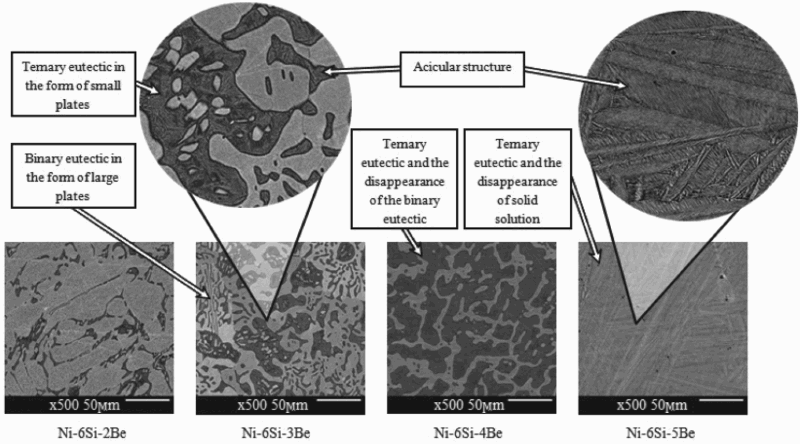
It is necessary to point out that the same regularities observed for the previous alloys containing less silicon repeat for the alloys with a silicon content of 6%.
Two types of eutectics are clearly visible in the structure of the Ni–6Si–3Be alloy: the triple one is dark and fine and the double one is in the form of large plates.
An increase in the beryllium quantity up to 5% (the alloy Ni–6Si–5Be) leads to an almost complete disappearance of the large-lamellar binary eutectic.
Alloys with a variable silicon content
A change in the structure, the temperature and the melting range of alloys with an equal beryllium quantity and a various content of silicon from 1 to 8% was studied. For example, alloys with a beryllium content of 4% were selected. It is seen from the DTA curves shown in Figure 7 that silicon effectively decreases the solidus temperature, on the average, 7°C per 1% of Si. The effect of the silicon quantity on the transformation of the binary eutectic into the triple one is observed in these alloys. The part of the ternary eutectic increases with an increase in the silicon content from 4 to 6%. Besides that, the melting range of alloys greatly increases (on the average, 18°C per 1% of Si). At a large silicon content of 7–8%, as it is seen in Figure 8, the microstructure becomes needle-shaped and a silicide phase is observed in the form of white precipitates.
The DTA of the alloys Ni–4Si–4Be, Ni–5Si–4Be, Ni–6Si–4Be, Ni–7Si–4Be and Ni–8Si–4Be. The microstructure of nickel alloys with 7–8% of Si and 4–5% of Be.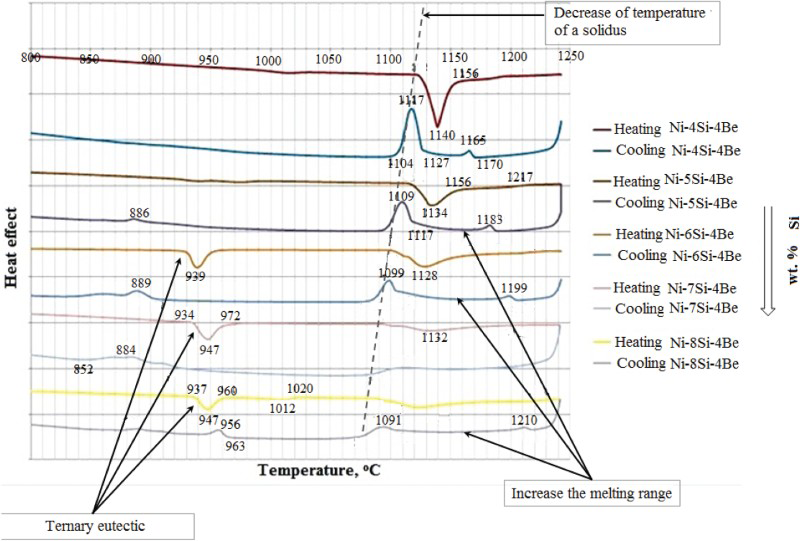
