
Abstract
Liquation in the partially melted zone (PMZ) is the critical weldability issue of cast AZ91 magnesium alloy. Friction stir processing (FSP) is used as a local pre-weld treatment to create a local liquation-resistant microstructure in cast AZ91 alloy during arc welding. The effects of tool rotational speed during pre-weld FSP on the liquation-related microstructural features (i.e. grain structure, size and volume fraction of eutectic β-Mg17Al12) and the liquation characteristics of the fusion-welded AZ91 (i.e. PMZ size and grain boundary liquid film thickness) were investigated. The pre-weld FSP treatment of the cast AZ91 significantly improved the tensile strength and ductility of the welds mainly due to significant reduction in the thickness of the re-solidified eutectic β-Mg17Al12 film in the PMZ.
Keywords
Introduction
Weldability is a crucial bottleneck for widespread application of magnesium alloys, the lightest structural alloys. Pouranvari [1] recently reviewed the metallurgical challenges during the fusion welding of Mg alloys, including solidification and liquation cracking. AZ91 (Mg–9Al–1Zn) alloy, the most considerably used cast Mg alloy, is resistant to solidification cracking [2]. However, a high volume fraction of coarse β-Mg17Al12 particles in its coarse initial microstructure makes AZ91 highly susceptible to constitutional liquation and creates a thick grain boundary liquid film in the partially melted zone (PMZ) [3,4]. Even if the GB liquid film did not crack during welding, its non-equilibrium re-solidification generates a network of thick eutectic β-Mg17Al12 in the PMZ. It has been shown that the PMZ is the weakest zone in the AZ91 weldment, which reduces the strength/ductility of the welds due to the brittleness of thick β–containing eutectic solidification products and the formation of micro-liquation cracks. Therefore, the strength of AZ91 fusion welds is dictated by the extent of the liquation (i.e. the size of PMZ) and the microstructure of the PMZ (i.e. the thickness of the GB liquid film) [4].
Kou and his co-workers [5,6] proposed a filler metal selection criterion to avoid liquation cracking in Mg alloy welds. However, the use of suitable filler metal to avoid macro-liquation cracking does not modify the microstructure of the PMZ. Therefore, the deleterious effect of PMZ on the joint performance remains unchanged. In order to improve the resistance to liquation, Yuan et al. [7] performed a pre-weld heat treatment to dissolve eutectic β-Mg17Al12 in the as-cast AZ91. They showed that this technique is successful in eliminating constitutional liquation. However, the applied heat treatment was long (i.e. 160°C/12 h + 413°C/19 h), limiting the applicability of this technique in some real applications.
Radhakrishnan and Thompson [8] reported that the grain size and the volume fraction of the second phase are the key factors influencing the thickness of the grain boundary liquid film. They showed that microstructure refining in terms of grain size and second phase size and reducing the second phase volume fraction can contribute to the enhanced resistance to liquation cracking. Based on these facts, Mousavizade et al. [9] proposed a novel technique for improving resistance to liquation cracking of IN738 nickel-base superalloy consisting of applying friction stir processing (FSP) as a pre-treatment to fusion welding was reported. They showed that FSP could create a locally modified/refined microstructure with higher resistance to liquation. Subsequently, this technique was applied for improving the weldability of various alloy systems including Ni-based superalloy [10] and aluminium alloys [11].
In the case of Mg alloys, Karthik et al. [12] reported that the hot ductility behaviour of the FSP-treated sample was improved compared to the as-cast base metal, confirming that the FSP pre-treatment can improve the resistance to liquation cracking during fusion welding of AZ91D alloy. However, this conclusion was not supported by real fusion welding trials. Recently, Sharahi et al. [13] used FSP as a pre-weld treatment for the gas tungsten arc welding (GTAW) and demonstrated the effectiveness of this approach in eliminating the liquation cracking in AZ91. The literature well documented that FSP can significantly refine the grain structure of the alloys [14]. It is demonstrated that FSP of AZ91 is featured by significant grain refinement, fragmentation and partial dissolution of coarse eutectic β-Mg17Al12 and the formation of ultra-fine sub-micron Mg17Al12 particles [15]. These microstructural modifications can enhance the resistance of the FSP-treated AZ91 to liquation cracking [13].
In the present work, the effects of pre-weld FSP conditions on the microstructure and mechanical properties of the AZ91 gas tungsten arc welds are investigated. First, it is demonstrated how the FSP tool rotational speeds affect the liquation-related microstructural features (i.e. grain size, size and volume fraction of β-Mg17Al12). Then, the effect of microstructural modification induced by pre-weld FSP on the liquation characteristics (i.e. PMZ size, grain boundary liquid film) is investigated. Finally, this effectiveness of this approach in improving the mechanical properties of the GTA welds made on the FSP-treated AZ91 is studied.
Materials and methods
This work employed cast AZ91 magnesium alloy plates with 4.5 mm thickness as the base metal. The chemical composition of the base metal is Mg-8.69% Al-1.0%Zn-0.25%Mn (wt-%). To have plates with FSP-treated edges, the middle of a plate with dimensions of 100 mm × 70 mm was FSP-treated through thickness and then cut from the middle (Figure 1(a)). Multi-parallel overlapped passes of FSP were used to create a wide stirred zone. After initial trials, an overlap ratio of 30% was selected as the minimum overlap ratio that ensures the creation of a defect-free FSP area.
