
Abstract
Water resistance is a unique advantage of castor oil-based polyurethane, permitting the application of coatings in humid environments. However, its low thermal decomposition temperature remains a limitation. Here, to demonstrate a simple method to improve the thermal stability of cured films, we prepared an organic montmorillonite dispersion utilising 3-(methacryloyloxy)propyltrimethoxysilane and protonated 3-aminopropyltriethoxysilane for modifying the clay. The method was put into practice by directly mixing the dispersion with a UV-curable castor oil-based waterborne polyurethane dispersion. The inclusion of organic molecule chains from the silane coupling agents noticeably improves the compatibility of polyurethane with organic montmorillonite, which imparts the composite latex with better thermal stability and mechanical properties when the organic montmorillonite additive is 5.0 wt-%.
Introduction
Organic–inorganic hybrid nanocomposites are of central importance in materials science [1-3]. The field has progressed towards the embedding of layered silicates into polymers in the process of synthesising nanocomposite materials, which often provides some unexpected properties. The nanocomposites may exhibit significant improvements in electric insulation, thermo-stability, and mechanical properties with a low loading of organic clay compared with pure polymer or conventional composites matrices. Ma et al. [4] synthesised an elastomeric polyurethane/clay (PU/clay) nanocomposite based on poly(propylene glycol) (PPG), toluene-diisocyanate, and glycerol propoxylate by intercalative polymerisation technology. When the organic clay content reached about 8%, the tensile strength and elongation at break were two times and five times that of the pure PU, respectively. Although the onset decomposition temperature of the PU/montmorillonite (MMT) films and pure PU were the same, the maximum decomposition temperature of the PU/MMT3 (with a PPG molecular weight of 3000) was a little bit higher than that of pure PU. Herrera et al. [5] used functionalised clay modified by C9H20O5Si or C10H22O3Si as seed particles to synthesise an emulsion polymer. This new method provided an efficient way for preparing waterborne polymer/exfoliated clay nanocomposites. Xiong et al. [6] studied the thermal and mechanical properties of methylene-bis-ortho-chloroaniline-based (MOCA) PU/MMT nanocomposites. The onset degradation temperature and moduli for the PU were obviously increased by the addition of MMT treated with MOCA, and the mechanical strength was drastically increased by about 600%. Aminosilane and diamine-modified reactive montmorillonite was utilised by Alvi et al. [7] to generate aromatic polyamide based nanocomposites. The results described ample dispersion of clay in the nanocomposites with the tensile strength increased by 110% and elongation by 172% based on the addition of 4.0–6.0 wt-% of organoclay. Thermal decomposition temperatures of the nanocomposites were around 425–480°C. The glass transition temperature increased to 142.4°C on addition of 6.0 wt-% of organoclay. However, all the mentioned organic MMTs were obtained by wasting copious amounts of water or organic solvents, and some of them were not easily dispersed into waterborne polymers. This is not amenable to industrial applications. Hence, in this work, we prepared an organic montmorillonite dispersion using 3-(trimethoxysilyl)propyl methacrylate (KH570) and 3-triethoxysilylpropylamine (KH550). First, KH570 was grafted onto the surface of the MMT (the pH was adjusted to 3–5 using HCl). Subsequently, KH550 was added to neutralise the HCl and modify the MMT by cation exchange. The organic montmorillonite (O-MMT) dispersion, which was not washed and dried before use, displayed good storage stability.
The application of renewable raw materials such as vegetable oils has received much interest due to their easy availability and usefulness in versatile applications, since they can substitute petrochemical derivatives [8-14]. Castor oil is an important vegetable oil containing hydroxyl groups, used to obtain oil-based PU. The castor oil-based PUs have many advantages, including high hydrophobicity, toughness, cold resistance, environmental resistance, and stability. Castor oil replaces polyols from petrochemicals because of its eco-friendly characteristics and good stability at different temperatures and pressures [15]. The use of renewable sources like vegetable oils in PU syntheses might be beneficial for the environment. Somani et al. [16] synthesised PU adhesives by reacting a castor oil derivative and diols with diisocyanate adducts. PU adhesives synthesised from ethylene glycol and aromatic isocyanate adducts showed good adhesion strength and chemical resistance. Two different types of PUs were prepared with castor oil, ethylene glycol, and poly(ethylene glycol) (PEG 400 or 600) by Shelke et al. [17] The effect of castor oil on the film-forming properties was investigated. Bakhshi et al. [18] employed benzyl triethanol ammonium chloride as a reactive bactericidal additive for the preparation of PU coatings. In this regard, castor oil, as a renewable resource-based polyol, was used to synthesise PU.
