
Abstract
The effect of different grades (N375, N405, N509) of carbon black (CB) powder on the synthesised carbon black natural rubber (CBNR) composites were investigated to study the curing and reinforcing characteristics of CB structure. The different CB grades depicted; on the one hand, the ascending order of nitrogen surface area (NSA) in conjunction with statistical thickness surface area (STSA) to be N375 < N405 < N509, while on the other hand, relative span factor (RSF) together with pellet hardness were N405 < N509 < N375. The synthesised CBNR composites were analysed for rheological and reinforcement behaviour. It was observed that both, elongation at break and cure rate index (CRI) of the CBNR composites varied with RSF of CB powders. The RSF of CB powders showed association with elongation at break and CRI of the CBNR composites. Moreover, there is a synergy in the hardness, resilience and tensile strength of the CBNR composites.
Abbreviations
Carbon black
Natural rubber
Carbon black natural rubber
Benzothiazyl disulphide
Brunauer–Emmett–Teller
Statistical thickness surface area
Nitrogen surface area
Relative span factor
Cure rate index
Introduction
Elastomers are cross-linked polymers possessing low modulus and high deformation reversibility, affirming their utility in wide range of applications.1, 2 The carbon black (CB) is used as principal reinforcing filler for natural rubber (NR) because it enhances the physical and chemical adsorption of elastomer molecules on its surface. This was due to the presence of organic functional group (mainly, –OH) and specific structure of CB. The three main contributions responsible for this reinforcement are: (i) hydrodynamic effect related to the gain in strength by dispersion of inclusion in a rubber matrix, (ii) polymer–filler interconnection responsible for modified rubber layer and (iii) percolating point associated with agglomerated framework.3-6 The significant role of CB as active filler in elastomers for tyre technology is known to mankind for more than a century.4, 7-11 This reinforcement of elastomer with CB increases their mechanical properties such as tensile strength, resilience, elastic modulus and hysteresis that find application in anti-vibrating operations of industries.12-16 Thus, it is agreeably recognised that CB filled rubber composites having multiphase system, dependent on the mobility of rubber molecules, impacts the reinforcement of the composites. 17 The viscosity of NR is reduced by mixing it with peptisers and subjecting it to a shearing process. The service span and mechanical efficiency can be notably improved by mixing fillers in elastomer matrix.18-22
Park et al. 23 had investigated the interrelation of mechanical properties with the surface energy of CB and had established that the specific surface area increases non-polar characteristics. This further enhances vulcanisation reactions and improvement of the mechanical properties of the composites. Moreover, previous researchers24-28 had examined the key function of networking fillers on the properties of elastomer composites. They had elucidated that the filler–filler interaction play an integral role in influencing reinforcement mechanism in composites. The chemical and physical synergy between polymer matrix and CB affect the mechanical and curing characteristics had also been previously examined.7, 8, 29-32 There had been continuous interest towards studies on dependence of size, structure and surface activity of CB on the properties of CB composites but few investigations have been reported on studies of different grades of CB.12, 24
In the present work, the effects of three different grades of CB on the curing and mechanical properties of the carbon black natural rubber (CBNR) compound have been investigated. Additionally, the variation in properties of CBNR composites due to particle size and surface chemistry were of importance, as done previously. 33 The three industrial grades (N375, N405 and N509) were chosen to examine the differences that are of commercial interest between N405 with that of N375 and N509. These grades of CB powder were initially characterised for their physical characteristics before mixing it with NR. The standard procedures were followed for synthesis and vulcanisation of different rubber composites. And the ASTM standards were adhered to, for testing characteristics, in order to gain insight into the influence of different grades of CB on CBNR composites.
Experimental
Materials
NR was procured from Rubber Board Kottayam, Kerala, India. Industrial grade CB powders [N375 (iodine absorption: 90 mg g−1), N405 (iodine absorption: 121 mg g−1), N509 (iodine absorption: 142 mg g−1)] were sourced from Continental Carbon India Limited (CCIL). The other chemicals, namely, sulphur powder (density: 2070 kg m−3), stearic acid [CH3(CH2)16COOH (density: 840 kg m−3)] and ZnO (density: 5600 kg m−3) were obtained from Thermo Fisher Scientific (India) Pvt. Ltd, Mumbai, India. Benzothiazyl disulphide (MBTS), used as an accelerator for rubber compounding, was obtained from Merck Ltd, Mumbai, India.
CBNR compound preparation
Constituents of CB composite, according to ASTM standard D3192–05

aNatural rubber.
bBenzothiazyl disulphide.
cCarbon black.
Vulcanisation of rubber
Vulcanisation is a chemical process in which NR is transformed into useful elastomer having numerous commercial applications by means of additives that form cross-links between individual polymer chains. Here, high temperature (145°C) and hydraulic pressure were used in vulcanisation to obtain desired shape of rubber elastomers. The chemical bond formations enhance the physical properties of the rubber composite. The cross-links interlace the polymeric macromolecules together, in such a way, that the entire mass becomes a single adjoined three-dimensional molecule. Sulphur molecules cross-link the polymer strands during vulcanisation of rubber. This cross-linking reaction reinforces the vulcanisates and affirms its natural elastic character that restores to their original shape in a reversible manner. Figure 1 displays the steps of conversion for dumb-bell shape specimen from uncured rubber for tensile testing.