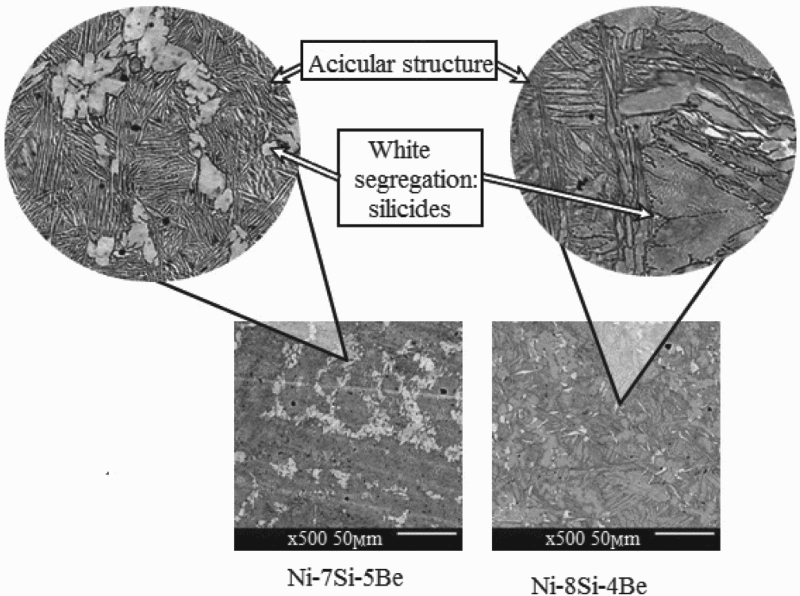
The alloys Ni–7Si–4Be and Ni–8Si–4Be, like Ni–6Si–5Be, have a clearly defined peak due to the large content of beryllium and silicon that corresponds to the low-temperature ternary eutectic, and peaks corresponding to the high-temperature binary eutectic (a slight thermal effect) that were pronounced in the previous alloys with a less content of silicon and beryllium are practically absent.
Summarising the analysis of thermograms and microstructures, it can be concluded that the Ni–6Si–5Be alloy is the closest one to the ternary eutectic in the Ni–Si–Be system. The liquidus temperature significantly increases at small deviations in the composition from the ternary eutectic point as some quantity of the solid solution having a significantly higher melting point than that of the eutectic remains.
X-ray phase analysis
The phase composition of the investigated alloys was determined for samples of the system Ni–Si–Be (Ni–5Si–2Be and Ni–6Si–5Be), the results of which are shown in the form of diffraction patterns in Figure 9. As seen in the picture, the solid solution and the binary eutectic prevail in the structure of the Ni–5Si–2Be alloy, and the ternary eutectic structure with a small amount of the solid solution prevails in the Ni–6Si–5Be alloy. An analysis of diffraction patterns allowed identifying phases in both the alloys as a nickel-based solid solution and NiBe and Ni3Si chemical compounds.
