
Abstract
Thermoplastic vulcanisates (TPVs) based on ethylene–vinyl acetate copolymer (EVA)/styrene–butadiene rubber (SBR) blends were prepared by dynamic vulcanisation, with the TPVs being reinforced by carbon black (CB). Experimental results indicated that the mechanical properties of dynamically vulcanised EVA/SBR blends were enhanced remarkably by the incorporation of CB. Morphology study showed that the SBR particles with average diameter of 20 μm were dispersed evenly on the etched surface of EVA/SBR/CB TPVs. The Mullins effect could be observed in the stress–strain curves of EVA/SBR TPVs and EVA/SBR/CB TPVs during the uniaxial loading–unloading cycles. Compared with EVA/SBR TPVs, CB reinforced EVA/SBR TPVs had the relatively higher stress, residual deformation and internal friction loss.
Keywords
Introduction
Thermoplastic elastomers (TPEs) are materials with the processing behaviour of thermoplastics but having the mechanical properties and elastic recovery similar to the ordinary thermoset or vulcanised rubbers.1, 2 Thermoplastic vulcanisates (TPVs), as a special class of TPEs, are prepared via a dynamic vulcanisation process, which was described by Gessler 3 and then developed by Fisher 4 and Coran and Patel. 5 Dynamic vulcanisation is a way to prepare TPEs and it is the process of vulcanising an elastomer during its melt-compounding with a molten plastic. As a result of dynamic vulcanisation, a fine dispersion of the elastomeric phase with stable morphology, and thus good properties of blends, can be achieved, even with a relatively high proportion of elastomeric phase. 6 Extensive studies on dynamically vulcanised TPVs were carried out by Coran and Patel in the early 1980s. 7 A large number of elastomers and thermoplastics have been introduced to produce TPVs, such as polypropylene (PP)/ethylene propylene diene monomer (EPDM),8-10 high-density polyethylene (HDPE)/EPDM, 11 acrylonitrile–butadiene–styrene terpolymer/nitrile butadiene rubber 12 and PP/natural rubber 13 etc. Only a few thermoplastics/rubber combinations were commercialised because most of these blends were not technologically compatible and required one or more steps to make them compatible, making them economically unfeasible.
A wide variety of particulate fillers are used in the rubber industry for various purposes, of which the most important are reinforcement, material cost reduction and processing improvements.14, 15 The majority of commercially available polymeric materials consist of a polymer matrix with properties enhanced by the addition of filler materials. Carbon black (CB) is widely used as a filler in rubber to improve the mechanical properties 16 which can improve the mechanical properties of rubber by forming bound rubber between rubber molecular chain and particle surface of CB. The incorporation of CB in TPVs could improve the mechanical properties, heat distortion temperature and dimensional stability.17-19
Rubber-like materials exhibit an appreciable change in their mechanical properties resulting from the first extension, which has been investigated intensively by Mullins 20 and consequently is referred to as the Mullins effect. The Mullins effect is a very important damage source that can exist in rubber-like materials and usually uniaxial cyclic loading–unloading tests were carried out to take a close look at the Mullins effect. Mullins effect is particularly evident in specimens of filled vulcanisates; however, Mullins effect could also be observed in a variety of materials. Webber et al. 21 illustrated stress softening in polymer gels; Drozdov22, 23 studied the Mullins effect in semicrystalline polymers and filled TPEs. In order to provide a good mechanical model of the complex behaviour of industrial rubber materials, phenomenological and macromolecular models have been proposed including bond rupture, 24 molecules slipping, 25 filler rupture, 26 disentanglement 27 and double-layer model. 28 But until now still no general agreement has been found either on the physical source or on the mechanical modelling of this effect.
It remains a major challenge in order to provide good mechanical modelling of the complex behaviour of industrial rubber materials.29-31 Although TPVs have been extensively used in industry, fewer papers have been addressed their Mullins effect. 32
In this paper, we report the preparation and properties of ethylene–vinyl acetate copolymer (EVA)/styrene–butadiene rubber (SBR) TPVs and CB reinforced EVA/SBR TPVs. The effects of CB loading on the mechanical, morphology and Mullins effect of EVA/SBR TPVs were investigated systematically.
