
Abstract
Polyimide/silica (PI/silica) nanocomposite films were successfully prepared via in situ dispersive polymerisation and thermal imidisation. In order to obtain homogeneous nanoscale dispersibility and good compatibility with the PI matrix, hydrophobic aerosil was selected as the nanosilica precursor. 4,4-Bis(3-aminophenoxy)biphenyl (4,3-BAPOBP) was used as diamine to improve the processability of PI. The PI/silica nanocomposite films were characterised using Fourier transform infrared spectroscopy, scanning electron microscopy and differential scanning calorimetry. The mechanical and dielectric properties of the films were also measured. The results demonstrate that the tensile strength and breakdown strength of films can be markedly improved by the addition of appropriate amounts of silica to the PI matrix. At a silica content of 4.0 wt-%, the tensile strength and the breakdown strength of the films increased by 21 and 13%, respectively, compared with the neat PI. Thus, it is feasible to use nanosilica to improve the properties of PI.
Introduction
Organic/inorganic composites have been widely applied as new high-tech materials because they offer more remarkable properties than those of raw organic or inorganic materials. 1 2 3 – 4 Polyimide (PI) is a new kind of functional material that possesses unique physical and chemical properties, such as high-temperature resistance, excellent mechanical strength, low thermal expansivity, resistance to organic solvents, high dielectric properties, etc. 5 6 – 7 It also shows excellent potential for applications in dielectric materials, insulation and electronic devices. 8 – 9 However, to meet the growing demand for high quality materials in the electronics industry, its mechanical, dielectric and other properties need to be further enhanced. Owing to its attractive mechanical and dielectric properties and its thermal stability, silica is usually selected as the filler in composites. 10 11 – 12
PI/silica nanocomposites have recently received considerable attention since they combine the outstanding advantages of the organic PI component with those of the nanosilica component. In preparing PI/silica nanocomposites, the degree of dispersion of the nanoparticles is of great importance because it determines the properties of the composites so prepared. To overcome dispersion issues, coupling agents are usually added. Tsai et al. 12 and Yu et al. 13 both reported that any residual coupling agents may reduce important mechanical and insulating properties of the composites. 8
In this paper, to attain a uniform nanoscale distribution of the filler, hydrophobic aerosil was used as the precursor to the nanosilica, as it has good dispersive properties in an organic matrix. Furthermore, the processability of most PIs is poor, which restricts their applications. In order to improve the processability of PI/silica, a flexible diamine 4,4-bis(3-aminophenoxy)biphenyl (4,3-BAPOBP) was selected as the copolymerisation monomer as its main chain possesses two ether bonds (–O–) and is more flexible than a conventional diamine, such as 4,4′-oxydianiline (4,4′-ODA).
In our experiments, PI/silica nanocomposite films were successfully prepared via in situ dispersive polymerisation and thermal imidisation. The prepared films were characterised using different physicochemical techniques. The silica content varied from 0 to 10 wt-% in the PI matrix. The variation of the mechanical and dielectric properties of the composites with silica content was carefully studied and is reported below. The results indicate that the presence of nanosilica drastically improves the characteristics of films thus prepared.
Experimental methods
Materials and reagents
Pyromellitic dianhydride (PMDA, 98.5%) was obtained from Sinopharm Chemical Reagent Co., Ltd, China and dried at 130°C for 3 h before use. 4,4-bis(3-aminophenoxy)biphenyl (4,3-BAPOBP, 98%) was supplied by Heowns Biochemical Technology Co., Ltd, China and used as received. N, N-dimethylacetamide (DMAc, 99.5%) was purchased from Shanghai SSS Reagent Co., Ltd, China, purified by distillation under reduced pressure and stored over 4 Å molecular sieves prior to use. Hydrophobic aerosil with an average particle size of 10–20 nm was obtained from Guangzhou GBS High-tech & Industry Co., Ltd, China and used as received.