Illustration of formation of cured CBNR composite from NR using CB as filler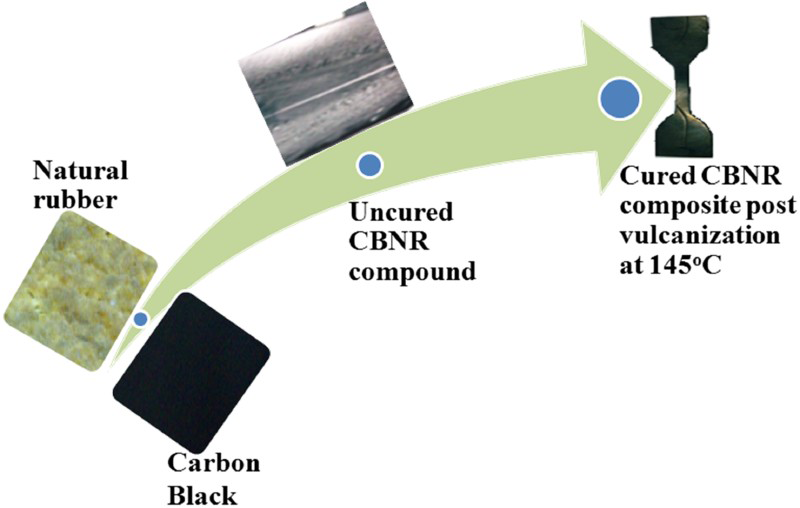
Characterisation
Total and external surface areas were recorded using Nitrogen Surface Area (NSA) Analyzer, Nova 2000e using nitrogen gas as the adsorbate. The powder samples of CB were degassed at 300 ± 10 °C under vacuum (pressure < 1.4 Pa) on the nitrogen surface analyser equipment for more than 5 hours prior to testing. The particle size analyses of CB powders were determined using Horiba Laser Scattering Particle Size Distribution Analyzer Partica LA-950 by means of wet analysis route. The powdered samples were sonicated with the help of ultrasonic bath for 15 minutes after dispersing in deionised water, prior to testing. The individual pellet hardness testing was carried out using Automated Pellet Hardness Tester, Hitec Luxembourg. The powders were passed through a 35 mesh sieve to take off agglomerates before testing them, as mentioned in ASTM D5230-10 standard. The rheological characteristics were observed by using Oscillating Disk Monsanto R-100 Rheometer and tensile testing was done using Zwick Model 1435 Tensile Tester. The hardness and resilience were measured by means of Durometer and Resilience Tester, respectively.
Results and discussion
Analysis of CB powder samples
Surface area by nitrogen adsorption
The total and external surface areas of the three grades (N375, N405 and N509) of CB were tested according to ASTM standard D6556 based on Braunauer–Emmett–Teller (BET) method. This BET theory, published by Stephen et al. 34 in 1938, is based on the physical adsorption of gas molecules on a solid surface to analyse surface area of powders.
Total surface area
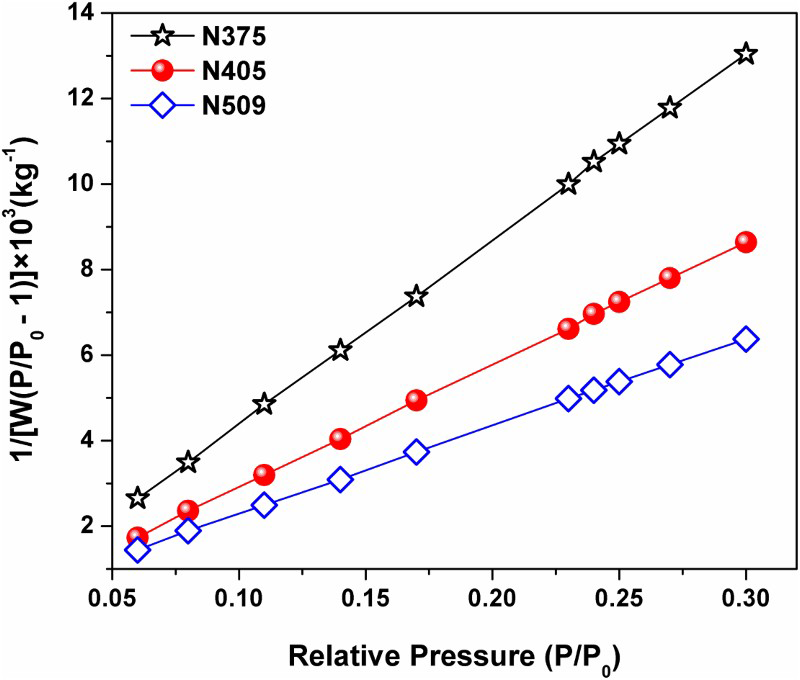
The total surface area is based on the principle that the adsorbed molecules approach a monomolecular layer when solids are subjected to nitrogen gas. Thus, the amount of gas adsorbed in the monomolecular layer can be evaluated using the BET equation. The multilayer gas adsorption behaviour via multipoint determinations used in BET NSA model aided calculation of total surface area of all micropores and pores of diameters less than 2 nm. Figure 2 displays the adsorption isotherm plots between volume of gas adsorbed, corrected to standard conditions of temperature and pressure, versus relative pressure of nitrogen for N375, N405 and N509 grades of CB. Figure 3, a graph between P/P0 on the X-axis and P/W(P0 −P) on the Y-axis, was plotted for data sets comprising P/P0 in the range of 0.05–0.30 (linear region of BET equation) and a best linear fit was obtained. The NSA value (SBET) was computed using the slope and Y-intercept of this plot, based on the cross sectional area of the nitrogen molecule (16.2 × 10−20 m2 for N2 at 77 K).
32
The BET surface area, as computed by using the above model, was found to be 80.39, 121.10 and 185.26 m2/g for N375, N405 and N509 grades of CB, respectively.