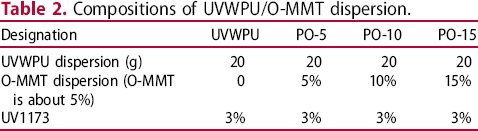
Using these methods as examples, we synthetised an UV-curable waterborne PU (UVWPU, UV-curable waterborne polyurethane) with good water resistance based on castor oil. The above-mentioned O-MMT dispersion was then added into the PU dispersion directly at controlled ratios. The O-MMT was dispersed into the matrix uniformly with simple mixing. Finally, a series of environmentally friendly UVWPU/O-MMT nanocomposites were prepared. The thermal stability of the UVWPU/O-MMT films was improved because of the good compatibility between components. Thermogravimetric analysis (TGA), transmission electron microscopy (TEM), tensile and water swell testing were employed to study the influence of the O-MMT dispersion on the waterborne PU. The cured nanocomposite films containing 5, 10, and 15% O-MMT dispersions were called PO-5 (UVWPU dispersion/5%O-MMT dispersion), PO-10 (UVWPU dispersion/10%O-MMT dispersion), and PO-15 (UVWPU dispersion/15%O-MMT dispersion), respectively.
Experimental
Materials
Na+-montmorillonite (NANOCOR Co.), 3-triethoxysilylpropylamine (KH550, Jurui Chemical Co.), castor oil (molecular formula: C57H104O9, hydroxyl number: 154 mg KOH/g, Mn = 932 g mol−1, dried in vacuum oven at 120°C for 3 h) was purchased from Xiya Reagent. 3-(trimethoxysilyl)propyl methacrylate (KH570), dibutyltindilaurate (DBTDL), 2-hydroxyethyl acrylate (HEA, dried over 4 Å molecular sieves before use), 1,4-butane diol (BD), triethylamine (TEA), 2,2-bis(hydroxymethyl)propionic acid (DMPA) and isophorone diisocyanate (IPDI) were supplied by Aladdin. Methyl ethyl ketone (99.5%, Fuyu fine chemical co., Ltd, China), hydroquinone (98%, Xi'an Reagent, China).
Preparation of UV-curable waterborne polyurethane dispersion
The synthesis process of the UVWPU dispersion is shown in Figure 1. Castor oil, DMPA and a little methyl ethyl ketone were first added into the reactor and stirred for 0.5 h at 60°C. Then IPDI and DBTDL were added dropwise and stirring was continued for 2.5 h at 75°C under nitrogen atmosphere. The synthesis procedure was carried out according to the reported methods [19-21], the prepolymer was chain extended by the addition of BD and reacted for 2 h at 75°C. Subsequently, HEA terminate the polymer at 70°C. During the process, suitable inhibitor was needed. The final polymer was neutralised by the addition of TEA over 25 min while maintaining the temperature at 50°C. Finally, the dispersion was accomplished by slowly adding water to the reactor with agitation speed of 700 rev min−1. Some basic dates of the dispersion are listed in Table 1.
Elementary steps for the preparation of UVWPU dispersion. Data of UVWPU dispersion.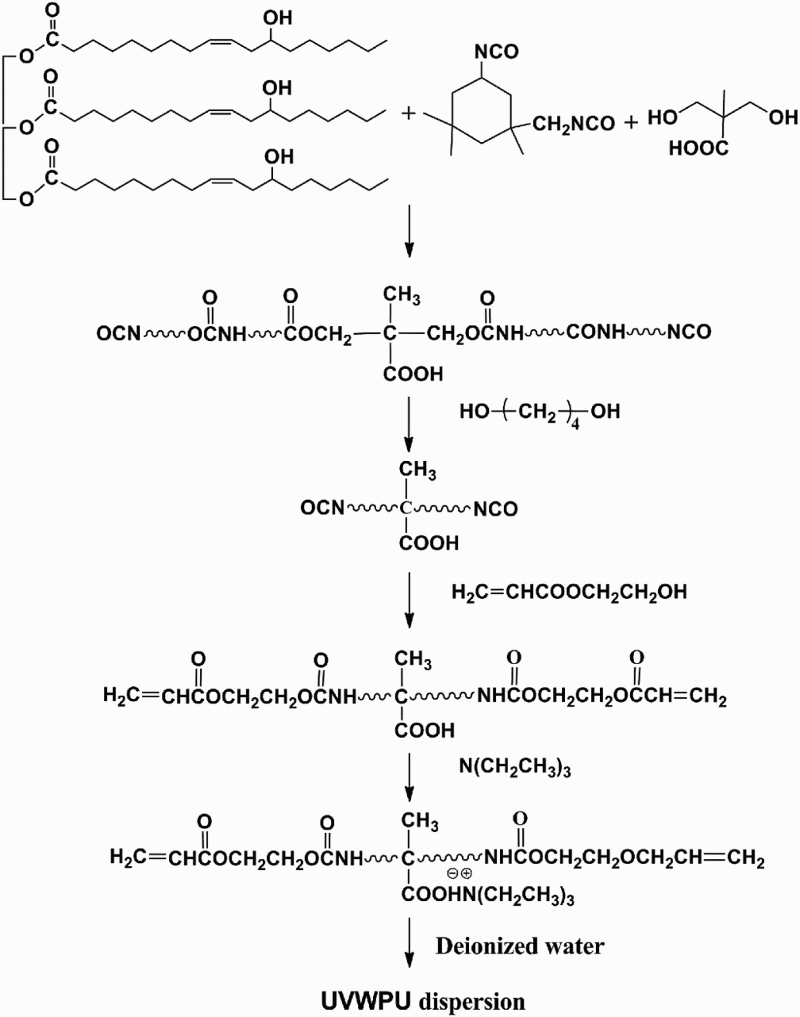

Preparation of O-MMT dispersion
First, Na+-MMT was dispersed into an ethanol/water solution by volume (v/v: 75/25) and stirred for 2 h at 70°C, then KH-570 was introduced into the above mixture and agitated for 6 h at 75°C (adjusting pH to 3–5). After then, KH550 was added dropwise to neutralise hydrochloric acid and reacted with KH570 at 60°C for 3 h. Meanwhile, protonated KH550 modified the clay continually by cation exchange [7, 22, 23]. The structure of the O-MMT is shown in Figure 2.