Schematic illustration of (a) pre-weld FSP treatment and (b) fusion welding on FSP-treated base metal. The size and location of tensile test specimens are shown. Dimensions are in mm.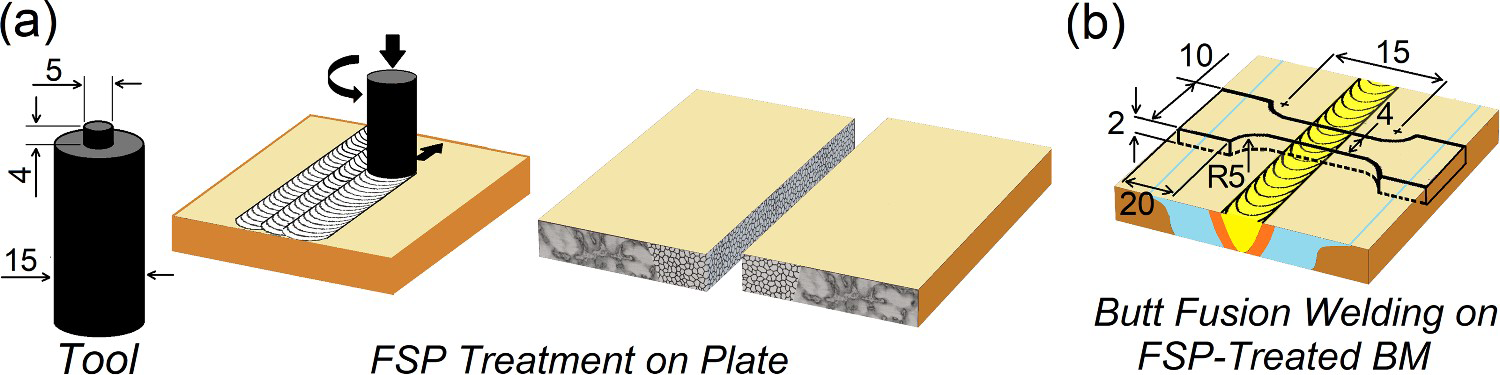
FSP treatment was performed using H13 tool steel, having a shoulder diameter of 15 mm, a cylindrical pin diameter of 5 mm and a height of 4 mm (see Figure 1(a)). The travel speed and tool tilt angle were 50 mm min–1 and 3°, respectively. Three tool rotational speeds of 300, 500 and 800 rev min–1 were used during the FSP of cast AZ91. To enhance the cooling efficiency and limit the grain growth in the stirred zone during cooling, a copper backing plate with 10 mm thickness was used during FSP.
Two AZ91 plates with FSP-treated edges were placed side by side with tight fit-up. Then, a square-butt joint was made using a single-pass autogenous GTAW process at AC welding current of 95 A, arc voltage of 17 V and welding speed of 3.5 mm s–1. The flow rate of shielding gas, Ar, was 12 l min–1. For the comparison, as-cast plates were also welded using the same welding schedule.
The microstructure of the various zones of the welds was examined using light optical microscopy (LOM) and field-emission scanning electron microscopy(FESEM). The average grain size was determined using the linear intercept method based on the ASTM E112-10 standard [16]. The weld hardness values were measured using a Bohler microhardness tester. The indenter load was 200 g and the indentation duration was 15 s. The mechanical performance of the welds was assessed using a sub-size transverse tensile test (see Figure 1(b)).
Results and discussion
FSP-induced microstructure evolution in the cast AZ91
Figure 2(a and b) shows the microstructure of as-cast AZ91 alloy. The microstructure consists of primary α-Mg dendrite and eutectic micro-constituent. Owing to non-equilibrium solidification conditions at the final solidification stage at the eutectic temperature, 437°C, coarse and thick eutectic β-Mg17Al12 intermetallic compounds with eutectic-α are formed within interdendritic regions. Moreover, depending on the cooling rate during casting, some lamellar β phase precipitated from supersaturated eutectic-α by solid-state diffusion [17]. The average grain size of the as-cast base metal was 174 µm.
(a–b) LOM and FESEM micrographs showing microstructure of as-cast AZ91. (c–h) LOM and FESEM micrographs showing the microstructure of AZ91 treated by FSP at various rotational speeds (c–d) 300 rev min–1, (e–f) 500 rev min–1 and (g–h) 800 rev min–1.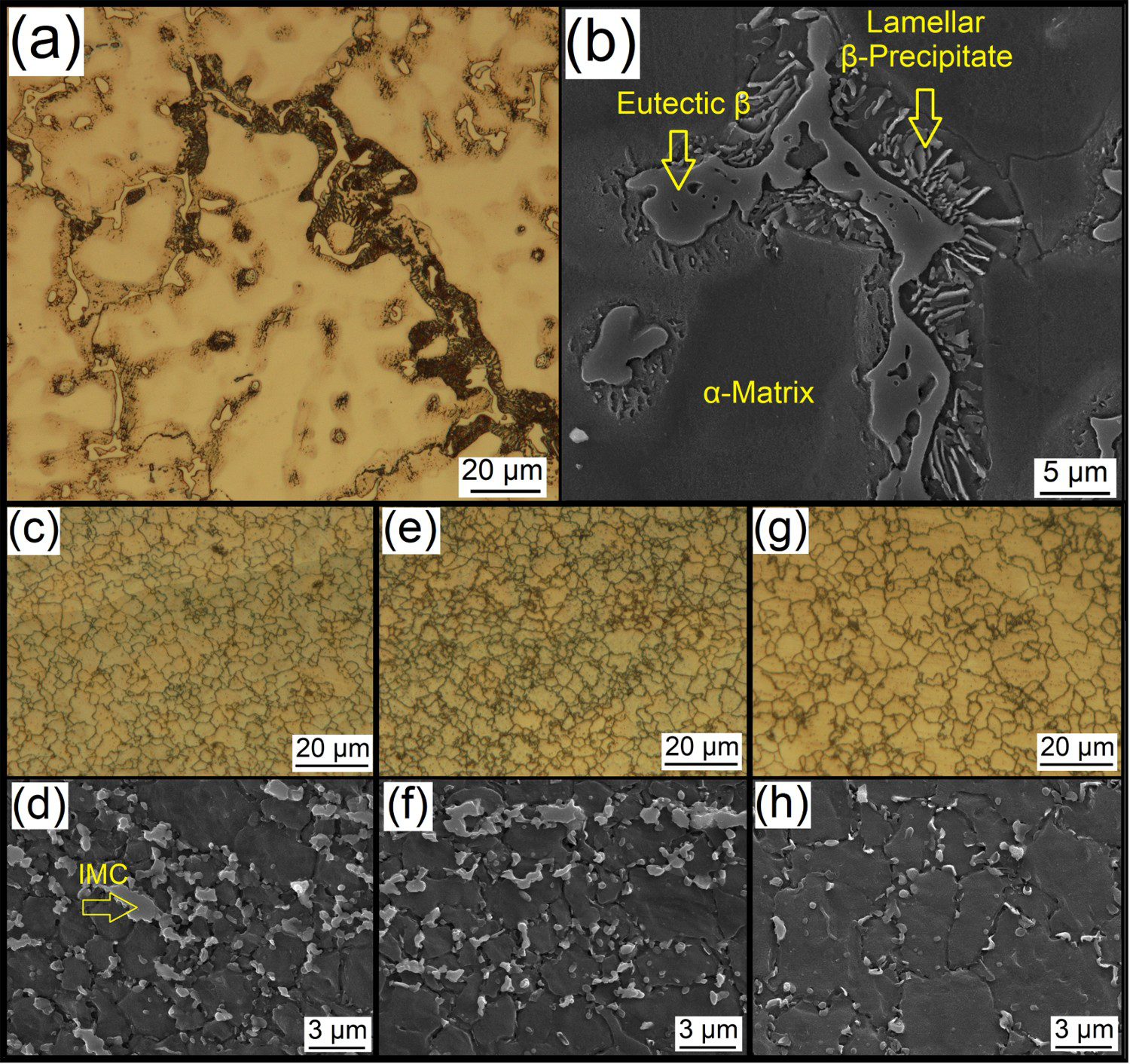
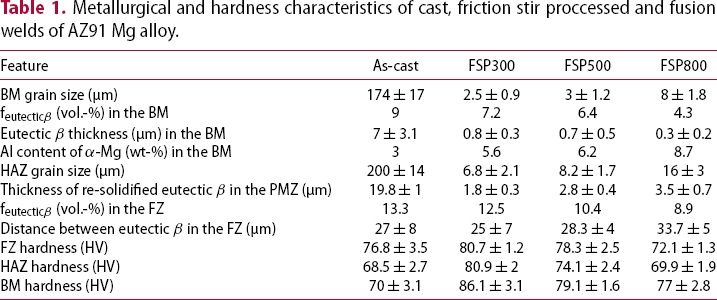
Figure 2(c–h) shows the effect of tool rotational speed on the microstructure of the stirred zone in FSP-treated AZ91 alloy. Table 1 shows the microstructural features of the as-cast AZ91 and the stirred zones produced using different rotational speeds. Three interesting features are observed in the FSP-treated samples:
Grain refining: The grain size of as-cast AZ91 was significantly reduced from 174 µm to 2.5 ± 0.9, 3 ± 1.2 and 8 ± 1.8 µm in the stirred zone of FSP-treated samples using tool rotational speed of 300, 500 and 800 rev min–1, respectively. The grain size of the stirred zone is influenced by (1) dynamically recrystallisation (DRX) phenomena as a result of severe plastic deformation during the hot stirring of the material and (2) the subsequent grain growth during the cooling stage. The results showed that FSP treatment at a lower rotational speed of 300 and 500 rev min–1 resulted in more refined grains in the stirred zone. However, FSP treatment at a higher tool rotational speed of 800 rev min–1, which produces higher heat input and promotes grain growth during cooling, resulted in a slightly coarser grain size than the sample FSP-treated at lower rotational speeds. Fragmentation of β-Mg17Al12: According toFESEM micrographs in Figure 2(d, f, h), FSP leads to significant fragmentation of the coarse β-Mg17Al12 brittle intermetallic compound. The thickness of eutectic β-Mg17Al12 in the as-cast alloy was 7 ± 3.1 µm. However, the FSP treatment reduced the eutectic β size by less than 1 µm. In addition, increasing the tool rotational speed enhances the fragmentation of the eutectic β intermetallic (see Table 1). Moreover, the dispersion of β-Mg17Al12 particles in the matrix becomes more uniform by increasing the tool rotation speed. The strain rate controls the degree of second phase fragmentation. Increasing the rotation speed increases the strain rate, enhancing the fragmentation/break-up of the second phase. Dissolution of β-Mg17Al12: The total volume fraction of β-Mg17Al12 in as-cast AZ91 was 0.135. Moreover, after FSP treatment, the volume fraction of eutectic β-Mg17Al12 was significantly reduced (see Table 1), suggesting the solid-state dissolution of the β-Mg17Al12 during FSP. According to Figure 2(c–h), no lamellar β-Mg17Al12 was observed in the stirred zone of the FSP-treated samples. The composition of the grain interior of the FSP-treated samples was measured using FESEM-EDS analysis (Table 1). The Al content of the grain interior of the FSP-treated samples is higher than the Al content of the dendritic core in the as-cast alloy (i.e. 3.0 wt-%). Moreover, the Al content of the grain interior in the stirred zone increased with the tool rotational speed suggesting the enhanced dissolution of the β-Mg17Al12 in the matrix at a higher FSP rotation speed. The dissolution of the eutectic β-Mg17Al12 is a diffusion control phenomenon [18]. Increasing the rotation speed increases the peak temperature and dwell time. Both of which enhance the dissolution of the β-Mg17Al12 in the matrix. The volume fraction of the β phase in FSP300, FSP500 and FSP800 treated samples was calculated using an image analyzer as 7.2%, 6.4% and 4.3%, respectively. Metallurgical and hardness characteristics of cast, friction stir proccessed and fusion welds of AZ91 Mg alloy.
Microstructure evolution during welding of as-cast and FSP-treated AZ91
Figure 3(a and b) shows the microstructure of the fusion weld made on as-cast BM and FSP-treated BM, respectively. According to Figure 3, the initial microstructure of the BM (as-cast vs. FSP-treated) significantly affects the microstructure evolution in the weldments. Table 1 summarises the microstructural features of the welds made on as-cast and FSP-treated AZ91.
