
Abstract
The effects of alkali treatment on the mechanical properties, void contents and morphological of Pennisetum purpureum/glass-reinforced epoxy hybrid composites were studied. The composites were produced using the vacuum infusion method. Pennisetum purpureum fibres were treated with 5 and 10% dilute sodium hydroxide (NaOH) solution for 6 h. The epoxy resin was mixed with either the treated or untreated Pennisetum purpureum/glass fibres to a ratio of 70:30 (by volume). Tensile and flexural tests were performed on the composites in accordance with ASTM D638 and ASTM D790, respectively. The hybrid composites that contained 5% NaOH-treated Pennisetum purpureum fibres exhibited the greatest tensile and flexural strengths with lower void contents. Field-emission scanning electron microscopy fractography supported the findings showing lesser voids and fibre pull-outs suggesting good interfacial bonding between the matrix and reinforcement. The reduced of the void contents is suspected due to the reduced hemicellulose content within the treated Pennisetum purpureum fibre.
Introduction
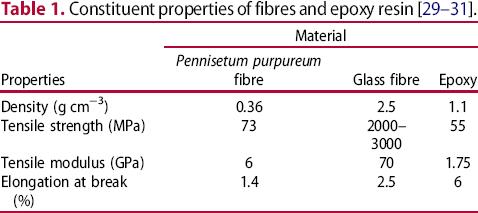
There has been increased interest in the use of natural fibres as alternatives to synthetic fibres in polymer composites because of current concerns of global warming and climate change [1]. Natural fibres demonstrate great potential over synthetic fibres because of their biodegradability, low cost, low density, and satisfactory specific properties. In addition, compared with synthetic fibres, they are extracted at low cost, and less tool wear occurs during their processing [2-4]. The wide variety of available natural fibres is an added benefit for composite manufacturers [5-11]. A review by Ku et al. [12] addressed the tensile strengths of cellulosic fibre-reinforced polymer composites. They found that the tensile strength of the composites typically increased with the fibre content, up to an optimum value. As the optimum fibre content was exceeded, the tensile strength would subsequently drop. An extensive literature review was published recently by Azwa et al. [13] which evaluated the characteristics of several cellulosic fibre composites on exposure to moisture, heat, fire, and ultraviolet degradation. They also addressed the effects of chemical additives, such as fibre treatments, fire retardants, and ultraviolet (UV) stabilisers.
Hybrid composites are materials that are fabricated by combining two or more different types of fibres within a common matrix. Hybrid composites are more advanced than other fibre-reinforced composites and have a wider range of potential applications. The mechanical properties of a kenaf-aramid hybrid composite were examined by Bakar et al. [14]. They studied the potential hybridisation of long kenaf fibres with Kevlar. The mechanical properties of interwoven jute-glass fabric hybrid composites were examined by Ahmed et al. [15]. The mechanical properties of sisal fibre-reinforced polyester composites were improved by adding carbon [16]. Hani et al. [17] investigated hybrid (woven coir/Kevlar) composites and found that coconut coir could be used to replace some of the synthetic fibres within the composite, which could consequently improve the resistance of the material to high-speed impact and penetration. In addition, there are concerns regarding the attributes of natural fibres such as their hydrophilic nature, high moisture absorption, poor reactivity, and poor compatibility with polymeric matrices, all of which influence their mechanical properties [18-20]. The hydrophilic nature of natural fibre is known to produce weak interfacial adhesion in polymer–matrix composites [21]. The type of natural fibre can also affect the biological performance of the composites, for example, a composite manufactured from abaca fibre has a much greater moisture content compared to flax reinforced composites [22]. These problems can be rectified through modification such as alkali treatment to enhance the interfacial adhesion between natural fibres and composite matrices, in addition to improving the mechanical, physical, and thermal properties of the fibres [23]. The alkali treatment removes the hemicelluloses within the fibres and splits the fibrils within the fibres. Subsequently, owing to the release of the internal strain, this produces a closely packed cellulose chain, which consequently improves the mechanical properties of the fibre [24]. Lai and Mariatti [25], studied the flexural and impact properties of treated, woven betel-palm composites, and found that the treated composites possessed superior properties to the untreated composites. Other modifications during acetylation can modify the surface of the fibres and enhance their hydrophobicity [22].
Recently, we have examined the potential use of Pennisetum purpureum fibre in polymer composites [26-28]. In this work, however, the effects of alkali treatment on the mechanical properties, voids and morphological of the hybrid composites are the primary interest, to determine their optimal composition and treatment.
Materials and experimental procedure
Materials
Fibre extraction
Pennisetum purpureum fibres were extracted by using a conventional water retting process. Water retting is a microbial process, commonly opted procedure that separates the bonds which hold the stems together and allows the fibres to detach from its bundle. First, the stems were cleaned and crushed with a mallet before immersed under tap water for approximately three to four weeks, for separation and decomposition process. The fibres were then manually extracted from the stem internodes. Next, the fibres were cleaned with a distilled water and sun-dried for a couple of days to remove the excess moisture [32]. The fibres were then further dried in an oven at 50°C for 6 h before specimen preparation [33]. The fibres extracted were measured within 140–170 mm in length.
