
Abstract
Homogeneous and stable dispersion of layered silicates in their rubber nanocomposite is a matter of interest as it can significantly affect the material properties. Herein we propose a facile and easily industrialised approach for preparing highly dispersed montmorillonite (MMT)/rubber nanocomposites by the latex compounding method. Furthermore, an efficient way of enhancing the interlayer spaces of organically modified MMT (f-MMT) with alkyl-ammonium chains while mixing the styrene butadiene rubber (SBR) is reported. The f-MMT embedded SBR matrix shows a remarkable improvement of the modulus and tensile strength even in the low loading rate, which is ascribed to the well dispersion of the f-MMT enhancing interfacial interaction with the rubber matrix. Furthermore, we manufactured the practical pneumatic tire using f-MMT/SBR nanocomposite with outstanding wear resistance, grip performance and low-rolling resistance for the green tire application, opening up enormous opportunities to prepare high-performance rubber composites for future engineering applications.
Introduction
Among polymer-based nanocomposites, rubber matrices recently attract particular interests.1-4 The main reasons for such rising interest in rubber nanocomposites are because of the substantial enhancements in properties such as mechanical behaviour, 5 flame resistance, 6 barrier properties, 7 similar to the effect of other polymer nanocomposites. Interestingly, rather unique properties are described advantageous especially to elastomeric matrix such as fracture toughness as well as abrasion and tear resistance.8, 9 The interest in layered silicates/rubber nanocomposites (LRN) has been grown in both industry and academy, due to their high potentials demonstrated by improved physical, chemical, thermal and mechanical properties.10-12 The well-exfoliated layer silicate in rubber matrix establishes significant improvement in modulus, stiffness, thermal stability, barrier properties and flame retardation.13, 14 As a result, LRN can be assumed as low-cost substitutes for high-performance materials for many commercial applications such as automotive, household goods and packaging. 15
In recent years, many attempts have been made to realise and characterise the parameters which govern the properties of the rubber nanocomposites.16-18 It is well known that many factors related to nanofiller including volume fraction, aspect ratio, strength and dispersion quality as well as the properties of interfacial/interphase region between rubber matrix and dispersed particles significantly affect the mechanical properties of rubber nanocomposites.19-21 The region around the layered silicate is much important, because the chemical and physical properties of rubber matrix are largely changed in this area and the molecular interactions determine the efficiency of stress transfer through rubber to nanofiller. Therefore, an efficient stress transfer from matrix to nanoparticles is essential to take the advantages of layered silicates in the nanocomposites such as high modulus and strength. The surface of layered silicates in their pristine state is hydrophilic which makes them only compatible with hydrophilic polymers, such as poly(ethylene oxide) or poly(vinyl alcohol). To render them compatible with hydrophobic polymers, alkali counter-ions must be substituted by an appropriate cationic–organic surfactant. The introduction of organic cations results in the decrease of the surface energy of the silicates’ surfaces and leads to a change in their nature from hydrophilic to hydrophobic and improve wetting on the rubber matrix. Furthermore, to fabricate high-performance layered silicates/rubber composites, it is crucial to homogenously disperse fillers into the rubber matrix. However, conventional mechanical blending methods cannot uniformly disperse the layered silicates sheets in the rubber matrix. Solution mixing 22-25 has been demonstrated to be an effective way to obtain the desired dispersion, but the removal of organic solvents poses persistent problems such as added cost and potential environment pollution for the practical implementation of the method.