LOM micrographs showing the microstructures of GTA weld made on the (a) as-cast AZ91 and (b) FSP-treated AZ91 with tool speeds of 50 mm min–1 and rotational speeds of 800 rev min–1.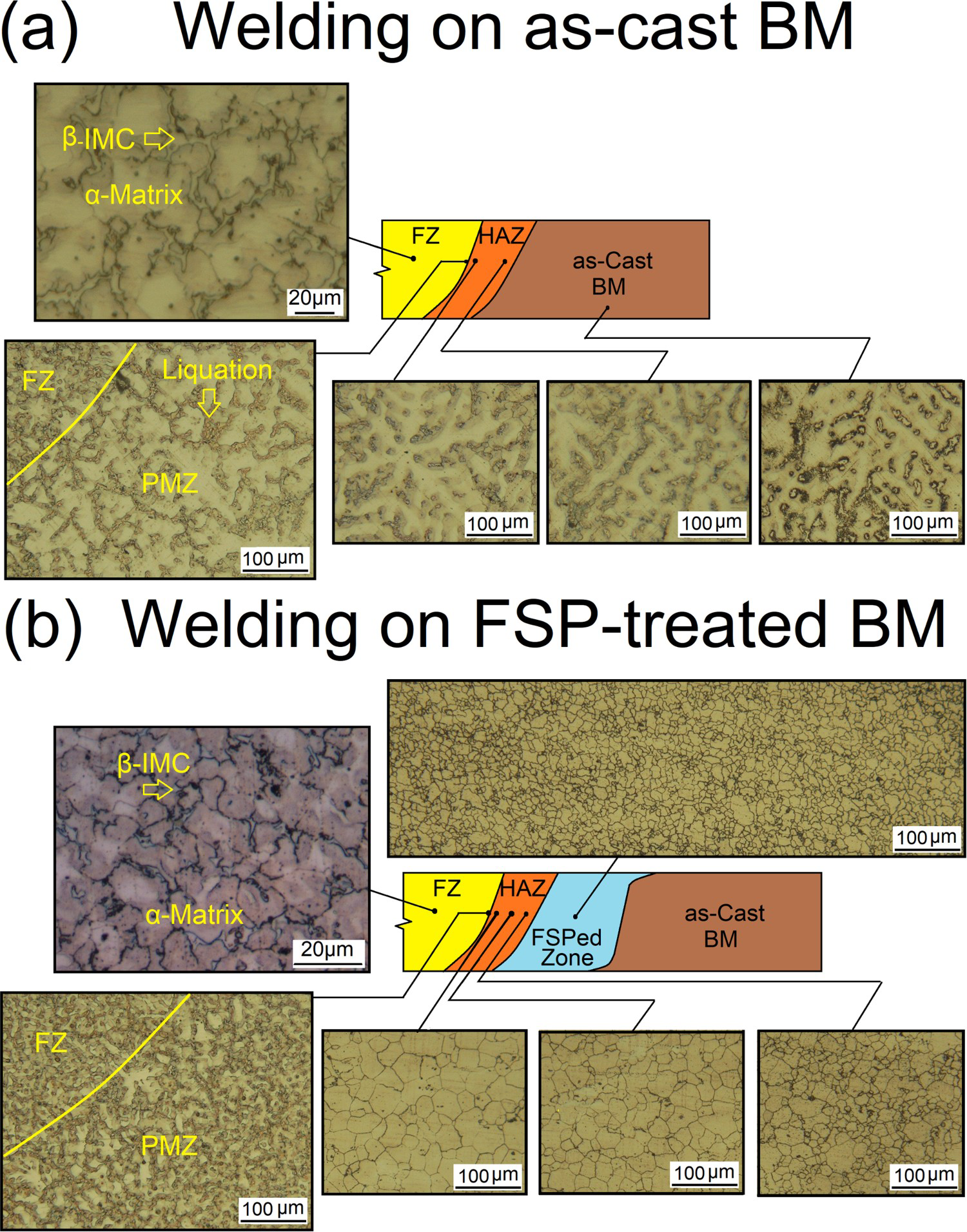
Heat-affected zone
Figure 4 shows the heat-affected zone microstructure of fusion welds made on the cast AZ91 and the FSP-treated base metals at three different rotation speeds. The HAZ of the welds made on as-cast base metal exhibited a dendritic and coarse cast structure with coarse eutectic β in the GBs and interdendritic regions. Partial dissolution of β-Mg17Al12 was observed in the HAZ for as-cast BM. No significant grain growth was observed in the HAZ of as-cast BM due to its initial coarse microstructure. The HAZ of FSP-treated samples exhibited fine and equiaxed grain structure. Grain growth is the main microstructural feature in the HAZ of the FSP-treated BM. According to Figure 3(b), there is a grain size gradient in the HAZ of the FSP-treated sample. Figure 4 shows the maximum grain size of the HAZ in all welds. The average grain size in the HAZ of FSP-treated samples at a rotational speed of 300, 500 and 800 rev min–1 are 6.8 ± 2.1 µm, 8.2 ± 1.7 µm, 16 ± 3 µm. The degree of HAZ grain growth in the FSP-treated BMs was a function of FSP parameters. The grain size in the HAZ of the FSP300, FSP500 and FSP800 samples was increased by 2.72, 2.73 and 2.00 times compared to their initial grain sizes. The grain growth kinetics is dictated by the initial grain size and the pinning effect of the second phase. The finest FSP-treated BM (i.e. FSP300 sample) exhibited the lowest grain growth rate in the HAZ. This can be attributed to the higher volume fraction of the second phase (see Table 1) in this sample, providing more potent pinning effects against grain growth in the HAZ. Nevertheless, the grain sizes in the HAZ of the welds made on the FSP-treated BM are significantly smaller than those obtained on the as-cast BM (200 ± 14 µm).
LOM micrographs showing the HAZ microstructure of the fusion welds on the AZ91 Mg alloy with different BM conditions. (a) as-cast BM. (b–d) Processed BMs with constant travel speed 50 mm min–1 and different rotation speeds of 300, 500 and 800 rev min–1, respectively.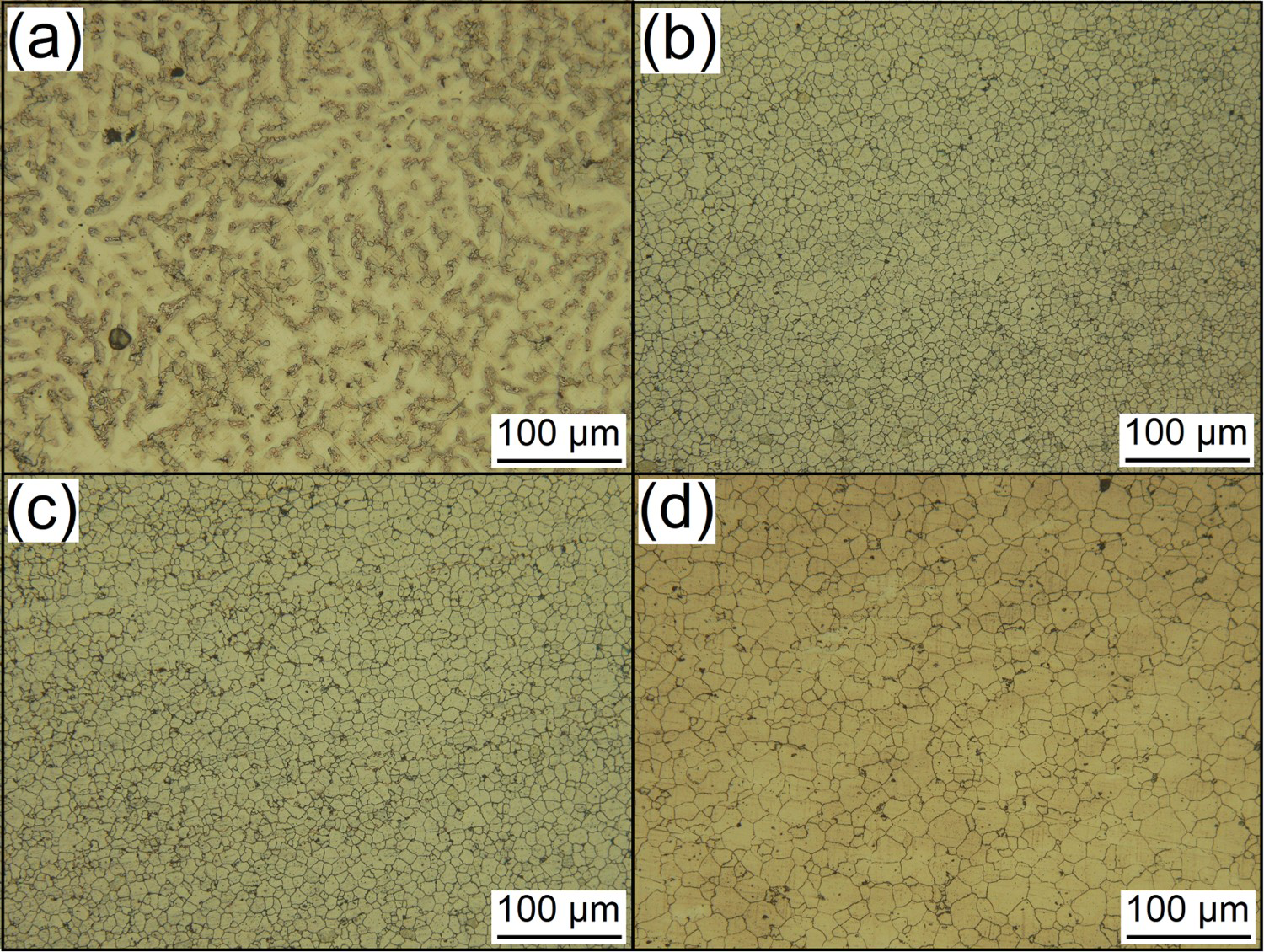
The partially melted zone