The diffraction spectrum of Ni–5Si–2Be and Ni–6Si–5Be samples.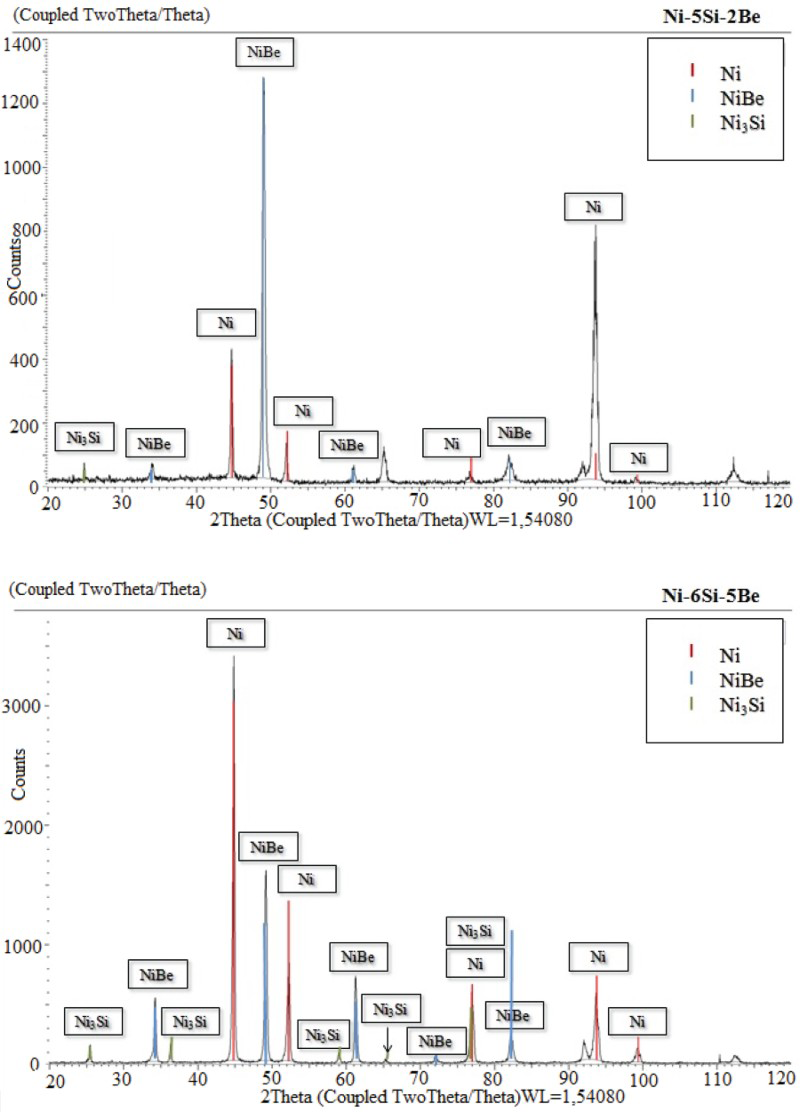
Complex chemical compounds, such as Ni х (Si, Be) y , are not found in the investigated samples. It is found that phases involved in formation of the structure remain unchanged in increasing the content of silicon and beryllium in the alloy.
Using the diffraction spectra obtained, it can be concluded that the binary eutectic structure is formed by two phases: a nickel-based solid solution and a chemical compound NiBe. Peaks of the silicide Ni3Si indicate the presence of a small amount of this phase formed as a result of decreasing the solubility of silicon in nickel with decreasing the temperature. The ternary eutectic structure is formed by three phases such as a nickel-based solid solution and NiBe and Ni3Si chemical compounds.
Using the experimental results obtained, polythermal cross-sections were built for the ternary diagram of the Ni–Si–Be system. They are shown in Figure 10. The cross-sections allow analysing the presence of critical points in ternary alloys and determining the temperature of the start and the end of phase transformations.
Melting diagrams of the areas of a polythermal cross-section for the Ni–Si–Be ternary system with a fixed content of silicon (4, 5 and 6%).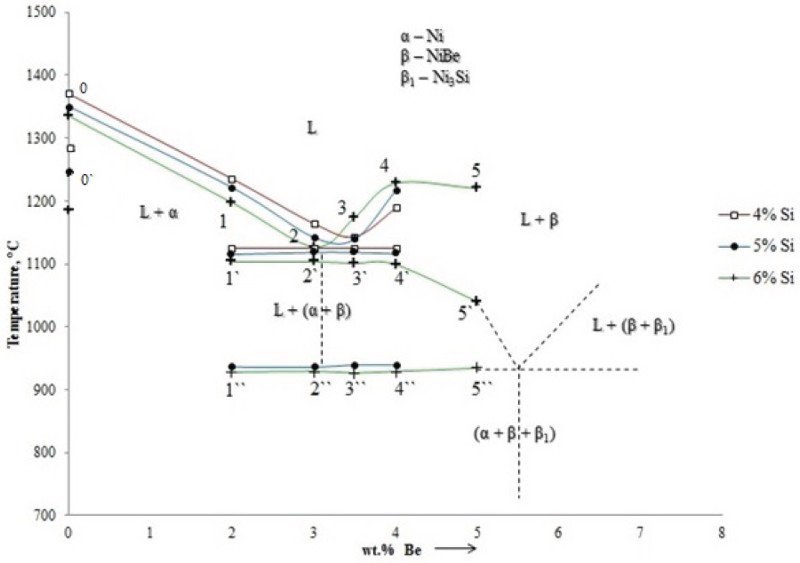
Figure 10 shows three cross-sections that correspond to the silicon content of 4, 5 and 6%. Characteristic points of the DTA curves, including those with dashes, are marked by Figures 1–5.