Adsorption isotherm plot between volume of gas adsorbed, corrected to standard temperature and pressure, in m3 kg−1 versus relative pressure P/P0 in the range of 0.05–0.5 for three different grades of CB (N375, N405 and N509) using nitrogen as adsorbate Multipoint BET linear fit plot of P/W(P0–P) versus P/P0 for three different grades of CB (N375, N405 and N509) using nitrogen as adsorbate with P/P0 in the range of 0.05–0.30 (linear region of BET)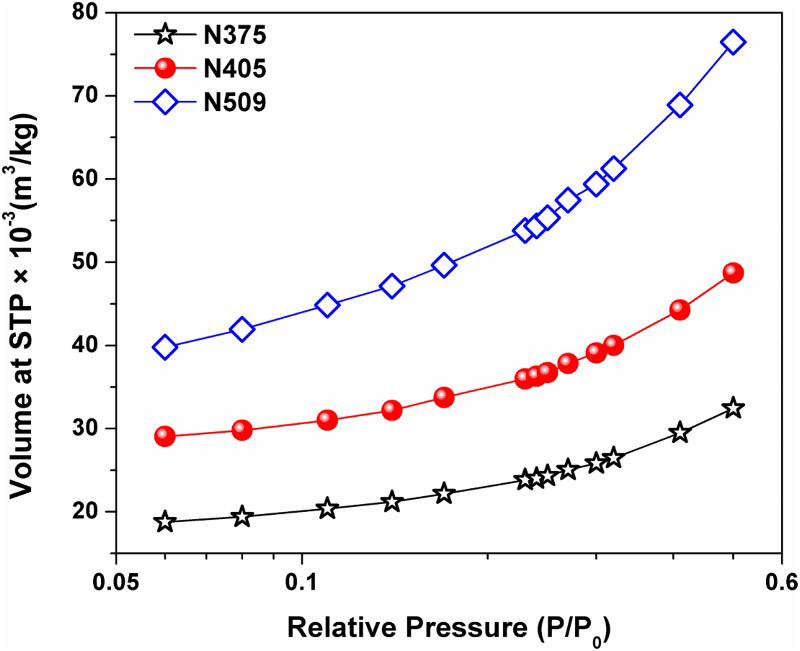
External surface area
The external surface area, based on statistical thickness surface area (STSA) method involving specific surface area of sample powder, was done by V-t method for micropore analysis. The procedure involves higher relative pressure in the range of 0.3–0.5. Figure 4 depicts a plot between volume of adsorbed gas (Va) versus statistical thickness of an adsorbed film (t). The slope (Z) was determined from this graph by employing standard regression analysis and STSA (ST) was enumerated according to equation (1).
V-t plot between volume of gas adsorbed (V) versus the statistical thickness of an adsorbed film (t) to determine external surface area (ST or STSA) i.e., non-microporous part of the material for three different grades of CB (N375, N405 and N509) in the pressure range P/P0 of 0.30–0.50
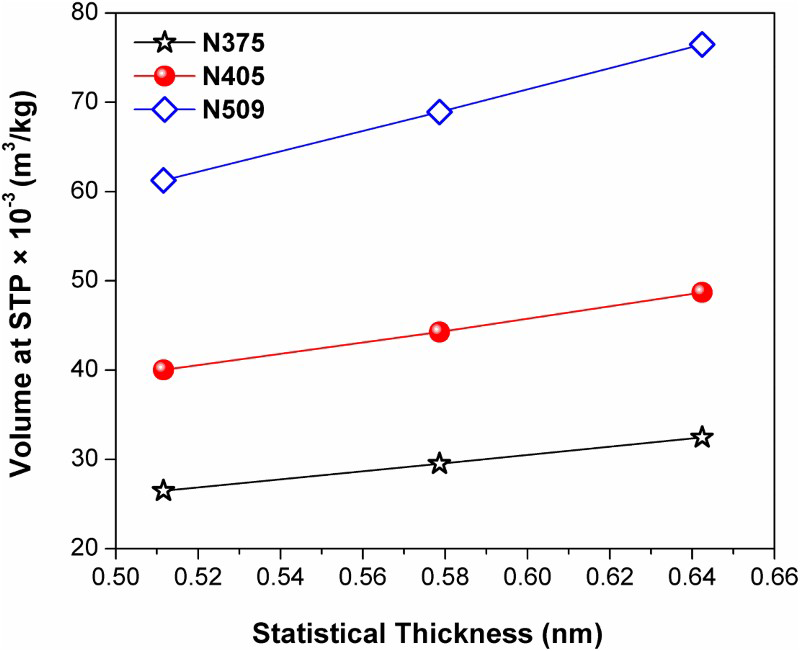
The conversion of nitrogen gas to liquid volume is given by a constant value 15.47. The calculated ST values for N375, N405 and N509 grades were 70.69, 102.72 and 179.76 m2/g, respectively. Further, surface area of micropore (SMP) was calculated by equation (2) as

This gave SMP values as 9.69, 18.38 and 5.50 for CB grades N375, N405 and N509, respectively. It is apparent that N509 has the highest STSA while N405 shows highest micropore area. Therefore; this leads to the conclusion that if the powder has higher total surface area and external surface area, it will show lowest micropore size.