Preparation of PI/silica nanocomposites
A series of Polyamide acid/silica solutions (precursor of the PI/silica nanocomposites) were prepared with increasing filler concentrations of 0, 2, 4, 6, 8 and 10 wt-% via in situ polymerisation. The entire reaction process was carried out at room temperature (25°C) in a nitrogen atmosphere. To prepare the PAA/silica, a three-necked 150 mL round-bottom flask with a mechanical stirrer, filling funnel and nitrogen inlet was placed in an ultrasonic bath. An example of the synthesis procedure is as follows. Aerosil (0.116 g) was dissolved in freshly purified DMAc (28 mL) and the mechanical stirrer and an ultrasonic shaker were used simultaneously until a stable suspension was formed. Then, 4,3-BAPOBP (3.68 g, 0.01 mol) was added to the solution with mechanical stirring and ultrasonic shaking until it completely dissolved, and finally PMDA (2.0 g, 0.01 mol) was added to the suspension in six portions to ensure complete dissolution within 1 h. After 40 min, the viscosity of the solution had increased sharply. The solution was stirred for another 6 h to obtain the PAA/silica solution. 2 , 12 – 14
The viscous PAA/silica solution was then cast onto clean glass plates to form films that were then placed in a vacuum oven for 20 min to remove air bubbles. The films were then cured at 70, 120, 180, 240 and 300°C for 1 h, respectively. Finally, they were cooled to room temperature, immersed in distilled water for 2 h, and then removed from the glass plates using a razor blade. Figure 1 shows a schematic representation of how the PI/silica hybrid films were prepared.
Reaction schematic for preparing PI/silica hybrid films
Characterisation
Measurement of microstructure
Scanning electron micrographs of the films were obtained using a Carl Zeiss Evo-50 Scanning Electron Microscope (SEM). Fourier transform infrared (FT-IR) spectroscopic analysis of neat PAA and PI/silica hybrid films was conducted on a Nicolet Magna 750 FT-IR Spectrophotometer at wavelengths between 400 and 4000 cm−1 at room temperature (25°C).
Differential scanning calorimetry measurements
The glass transition temperatures (Tg) of the composite films were determined by DSC (Mettler Toledo DSC1, USA) in a nitrogen atmosphere. The samples were heated from 0 to 400°C followed by a cooling cycle. Both the heating and cooling rates were 15°C min−1.
Measurement of mechanical properties
To estimate the mechanical properties of the PI/silica hybrid films, tensile tests were carried out at room temperature (25°C) on an electronic tensile testing machine (SANS Power Test v3.0, Shenzhen SANS Material Test Instrument Co., Ltd, China) at a strain rate of 0.5 mm min-1. Both the tensile strength and the elongation at the breaking point were recorded during the experiment.
Measurement of dielectric properties
Dielectric properties, including dielectric constant and dielectric loss, were performed on an Agilent LCR meter. The electrical breakdown strength of the films was measured using a voltage applied between two copper electrodes immersed in silicone oil. In the process, the samples were cut to dimensions of 30 × 30 mm and the voltage was raised at a rate of 1 kV s−1.
Results and discussion
Microstructural analysis of the films
Examination of the SEM images (Fig. 2) reveals that the surface of neat PI is plain and smooth (Fig. 2 a). The nanoparticles have clear boundaries and are dispersed homogenously in the PI matrix (Fig. 2 b and c).The size of the silica particles is in the range 10–30 nm. At a silica content of 10 wt-%, large agglomerations do not form. The SEM images reveal that aerosil shows good dispersibility in the matrix even without a coupling agent.