Figure 5 shows the microstructure of the PMZ of the fusion welds made on the cast and FSP-treated BM. The liquation of β-Mg17Al12 controls the PMZ microstructure of AZ91. The thickness of the re-solidified β-Mg17Al12 in the PMZ is the critical factor that affects the mechanical properties of the AZ91 welds. The average thickness of the re-solidified β-Mg17Al12 in the PMZ of the welds made on the cast and FSP-treated BM was measured (see Table 1). A thick eutectic β-Mg17Al12 layer is created in the PMZ of the welds made on the cast BM upon re-solidification of the liquid film in the grain boundaries. However, in case of welding on the FSP-treated AZ91, the thickness of the re-solidified β-Mg17Al12 layer was 1.8–3.5 µm, depending on the FSP parameters. The thickness of the re-solidified β-Mg17Al12 in the PMZ is dictated by the GB liquid film formed during heating. Generally, BM with a more refined grain structure with a low volume fraction of liquating phases exhibited enhanced resistance to liquation during welding, as it is well reported by Kou [5]. Using FSP as a pre-treatment to fusion welding, a liquation-resistant microstructure (i.e. fine-grained with a lower volume fraction of second phase) is created. This is why FSP-treated AZ91 exhibited a significantly thinner β-Mg17Al12 layer in the PMZ. Moreover, the thickness of the β-Mg17Al12 layer in the PMZ in FSP-treated samples was a function of tool rotation speed. The PMZ in welds made on FSP-treated BM using lower rotational speed possess a thinner β-Mg17Al12 re-solidified layer. The thickness of the GB liquid film in the PMZ is governed by microstructural features of the BM, including grain size, the size and the volume fraction of the second phase. Although the volume fraction of β-Mg17Al12 in FSP-treated AZ91 at a rotation speed of 300 rev min–1 is higher than FSP-treated sample using higher tool rotation speeds (see Table 1), its finer grain size led to the formation of a thinner liquid film in the PMZ during welding. This observation indicates the critical role of FSP-induced grain refinement in producing a liquation-resistant microstructure.
LOM micrographs showing the microstructure of the PMZ of GTA welds made on (a) as-cast BM. (b–d) FSP-treated BM with rotational speeds of 300, 500 and 800 rev min–1, respectively.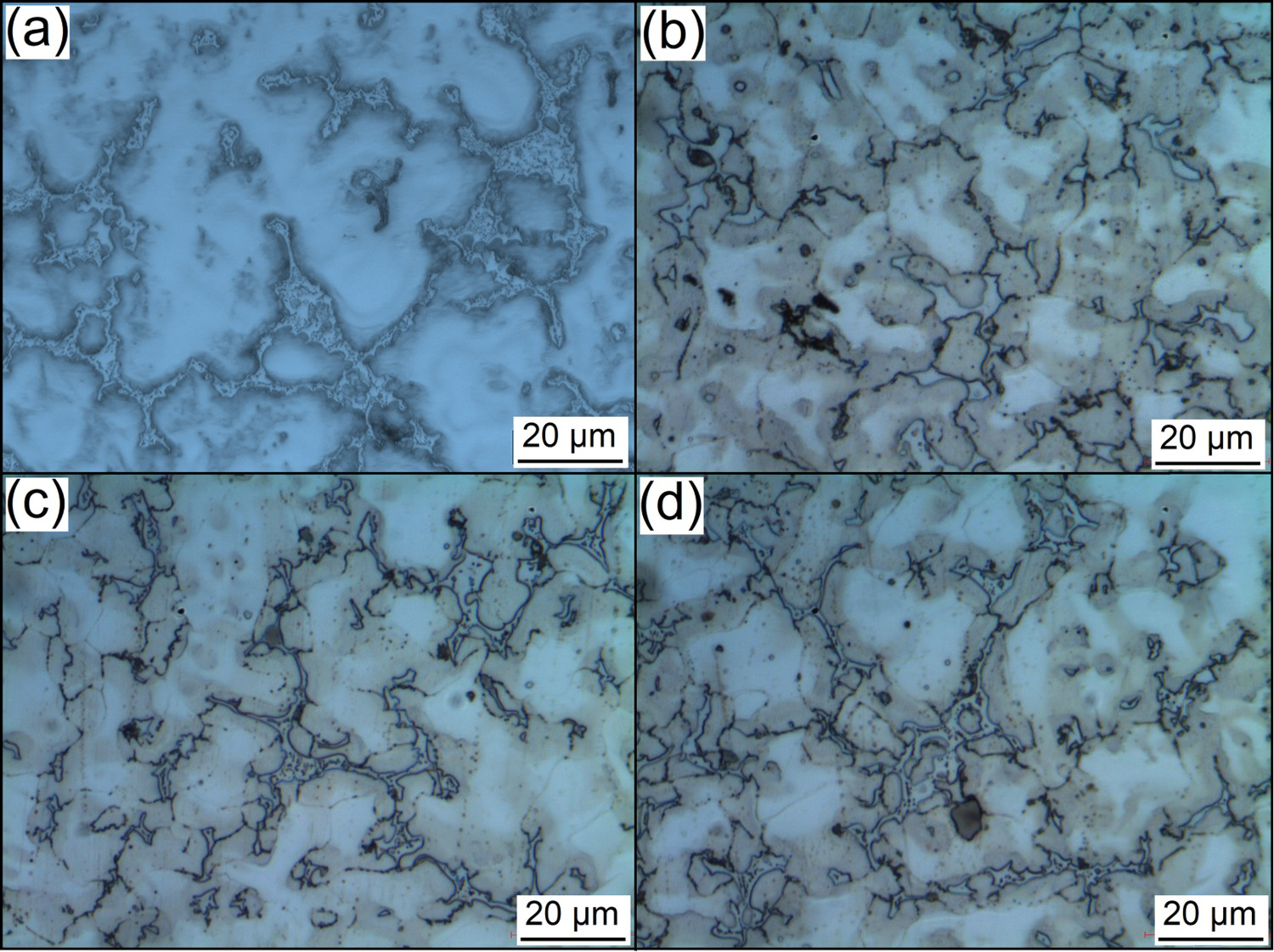
The fusion zone