Particle size analysis
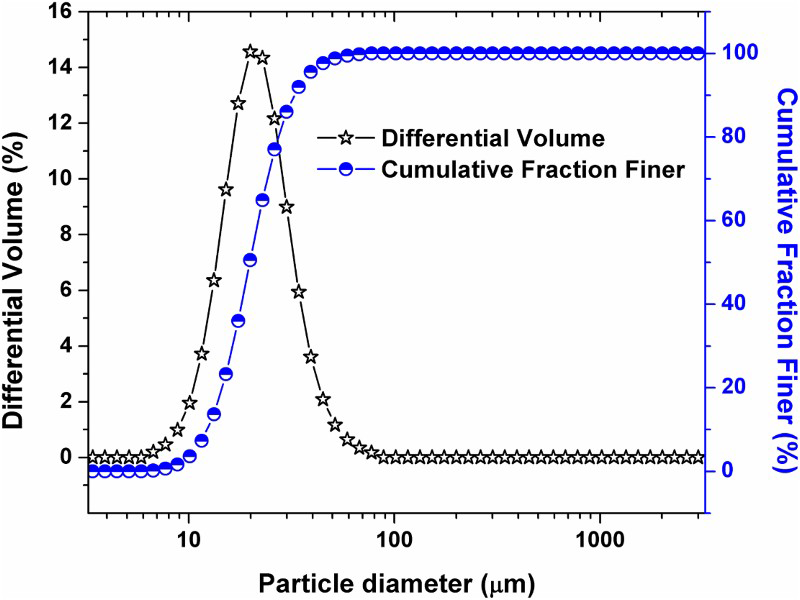
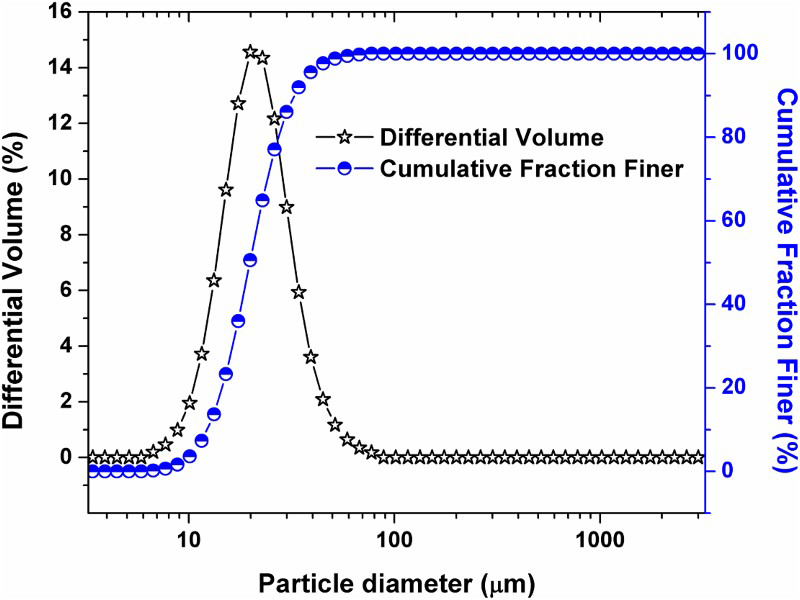
The LA-950 software assisted in plotting the differential volume versus particle size of the scattered beam from the intensity profile of the instrument. The cumulative and differential plots are shown in Figs. 5
6
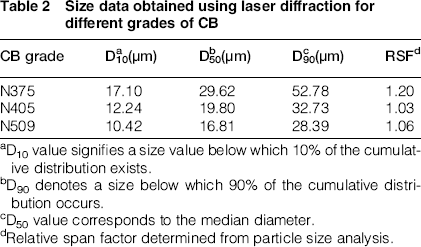
–7 for the CB powder grades of N375, N405 and N509, respectively. The cumulative size distribution at 10th, 50th and 90th percentile of the powders are shown in Table 2 and are represented by D10, D50 and D90, respectively. These values aid the calculation of relative span factor (RSF) which is a ratio of D90-D50 to D50 to gauge powder particle distribution width. The highest RSF was exhibited by N375 grade CB that corroborated it to be the coarsest grade CB.
Cumulative and differential distribution plots of N375 grade CB considering them as spheres. The D10, D50 and D90 values deduced from the cumulative distribution plots are 17.10, 29.62 and 52.78 µm, respectively Cumulative and differential distribution plots of N405 grade CB considering them as spheres. The D10, D50 and D90 values deduced from the cumulative distribution plots are 2.24, 19.80 and 32.73 µm, respectively Cumulative and differential distribution plots of N509 grade CB considering them as spheres. The D10, D50 and D90 values deduced from the cumulative distribution plots are 10.42, 16.81 and 28.39 µm, respectively Size data obtained using laser diffraction for different grades of CB aD10 value signifies a size value below which 10% of the cumulative distribution exists. bD90 denotes a size below which 90% of the cumulative distribution occurs. cD50 value corresponds to the median diameter. dRelative span factor determined from particle size analysis.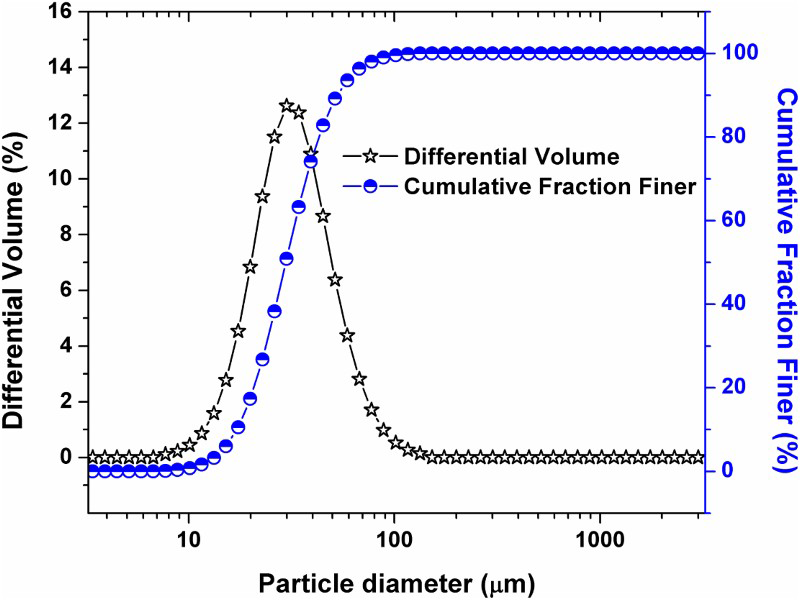
Pellet hardness testing
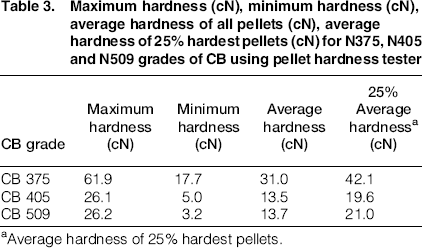
Pellet hardness, associated with attrition and mass strength of CB, is a measure of crushing strength for testing the constitutional integrity of a pellet on application of external force. This mechanical property affects the degree of dispersion in various composite systems containing CB. The minimum, maximum and average pellet hardness of 20 pellets tested is reported in Table 3 in units of gram-force (cN). The individual pellet hardness of N375, N405 and N509 CB powders are presented in Fig. 8 in lognormal scale. N375 grade CB showed maximum pellet hardness among all grades tested.