SEM images of a neat PI; b PI/silica (4 wt-%) and c PI/silica (10 wt-%)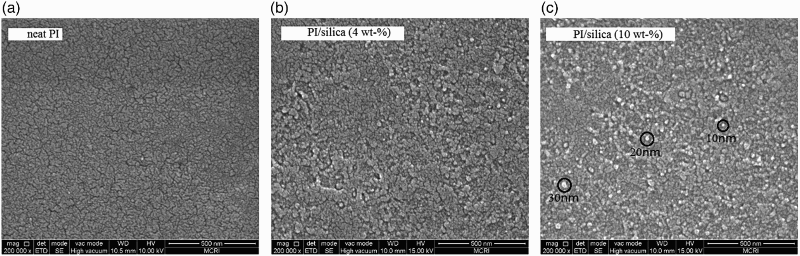
The chemical structures and degree of imidisation of PAA and PI/silica films were evaluated using FT-IR spectroscopy, as shown in Fig. 3. The characteristic peak of PAA is near 1678 cm−1 (Fig. 3 a). Following thermal curing (Fig. 3 b), the peak at 1678 cm−1 disappears and new peaks for the imide group are observed at 1726 cm−1 (C=O symmetric stretching), 1776 cm−1 (C=O asymmetric stretching), 3487 cm−1 (C=O imide overtone band), 723 cm−1 (C=O bending vibration) and 1380 and 3564 cm−1 (C–N stretching).
2
3
4
5
6
7
8
9
10
11
12
13
14
,
15
The characteristic absorption peaks of silica are clearly visible at 1105 cm−1 (Si–O–Si asymmetric stretching band), 958 cm−1 (Si–OH stretching) and 831 cm−1 (Si–O–Si symmetric stretching).
12
13
14
15
–
16
The peak at 3647 cm−1 is probably due to hydroxyl groups (−OH) on the surface.
17
18
–
19
This result indicates that the complete imidisation of PAA, the successful preparation of PI/silica composite films and the imidisation process have not been impeded by inorganic moieties.
20
FT-IR spectra of a neat PAA and b PI/silica (2 wt-%) hybrid film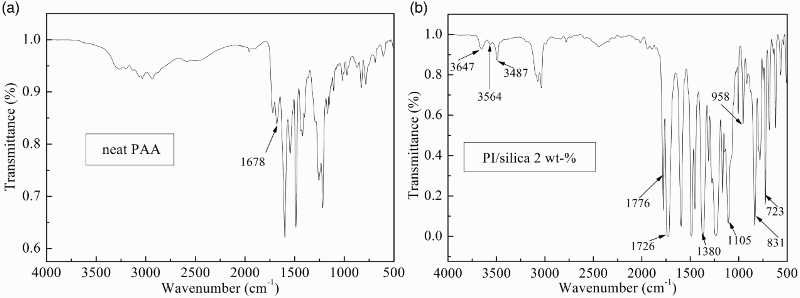
Effect of silica on Tg of nanocomposites
Figure 4 illustrates the variation of Tg of PI/silica hybrid films. The glass transition temperatures of the films first increase and then decrease with increasing silica content. At a silica content of 4 wt-% the Tg reaches a maximum value of 275°C. The increase in Tg with silica content can be attributed to the stereo hindrance of silica in the matrix.
12
The decrease in Tg with silica content above 4 wt-% can be ascribed to the inevitable agglomeration of excessively large nanoparticles, which will cause the segment stereo regularity decreasing of the network structure in the matrix.