Experimental
Materials
EVA copolymer was supplied by Tosoh Co. Tokyo, Japan; the EVA was injection grade 630 with a MFI of 1.5 g 10 min−1 and vinyl acetate content of 15.0 wt-%. Oil-extended SBR rubber, 1712 type (styrene content, 23.5 wt-%; aromatic oil content, 37.5 phr), was commercially manufactured by the synthetic rubber factory of Qilv Branch, China Petrochemical Co., Ltd, China. CB, Grade N-220, was produced by the Shandong Bestar Carbon Black Factory, Shandong, China. Tetramethyl thiuram monosulphide (TS) and N-cyclohexyl-2-benzothiazole sulphenamide (CZ) were used as accelerators and manufactured by Northeast Auxiliary Chemical Industry Co., Hebei, China. Sulphur was used as a vulcanising agent and obtained from Hengye Zhongyuan Chemical Co., Ltd, Beijing, China. Zinc oxide (ZnO) was used as an activator and obtained from NewLe Qinshi Zinc Co., Ltd, Xinle, China. Stearic acid was used as an activator and obtained from Wanyou Co., Ltd, Zibo, China. N-isopropyl-N-phenylenediamine (Antioxidant 4010NA) was used as an antioxidant and obtained from Shengao Chemical Co., Ltd, Caoxian, China.
Preparation of dynamically vulcanised EVA/SBR/CB blends
Commercially available EVA, SBR and CB, as above, were used for the TPVs. The concentrations for cross-linking the SBR system are expressed in parts per hundred rubber by weight (phr). The sulphur-containing accelerating system recipe consisted of the following ingredients: 100 phr SBR, 1.5 phr CZ, 0.2 phr TS, 0.8 phr sulphur, 1.2 phr stearic acid, 4.0 phr ZnO, 1.5 phr 4010NA, variable CB.
The dynamically vulcanised EVA/SBR and EVA/SBR/CB blends were prepared via a two-step mixing process. In the first step, the preblends containing SBR and the cross-linking ingredients were compounded in a two-roll mill (X(S) K-160, Shanghai Qun Yi Rubber Machinery Co. Ltd., China) at room temperature. After 3 min of mixing time, the preblends were removed from the mixer. In the second step, the TPVs compounds were prepared by melt-mixing the SBR preblends with EVA resins using a Brabender PLE 331 Plasticorder (Brabender Gmbh, Germany). The mixer temperature was kept at 165°C with a constant rotor (cam type) speed of 80 rev min−1. The EVA/SBR weight ratio was varied from 20/80 to 60/40 and the CB amount in SBR rubber was varied from 0 to 50 phr. In detail, the requisite quantity of EVA was charged into the mixer and allowed to melt. After 3 min, the SBR based pre-blend was added. The mixing was continued for another 8 min to allow the dynamic vulcanisation. Finally, the compound was removed from the mixer and then passed through a cold two-roll mill in the molted state to obtain a sheet. The sheet, about 2-mm thick, was compression-moulded under a pressure of 15 MPa at 165°C for 8 min, followed by cold compression for 8 min. Test specimens were die-cut from the compression-moulded sheet and used for testing after 24 h.
Characterisation
Mechanical properties: For the measurement of tensile properties, dumbbell-shape specimens were prepared according to ASTM D412. The tearing strength was tested according to ASTM D624 using unnotched 90° angle testpieces. Both tensile and tearing tests were performed on a universal testing machine (TCS-2000, Taiwan Gotech, China) at a crosshead speed of 500 mm min−1. The Shore A hardness was determined using a hand-held Shore A Durometer (LX-A, Shanghai Liu Ling instrument factory, Shanghai, China) according to ASTM D 2240. All tests were carried out at room temperature. The average value of tensile strength was calculated for five test specimens and that of tearing strength was calculated for three test specimens. Tensile set (100% elongation) was tested according to ASTM D 1566-11 standard. The average values of Shore A hardness and Tensile set (100% elongation) were calculated for three test specimens.
Microscopy analysis: Morphological study was carried out using a field emission scanning electron microscopy (FE-SEM, JEOL-6700F, Japan Electron Co. Ltd, Tokyo, Japan). For the etched fracture surface of specimens, the EVA phase was extracted by immersing the blends into xylene at 80°C for 45 min. Then the samples were dried in a vacuum oven at 40°C for 24 h. Then the specimens were sputtered with thin layers of gold and imaged using the FE-SEM.
Mullins effect: In order to illustrate the material softening resulting from the Mullins effect, cyclic uniaxial compression tests were performed on EVA/SBR TPVs and EVA/SBR/CB TPVs. Flat tensile samples were cut from the compression-moulded sheets. Uniaxial compression tests were performed on a TCS-2000 tensile machine (Taiwan Gotech Technology, China) operated in a local strain control mode. Tests were run at a low constant strain rate of 0.0083 s−1. For one TPVs specimen, one sample was submitted to a simple uniaxial compression test, while another one was submitted to a cyclic uniaxial compression test with the maximum straining increasing every five cycles.