In this work, we prepared modified montmorillonite (f-MMT)/SBR composites by mixing f-MMT colloid containing completely exfoliated MMT sheets with styrene butadiene rubber (SBR) latex. The f-MMT was modified with alkyl-ammonium ions which may even provide functional groups that can interact with the rubber. Also, this process plays not only a key role in preventing aggregation of f-MMT during coagulation but also intimately bridge the f-MMT and rubber at their interfaces. Furthermore, we reported the preparation and the properties of different f-MMT based on organic amines of varying chain lengths. The montmorillonite (MMT) was modified with the different chain length (dodecylamine and octadecylamine) to prepare fd-MMT and fo-MMT, respectively. The f-MMT/SBR nanocomposites formed by this route exhibit unprecedented reinforcing efficiency of f-MMT towards SBR. The f-MMT/SBR composites with small f-MMT loading have superior mechanical and abrasion resistance characteristics. To confirm the superior performance of the f-MMT/SBR composites and suggest the possibility of green tire application, we directly employed them as fillers in tread compounds of pneumatic tire. The practical pneumatic tire using f-MMT/SBR nanocomposite also showed extremely improved wet grip and rolling resistance. In addition, the preparation method is green and scalable, which shows great potential in advancing the performance of composite rubbers in various applications.
Experimental
Materials
Montmorillonite was purchased from Southern Clay, Inc. The matrix material was styrene butadiene rubber (SBR) from Kumho Petrochemical Co. Ltd, Seoul, Korea. The SBR 1500 was consisted of 23% styrene and 77% butadiene. The carbon black (N-330) which was filled with SBR compounds was made of OCI Co. Ltd, Seoul, Korea, and N-tert-butyl-benzothiazole sulphonamide (TBBS) with a role of curatives was purchased from Shangdong Shanxian Co. Ltd, Shanxian, China. Zinc oxide (ZnO), stearic acid (S/A) and sulphur, were purchased from standard local suppliers.
Modification of MMT
MMT mixed with 1 L of distilled water was stirred overnight to swell the clay. When the stirred MMT mixture was cooled down to 3°C, a premixed organic-ammonium salt in 100 mL distilled water was added drop wise and stirred for another 3 h at the same temperature. A solution of 200 mL of distilled water containing 2.8 × 10−2 mol of alkyl amine and 2.5 mL of HCl (1 N) was stirred at 80°C for 1 h to give alkyl-amine hydrochloride. To the stirred suspension of 10 g MMT clay in 400 mL distilled water, the solution of alkyl-amine hydrochloride was added dropwise and then magnetically stirred for 1 h. The cloudy mixture was heated to 80°C for 24 h and then cooled to room temperature and then filtered. The product was well washed with distilled water until it is free from chloride ions (detected by 0.1 N AgNO3 solution), then washed with ethyl alcohol to remove water from the modified organo-clay. The resulting f-MMT was dried in a vacuum oven at room temperature.
Preparation of rubber composites
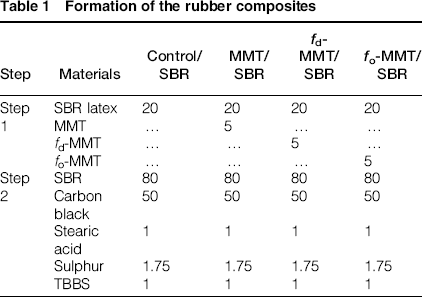
The MMT/SBR composites were prepared by following standard procedures. First, The SBR latex (20 phr) with 5 phr (parts per hundred rubber by weight) MMT, fd-MMT and fo-MMT were mixed by vigorous stirring for 24 h, respectively. During coagulation, butadiene-styrene-vinyl-pyridine rubber (VPR) was added to a small loading, and VPR not only plays a key role in the prevention of aggregation of MMT but also acts as an interface-bridge between MMT and SBR. The MMT/SBR emulsion was then coagulated by a 1.0 phr sulphuric acid solution. The coagulated composites were washed with water until the pH of the filtered water reached 6–7 and then dried in an oven at 50°C for 24 h. And then, the SBR 80 phr and MMT(5 phr)/SBR emulsion (20 phr) were mixed with 50 phr carbon black in Banbury mixer at a rotor speed of 60 rev min−1 for mater batches. Also, fo-MMT/SBR master-batches containing 5 phr fo-MMT was prepared via a melt-compounding method using a Brabender twin-screw mixer at 250°C for 10 min with a screw speed of 100 rev min−1. For solution mixing method, the 400 mL of fo-MMT suspension was placed in a flask and the same volume of toluene was added. SBR was added with stirring (200 rev min−1) and sonication (250 W), which were continued for 2 h. A well-dispersed fo-MMT/SBR nanocomposite solution was then obtained. The solution was poured with vigorous stirring (300 rev min−1) into a beaker filled with methanol. The precipitate was filtered through a nylon membrane filter, and washed with alcohol three times. The solid was dried in a vacuum at 80°C for 12 h.