Alkali treatment
The Pennisetum purpureum fibres were alkaline-treated for 6 h using NaOH solutions with concentrations of 5 and 10%. A liquor ratio; a ratio between the weight of alkali solution to the fibre of 40:1, was used to remove the hemicelluloses and surface impurities within the fibre [34]. Subsequently, the Pennisetum purpureum fibres were repeatedly cleaned using distilled water to remove any traces of NaOH. They were then dried at 25°C for 24 h and subsequently oven-dried at 50°C for 6 h. Finally, the 5 and 10% NaOH-treated unidirectional Pennisetum purpureum fibres were prepared in the form of mats with dimensions of 300 × 300 mm, weighed 10 g per layer each. These materials again kept in a plastic bag to avoid atmospheric moisture absorption before composite processing.
Hybrid composite fabrication
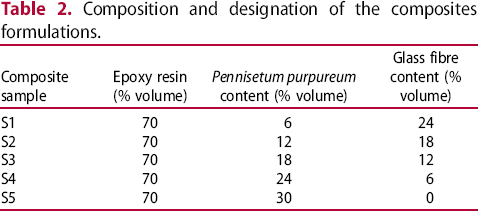
Pennisetum purpureum/glass-reinforced epoxy hybrid composite plates were fabricated by a resin infusion technique powered by a vacuum pump. The sandwich structure was prepared for this hybrid composite, where the Pennisetum purpureum fibre was placed between the glass fibres. The reinforcement plies were then laminated over a glass mould. The resin was allowed to infuse into the lamination plies as shown in Figure 1. The in-mould pressure, measured during the infusion stage, was less than 20 mbar [35, 36]. Subsequently, the specimen was left to cure at room temperature for 12 h within the mould. Post-curing was conducted next in an oven at 80°C for 2 h, under air circulation [37]. Four different types of composite samples based on the volume fractions of Pennisetum purpureum and glass fibres are listed in Table 2. The determination of volume fractions of the fabricated composites was discussed in an author's previous publication [38]. Lastly, rectangular 300 × 300 × (3.2 ± 0.4) mm3 plates were produced. Specimens were cut for mechanical characterisation using the Dremel 4000 tool, in accordance with the related standard.
Vacuum infusion process used to fabricate Pennisetum purpureum/glass-reinforced epoxy hybrid composites. Composition and designation of the composites formulations.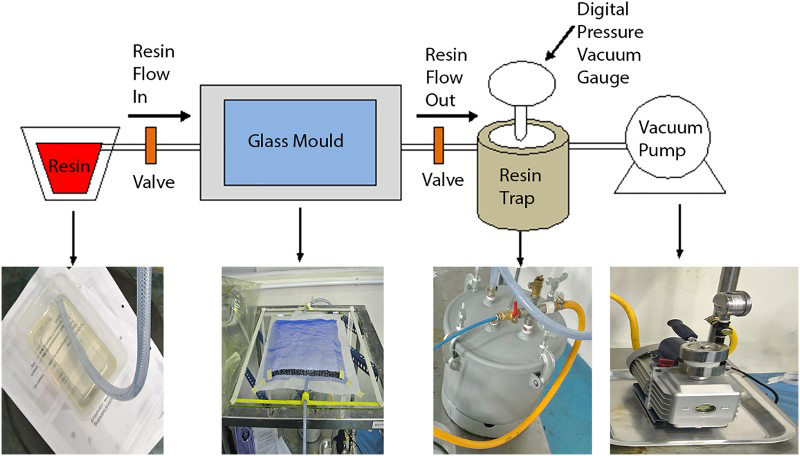
Densities and void content
Theoretical density of composites materials in terms of the volume fraction can be determined from Equation (1).

 and ρ represent the volume fraction and density respectively. The suffix p, g and e stand for Pennisetum purpureum, glass and epoxy, respectively.
and ρ represent the volume fraction and density respectively. The suffix p, g and e stand for Pennisetum purpureum, glass and epoxy, respectively.
The void content of the hybrid composites was determined using Equation (2).

Tensile testing
Tensile test specimens with dimensions of 165 × 19 × (3.2 ± 0.4) mm3 were prepared from the composite plates produced earlier and tested in accordance with ASTM D638 standard [30, 39-42]. The tests were performed at a crosshead speed of 1 mm min−1 using the universal testing machine (SHIMADZU) with 100 kN load cell capacity. An extensometer was mounted onto the gauge length of 50 mm for accurate strain measurement. Tests were conducted with the unidirectional Pennisetum purpureum fibres set parallel to the loading direction. For each type of composite, five specimens were tested, and the average result was recorded. The tensile strengths and moduli of the composite were computed and recorded for analysis.
Flexural testing
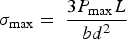
Three-point bend tests were performed on the composite specimens, which had dimensions of 125 × 13 × (3.2 ± 0.4) mm3, in accordance with the ASTM D790 standard. The test was conducted by using a universal micro-tester (INSTRON 5848) having a maximum load cell capacity of 2 kN at a crosshead speed of 2.5 mm min−1 [39, 43, 44]. The flexural strength and modulus, as well as the strain to failure, were of interest. The flexural stress is computed by

Observation of surface morphology by field-emission scanning electron microscopy (FESEM)
The fractured surface morphologies of the investigated hybrid Pennisetum purpureum/glass-reinforced epoxy composites were examined using FESEM (model NOVA NANOSEM 450). The fractured portions of the samples were cut after mechanical testings before uniformly gold coated over the interested surface before scanning to obtain better imaging and charging effect on the material. The images were captured at accelerating voltage of 3 kV and magnifications between 120× and 1400×.