Results and discussion
Influence of CB dosage on the mechanical properties of the dynamically vulcanised EVA/SBR blends
Figure 1 illustrates the stress–strain behaviour of the SBR vulcanisates, dynamically vulcanised EVA/SBR blends and pure EVA. For the pure EVA, the typical deformation processes of tough plastic during the uniaxial tension could be observed in Fig. 1, indicating the hard and tough character of EVA resin. It could be observed that the modulus was increased with the increase incorporation of EVA. The stress–strain curves of dynamically vulcanisated EVA/SBR blends in Fig. 1 showed the characteristics of being soft and tough when the EVA content was less than 40 phr; however, increasing EVA content, the stress–strain curves showed the behaviour similar with that of toughened plastics, an obvious increase in tensile modulus could be found and upon further deformation, the fracture occurred. Compared with dynamically vulcanised EVA/SBR blends, the SBR vulcanisates, however, had a much lower modulus and tensile strength.
Stress–strain behaviours of the SBR vulcanisates, dynamically vulcanised EVA/SBR blends and pure EVA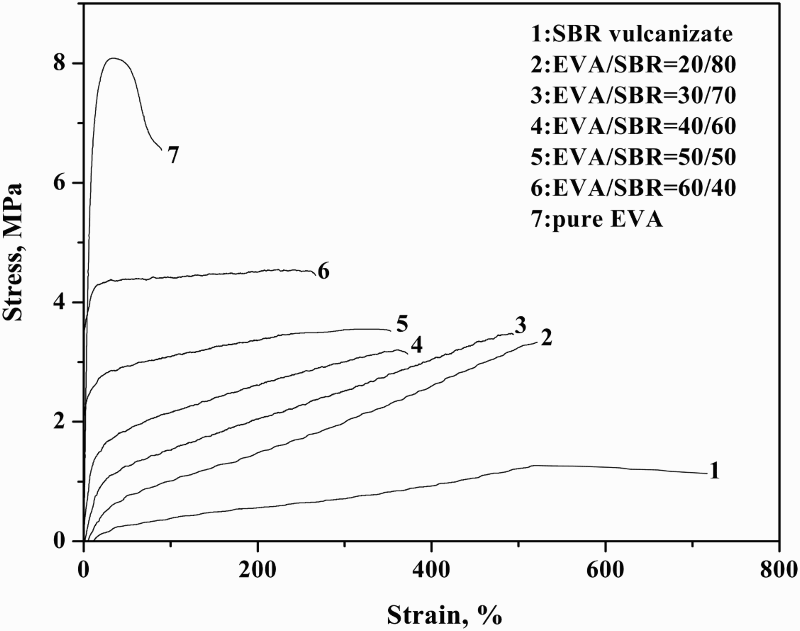
Mechanical properties of SBR vulcanisates, dynamically vulcanised EVA/SBR blends and pure EVA
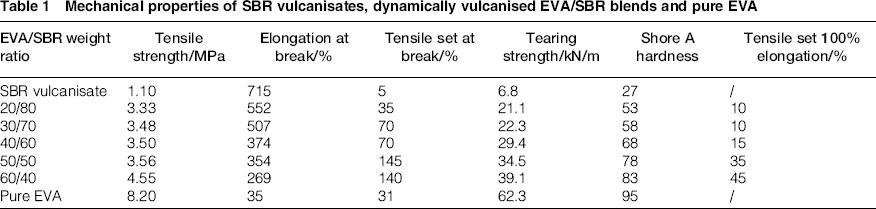
Figure 2 shows the stress–strain behaviours of the dynamically vulcanised EVA/SBR blends reinforced by different CB loadings. Increasing incorporation of CB, the slope of the curves was increased and the stress increased almost linearly with strain until failure occurred. All the stress–strain curves show the representative elastomeric character of being soft and tough.