Display of individual pellet hardness of different CB grades: N375, N405 and N509 in lognormal scale. The average hardness for these grades of CB as obtained from the plot is 31.0, 13.5 and 13.7 cN. Maximum hardness (cN), minimum hardness (cN), average hardness of all pellets (cN), average hardness of 25% hardest pellets (cN) for N375, N405 and N509 grades of CB using pellet hardness tester aAverage hardness of 25% hardest pellets.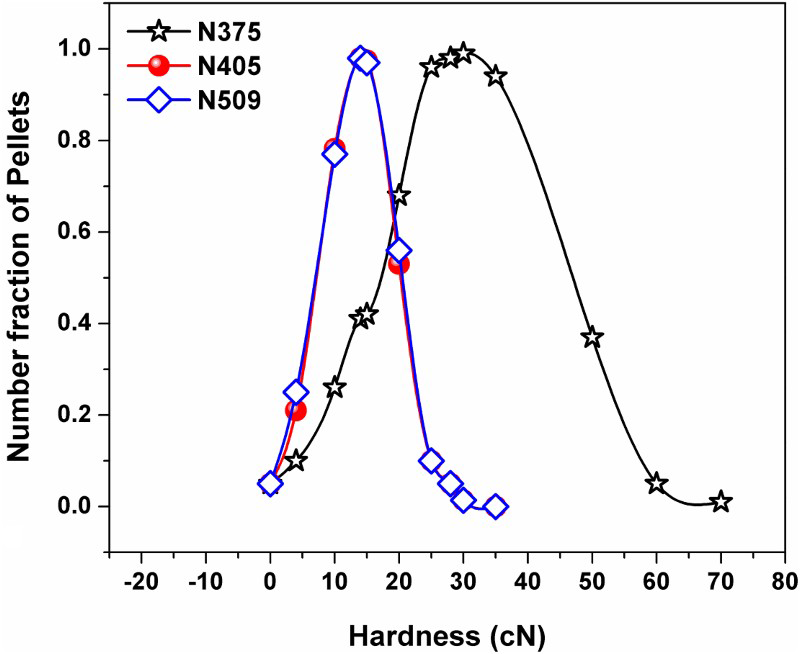
Analysis of CBNR composites
Curing evaluation
The NR, is an elastic polymeric material with monomer unit Isoprene (2 methyl butadiene)
35
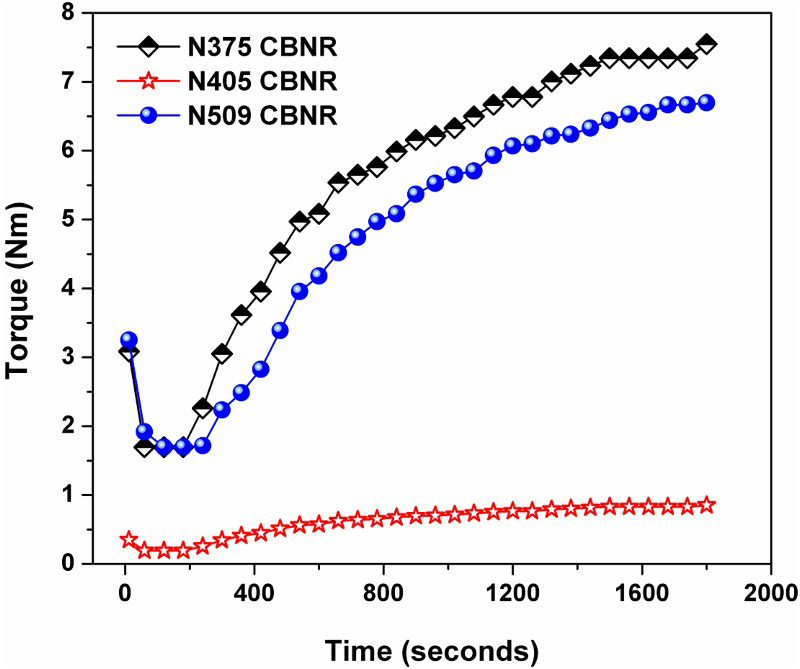
, obtained from the latex sap of trees (especially trees of the genera Hevea and Ficus) that are vulcanised and finished for different useful applications. The prime parameters related to vulcanisation process can be determined using rheometer, with 1.7 Hz oscillation frequency and 145 °C die temperature, for assessing the effects of CB–rubber interactions on the rate of curing and cross-linking. The vulcanisation curves of CBNR composites, associated with various grades of CB are displayed in Fig. 9. The cure characteristics: ML (minimum torque), MH (maximum torque), Tc90 (optimum cure time), Ts2 (scorch time) of CBNR composites with three different grades of CB such as N375, N405 and N509 were determined from the curve as shown in Table 4. The vulcanisation rate is based on the difference between the optimum vulcanisation and incipient scorch time (at which vulcanisation starts), is ascertained by cure rate index (CRI), given by equation (3) and is based on ASTM standard D2084.