Formation of the rubber composites
Characterisation
High-resolution transmission electron microscopy (HRTEM, Tecnai G2 F30) analyses were conducted. HRTEM samples were prepared by drying a droplet of the MMT suspensions on a carbon grid. WXRD (wide-angle X-ray diffraction studies) measurements were made in transmission geometry using a Rigaku X-ray diffractometer at room temperature. A thermogravimetric analysis (TGA) was performed using a G 209 F3 at a heating rate of 10°C min−1 under N2 atmosphere. Optical microscopy (Olympus, BX51) was used to observe the morphology of the fractured surface of rubber composites. The specimens were fractured in liquid nitrogen and the cross surface of samples were coated by gold using a sputtering process. Tensile tests were carried out in an Instron tensile machine (Instron Co., London, UK) at crosshead speed of 300 mm min−1. The dumbbell-shape samples were 100 mm in thickness and 5 mm in width. At least four tests were carried out for each case. Shore A hardness was measured by using a hand-held shore A durometer according to TECLOCK.
The tires were dissected to remove a slice of tread compound for DMA analysis. A Metravib DMA + 150 Dynamic Mechanical Analyzer was used to complete temperature sweeps using two geometries, shear and tension. Also, to test the abrasion of practical tire, VMI Tire's LAT100 compound tester was used for fast and economical laboratory testing of rubber samples.
Results and discussion
The overall process for fabricating the f-MMT/rubber composites is as illustrated in Fig. 1 (see details in the Section ‘Experimental’).
Schematic diagram showing the overall processing required to the modified MMT and SBR composites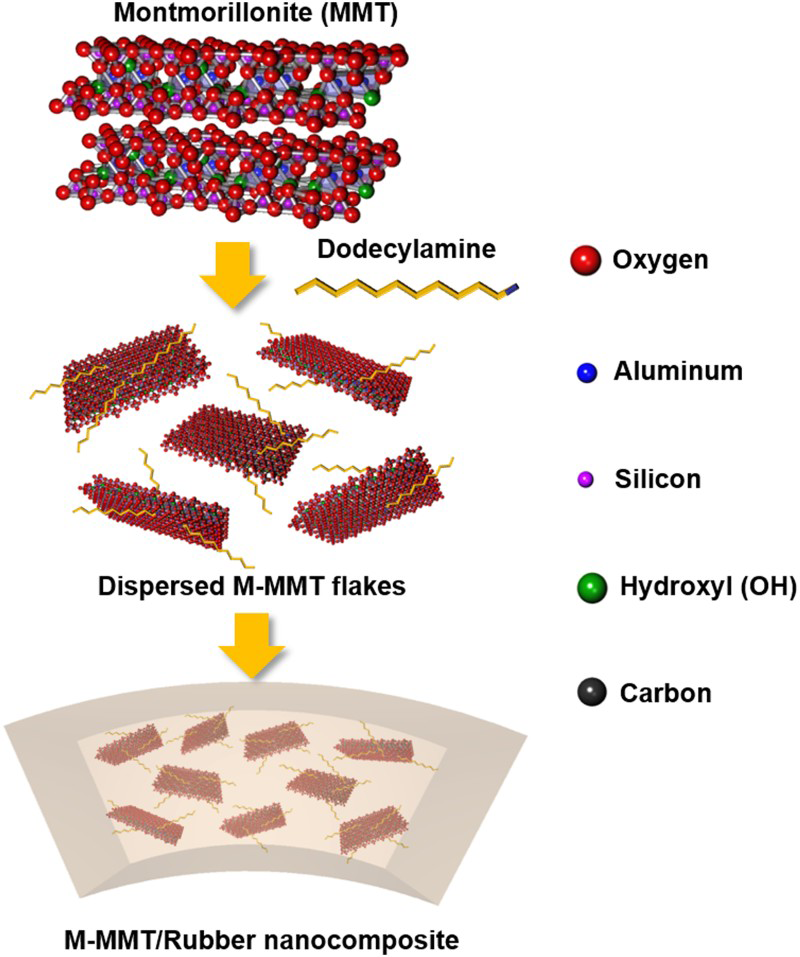
The f-MMT was prepared by using organic modifiers with different length of alkyl-ammonium chains. The WAXD patterns of fo-MMT are represented along with fd-MMT in Fig. 2a. A sharp peak was found with fo-MMT towards lower angle associated with the basal reflection of the MMT, which might be attributed to the crystallites of the corresponding