Stress–strain behaviours of the dynamically vulcanized EVA/SBR blends reinforced by different CB contents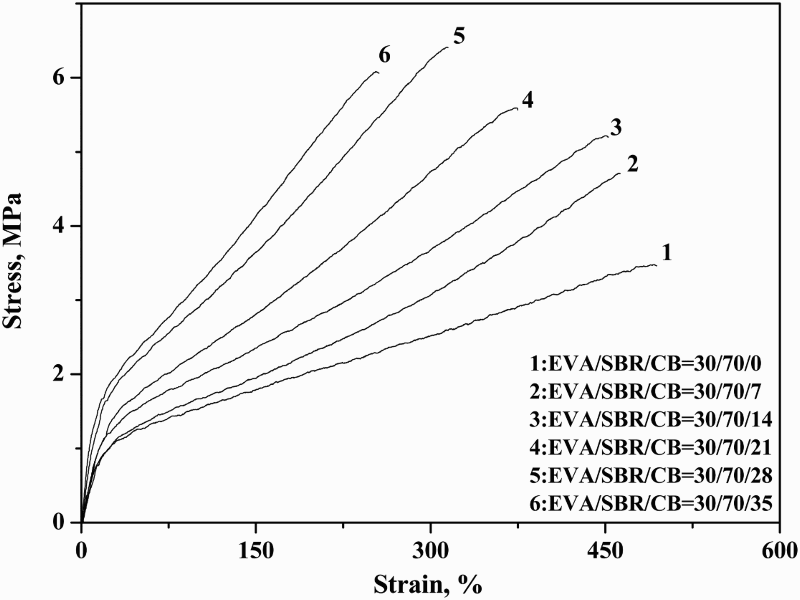
Mechanical properties of dynamically vulcanised EVA/SBR/CB blends
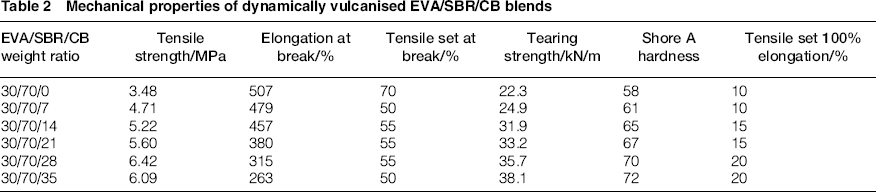
The tensile strength, Shore A hardness, elongation at break, tensile set at break, tearing strength and tensile set at 100% elongation of the EVA/SBR TPVs reinforced by various CB amounts are shown in Figs. 3–5, respectively. As shown in Fig. 3, the increasing of CB content in the TPVs led to obviously improved tensile strength. The CB particles were dispersed in rubber matrix under the shear force applied by mills when CB was incorporated into rubber, while the aggregates still have a tendency to congregate due to their high specific surface area and high surface energy. So a physical network can be formed while the chemical network is formed by chemical-bonded crosslinks. These two networks coexist in vulcanisates and interact, which contributes to the properties of vulcanisates. The tensile strength value achieved to the highest when the amount of CB filled in the rubber was 40 phr, increasing from 3.48 MPa (at 0 phr CB) to 6.42 MPa (at 40 phr CB). On the one hand, when the CB dosage was more than 40 phr, it was hard for the large amount of CB to disperse evenly in the SBR phase, which would inevitably lead to the formation of defect in SBR phase, resulting in the decrease of the mechanical properties of TPVs. On the other hand, the SBR phase volume would be increased obviously due to the incorporation with high CB dosage; the relative reduction of matrix phase volume would also decrease the mechanical properties of TPVs. Figure 3 also showed that the increasing of CB loading would increase the Shore A hardness of the dynamically vulcanised EVA/SBR/CB blends slightly.