Results and discussion
Densities and void content
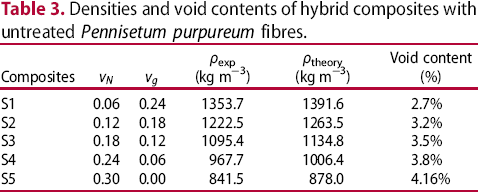
Densities and void contents of hybrid composites with untreated Pennisetum purpureum fibres.


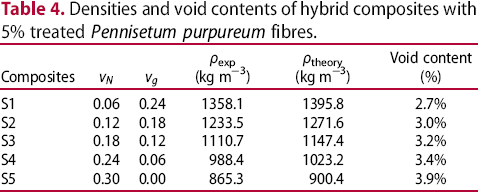
Densities and void contents of hybrid composites with 5% treated Pennisetum purpureum fibres.


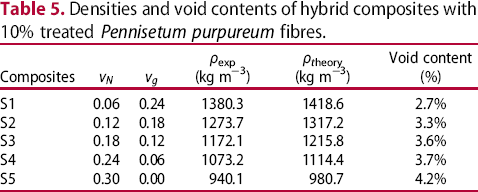
Densities and void contents of hybrid composites with 10% treated Pennisetum purpureum fibres.


The voids are highly influenced by the conditions during the fabrication of the composites. During the impregnation process, the trapped air or other volatiles would exist in the composites. This is due to the incapability of the matrix to displace all the air which is entrained within the Pennisetum purpureum and glass fibres as it passes through the matrix impregnation. The void content increases as the Pennisetum purpureum fibre volume fraction increases and the glass fibre volume fraction decreases. The higher the volume fraction of the Pennisetum purpureum fibre, the more likely air trapped to occur during the fabrication process. It can be concluded that the void contents reduced with the lower volume fraction of Pennisetum purpureum fibre and higher volume fraction of glass fibre.
Table 3 shows the percentage of void content for hybrid composites with untreated Pennisetum purpureum fibre were between 2.7 and 4.2%. The percentage of void content of the hybrid composites with 5% treated Pennisetum purpureum fibre is slightly lower than hybrid composites with the untreated fibre for samples S2 to S5 are 3.0, 3.2, 3.4 and 3.9%, respectively, as shown in Table 4. The reduced in the void contents for the treated fibres composites were suspected due to the removal of amorphous components and the reduction in the hemicelluloses fraction, which is hydrophobic in nature. The treated fibres have a smaller and a more uniform diameter, with less impurity, thus suspected to help to minimise the void content in the composites [26]. In Table 5 however, the percentage of void contents for hybrid composites with 10% treated Pennisetum purpureum fibre shows increased in % and yield similar % to the untreated Pennisetum purpureum fibre composites. This is because, in 10% treated Pennisetum purpureum fibre composites, the main structural components of the fibre were attacked, resulting in the formation of more grooves on the surface of the fibre and the tendency of the fibres to bend and twisting. Consequently, this is suspected leads to increase the void content in the composites further.
Tensile properties
The average results obtained for the tensile strength and modulus of the developed Pennisetum purpureum/glass-reinforced epoxy hybrid composites and Pennisetum purpureum reinforced epoxy composite are shown in Figure 2. In general, the tensile strength of the hybrid composites decreased as the glass fibre, and Pennisetum purpureum fibre contents decreased and increased, respectively. The tensile properties of the hybrid composites that contained the treated Pennisetum purpureum fibres were greater to those of the hybrid composites with untreated fibres. Figure 2(a) shows that the tensile strength of the hybrid composites with the 5% NaOH-treated fibres was greater than that of the hybrid composites with the untreated and 10% NaOH-treated Pennisetum purpureum fibres. In addition, the highest average strength achieved by the hybrid composites with the 5% NaOH-treated Pennisetum purpureum fibres was 171 MPa (sample S1). In the case of the hybrid composites with the 5% NaOH-treated Pennisetum purpureum fibres, tensile strengths of 139, 104, and 64 MPa were obtained for the S2, S3 and S4 samples, respectively; this represents corresponding strength reductions of 18, 39, and 63% compared with the results of sample S1. A relatively similar strength degradation trend (%) was observed for the hybrid composites with the untreated and 10% NaOH-treated Pennisetum purpureum fibres.