with longer alky chain in alkyl-ammonium chains. The fd-MMT showed a reflection at an angle of 2.2° corresponding to d-spacing of 4.05 nm in the characteristic (001) reflection, whereas the fd-MMT loading showed d-spacing of 3.41 nm of (001) plane. Furthermore, the morphology and quality of fo-MMT were characterised by HRTEM, and the HRTEM image of fo-MMT produced by our system showed a single layer in Fig. 2b.
a XRD patterns of fd-MMT and fo-MMT. b HRTEM of fo-MMT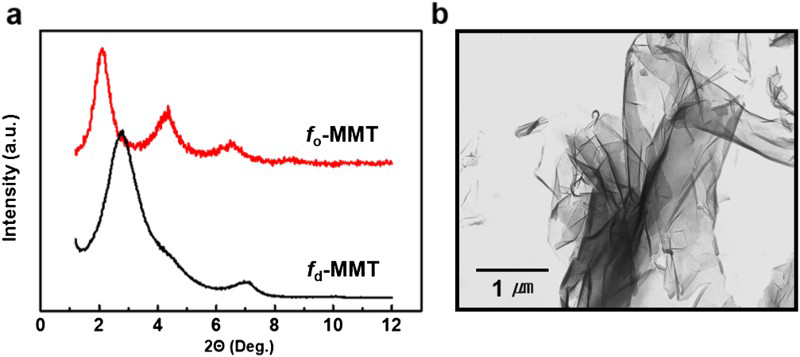
Various methods have been developed to prepare polymer/MMT nanocomposites, such as melt compounding, solution blending and latex compounding. Among all these routes, the latex compounding method22-25 as a water-mediated method is a promising way in preparing highly dispersed layered silicate/polymer nanocomposites, since layered silicates have good swelling properties in water, and a stable aqueous suspension of exfoliated MMT layers can be obtained with suitable MMT concentrations. The fo-MMT/SBR nanocomposites were prepared by the melt compounding (M1), solution blending (M2), latex compounding (M3). The mechanical properties, such as modulus, tensile strength, elongation and hardness were also measured in Fig. 3. Figure 3a shows a comparison of the modulus between M1, M2 and M3. The modulus of M3 increases by as much as 31% relative to the M1, and by 23% compared with that of M2. Moreover, the tensile strength of M3 increases to 75 from 45 kgf cm−2 of M1, which can be compared with a 67 kgf cm−2 of M2. The elongation of M3 is also much higher than that of M1 with no difference of hardness in Fig. 3b and c. In the case of M3, a good dispersion of fo-MMT layers in the SBR compound could be achieved through the latex mixing and organically modified MMT/SBR compounds were prepared for better filler/rubber interfacial interactions. The dispersion of MMT layers in SBR matrix was investigated by HRTEM observations. HRTEM observations confirmed the excellent dispersion of the MMT layers in the SBR matrix by the latex mixing,26, 27 as shown in Fig. 3d.