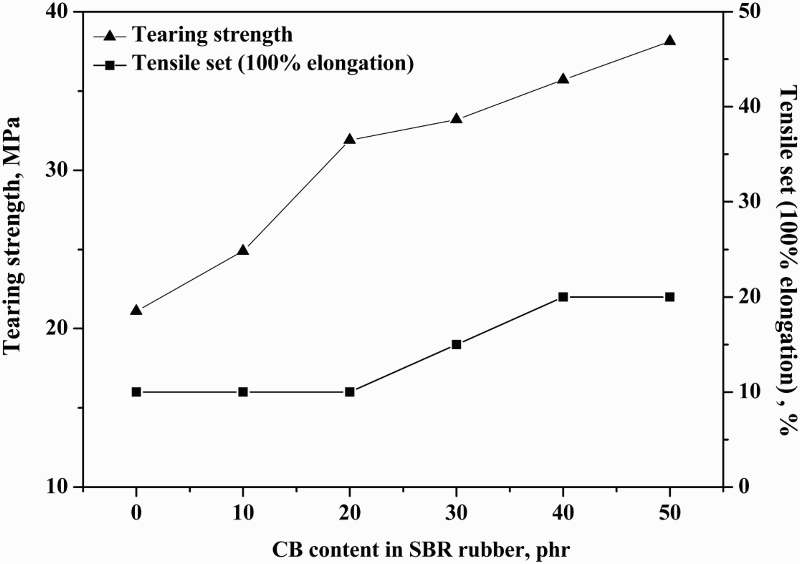
Effect of CB content on tensile strength and Shore A hardness of dynamically vulcanised EVA/SBR/CB blends Effect of CB content on the elongation at break and tensile set at break of dynamically vulcanised EVA/SBR/CB blends Effect of CB content on the tearing strength and tensile set (100% elongation) of dynamically vulcanised EVA/SBR/CB blends
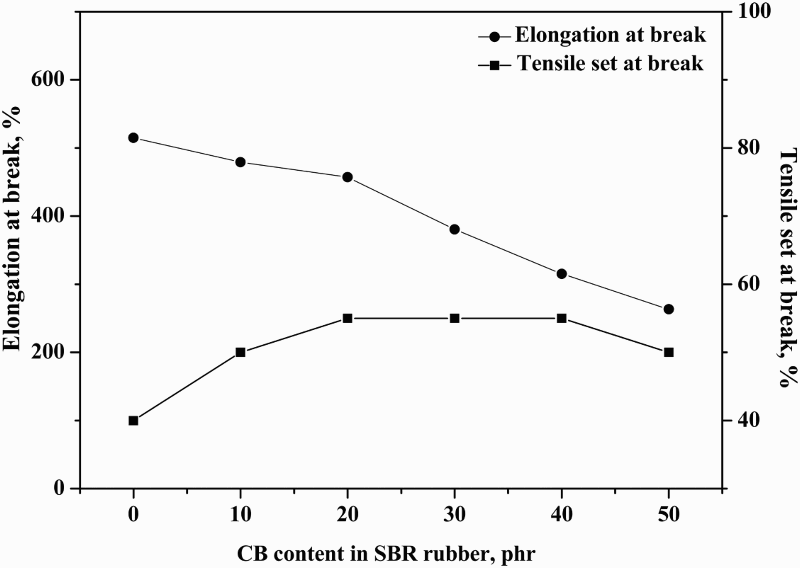
The elongation at break of the dynamically vulcanised EVA/SBR/CB blends in Fig. 4 decreased gradually with the increasing CB dosage. Increasing CB loading in blends, the volume of SBR phase in the blends was increased obviously; hence, the continuity of the EVA matrix will be destroyed and the SBR phase filled with CB are difficult to disperse evenly in the limited EVA matrix, leading to the relatively low elongation at break. It could also be found in Fig. 4 that the increasing of CB loading would increase the tensile set at break of the dynamically vulcanised EVA/SBR/CB blends slightly.
As shown in Fig. 5, the tearing strength increased with the increasing of CB dosage, implying a reinforcing effect on dynamically vulcanised EVA/SBR/CB blends. The tensile set values at 100% elongation were lower than 50% as shown in Table 2; according to the ASTM D1566-11, the dynamically vulcanised EVA/SBR/CB blends could be considered to be TPEs.
Morphology and microstructure of EVA/SBR TPVs and EVA/SBR/CB TPVs
Figure 6 show the FE-SEM images of the EVA/SBR (30/70) TPVs and EVA/SBR/CB (30/70/28) TPVs. The EVA matrix phase in the surface of TPVs had been etched and the vulcanised SBR particles were observed clearly. From Fig. 6a, it could be seen that spherical SBR particles were dispersed evenly on the etched surface of EVA/SBR TPVs and the dimensions were about 10 μm. Figure 6b showed the morphology of the SBR particles filled with CB, which dimensions were about 20 μm.