Vulcanisation curves between torque versus time of CBNR composites at 145°C, associated with various grades of CB (N375, N405 and N509) Rheometric data comprising of maximum torque MH (Nm), minimum torque ML (Nm), MH − ML (Nm), scorch time Ts2 (sec), optimum cure time Tc90 (sec), cure rate index (CRI) for CBNR composites with different grades of CB aDifference between maximum and minimum torque. bScorch time, time at which the vulcanisation begins (derived from the measurement done on Monsanto Rheometer). cOptimum cure time, time needed for curing of rubber samples (derived from the measurement done on Monsanto Rheometer). dCure rate index determined from rheological testing using equation (3).
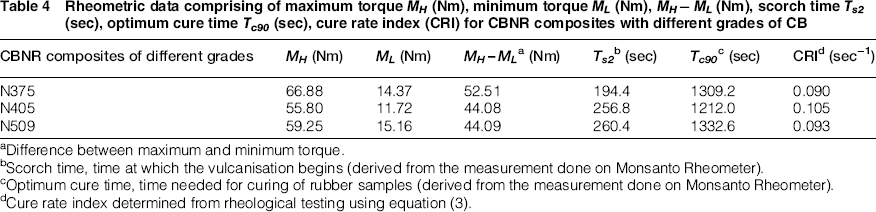
The CRI values calculated for CBNR composites using N375, N405 and N509 were 0.090, 0.105 and 0.093 s−1, respectively. Thus, it was observed that the fastest cure rate and optimum cure time resulted in highest CRI for N405 composite. The decreased cross-linking speed due to the existence of quinolic group caused lowest CRI for N375 composite.
The difference ΔM (= MH − ML), the characteristic of cured rubber, provides the information on degree of chemical cross-linking which occurs during the process of vulcanisation.36, 37 The property that varies with the surface area of different CB is modulus at 300% elongation along with ML. The surface area of CB plays a significant role in the physical cross-linking of CBNR composites. As the surface area of CB advances, the number of rubber chains entangled with CB aggregate increases. This entanglement of polymer chains with CB further enhances the torque, and thus CB serves as physical cross-link in CBNR composite. Therefore, it can be noticed that N509 grade CB having highest NSA showed largest value of ML out of the three different grades of CB. This was due to the decrease in the number of mobilised rubber chains on CB surface. 10
The compounds were vulcanised at 145 °C on an electrically heated laboratory hydraulic press for respective cure times, Tc90, to make flat sheets of the rubber composites according to the ASTM standard D2084. The conversion rate of vulcanisation
 for a given time had been evaluated from the rheocurves
23
using equation (4), and is depicted in Fig. 9.
for a given time had been evaluated from the rheocurves
23
using equation (4), and is depicted in Fig. 9.
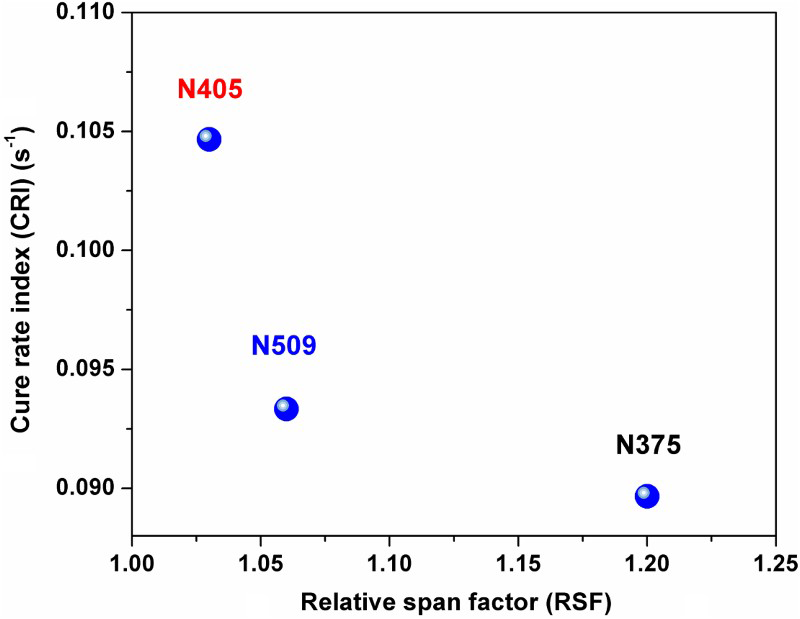
Here, MT represents the torque at a given time T, while MH and ML are the maximum and minimum torques, respectively. The Fig. 10 displays the conversion ratio of CBNR composites for various grades of CB as a function of cure time. Thus, the conversion rate of vulcanisation reaction for CBNR composites under these specified conditions show the order as N375 > N405 > N509. Here, in order to complete 50% conversion, N375 CBNR takes 491 s, N405 CBNR takes 561 s and N509 CBNR takes 609 s. This confirms that all the vulcanisation characteristics vary proportionately with the increase in surface area. The rheological test, exhibited lowest CRI for N375 rubber composite having highest RSF, which is illustrated in Fig. 11.