Analysing the experimental results obtained, it is possible to conclude that the most advanced alloys for further researches are alloys with compositions close to Ni–5Si–3Be (the alloy is close to the binary eutectic) and Ni–6Si–5Be alloys. The Ni–6Si–5Be alloy has a low melting temperature due to the ternary eutectic (this filler metal can be used for brazing at the temperature of 1020°C or higher).
Measurement of the microhardness and hardness of nickel-based alloys with a various content of silicon and beryllium
The microhardness and hardness of alloys of the Ni–Si–Be and Ni–Fe–Cr–Si–B systems.
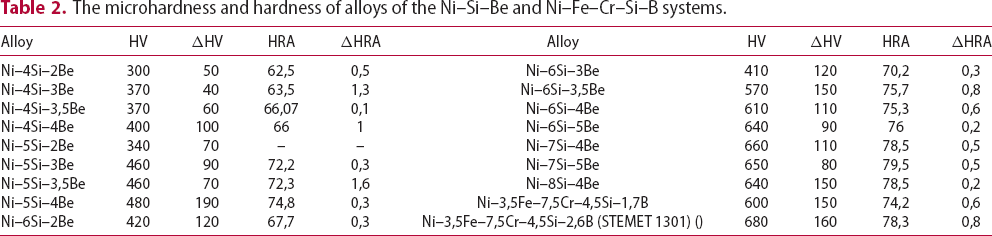
An analysis of the data presented in Table 2 makes it possible to point out the following. A large variation in the microhardness over the sample cross-section is observed due to the locality of measurements and the presence of various phases. The lowest microhardness was obtained in the areas of the solid solution, and the highest one in the zones of eutectics.
The values of hardness on the Rockwell scale without a pronounced effect of the locality of measurements made it possible to conclude that increasing the content of silicon and beryllium results in increasing the alloy hardness owing to formation of double or triple eutectics. The highest values of hardness were observed for alloys having a composition close to that of the ternary eutectic. For example, for the Ni–6Si–5Be alloy: HRA = 76.0 ± 0.2. High values of hardness were obtained for boron-containing brazing filler metals, such as the Ni–3.5Fe–7.5Cr–4.5Si–2.6B (STEMET-1301A) alloy: HRA = 78.3 ± 0.8.
The strength of the product is ensured not only by the seam zone (by an overlap), but also the fillet area. Depending on the construction, fillet areas can contribute significantly to the strength [9]. The boron-containing filler metal STEMET-1301A [10, 11] is used in the form of an amorphous ribbon. The amorphous structure provides a high manufacturability (the ribbon is bent at an angle of 180° without fracture). However, this alloy has a low ductility in the crystalline state. Therefore, the fillet formed as a result of brazing has a significant brittleness.
In case of using plastic filler metals, the fillet formed during the brazing hinders the propagation of cracks. Therefore, the more ductile alloy Ni–5Si–3Be has an advantage over brittle boron-containing filler metals and the low-temperature alloy Ni–6Si–5Be.
In the course of experiments on fast quenching of alloys of the Ni–Si–Be system, it was found that materials with a Rockwell hardness in the 62–75 HRA range could be obtained in the form of a rapidly quenched ribbon. If the hardness exceeds 75 HRA then we will have fragments of the ribbon as a result of quenching, which is due to the initial brittleness of the alloys. That is, to obtain a high-quality ribbon, the quantity of silicon and beryllium should not exceed (4.5 … 5) and (3 … 3.5)%, respectively. It was obtained by X-rays methods that the structure of the rapidly quenched ribbon of the Ni–5Si–3Be composition was not amorphous but sub-microcrystalline.
The 12Cr21Ni5Ti steel was brazed by the ribbon filler metal obtained from the Ni–5Si–3Be alloy at 1150°C for 30 min. The joint structure is shown in Figure 11(a). For comparison, Figure 11(b) shows the microstructure of the same steel brazed by a boron-containing filler metal STEMET-1301A at 1150°C for 15 min.