FE-SEM of etched surfaces of TPVs. a EVA/SBR (30/70) at low magnification; b EVA/SBR/CB (30/70/28) at low magnification; c EVA/SBR (30/70) at high magnification; d EVA/SBR/CB (30/70/28) at high magnification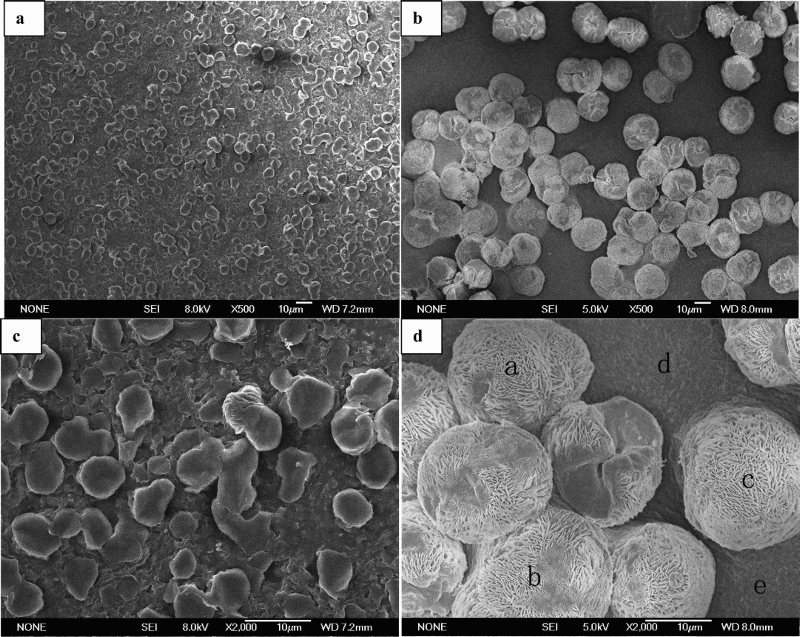
EDS composition content of the selected the etched surface of the EVA/SBR/CB (30/70/28) TPVs
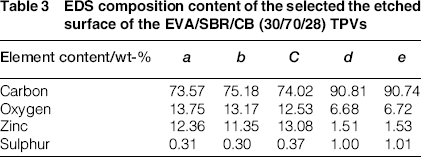
For the EDS instrument in our research, the elements whose atomic number was lower than 4 cannot be detected; in addition, the testing error of the oxygen content was relatively large due to the oxygen adsorption on the specimen surface. The EDS composition contents of the selected positions on the etched surface of the EVA/SBR/CB TPVs are shown in Table 3. The zinc element content in positions a, b and c, was 12.36, 11.35 and 13.08 wt-%, respectively, which were far higher than that of the positions d (1.51 wt-%) and e (1.53 wt-%), indicating the particles corresponding to the positions a, b and c should be vulcanised SBR particles. The area corresponding to the positions d and e should be matrix phase due to the lower zinc element content. In fact, the ZnO was merely added to the SBR phase; however, weak zinc element signal was also detected in the matrix phase, which might be caused by the migration of the ZnO during the dynamic vulcanisation, in addition, the EDS could detect the zinc element below the surface of the matrix phase where perhaps distributed SBR vulcanised particles.
From Fig. 6d, it could be surprised to find that the surface of SBR vulcanised particles was composed of nano-layer sheet structure. It would inevitably lead to the larger surface area and relatively strong interface interaction between SBR particles and EVA matrix, which was consistent with the improvement of tensile strength in Fig. 2.
Mullins effect of EVA/SBR TPVs and EVA/SBR/CB TPVs
Figure 7 presents the stress–strain responses of EVA/SBR (30/70) TPVs and EVA/SBR/CB (30/70/28) TPVs. The samples were submitted to five uniaxial loading–unloading cycles with given compression strain ranging from ε = 10% to ε = 50% (five cycles of loading–unloading from zero stress up to the maximum strain down to zero stress). From the Fig. 7, during unloading and subsequently reloading, the results showed the accumulation of residual deformation and stress softening, which is known as Mullins effect. It is characterised by a lower resulting stress for the same applied strain, appearing remarkably after the first loading; moreover, when the compression strain exceeds the maximum strain previously applied, the stress–strain response returns on the similar path with the monotonous uniaxial compression test stress–strain response after a transition.