Structure of O-MMT.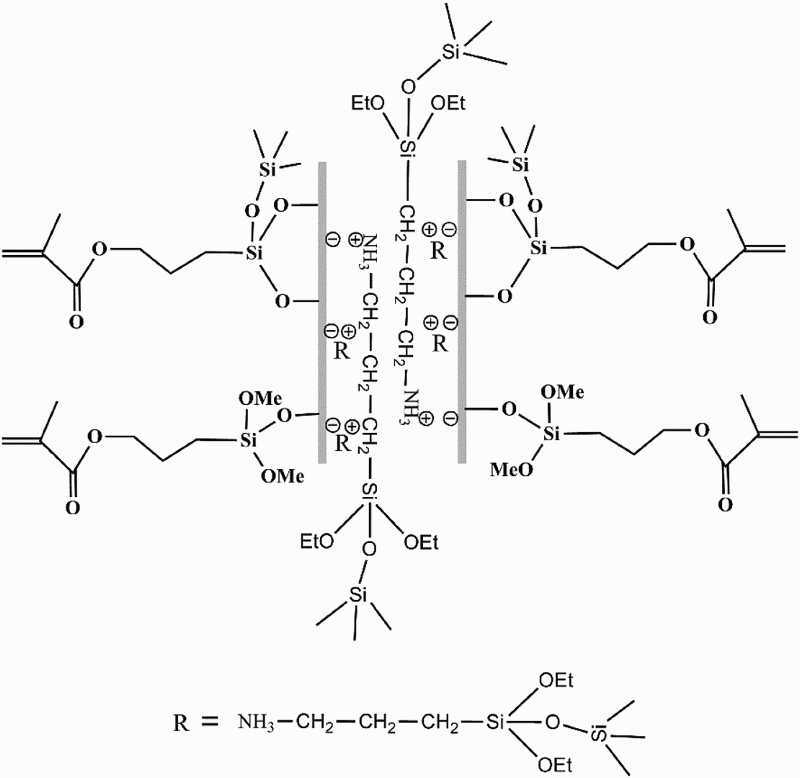
Preparation of UVWPU/O-MMT dispersion
Compositions of UVWPU/O-MMT dispersion.
Film preparation
Cured films were prepared by casting the composites with suitable photo-initiator 1173 onto Teflon plate, followed by drying at 35°C for 12 h. The resulting films were then heated overnight in an oven at 50°C under 2–3 mm Hg and were irradiated from one side using a 40 W UV lamp for 10 min at room temperature [21, 25].
Characterisation
IR spectra of Na+-montmorillonite and O-MMT were obtained on Nicolet AVATAR 360 IR spectrometer using KBr disc. Analyses were performed in the transmission mode, with a resolution of 2 cm−1 and accumulation of 32 scans.
Small-angle X-ray scattering (SAXS) measurements were performed at room temperature using D8 advance X-ray diffractometer (40 kV, 40 mA) with Cu Kα radiation. The scanning rate was 1° min−1 over a range of 2θ = 2°–10°.
A transmission electron microscope (TEM) (H-600 Hitachi Japan), using an acceleration voltage of 100 kV, was used to examine the microstructure of composites. Samples were cut to <100 nm thick sections with a diamond knife.
Thermogravimetric analysis (TGA) of nanocomposite samples and organic-MMT were carried out with STA 449F3 thermal analysis system at a heating rate of 20°C min−1 under N2 flow.
Tensile tests were conducted on an INSTRON 4465 Universal Testing System with a crosshead speed of 20 mm min−1.
Water absorption (wt-%) was measured by immersing composite films in water, and the water absorption was calculated by the following formula:

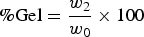
The UVWPU/O-MMT nanocomposite films were cut into 2 cm × 2 cm to determine their weight (w0). Then the sample was put into toluene for 48 h, and dried for 72 h at 30°C to give a weight of w2. The gel content was calculated according to the following formula [20]:
Results and discussion
Modification of montmorillonite with silane coupling agents
TEM images of Na+-MMT, KH570-MMT, and O-MMT dispersed in an ethanol/water solution are shown in Figures 3 and 4. It is obvious that the dispersion of O-MMT is better than Na+-MMT and KH570-MMT due to the hydrophilicity of the cationic amino-group and the hydrophobicity of the organosilyl groups. To confirm whether the functionalised montmorillonite was obtained successfully, the organic MMTs needed to be washed and dried; they were then examined by FT-IR, X-ray diffraction (XRD), and TGA measurements.