15
16
–
17
Variation of Tg with silica content of PI/silica hybrid films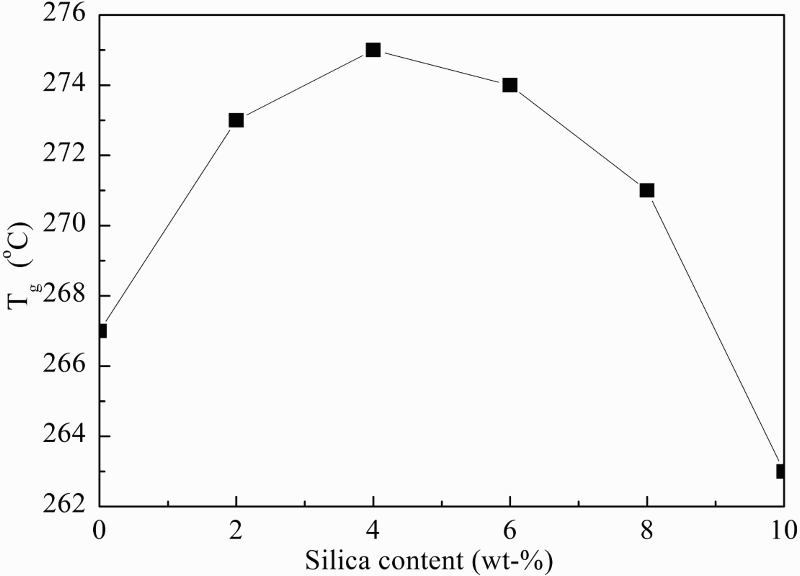
Mechanical properties of PI/silica nanocomposites
The effects of silica content on the mechanical properties of hybrid films are shown in Fig. 5. It is known that the changing trend of tensile strength is the same as that of Tg. It reaches a maximum value of 91.4 MPa at a silica content of 4 wt-% and shows a 21% increase over that of neat PI. Apparently, the incorporation of silica increases the strength of the nanocomposites. The improvement in tensile strength is due to uniform dispersion and good interfacial adhesion between the organic and inorganic phases. Hydrogen bonds are formed between OH groups on the surface of the nanosilica and C=O groups in the imide rings of the PI, increasing the interaction between Si–O–Si networks and the matrix.
21
Owing to the inevitable agglomeration of excessively large nanoparticles, the tensile strength decreases with the further addition of nanosilica.
22
Tensile strength and elongation at break of PI/silica hybrid films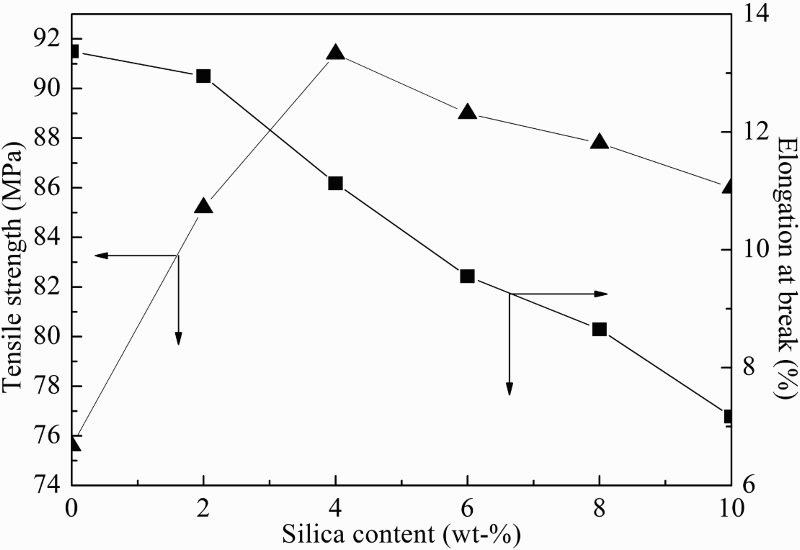
The elongation at break decreases with increasing silica content. This can be attributed to the network structure of hybrid films having a higher cross-linking density and a stronger interaction force between molecular chains. Therefore, the toughness of PI main chains decreases at higher silica content and the fracture of the composites occurs earlier, leading to the lower value of the elongation at break. 23
Dielectric properties of PI/silica nanocomposites
Effect of silica on breakdown strength of nanocomposites
The electrical breakdown strength is a key parameter for estimating the insulating capacity of materials,
24
and the effects of silica on that of PI/silica nanocomposites are shown in Fig. 6. It can be clearly seen that the electrical breakdown strength reaches a peak value when the nanosilica content is 4 wt-% and then decreases with increasing silica loading. This may be due to the aggregation of excessive silica fillers in the matrix, which will greatly decrease the interfacial areas between inorganic and organic polymer chains and destroy the integrity of the microstructure in the organic matrix. Thus the electrical charges move through the weakest area of the testing sample, resulting in the degradation of dielectric strength.