Figure 6 shows the FZ microstructure of the welds made on as-cast and FSP-treated BMs. In all cases, the FZ exhibited a dendritic microstructure consisting of α-Mg dendrite and eutectic β. The microstructural scale of the FZ is much finer than the cast BM due to higher cooling rates associated with the arc welding compared to the casting [8]. It is of note that the study of grain size in FZ requires an EBDS examination. However, based on the epitaxial growth concept in the welding, it can be deduced that the grain size of the FZ in welds made on FSP-treated samples is smaller than that of welds made on as-cast BM. This phenomenon has been reported by Rule et al. [10] in their investigation of the effect of FSP pre-weld treatment on the fusion welding of some Ni-based alloys. The refinement of FZ grains was related to the increase in the epitaxial growth sites due to the refined HAZ grain size created by FSP pre-treatment. In the present work, as it was seen in the previous section, the HAZ grain size is significantly refined due to FSP pre-weld treatment. Therefore, the FZ grain size is expected to be refined due to epitaxial growth from finer grains in the HAZ. Moreover, as shown in Figure 6, the dendrite size, the thickness and the volume fraction of eutectic β-Mg17Al12 were lower in the case of welding on an FSP-treated sample using a rotational speed of 300 rev min–1.
Light optical micrographs showing the fusion zone microstructure of the GTA welds on the (a) as-cast BM. (b–d) FSP-treated BM with rotational speeds of 300, 500 and 800 rev min–1, respectively.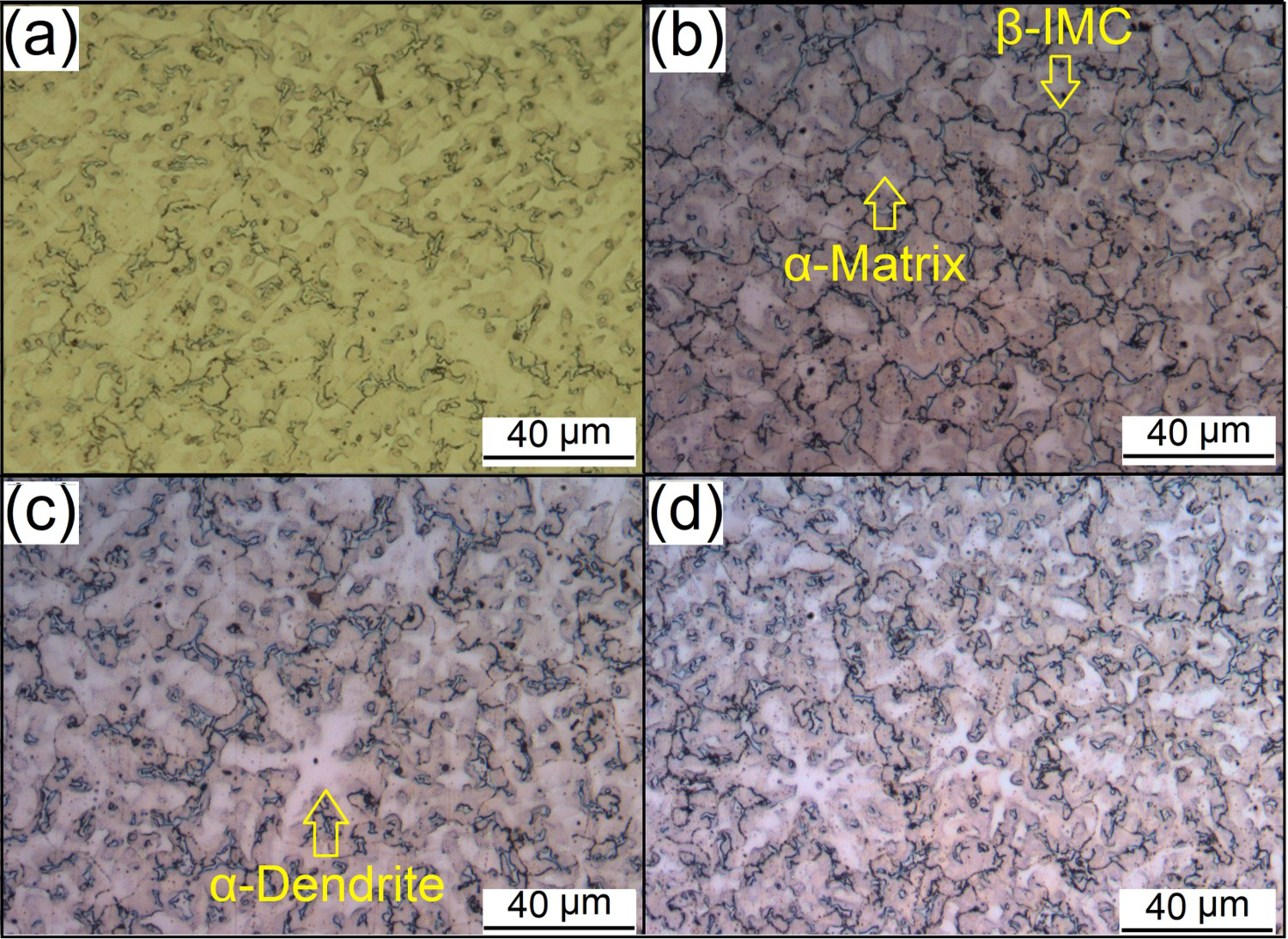
Mechanical behaviour of the weld joints
Figure 7(a) shows the stress–strain curves of as-cast BM and fusion welds made on the cast and processed BMs with different FSP heat inputs. Figure 7(b) compares the tensile strength of the fusion-welded joints and the as-cast BM. As confirmed by its cleavage fracture surface (Figure 7(c)), the as-cast BM exhibited a tensile strength of 129 MPa and low total elongation of 5%. Fusion welds on the as-cast BM exhibited fragile mechanical properties: tensile strength of 98 MPa and fracture without significant plastic deformation. A low joint efficiency, defined as the ratio of the tensile strength of welded joint to the tensile strength of the as-cast BM, of 0.77 was obtained for welds made on the as-cast BM. According to Figure 7(a and b), the fusion welds made on FSP-treated BMs significantly improved tensile strength and joint ductility compared to the welds made on the as-cast BM.