Tensile properties Pennisetum purpureum/glass-reinforced epoxy hybrid composites (S1–S4) and Pennisetum purpureum reinforced epoxy composites (S5). (a) Tensile strength. (b) Tensile modulus.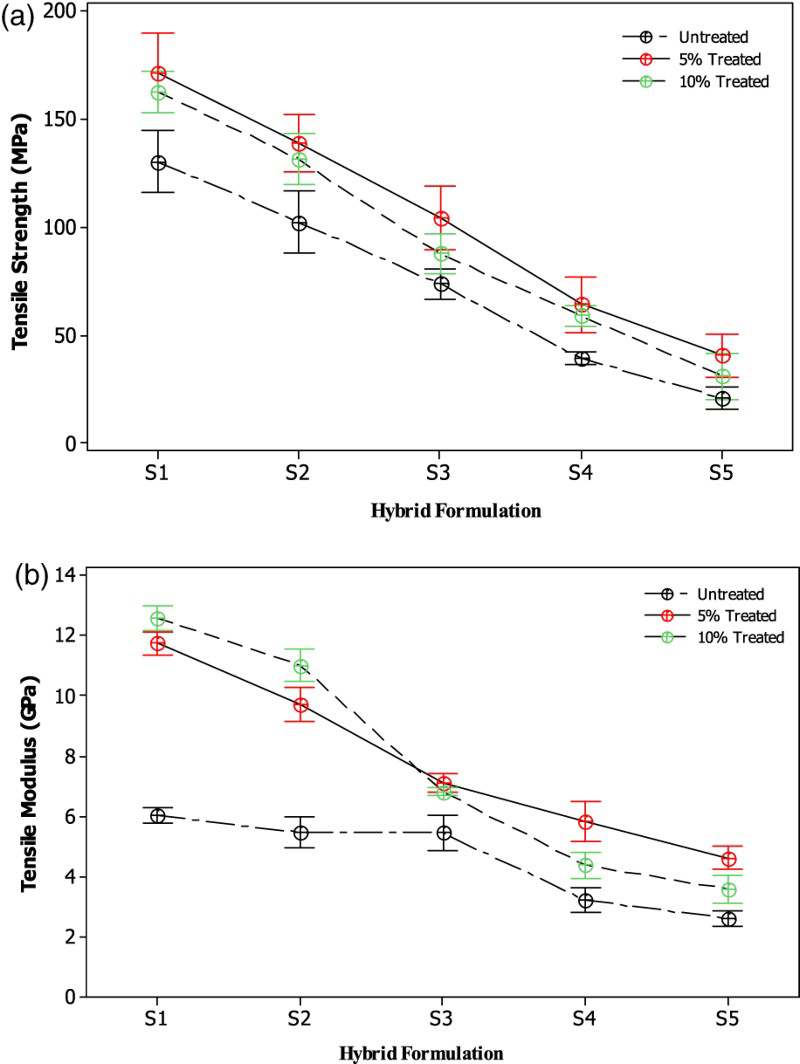
Figure 2(b) shows the tensile moduli of the Pennisetum purpureum/glass-reinforced epoxy hybrid composites. Similar to the tensile strength, the tensile moduli also exhibits reduction, as the glass fibre and Pennisetum purpureum fibre contents decreased and increased, respectively. The hybrid composites (S1 and S2) that contained the 10% NaOH-treated fibres had a greater modulus than those that contained the 5% NaOH-treated fibres. In the case of the S3 samples, the hybrid composites with the 5 and 10% NaOH-treated Pennisetum purpureum fibres had equal tensile moduli. Furthermore, in the case of the S4 samples, the modulus of the hybrid composite with the 5% NaOH-treated Pennisetum purpureum fibres was greater than that of the hybrid composite with the 10% NaOH-treated Pennisetum purpureum fibres. In addition, the S1, S2, and S3 samples, the hybrid composites that contained the untreated Pennisetum purpureum fibres exhibited relatively similar tensile moduli. However, in the case of the S4 sample, the hybrid composite with the untreated Pennisetum purpureum fibres had a lower tensile modulus. The tensile strength and moduli of Pennisetum purpureum reinforced epoxy composites (Sample S5) with 5% NaOH-treated fibres were 41 MPa and 4.62 GPa respectively, yielding an increase of 95 and 76% compared to untreated fibre composites. However, with the 10% NaOH-treated fibre, the tensile strength and moduli of Pennisetum purpureum reinforced epoxy composites were decreased by 24 and 23% from 5% NaOH-treated fibre presents 31 MPa and 3.58 GPa, respectively.
The hybrid composites with the treated Pennisetum purpureum fibres exhibited higher tensile strengths and moduli. This could be because the alkali treatment improves the interfacial bonding within the composite by increasing the mechanical interlocking, which results in a greater amount of resin-fibre interpenetration at the interface [45, 46]. The alkali treatment removes any natural and artificial impurities, and consequently improves the surface adhesive characteristics, resulting in a rough surface topography. Following an alkali treatment that exceeds the optimum concentration, the tensile strength and moduli of the composites drastically decrease. This is because the excess delignification of the natural fibre occurs, which weakens the fibre [33, 47, 48]. Thus, the hybrid composites with the 10% NaOH-treated Pennisetum purpureum fibres had a lower tensile strength.