Stress–strain responses of TPVs submitted to a simple uniaxial compression and to a cyclic uniaxial compression with increasing maximum strain every five cycles. a EVA/SBR (30/70); b EVA/SBR/CB (30/70/28)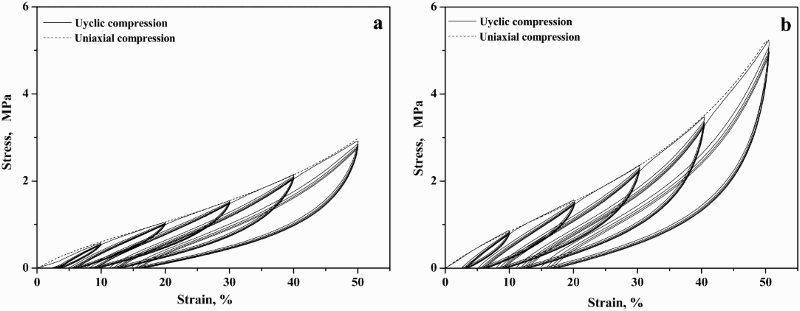
In order to understand the stress-softening phenomenon better, Fig. 8 shows the stress values of EVA/SBR (30/70) TPVs and EVA/SBR/CB (30/70/28) TPVs as a function of the time. It could be seen that the maximum stress was decreased obviously after the first loading–unloading while decreased slightly at the later loading–unloading cycles. It should be noted the CB reinforced TPVs showed larger maximum stress and obvious softening phenomenon. In order to characterise the uniaxial tensile behaviour, Mullins and Tobin
33
proposed a micro-structural model, where the stress-softening virgin material contained a hard phase and a soft phase. Most of the deformation occurs in the soft phase and the extent of the damage depending on the maximum previous strain experienced by the material. In our experiment, the EVA, as a hard phase, is the matrix of the TPVs. During the first loading–unloading, the plastic deformation of EVA matrix will generate and result in the large energy consumption and relatively high residual deformation. However, after the previous cycle, the contribution to the deformation of the hard region (matrix phase) is relatively small. During the follow-up loading–unloading cycles under the same strain, most of the deformation takes place in the soft regions and the measured stress at a given strain is mainly exerted to the soft region. Therefore, the maximum stress decreased slightly at the later cycles after the first loading, as shown in Fig. 8.
The stress of TPVs as a function of the time. a EVA/SBR (30/70); b EVA/SBR/CB (30/70/28)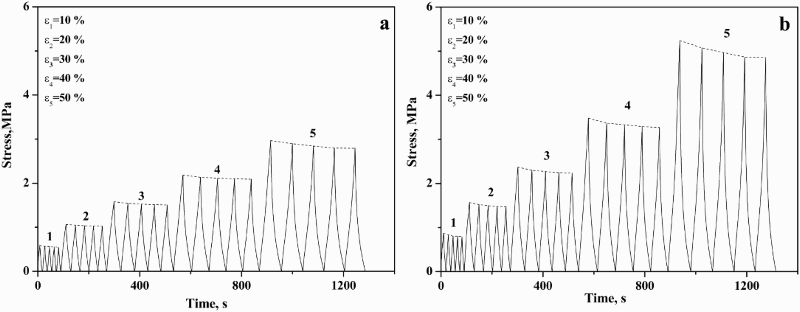
The residual deformation results of the TPVs in uniaxial loading–unloading cycles experiment were shown in Fig. 9; moreover, the results of the residual deformations were increased with the increasing strains while they were almost unchanged with the number of loading–unloading cycles. It is easy to understand that large deformation needs large energy and will result in relatively high residual deformation due to the large plastic deformation of EVA matrix. Compared with the unreinforced TPVs, the CB reinforced TPVs showed the similar residual deformation at low strain while showed the obviously increased residual deformation with increasing strain. Under the large strain, the interface interaction between CB particles and SBR molecular chains was destroyed gradually, which would inevitably result in the less elasticity of SBR phase and the increased residual deformation.
The residual deformation of EVA/SBR (30/70) TPVs and EVA/SBR/CB (30/70/28) TPVs as a function of the number of loading–unloading cycles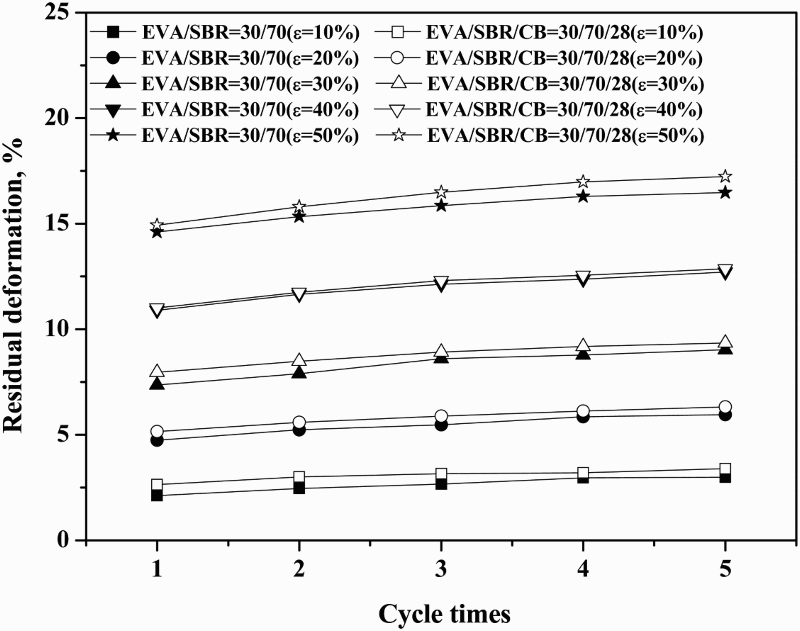
In order to investigate the internal friction loss during the loading–unloading cycles, the integral results of the hysteresis rings were calculated by Origin 8.0 software and the results were shown in Fig. 10. The internal friction loss was increased obviously with the increasing strain and the maximum internal friction loss was generated in the first loading–unloading cycle under the specific strain. And in the later cycles, the internal friction loss was much lower than that of the first cycle and decreased slightly. Moreover, the CB content in TPVs would affect the value of internal friction loss; compared with the unreinforced TPVs, the CB reinforced TPVs showed the larger internal friction loss.