Mechanical property of SBR composites by fabrication methods. a Modulus, tensile strength of the SBR nanocomposites by the melt compounding (M1), solution blending (M2), latex compounding (M3), b hardness of SBR nanocomposites and c elongation of SBR nanocomposites. d HRTEM image of SBR nanocomposites by the melt compounding (M1) and latex compounding (M3)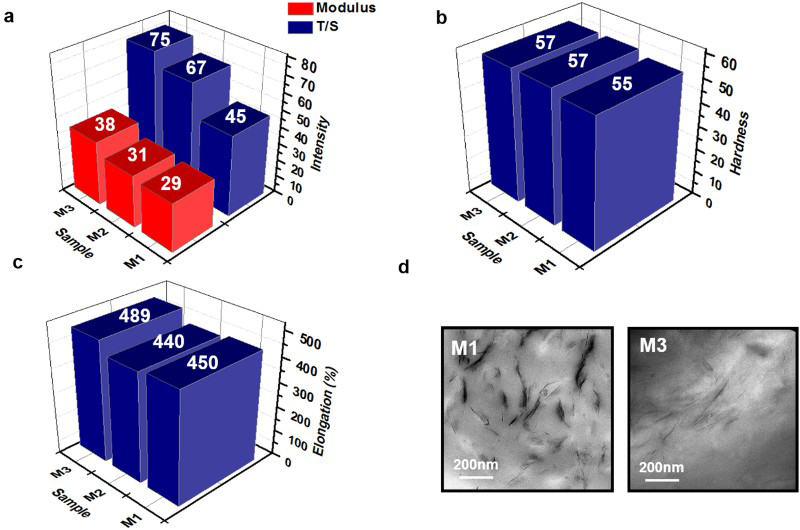
The mechanical properties of MMT (S1), fd-MMT (S2) and fo-MMT (S3)/SBR composites fabricated by latex compounding method are as shown in Fig. 4 and Table 2. In Fig. 4a, the modulus and tensile strength of S3 increased by as much as 142 and 392%, respectively, over those of S1. Also, the composites with fo-MMT embedded SBR show an increase of the hardness by as much as 75%, with decrease in the tear strength in Fig. 4b. The elongation at break of the S3 (489%) show the enhanced properties compared with those of S1 (466%) in Fig. 4c. The increased reinforcement can be attributed to the large contact area between fo-MMT and rubber matrix in the SBR composite, as well as the coagulation of the fo-MMT and SBR via the surface functional groups that enhance the interfacial adhesion and restrict the motion of rubber segmental chains. Optical images of the fractured rubber composites are as shown in Fig. 4d. The S3 exhibits rougher fractured surface than S1, indicating the stronger interfacial adhesion between the fo-MMT and SBR matrix.
Mechanical property of SBR composites with modified MMT. a Modulus, tensile strength of the SBR composites with MMT (S1), fd-MMT (S2) and fo-MMT (S3), b hardness and tear of SBR composites with MMT (S1), fd-MMT (S2) and fo-MMT (S3), c elongation of SBR composites with MMT (S1), fd-MMT (S2) and fo-MMT (S3) and d optical images of fracture surfaces of the SBR composites Mechanical property of SBR composites with modified MMT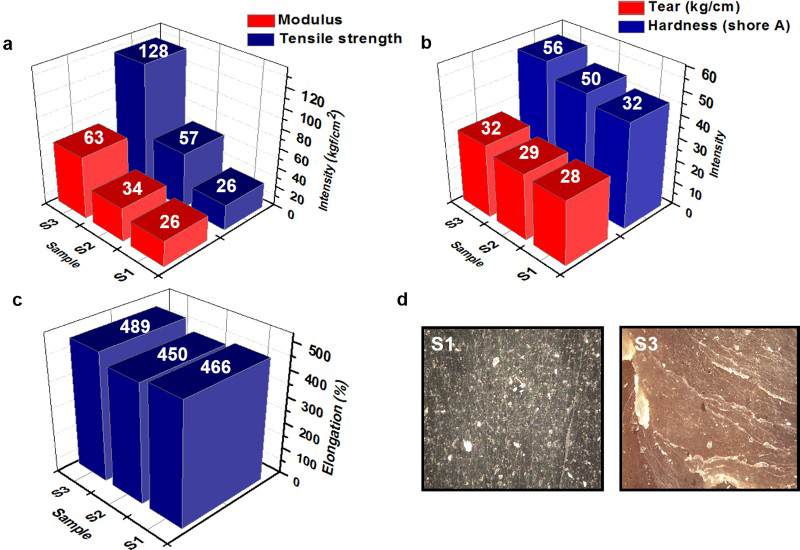
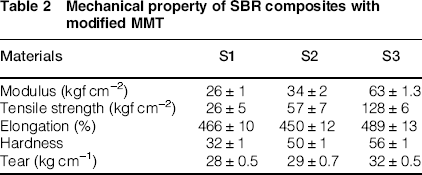
In order to clarify the reasons of the enhanced mechanical properties, we performed WAXD, TGA and HRTEM in Fig. 5. The WAXD patterns of S1, S2 and S3 are as represented in Fig. 5a. Pristine MMT showed a reflection at an angle of 3.64° corresponding to d-spacing of 3.15 nm in the characteristic (001) reflection, whereas the nanocomposites with fo-MMT loading showed d-spacing of 6.3 nm of (001) plane. This