Flexural properties
The average flexural strengths and moduli of the Pennisetum purpureum/glass-reinforced epoxy hybrid composites are shown in Figure 3. Among all the composite samples, the maximum flexural strength was achieved by the hybrid composite with the 5% NaOH-treated Pennisetum purpureum fibres as shown in Figure 5(a). In the case of the hybrid composites with the 5% NaOH-treated Pennisetum purpureum fibres, the S1 and S2 samples had similar flexural strengths of 137 and 136 MPa, respectively; however, the flexural strengths of the S3 and S4 samples decreased to 109 and 75 MPa, respectively. The woven glass fibres and unidirectional Pennisetum purpureum fibres were used to improve the flow rate of the resin during the vacuum infusion process, as well as reduce the percentage of voids between the fibres and matrix as shown in Table 3, which would consequently enhance the flexural properties of the composites. The flexural strength of the hybrid composites with the 5% NaOH-treated fibres improved by approximately 13, 22, 30, and 7% for the S1, S2, S3, and S4 samples, respectively, than the hybrid composites that contained the untreated Pennisetum purpureum fibres.
Flexural properties of Pennisetum purpureum/glass-reinforced epoxy hybrid composites (S1–S4) and Pennisetum purpureum reinforced epoxy composites (S5). (a) Flexural strength. (b) Flexural modulus.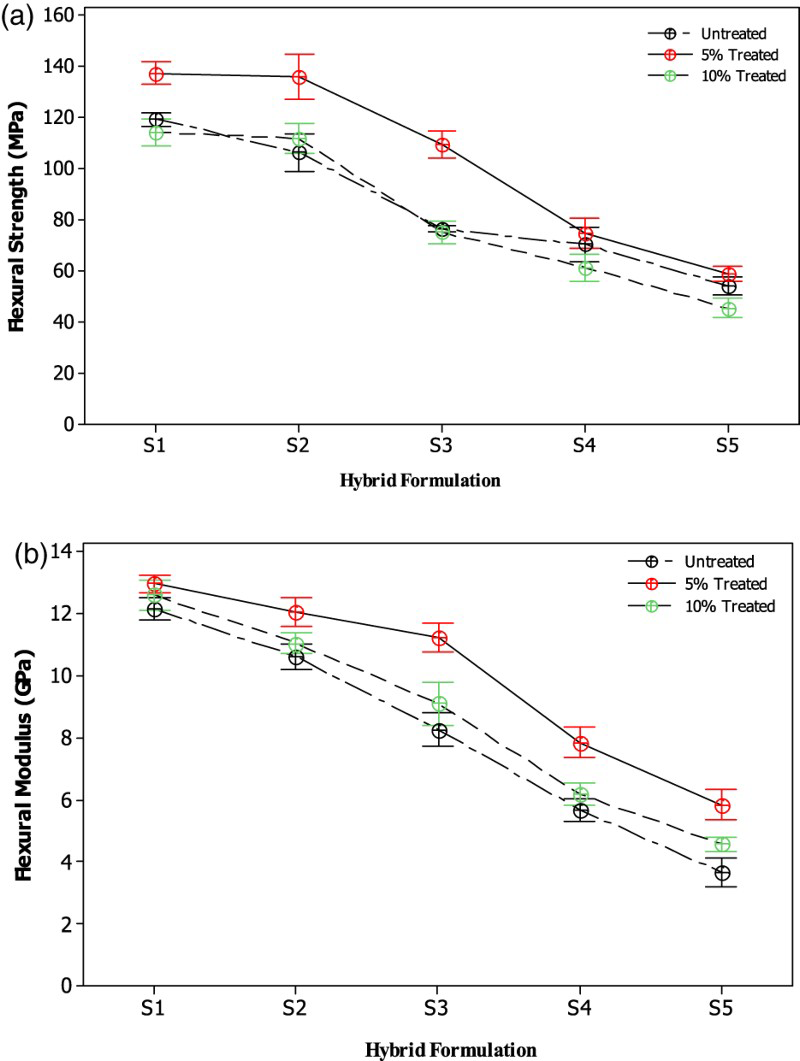
However, the flexural strength of the hybrid composites with the 10% NaOH-treated fibres was relatively similar to that of the composites with the untreated fibres. This can be correlated to results of void contents presented in the section ‘Densities and void content’. As known, the role of the matrix in the composites is to efficiently transfer load between fibres and support fibres under compressive load. Thus, higher void contents observed in untreated and 10% treated fibre composites significantly affected the transverse, shear strength as well as the longitudinal compressive strength of the composites. This is because they are strongly dependent on matrix properties. On the contrary, the tensile properties are less affected by the voids because they are mainly governed by the properties of the fibres.
The flexural modulus of the hybrid composites with the 5% NaOH-treated Pennisetum purpureum fibres was greater than that of the hybrid composites with the untreated and 10% NaOH-treated Pennisetum purpureum fibres, as shown in Figure 3(b). The flexural moduli of the samples decreased as the glass fibre, and Pennisetum purpureum fibre contents of the composites decreased and increased, respectively. In the case of the hybrid composites with the untreated Pennisetum purpureum fibres, the S1, S2, S3, and S4 samples had average flexural moduli of 12, 11, 8, and 6 GPa, respectively. Furthermore, in the case of the hybrid composites with the 5% NaOH-treated Pennisetum purpureum fibres, the average flexural moduli of the S1, S2, S3, and S4 samples increased to 13, 12, 11 and 8 GPa, respectively. However, in the case of the S1, S2, S3, and S4 samples, the flexural modulus of the hybrid composite with the 10% NaOH-treated Pennisetum purpureum fibres was between those of the hybrid composites with the untreated and 5% NaOH-treated Pennisetum purpureum fibres. In the case of the Pennisetum purpureum reinforced epoxy composites (Sample S5), the flexural strength and moduli of composites with 5% NaOH-treated fibres were 59 MPa and 5.8 GPa, which increased by 9 and 57% compared to untreated which present 54 MPa and 3.7 GPa, respectively. However when the treatment increase to 10% NaOH-treated fibre, the tensile strength and moduli of Pennisetum purpureum reinforced epoxy composites was decreased by 24 and 21% from 5% NaOH-treated fibre which presents 45 MPa and 4.6 GPa, respectively.