Conversion ratio of CBNR composites for N375, N405 and N509 grades of CB as a function of cure time CRI of CBNR composites as a function of RSF of CB powders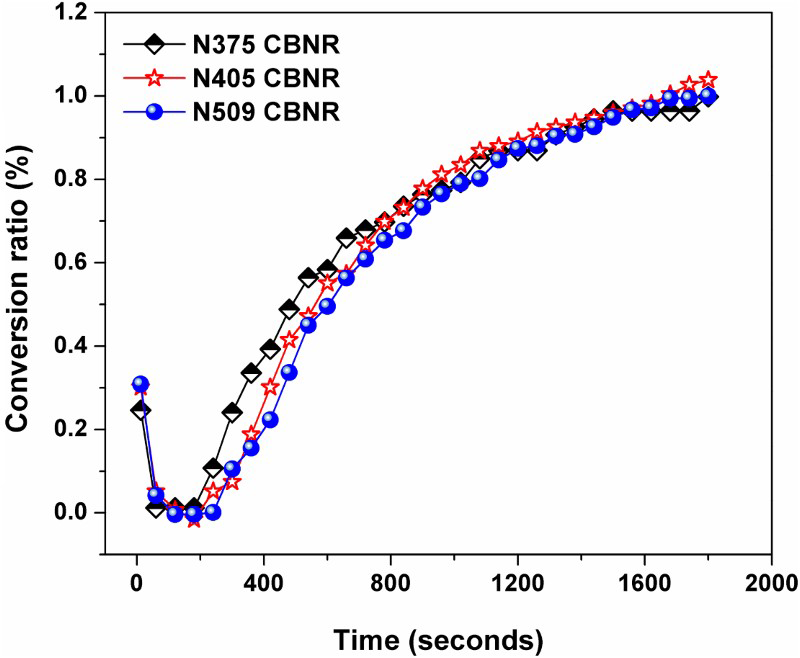
Mechanical testing
Tensile testing
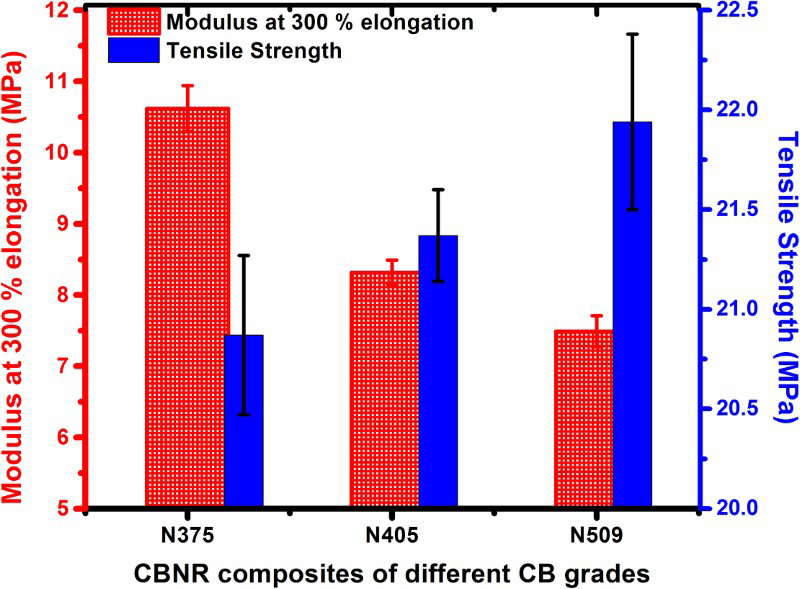
The mechanical properties of CBNR composites made by furnace CB were inspected by employing universal electric tensile testing (Zwick 1435) machine. Here, dumb-bell sections of 25 × 10−3 m width, 130 × 10−3 m length and 2 × 10−3 m thickness were cut with the help of die cutting machine. The tensile strength and elongation at break; as well as modulus at 200% and 300% elongation were determined according to ASTM method D412-06a at 5 kN load and test speed of 0.008 ms−1. The stress–strain profile for different CBNR composites are shown in Fig. 12, whereas tensile strengths and modulus at 300% elongation along with their respective errors are illustrated as histogram in Fig. 13. Here, Table 5 depicts the different reinforcing abilities of the composites by listing mechanical properties such as tensile strength, elongation at break, modulus at 200% elongation and modulus at 300% elongation of CBNR composites. The factors that affect the 300% modulus are shape of the particles and surface activity including surface treatment. It was observed that the tensile strength of CBNR composites increase with increasing surface area of CB powder.
38
N509 rubber composite, having largest surface area showed highest tensile strength among all grades of CB. Further, RSF was found to have correlation with elongation at break. N405 possessing lowest RSF showed maximum elongation at break. Thus the extent of formation of weak bonds, by physical adsorption on filler surfaces to affix polymer chains, is influenced by the surface area.