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
,
25
Breakdown strength of PI/silica hybrid films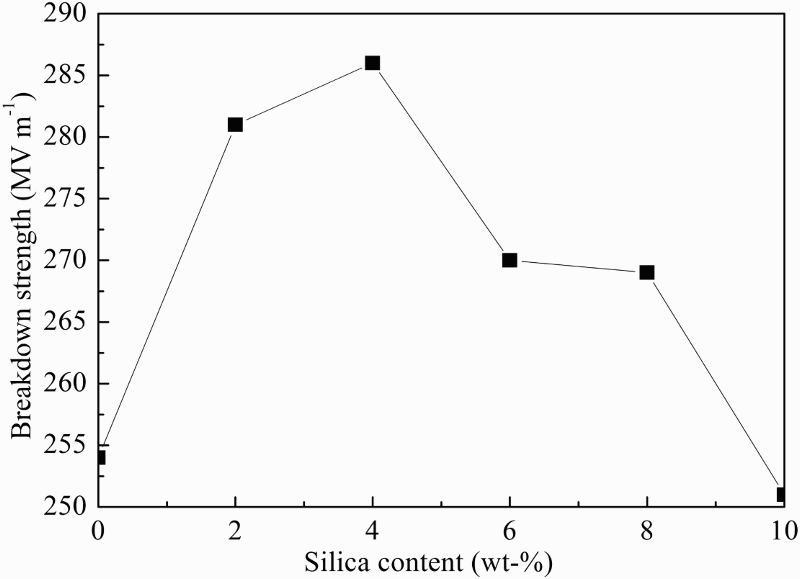
Effect of silica on the dielectric constant of nanocomposites
The variation in dielectric constant of the prepared films is shown in Fig. 7, where the effects of silica content and sweeping frequency on the values of the dielectric constant of the films at room temperature (25°C) can readily be seen. The dielectric constants of all of the films decreased monotonically with increase in frequency. The decreased dielectric constant could possible derive from the fact that the ability to respond to a changing electric field reduces with increasing frequency for samples, i.e., the dipole parts of the sample main chain cannot catch up with a rapidly changing electric field.
26
27
–
28
Dielectric constant of PI/silica hybrid films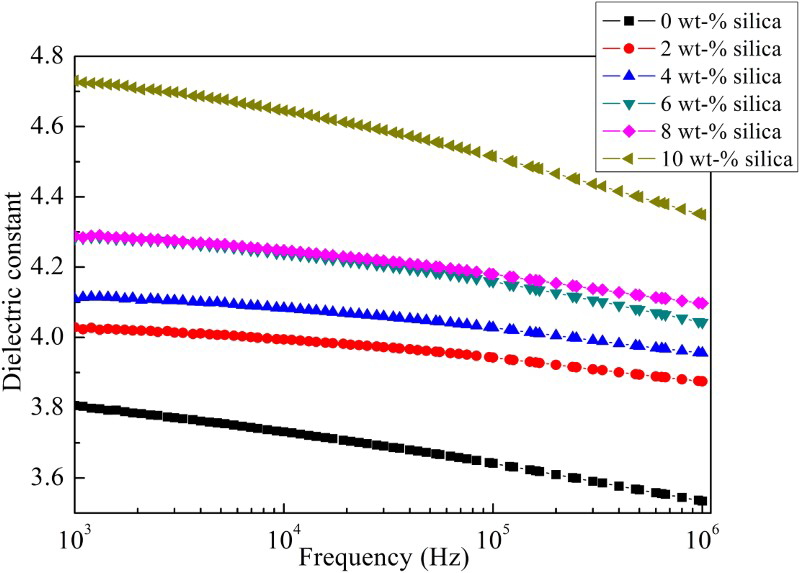
According to Fig. 7, the dielectric constants of all of the samples are higher than that of neat PI and increase with increasing silica content, which is due to the fact that small nanosilica particles display special effects. When incorporating nanosilica particles into the matrix, the free volume in the PI matrix decreases and more polar groups are created. The number of polar groups increases noticeably with increasing silica loading, which results in further polarisation and higher dielectric constants. 2 , 29 , 30 In addition, in the PI/silica nanocomposites, the loading of silica induces interfacial polarisation between the organic and inorganic phases. Mobile charges accumulate at the interface between the PI and the silica, and the number of accumulating charges increases with increasing silica content, which will cause further polarisation under an electric field. 11 When the loading of filler varies between 8 and 10 wt-%, the dielectric constant of the films grows rapidly on account of the aggregation of silica nanoparticles. 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 – 31
Effect of silica on the dielectric loss of nanocomposites
Figure 8 shows the dielectric loss tangent of PI/silica composite films as a function of measurement frequency. The dielectric loss tangent increases slowly in the frequency range measured and exhibits slightly weak frequency dependence.