indicates a complete breakdown of the layer structure of the two-dimensional stacks, leading to exfoliation. The series based on fd-MMT displayed an inferior dispersion compared to fo-MMT in SBR matrix. In this case, WAXD showed quite clear basal reflections, indicating that in these fo-MMT, the stacking of clay layers had not been effectively disrupted. Also, S1, S2 and S3 were subjected to TGA under a nitrogen atmosphere to examine their thermal properties, and the results were as exhibited in Fig. 5b. Incorporation of the fo-MMT in the SBR nanocomposites raised the thermal stability of the SBR much more effectively than nanocomposites with MMT and fd-MMT, respectively. This was ascribed to the fact that the dispersion and interaction of SBR matrix with the fo-MMT were better than MMT and fd-MMT in the corresponding composites. S3 began to lose weight slower than either S1 or S2, and the weight loss of S3 was lower than those of them. To confirm intercalation and the homogeneous dispersion of the MMT, fd-MMT and fo-MMT in the nanocomposites, morphological investigations were done using HRTEM. HRTEM observation corresponds fully with the data from WAXD and with mechanical properties. HRTEM micrographs of nanocomposites were selected to demonstrate the distribution of the filler in Fig. 5c–e. The micrographs are showed the unmodified MMT is inhomogeneously distributed in rubber composites in Fig. 5c. Also, it is quite clear that with rising the chain length of the ligand, the homogeneity of the MMT distribution increases, and also the number of inhomogeneities decreases in Fig. 5d and e. Moreover, for composites filled with MMT modified by the largest ligands, the dispersion property of fo-MMT is much higher compared with those containing fd-MMT modified with smaller ligands in Fig. 5e. HRTEM micrographs of nanocomposites filled with fd-MMT and fo-MMT clearly show an intercalated structure, homogeneously dispersed into the rubber matrix. It is worth to mention that the effect of fillers modified with the ligands of the length of alkyl-ammonium chains, on all factors discussed above (mechanical properties, WAXD, TEM) is very similar, supporting the suggestion that molar mass of the alkyl ligand is much more important than the length of the alkyl chains of the organomodifier of the same chemical nature.