TEM micrographs (panorama) of (a) Na+-MMT (dispersed in a water/alcohol solution) mixture, (b) KH570-MMT (dispersed in a water/alcohol solution) and (c) O-MMT (dispersed in a water/alcohol solution). TEM micrographs (partial enlarged) of (d) Na+-MMT (dispersed in a water/ alcohol solution), (e) KH570-MMT (dispersed in a water/alcohol solution) and (f) O-MMT (dispersed in a wateralcohol solution).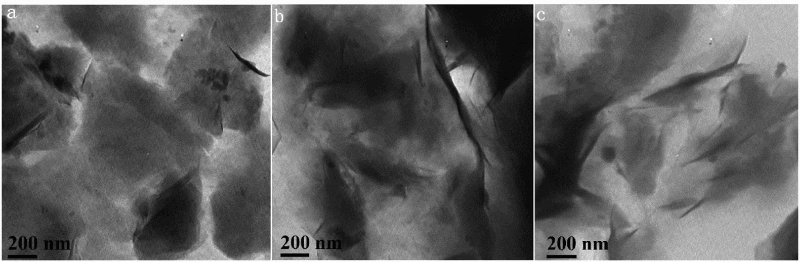
Infrared analysis
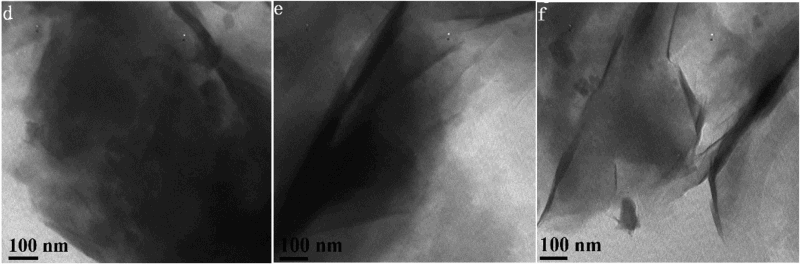
The FT-IR spectra of the bare and O-MMTs are shown in Figure 5. Spectrum (a) displays a typical –OH stretching (3645 cm−1) absorbance; the broad bands at 3433 and 1647 cm−1 can be attributed to adsorbed water molecules onto the Na+-MMT film. Figures 5(b) (KH570-MMT) and (c) (O-MMT) show characteristic vibrations of a carbonyl (C = O, 1650 cm−1, red shifted because of the conjugate effect), and the absorption bands at 2820 and 2730 cm−1 are attributed to –CH2 and –CH3 groups for their symmetrical and asymmetrical stretching, respectively. The disappearance of the –OH peaks (3645 cm−1), along with the appearance of C = C peaks (1590 cm−1, red shifted due to conjugate and inductive effects), confirms that the sol–gel reaction occurred between Na+-MMT and KH570. In Figure 5(c), the absorption band at 1590 cm−1, corresponding to the bending vibration of –NH, overlaps with the C = C peaks and the bending vibration of –CH2.
FT-IR spectra of (a) Na+-MMT, (b) KH570-MMT and (c) O-MMT.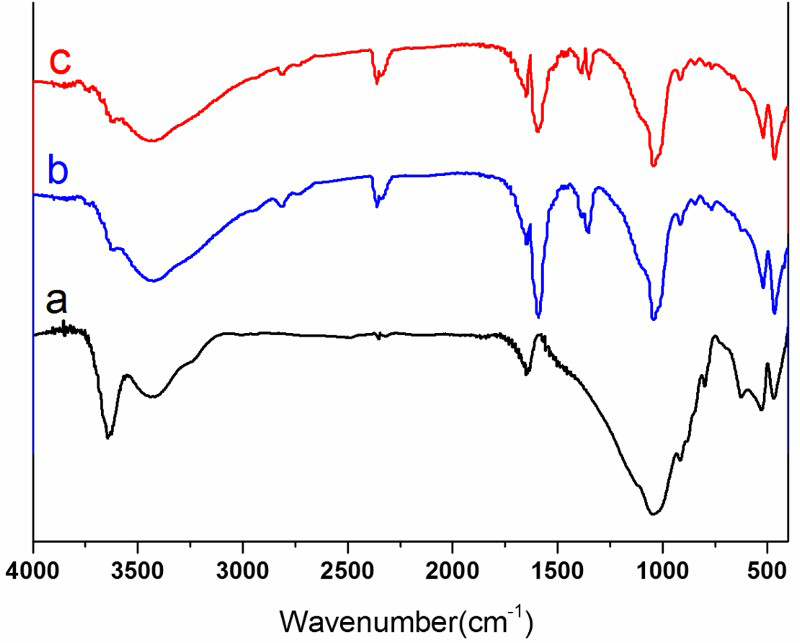
X-ray diffraction analysis
The structural changes of MMTs were studied by comparing the XRD patterns of Na+-MMT, KH570-MMT, and O-MMT, as shown in Figure 6. Na+-MMT displays a d-spacing of 12.23 Å around 2θ = 7.20°, while KH570-MMT demonstrates a shift towards a lower angle (2θ = 6.60°), resulting in a larger d-spacing (d = 13.38 Å). This increase in d-spacing indicates that KH570 is grafted onto the surface of the MMT platelet via the sol–gel reaction. The d-spacing of O-MMT (2θ = 5.12°) increases to 17.24 Å with the introduction of KH550 into the MMT. This shift towards a lower diffraction angle indicates that the O-MMT has been prepared successfully, replacing the small Na+ ions with larger cationic organic silicon.