(a) Tensile stress–strain curves and (b) tensile strength of welds made on as-cast and FSP-treated AZ91. The stress–strain curve and tensile strength of cast AZ91 are also included. Fracture surfaces of the (c) as-cast AZ91, (d–e) welds made on cast AZ91, (f–h) welds made on FSP-treated base metal using tool rotational speeds of (f) 300 rev min–1, (g) 500 rev min–1 and (h) 800 rev min–1. (i–k) Failure location of welds made on the FSP-treated AZ91 using tool rotational speed of (i) 300 rev min–1, (j) 500 rev min–1 and (k) 800 rev min–1 during weld transverse tensile test.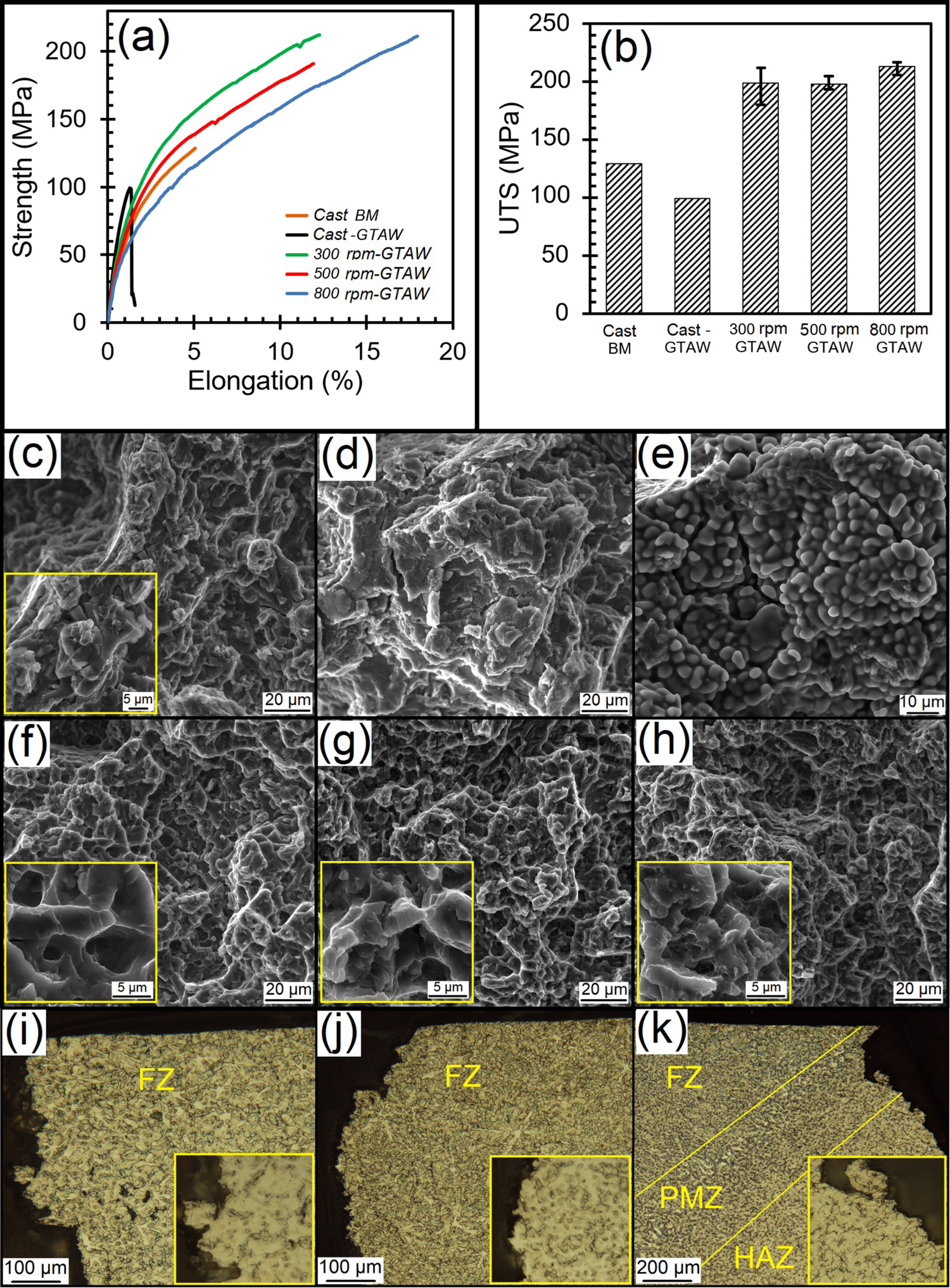
The global mechanical response of the welded joints depends on the local properties (i.e. deformation behaviour and fracture toughness) of the FZ, PMZ, HAZ and BM. Table 1 shows the average hardness values in various microstructural zones in the welds. The higher hardness of the AZ91 after FSP treatment is due to the enhanced Hall–Petch effect due to grain refining, Orowan strengthening through the dispersion of ultra-fine Mg17Al12 particles within the matrix and enhanced solid solution strengthening due to partial dissolution of Mg17Al12 second phase. However, according to the calculation of the strengthening mechanism in the FSP-treated AZ91, the most effective strengthening mechanism is grain refining [15]. Higher hardness was achieved in the stirred zone when FSP using a lower rotational speed of 300 rev min–1 due to its more refined grain structure. The finer grain/solidification structure of the FZ in welds made on cast AZ91 explains its slightly higher harness than the coarse-grained cast AZ91 BM. The coarser microstructure of the fusion zones of the welds made on FSP-treated AZ91 explains their lower hardness compared to the fine-grained FSP-treated AZ91 base metal. The slight softening observed in the HAZ of the welds can be attributed to the slight grain growth in the HAZ. It is of note that, however, there is no significant softening/hardening in the FZ and HAZ compared to the BM in each weld (i.e. less than 10%). Therefore, it seems that the local hardness of each microstructural zone does not play a significant role in determining the failure location. Instead, the toughness properties of the FZ, PMZ and the BM governed the welded joints’ failure location. The local toughness of each microstructural zone in AZ91 welds is controlled by the thickness/volume fraction of eutectic β-Mg17Al12 and the grain size:
In the case of welds made on as-cast AZ91, failure occurred at the PMZ. The thick eutectic β-Mg17Al12 acts as a metallurgical notch and significantly reduces the strength and ductility of the AZ91. As was seen, the FZ exhibited finer microstructure, in terms of thickness of eutectic β-Mg17Al12 and grain size, compared to the as-cast BM. Therefore, the FZ has a better ductility/strength than the as-cast BM. It has been shown that the FZ of AZ91 exhibited superior strength and ductility compared to cast BM [4]. However, the PMZ is considered the weakest link in the welds made on cast AZ91 due to thick eutectic β-Mg17Al12. The fracture surface of this sample showed a cleavage morphology (Figure 7(d)). Moreover, some dendritic-like regions are also observed (Figure 7(e)), confirming the presence of some micro-liquation cracks in the PMZ of the welded as-cast AZ91. The significant improvement of tensile strength/ductility of welds made on FSP-treated BMs is due to several factors:
Reduction of PMZ size by translating the liquation mechanism from sub-solidus constitutional mechanism to super-solidus liquation. Significant reduction in thickness of the eutectic β-Mg17Al12 in the PMZ by lower volume fraction of the β-Mg17Al12 particles and the substantially refined microstructure of the FSP-treated base metal in terms of grain size and size of β-Mg17Al12 particles. Elimination of micro-liquation cracks in the PMZ as a result of enhanced liquation resistance of FSP-modified base metal.
Owing to the brittleness nature of the eutectic β-Mg17Al12, it seems that the reduction of the GB liquid film is the crucial factor leading to improved mechanical properties of the welds made on FSP-treated AZ91 base metal. According to Figure 7(f–h), the fracture surface of all welds made on FSP-treated samples exhibited a dimple-like morphology indicating a ductile failure. This observation confirmed that the brittleness effect of the coarse eutectic β-Mg17Al12 is eliminated using FSP per-weld treatment.