Characteristics of SBR composites. a XRD patterns of SBR composites with MMT (S1), fd-MMT (S2) and fo-MMT (S3), b TGA curves of SBR composites with MMT (S1), fd-MMT (S2) and fo-MMT (S3), and c, d, e HRTEM images of SBR composites with MMT (S1), fd-MMT (S2) and fo-MMT (S3)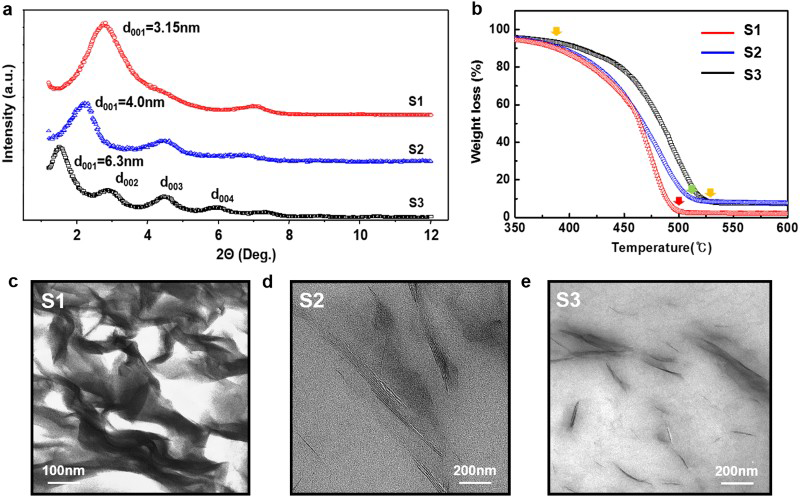
Finally, we prepared the practical pneumatic tire to confirm the superior performance of fo-MMT/SBR nanocomposites in Fig. 6. The dynamic mechanical analysis (DMA), such as tanδ (tanδ, defined as the loss modulus to storage modulus ratio) of pneumatic tires using S1 and S3 versus temperature are as depicted in Fig. 6a, respectively. The dynamic mechanical properties are important as many engineering rubbers are frequently subjected to dynamic loading. The DMA test evaluates the resulting physical properties of the rubber, and is often used to predict both rolling resistance and wet traction properties. As the adding S3, the tanδ of 0°C was about 30% higher than that of S1 in Fig. 6b, indicating the great potential of pneumatic tire using S3 for improving wet grip tire material. Also, in Fig. 6c, the 60°C tanδ of pneumatic tire with S3 was about 13% lower than that of the S1. Generally, the lowering tanδ at 60°C correlates to improved rolling resistance. Moreover, a large amount of debris and deep wear patterns were found on the worn surface of pneumatic tire using S1 in Fig. 6d and e, corresponding to a poor wear resistance (William wear 91%). However, for the pneumatic tire using S3, the worn surface became smoother and showed much narrower wear patterns, corresponding to an improved wear resistance (William wear 22%). The abrasion of the pneumatic tire using S3 is much lower than that of S1, implying an effective alleviation in the heat build-up and damping capability of the SBR systems.
28
In Fig. 6f, it was found that the pneumatic tire using S3 has the lowest heat build-up 37°C; the S1 pneumatic tire has higher value of 43°C. The heat build-up results also support the abrasion result of rubber composites.
Mechanical property and abrasion of pneumatic tire by using f-MMT/SBR composites. a, b, c Tanδ curves of SBR composites with MMT, fd-MMT and fo-MMT. Inset: the practical pneumatic tire image, d, e Akron and William abrasion of SBR composites with MMT, fd-MMT and fo-MMT and f heat build-up of SBR composites with MMT, fd-MMT and fo-MMT
Conclusions
In conclusion, we have demonstrated that organic modified MMT can be facially integrated into a rubber matrix by a new, versatile and extremely simple approach based on latex technology. Furthermore, we have developed a novel approach to prepare functionalised MMT, which are used to produce rubber composites with SBR showing improved mechanical and abrasion property. The f-MMT with functional groups facilitates dispersion in organic or aqueous solvents with high solubility and stability, thus facilitating their manipulation via various processes that involve mixing, blending or dispersion in rubber matrix. The fo-MMT is more efficient reinforcing agent in rubber nanocomposites than MMT and fd-MMT, which was attributed to the chain length of alkyl-ammonium at low loading levels. Furthermore, the present technology provides a rubber composition for use in tire treads of a pneumatic tire, having high-grip performance, rolling resistance and superior wear resistance. This work may lead to future scalable production of organic modified MMT-based rubber composites and provides a new insight into the fabrication for future engineering applications.
Conflicts of interest
The authors declare no competing financial interests.