XRD diagrams of (a) Na+-MMT, (b) KH570-MMT and (c) O-MMT.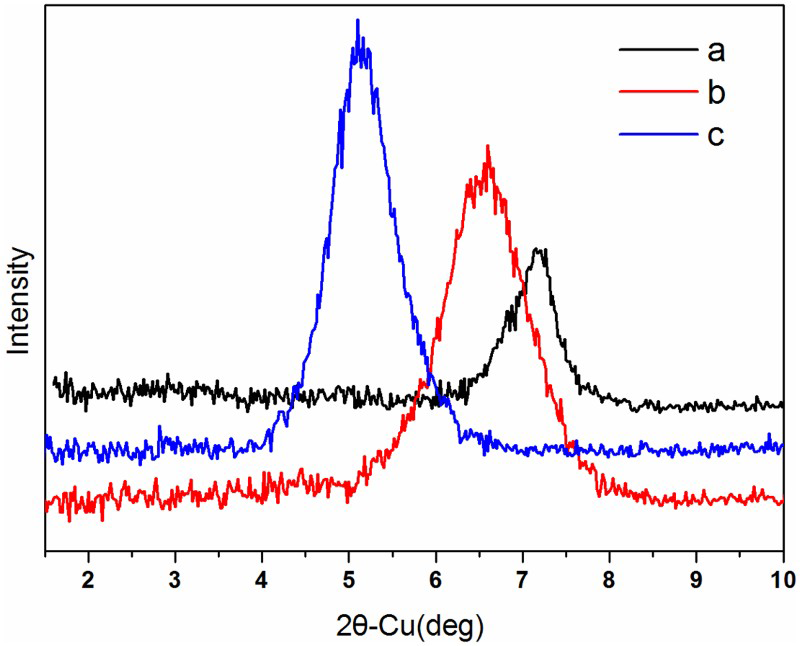
TG/DTG analysis
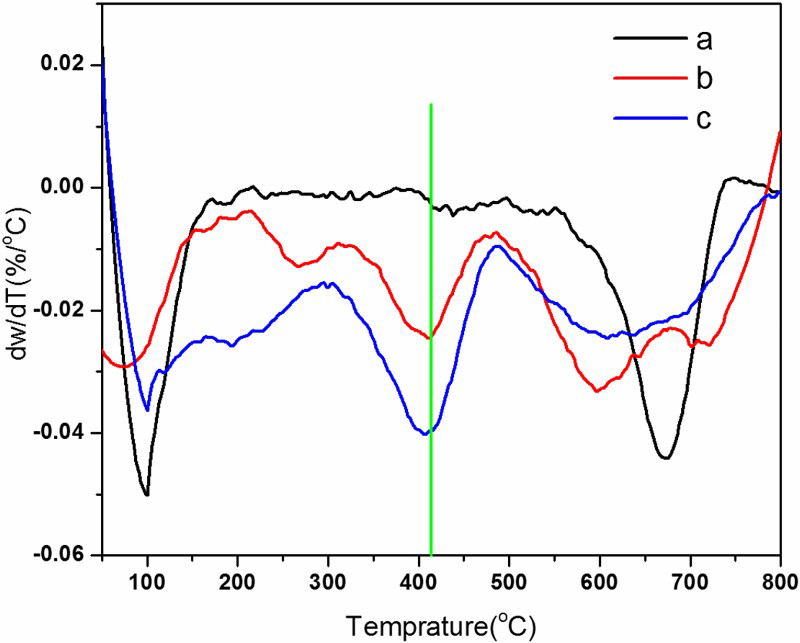
TGA curves of the MMTs before and after modification by silane are shown in Figure 7. The thermograms exhibit a weight loss at the decomposition region below 200°C attributed to the evaporation of water. Figure 7(a) shows decomposition between 500 and 700°C by the loss of hydroxyls on the silicate wafer. There is almost no weight loss between 200 and 500°C [27]. However, the thermograms shown in (b) and (c) exhibit obvious weight loss in this region, which indicates that KH570-MMT and O-MMT have decomposed to the corresponding organic molecules. In the DTG curves shown in Figure 8, the appearance of pyrolysis peaks at about 400°C in (b) and (c) are further evidence for the presence of KH570-MMT and O-MMT. Compared to KH570-MMT, the weight loss of O-MMT increases clearly, which illustrates that the cation exchange has occurred between protonated KH550 and Na+. In addition, the chemical modifications are also proven by the difference in the decomposition temperature profiles for the three types of clay.