The structure of the joint brazed by the following filler metals: (a) Ni–5Si–3Be (at the brazing temperature of 1150°C for 30 min), (b) STEMET-1301A (at the brazing temperature of 1150°C for 15 min).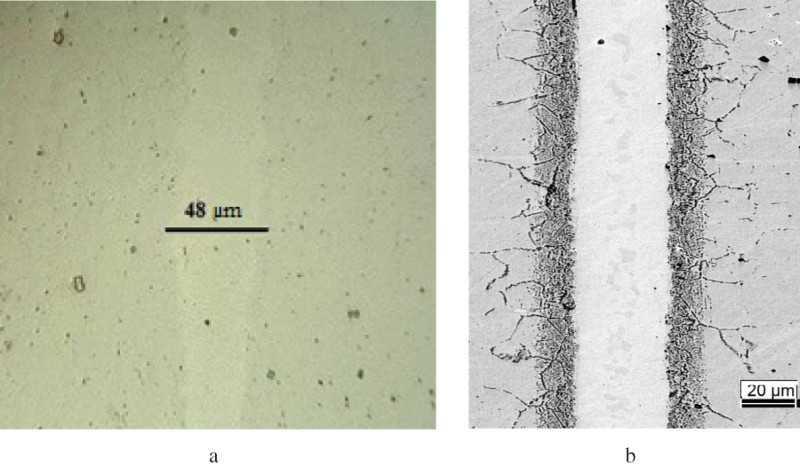
Owing to the high solubility of beryllium in iron and nickel, the brazed joint has a homogeneous structure without intermetallic compounds and similar phases, so high mechanical characteristics in conditions of static and especially dynamic loading should be expected. In case of using the boron-containing filler metal, chromium borides precipitate at grain boundaries of the steel as a result of the diffusion of boron from the brazing filler metal. At a high concentration of CrB, there is a local contact melting of the chromium boride with the grain of the brazed steel (the formation of the eutectic structure). This leads to a significant weakening of the grain boundaries in the heat-affected zone. It is along this zone that the failure of such joints takes place.
The HV microhardness of samples brazed at various regimes.
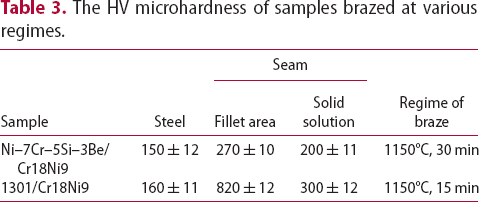
The microhardness of the fillet area is significantly higher in case of using the boron-containing filler metal.
For tensile tests, cylindrical samples of the steel Cr18Ni10Ti were brazed at the temperature of 1150°C and a holding time of 40 min. Samples brazed by Ni–7Cr–5Si–3Be, Ni–6Si–5Be and STEMET-1301A filler metals were also tested.
During the tensile tests of samples brazed by the Ni–6Si–5Be filler metal, the failure of the samples took place not along the seam but along the steel, therefore, the joint withstands more loads than the steel. This result says about the prospects of the given brazing filler metal.
Joints obtained by the Ni–7Cr–5Si–3Be filler metal showed the best strength properties (530 ± 50) MPa than the Cr18Ni10Ti/STEMET-1301A joints (420 ± 30) MPa.
Conclusions
Two eutectics with melting temperatures of ∼1100 and ∼915°C were found in the Ni–Si–Be system. With regard to such factors as the melting interval, the brazing temperature and the availability of obtaining a ribbon, the Ni–5Si–3Be and Ni–6Si–5Be alloys, the compositions of which are close to the two found eutectics, respectively, are the most interesting for further study. It has been shown by X-rays methods that the structure of the binary eutectic is formed by two phases: a nickel-based solid solution and a NiBe chemical compound, and the structure of the ternary eutectic is formed by a nickel-based solid solution and NiBe and Ni3Si chemical compounds.
The Ni–6Si–5Be alloy composition is prospective in the possibility to obtain a filler metal with a brazing temperature from 1020°C. However, its brittleness does not make it possible to manufacture a high-quality ribbon, which makes it difficult to use this alloy as a brazing filler metal. Therefore, this alloy requires improvement of its composition to increase its plasticity. On the contrary, a flexible technological ribbon can be obtained from the Ni–5Si–3Be alloy, but this filler metal has a significantly higher brazing temperature.
Using the developed filler metal from the alloy Ni–5Si–3Be, the 12Cr21Ni5Ti steel was brazed at the temperature of 1150°C for 30 min. According to preliminary estimates, the obtained joint with a homogeneous structure should possess good mechanical properties.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.