Stress–Strain curve of N375, N405 and N509 grades of CB obtained from tensile testing machine Zwick 1435 Histogram for modulus at 300% elongation and tensile strength of CBNR composites Reinforcing abilities of the composites using N375, N405 and N509 grades of CB having tensile strength (MPa), elongation at break (%), modulus at 200% elongation and modulus at 300% elongation aCarbon black natural rubber.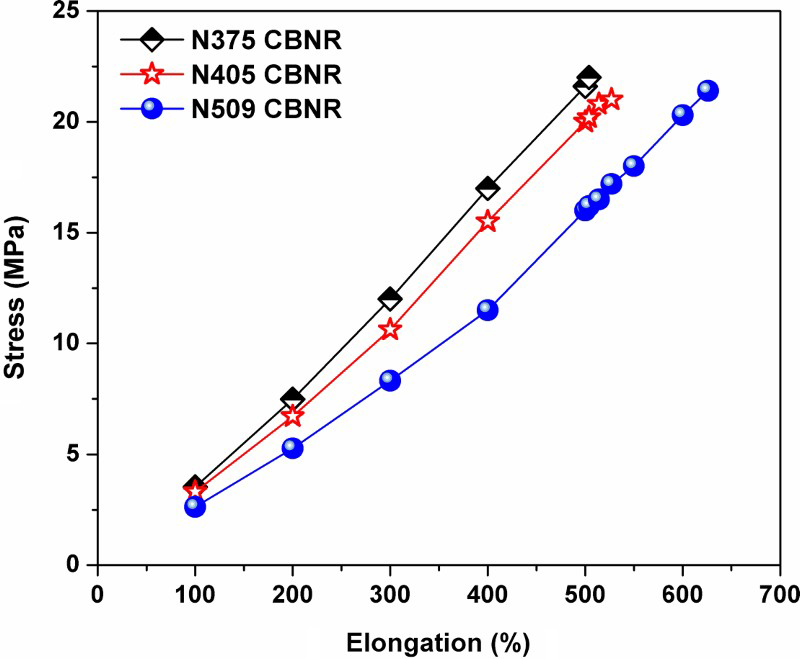

Hardness and resilience testing
The Durometer is a standard device that is used to assess the hardness of rubber, polymers or rubber-like materials. It measures the hardness by the penetration of an indenter into the material and is expressed as a number value. Here, Shore hardness was measured before and after curing (Figs. 14 and 15) of rubber samples as outlined in Table 6. The hardness increased with the increasing surface area as N375 < N405 < N509 for cured CBNR composites, similar to Litvinov's report.10, 39 The highest NSA and STSA depicted by N509 CB powder had highest hardness of its CBNR composite. This implies that surface area is a vital criterion in determining the hardness behaviour of CBNR composites.
Histogram illustrating Shore hardness of CBNR composites before and after curing Histogram depicting resilience of CBNR composites before and after curing Hardness and resilience for CBNR composites with different grades of CB (N375, N405 and N509) before and after curing aCarbon black natural rubber.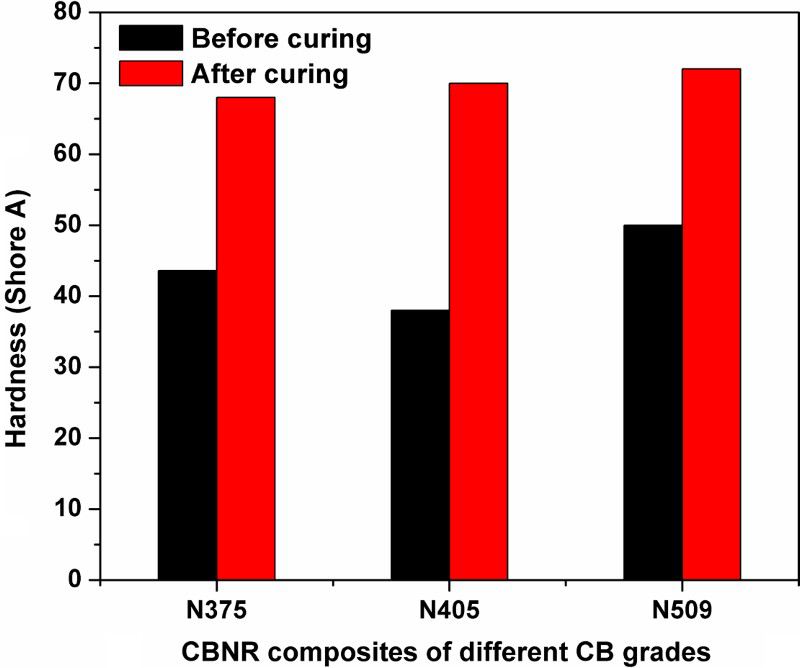

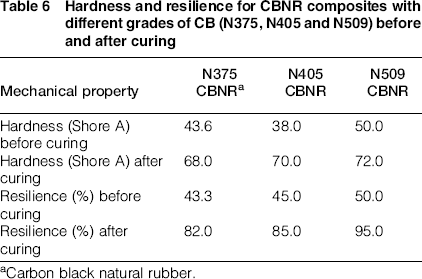
Resilience usually expressed in percentage is defined as the ratio of energy given up in recovery from deformation to the energy required to produce the deformation. Table 6 shows the trend of resilience observed for vulcanised CBNR composites as N375 < N405 < N509. It can be readily ascertained from the examination that the resilience of CBNR composites almost doubled after vulcanisation.
Conclusion
The present studies confirmed the significant dependence of mechanical and rheological characteristics of rubber composites on the morphological factors of CB such as surface area, particle size and pellet hardness. These experiments showed a likely direct correlation of tensile strength, resilience and hardness of CBNR composite with the surface area of CB. The decrease in particle size of CB powder additionally reduced modulus of CBNR composite at 200% and 300% elongation. Further, the interconnection of calculated RSF value of CB powders with that of CRI and elongation at break of CBNR composites could be employed to predict the feasibility of different grades of CB for manufacturing CBNR composites.
Footnotes
Acknowledgements
The authors are thankful to the Department of Physics and Material Science and Engineering, Jaypee Institute of Information Technology, Noida for providing research facilities. The authors are also thankful to CCIL for furnishing CB powders and assisting in performing research experiments.