The hybrid composites that contained the 5% NaOH-treated Pennisetum purpureum fibres provided better flexural properties and indicated a similar response to tensile properties. This is due to the alkali treatment had improved crystallinity of cellulose and remove the hemicellulose and lignin content [26, 34]. Furthermore, the Pennisetum purpureum fibre becomes relatively ductile after the removal of some hemicellulose and lignin. The fibres can result in higher fibre stiffness due to the increased crystallinity of hard cellulose. Therefore the effective surface areas between fibres and matrix have been increased and hence, increase the flexural properties. In addition, the properties Pennisetum purpureum/glass-reinforced epoxy hybrid composites mainly depend on the arrangement of the Pennisetum purpureum fibres and woven glass orientation which have important microstructural features. Finally, among all the composite samples (S1, S2, S3, S4 and S5), it can be concluded that the optimal flexural moduli and strengths were obtained by the hybrid composites that contained the 5% NaOH-treated Pennisetum purpureum fibres.
Surface morphology
The FESEM images of the fractured surfaces of the hybrid composites that had been subjected to tensile and flexural testing are illustrated in Figures 4–6. Figure 4 shows the FESEM images of the hybrid composites with the untreated Pennisetum purpureum fibres. In Figure 4(a), voids due to fibre pull-outs, as well as debonding, fibre breakage, fibre splitting, and matrix cracking can be observed. Figure 4(b) shows the presence of lumens and a porous structure, where the resin did not penetrate the fibre bundles. This was also confirmed by other studies on natural fibre based composite materials [30]. However, some fractured areas within the image indicate that good adhesion exists between the fibres and matrix.
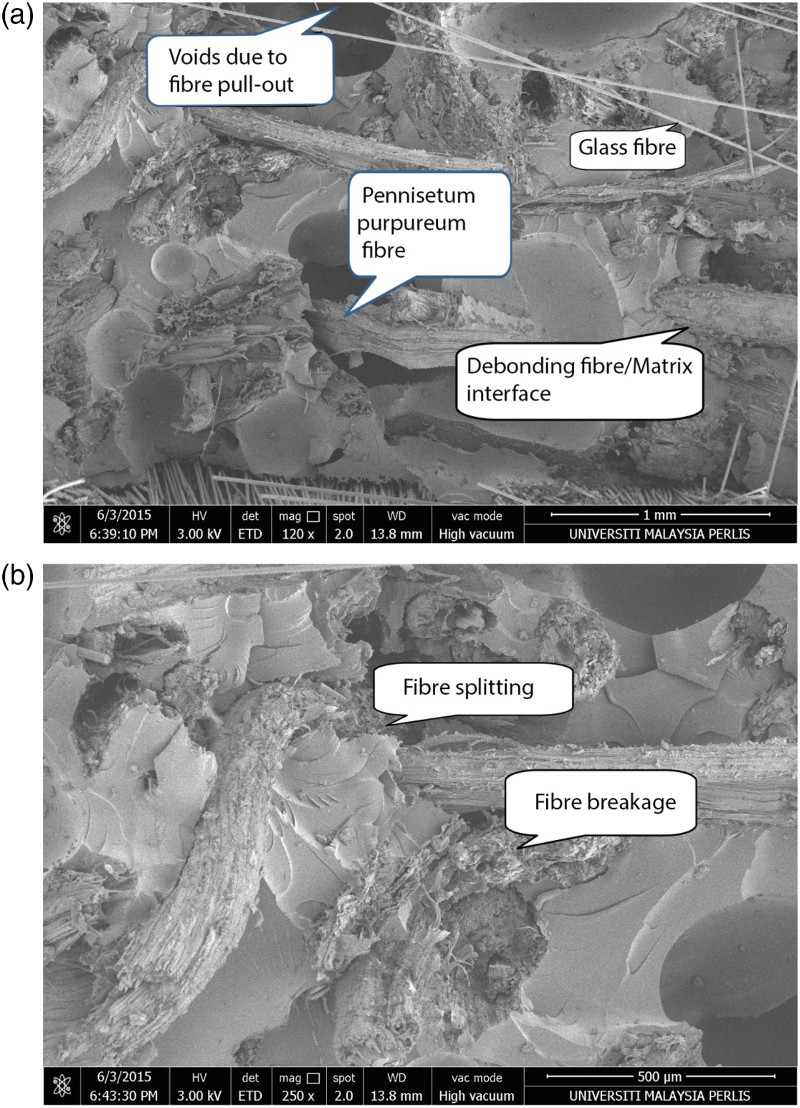
FESEM images of Pennisetum purpureum/glass-reinforced epoxy hybrid composite with untreated fibres. (a) Image showing fibres that have been pulled out between Pennisetum purpureum fibre and epoxy matrix. (b) Cross-sectional image of the fibre showing the good condition of the multicellular structure. Field-emission scanning electron microscope (FESEM) images of Pennisetum purpureum/glass-reinforced epoxy hybrid composite with 5% NaOH-treated fibres. (a) Image showing glass fibre that has been pulled out, and the