32
Dielectric loss tangent of PI/silica hybrid films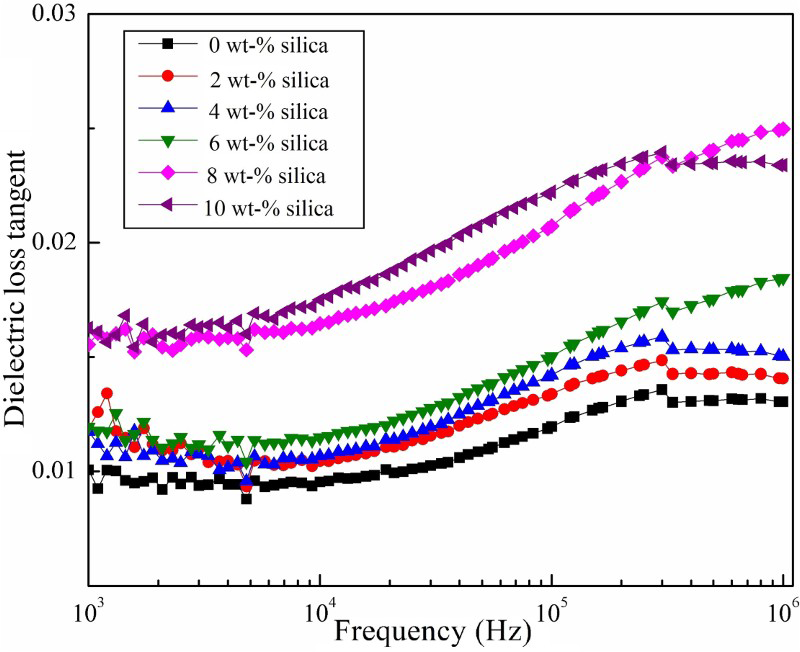
The dielectric loss tangent increases with increasing silica content and increases sharply with high silica doping (6–8 wt-%). This is due to the fact that the mobility of polymer chains is blocked after nanoparticles are dispersed throughout the polymers. The friction of the space-charge and dipole polarisation increases under the electric fields, which increases the resistance of polymer chain relaxation and leads to greater dielectric loss. 33 That is to say, the tendency of dipoles to re-orient in a field at the interfacial regions of a composite decreases. Consequently, when the doping concentration increases, the dielectric loss increases.
Conclusions
New PI/silica hybrid films with excellent mechanical and dielectric properties have been successfully prepared.
SEM images reveal that aerosil has good compatibility with PI without the use of a coupling agent. FT-IR images show the disappearance of the characteristic acid amide group peak and the appearance of the characteristic imide ring peak, which strongly suggests that the PAA has been completely converted to PI.
The addition of an appropriate amount of nanosilica filler to a PI matrix can result in the substantial improvement of its mechanical and dielectric properties. Compared with neat PI, the maximum increases in the tensile strength and electrical breakdown strength of the composites were at 21 and 13%, respectively. The dielectric constant of the composite films was also improved as a result of the addition of silica.