TGA curves of (a) Na+-MMT, (b) KH570-MMT and (c) O-MMT. DTG curves of (a) Na+-MMT, (b) KH570-MMT and (c) O-MMT.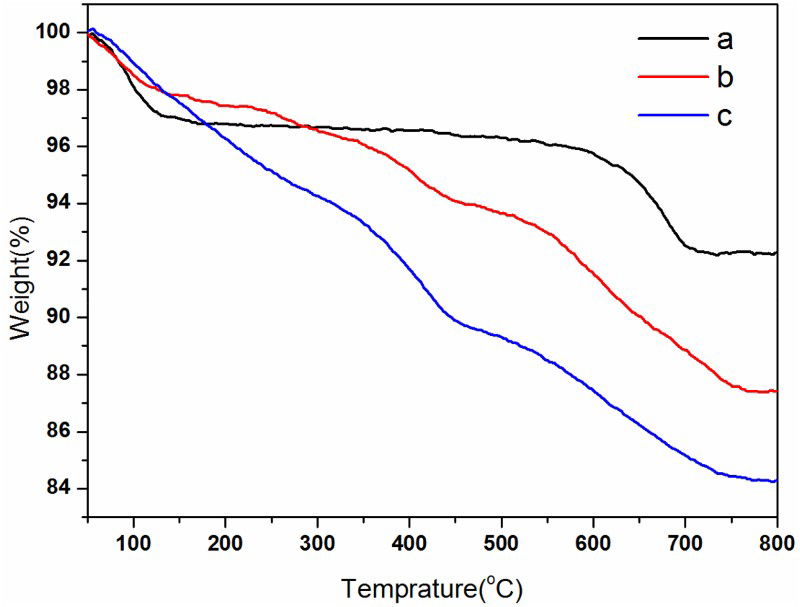
UV-curable waterborne PU/O-MMT nanocomposites
Morphology of the MMTs embedded in the UVWPU matrix
The morphology evolution of these composites and direct evidence of the formation of a true nanocomposite are shown in the TEM images of ultramicrotomed sections of each film (Figure 9). MMTs appear as the dark parts of the images and have a broad distribution of diameters. Figures 9(a,b) shows the TEM photographs of Na+-MMT/UVWPU and KH570-MMT/UVWPU, in which some clusters or agglomerated particles are detected, and the boundaries are distinct between the organic polymer and the MMTs. However, this distinction becomes less as the organic content increases in Figure 9(c). We can see that the O-MMT lamellas are covered by silane coupling agents and uniformly embedded in the UVWPU matrix, although some clusters are still visible.
TEM images of (a) Na+-MMT/PU, (b) PU/KH570-MMT and (c) UVWPU/O-MMT.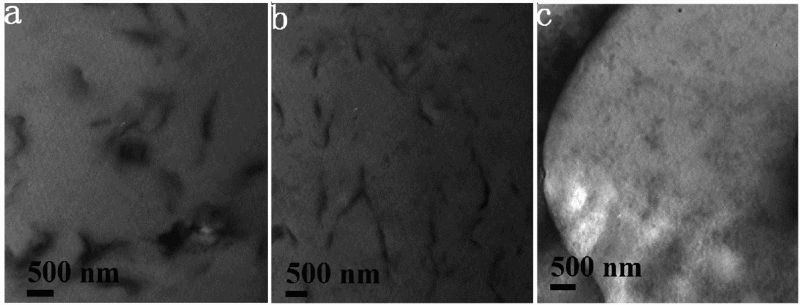
Gel content
The gel fraction of the pure UVWPU film in toluene is only about 53%, which increases slightly with the addition and with increasing amounts of natural clay (Figure 10). Again, the increase in gel content is more obvious for O-MMT/UVWPU composites because of the cross-linked structure provided by C=C bonds and the silane oligomer. The pure UVWPU film has a lower gel content than the polyether polyol-based or polyester polyol-based UVWPUs reported in other particles. This is because the nonpolar fatty acid chains in the castor oil-based UVWPU polymer are easily dissolved by the toluene, which influences the test results.