existence of good interfacial bonding between Pennisetum purpureum fibres and epoxy matrix. (b) Image showing glass fibres that have been pulled out. The cross section of the fibre was compressed. Field-emission scanning electron microscope (FESEM) images of Pennisetum purpureum/glass-reinforced epoxy hybrid composite with 10% NaOH-treated fibres. (a) Image showing Pennisetum purpureum fibre that has been pulled out, and voids between Pennisetum purpureum fibre and epoxy matrix. (b) Image showing splitting and breakage of Pennisetum purpureum fibre.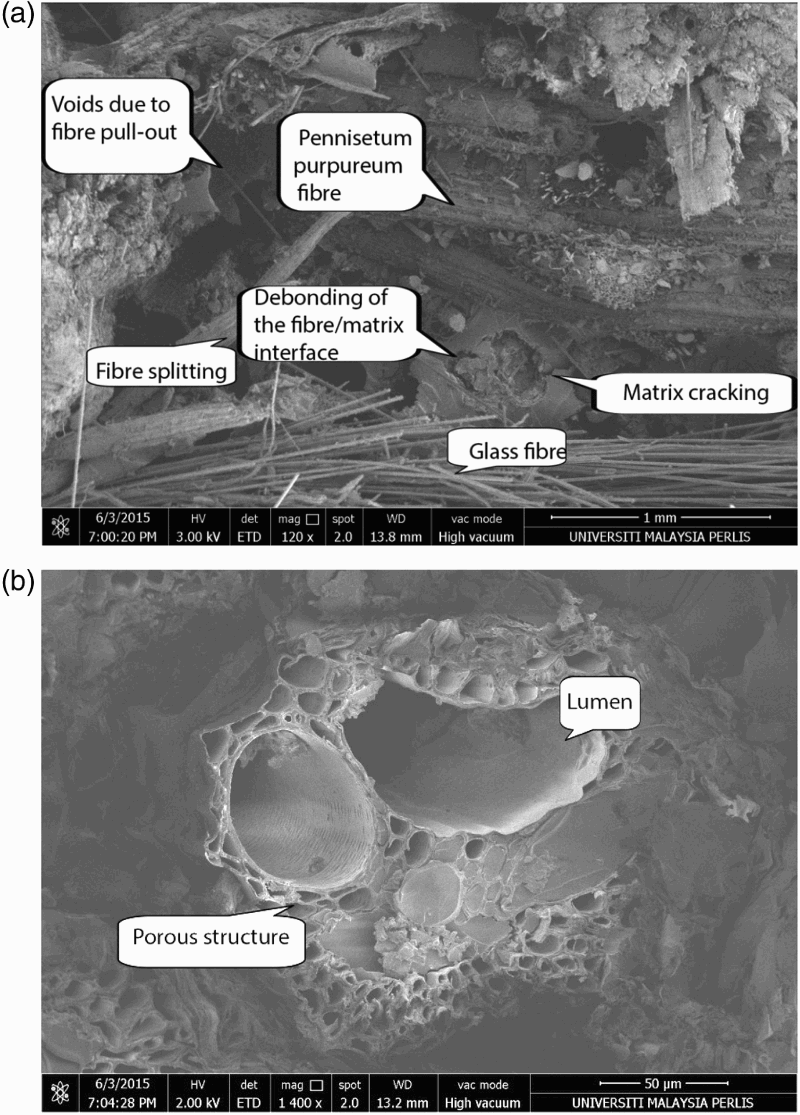
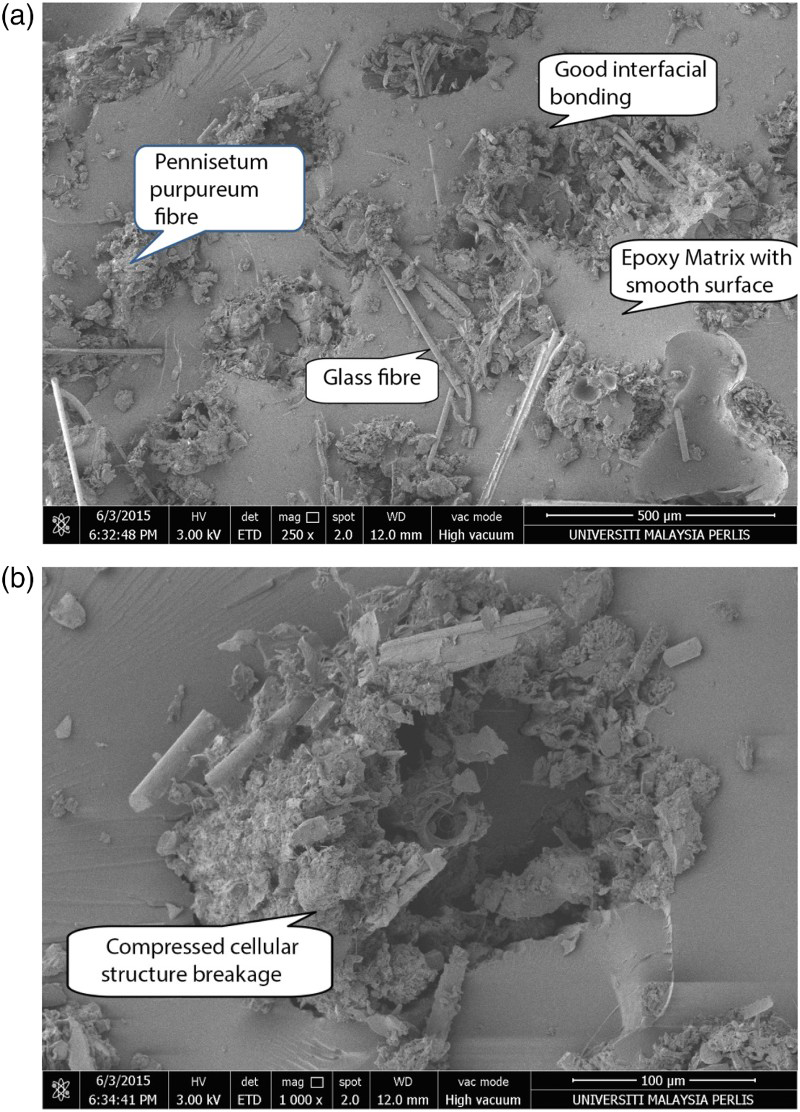
In contrast, Figure 5 shows that areas of superior bonding exist between the fibres and epoxy. The images of the fractured surfaces of the hybrid composites with the 5% NaOH-treated Pennisetum purpureum fibres showed almost no signs of fibre debonding, pull-out mechanisms, or matrix cracking, as shown in Figure 5(a). Consequently, the composite was able to absorb a greater amount of energy, which increased the toughness and improved the flexural and tensile properties of the materials. Furthermore, the interfacial bonding between the Pennisetum purpureum fibres and the matrix was improved as a result of the 5% NaOH-treatment. This is because the waxy layers and impurities on the surfaces of the Pennisetum purpureum fibre during 5% NaOH-treatment cause fibrillation of the fibres to occur, which improves the interlocking mechanism between the fibres and the surface of the matrix. Specifically, the fibrillation of the fibres increases the effective surface area between the fibres and matrix [45]. Figure 5(b) indicates that the spaces between the fibres increase in size during the fibrillation process, which allows more epoxy to enter and fill the spaces. This consequently increases the surface area between the fibre and matrix and enhances the interfacial bonding.
Figure 6 shows the FESEM images of the hybrid composites with the 10% NaOH-treated Pennisetum purpureum fibres. The images display the presence of voids due to fibre pull-outs, as well as debonding, fibre breakage, and high levels of matrix cracking, as shown in Figure 6(a). Figure 6(b) shows the split and damaged fibres, as well as the non-smooth texture of the matrix surface. Therefore, these images indicate that the hybrid composites with the 10% NaOH-treated Pennisetum purpureum fibres are likely to exhibit