The internal friction loss of EVA/SBR (30/70) TPVs and EVA/SBR/CB (30/70/28) TPVs as a function of the number of loading–unloading cycles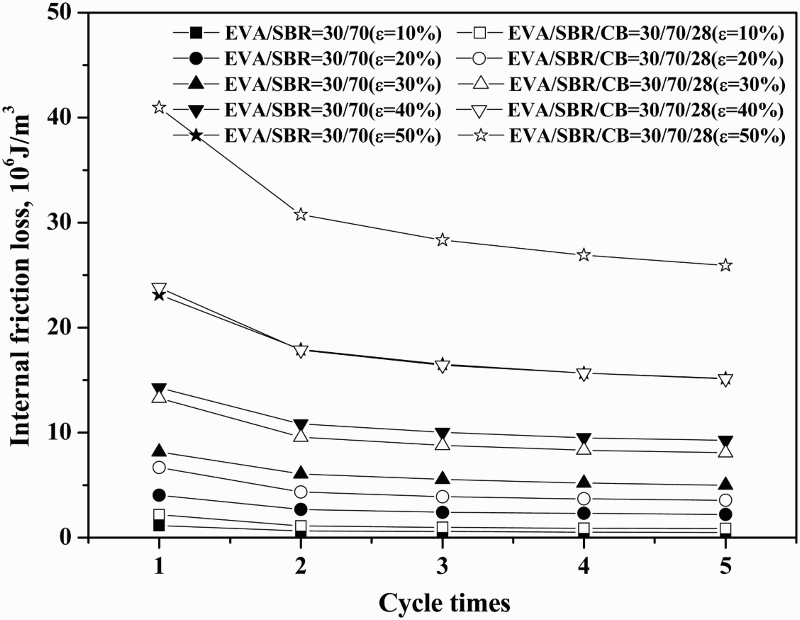
From Figs. 7–10, we can understand that compared with EVA/SBR TPVs, the EVA/SBR/CB TPVs has the relatively higher stress at specific strain, larger residual deformation and internal friction loss.
Conclusions
CB reinforced TPVs based on EVA/SBR TPVs were prepared by dynamic vulcanisation via a sulphur vulcanisation system and CB was used as reinforcement filler. Compared with EVA/SBR TPVs, significant improvement of the mechanical properties of TPVs reinforced by CB was achieved. The tensile strength and the tearing strength were enhanced remarkably by the incorporation of CB, especially when the CB content in rubber was 40 phr. However, the elongation at break of TPVs decreased significantly with the increasing of CB content. The SBR particles were dispersed on the etched surface of the reinforced EVA/SBR/CB TPVs with diameters of about 20 μm. Compared with those in EVA/SBR TPVs, the dispersed rubber particles in EVA/SBR/CB TPVs had a larger specific surface area. The Mullins effect could be observed in the stress–strain responses of both EVA/SBR (30/70) TPVs and EVA/SBR/CB (30/70/28) TPVs during the uniaxial loading–unloading cycles. Compared with the EVA/SBR TPVs, CB reinforced EVA/SBR TPVs had the relatively higher stress at specific strain, larger residual deformation and internal friction loss.
Footnotes
Acknowledgements
The work was funded by a Project of Shandong Provincial Natural Science Foundation, China (ZR2012EMM002), a project of Shandong Province Higher Educational Science and Technology Program (J12LA15).