Gel content of the nanocomposites.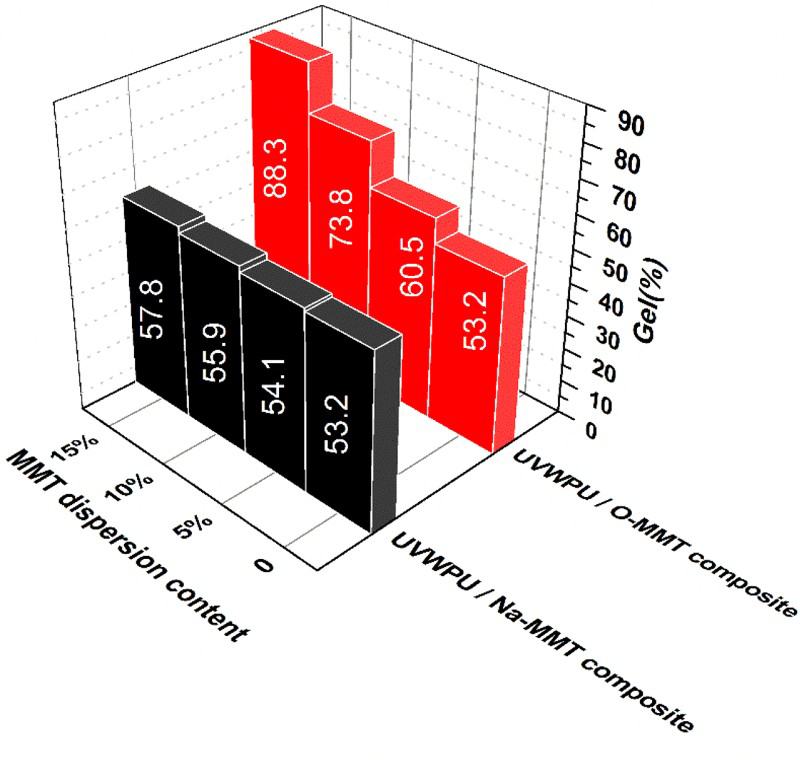
Thermal stability
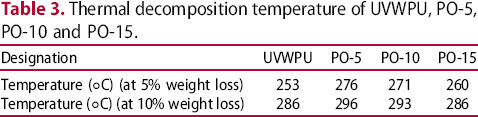
The thermal stability of the composite films, as determined by TGA, is shown in Figure 11.The temperatures at which 5 and 10% weight loss occur are shown in Table 3. O-MMT/UVWPU films provide an UV curing site with C=C bands at 570 nm to form a network structure between PU and O-MMT and the inorganic section of the O-MMT/UVWPU films, which can limit the heat expansion. As expected, the decomposition temperature increases, which results in an improvement in thermal stability. The decomposition temperature of PO-5 at 5 and 10% weight loss are 276 and 299°C, respectively. On the other hand, the decomposition temperatures of pure UVWPU are only 253 and 296°C, as shown in Table 3. We find from the TGA curves that the potentiation weakens as the O-MMT dispersion increases. This is because low-molecular-weight organics, whose thermal stabilities are poor, increase in content during the mixing stage.
TGA curves of (a) UVWPU, (b) PO-5, (c) PO-10 and (d) PO-15. Thermal decomposition temperature of UVWPU, PO-5, PO-10 and PO-15.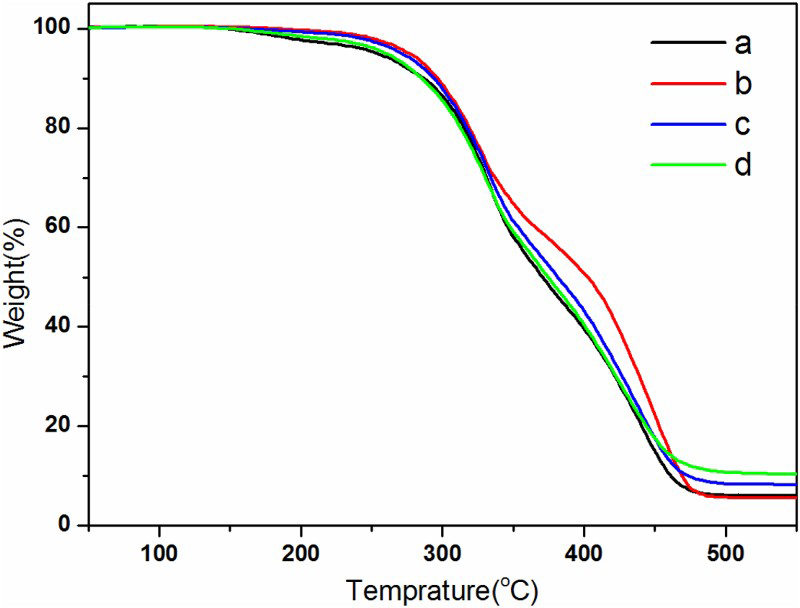
Tensile properties
Elasticity moduli of the prepared films are given in Table 4. The moduli of the nanocomposite films are larger than for the original UVWPU films, indicating an increase in elasticity with increasing O-MMT dispersion due to the reinforcing effect. The percent elongation at break of the films is in the order of PO-5 > UVWPU > PO-10 > PO-15 (Figure 12). The percent elongation of PO-5 and pristine UVWPU films are 160 and 140%, respectively, whereas the percent elongation of PO-10 and PO-15 decrease to 90 and 70%, respectively. This demonstrates that suitable O-MMT dispersion could enhance the toughness of the films, but that excessive O-MMT dispersion could have the opposite effect.