poor toughness. This would suggest that the effectiveness of the alkali treatment depends on the type and concentration of the alkaline solution, duration of treatment, and the temperature during modification [49]. If the alkali concentration exceeds its optimum level, excess delignification of the fibre can occur, which results in weakened and damaged fibres [50].
Conclusion
The effect of the alkali treatment of Pennisetum purpureum fibre on the Pennisetum purpureum/glass-reinforced epoxy hybrid composites was successfully investigated. The percentage of void contents of the hybrid composites with 5% treated Pennisetum purpureum fibre was found slightly lower than hybrid composites with untreated, and 10% treated Pennisetum purpureum fibre. This is due to the reduced hemicellulose content of the Pennisetum purpureum fibre. The results also indicate a significant improvement in mechanical and morphological properties. The tensile and flexural properties of the hybrid composites decreased as the Pennisetum purpureum fibre, and glass fibre contents increased and decreased, respectively. Among all the hybrid formulations, the hybrid composites with the 5% NaOH-treated Pennisetum purpureum fibres exhibited the greatest tensile and flexural properties with lower void contents. Following tensile and flexural testing, the FESEM images of the fractured surfaces of the hybrid composites with the untreated Pennisetum purpureum fibres showed voids due to fibre pull-outs, as well as debonding, fibre breakage, fibre splitting, and matrix cracking. However, in the case of the hybrid composite with the 5% NaOH-treated Pennisetum purpureum fibres, superior interfacial bonding between the fibre and matrix could be observed in the images of the fractured surfaces. Therefore, it can be concluded that the strength of the Pennisetum purpureum/glass-reinforced epoxy hybrid composites can be improved by treating the Pennisetum purpureum fibres with NaOH of concentration up to 5%.
Footnotes
Acknowledgements
The authors are also very much appreciate the support of the research facility during the investigation. Also, the authors would like to acknowledge the contributions of the Mechanical Engineering Department of Sultan Abdul Halim Mu'adzam Shah Polytechnic (POLIMAS) for their fruitful engagement and discussions towards the project.
Disclosure statement
No potential conflict of interest was reported by the author(s).