Figure 7(i–k) shows the fracture location of the fusion-welded FSP-treated BM during transverse tensile testing. In the case of welds made on the FSP300 and FSP500 samples, the failure occurred in the FZ. This observation can be explained by the relative local properties of the BM, HAZ, PMZ and FZ. In these cases, BMs are fine-grained (i.e. less than 4 µm) with a low volume fraction of ultra-fine β-Mg17Al12. The PMZ in these samples is also fine-grained (i.e. less than 10 µm) with low thickness and low volume fraction of eutectic β. Therefore, in the case of welds made on FSP300 and FSP500 samples, the FZ was the weakest link in the weldment due to larger grains and thicker eutectic β-Mg17Al12 compared to the PMZ and BM (see Table 1). The average tensile strengths of welds made on FSP300 and FSP500 samples are nearly identical and are 1.5 times higher than those made on as-cast BM. This indicates the role of microstructural modifications induced by FSP pre-weld treatment on joint mechanical properties. The thickness of eutectic β-Mg17Al12 in the PMZ of the welds made on FSP800 (i.e. 3.5 µm) is slightly thicker than the welds made on FSP300 (i.e. 1.8 µm) and FSP500 (i.e. 2.8 µm) samples, but it is significantly lower than that of welds made on as-cast AZ91 (i.e. 19.8 µm) which still guaranteed their high strength. The strength of welds on FSP-treated BMs processed using different FSP parameters is comparable. However, the welds made on FSP800 samples exhibited slightly higher strength/ductility. The larger grains in the HAZ of the FSP800 sample (see Figure 4) shifted the failure to PMZ/HAZ, and a large portion of the crack propagated along the HAZ (see Figure 7(k)), where the harmful effect of the β-Mg17Al12 second phase in the PMZ is alleviated.
Conclusions
The presence of coarse grains and coarse eutectic β-Mg17Al12 in AZ91 microstructure makes it highly susceptible to liquation. Friction stir processing, as an effective microstructure refinement technique, was used as a pre-weld treatment for fusion welding of AZ91. The FSP can locally modify the liquation-related microstructural features (i.e. coarse grains and coarse eutectic β-Mg17Al12). The following conclusions can be obtained from this study:
Reducing the thickness of the GB liquid film is the key in controlling the liquation and enhancing the weld mechanical properties. Therefore, the FSP parameters (i.e. FSP heat input) should be adjusted to achieve maximum grain refinement, maximum break-up and dissolution of eutectic β-Mg17Al12 in the processed zone. The break-up and dissolution of β-Mg17Al12 require a high strain rate and high heat input during FSP (i.e. tool rotational speed of 800 rev min–1). However, the most effective grain refinement was achieved using FSP with low heat-input conditions (i.e. tool rotational speed of 300 rev min–1). The thickness of the liquid film (i.e. the thickness of re-solidified eutectic β-Mg17Al12) in all FSP-treated samples was significantly less than welds made on as-cast samples. The GB liquid film thickness was lower in the case of welds made on FSP-treated BM using low heat-input conditions. This observation indicates that grain refining is the most critical factor contributing to the reduction in grain boundary liquid film. The welds made on all FSP-treated samples exhibited high joint efficiency (i.e. 1.5–1.6). Using FSP as a pre-weld treatment can fabricate welds stronger than the as-cast AZ91. The results showed that the failure location during transverse tensile testing of the welded joint shifted from the PMZ in the case of welding on as-cast BM to the FZ in the case of welding on low heat-input FSP-treated BMs (i.e. tool rotational speed of 300 and 500 rev min–1). The welds made on high heat-input FSP-treated samples (i.e. tool rotational speed of 800 rev min–1) failed from PMZ/HAZ, which are still significantly stronger than the PMZ in as-cast BM. While the welds made on as-cast BM exhibited cleavage fracture, the welds on FSP exhibited dimple-like ductile fracture.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).