Water swell of UVWPU, PO-5, PO-10 and PO-15. Young modulus of UVWPU, PO-5, PO-10, and PO-15.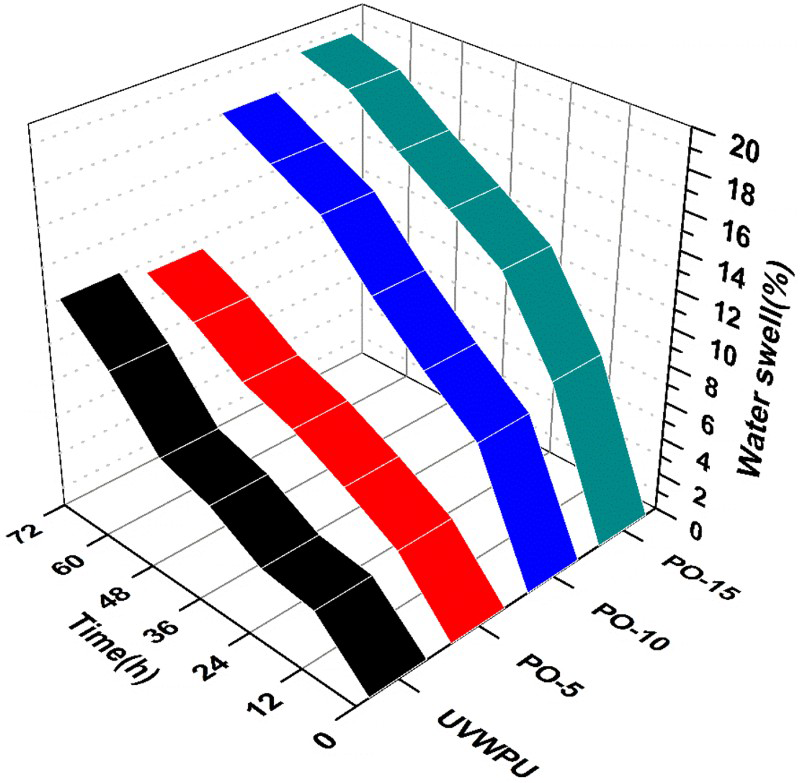

Water resistance
Poor water resistance in comparison with solvent-based PU coatings is one of the major drawbacks of waterborne PU films, which has attracted extensive attention. It is noteworthy that existing UV-curable castor oil-based waterborne PUs display good water resistance; we sought to discover whether the prepared nanocomposites retained this desirable property or not. As shown in Figure 13, PO-5 retains a low water swell percentage similar to the castor oil-based UVWPU film, both of which have good water resistance. However, the water resistance decreases as the O-MMT dispersion increases in the order of UVWPU > PO-5 > PO-10 > PO-15 (Figure 13), which is caused by the negative influence of the hydrophilic molecular structure.
Tensile properties of (a) UVWPU, (b) PO-5, (c) PO-10 and (d) PO-15.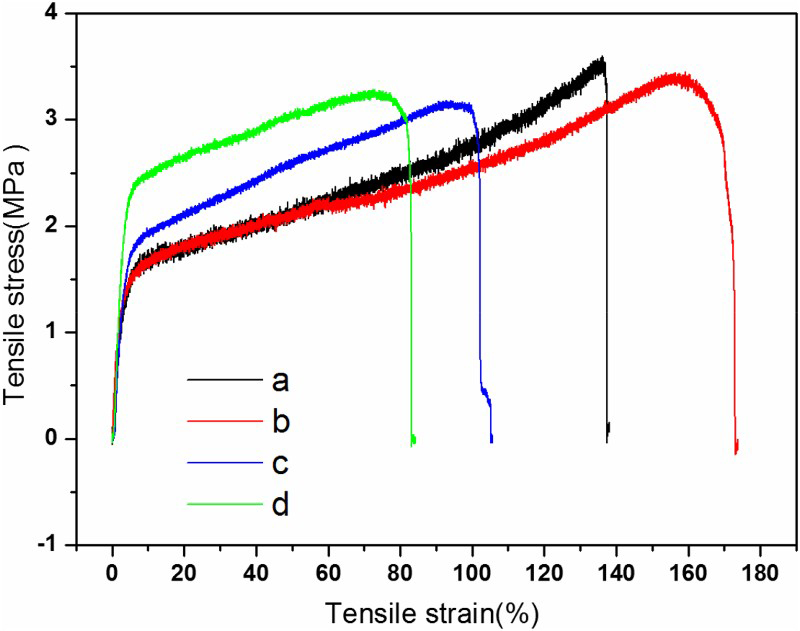
Conclusions
Organic–inorganic nanocomposite PU dispersions have been prepared in two steps. First, Na+-MMT was functionalised by silane coupling agents. Then, the O-MMT dispersion was added directly into a waterborne PU dispersion. Distinct behaviours were observed when the O-MMT was dispersed uniformly into PU. The silane segments of O-MMT assist in better dispersion and provide more UV curing sites, resulting in enhanced thermal stability and rigidity of the nanocomposites. However, these advantageous effects of the nano-additive began to weaken when the content of O-MMT dispersion reached 10 and 15%. The water resistance of PO-5 was as good as pure UVWPU, while the more hydrophilic structures of the PO-10 and PO-15 films resulted in somewhat higher water swell.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.