
Abstract
Selective laser sintering (SLS) is a powder bed-based additive manufacturing technique to produce complex three-dimensional parts. Although every thermoplastic polymer theoretically can be processed via this technique, variable material behaviour complicates the optimisation of the processing parameters. This study investigates the processability of polystyrene by SLS by evaluating bed temperatures and laser parameters. The morphology of single-layer parts is examined through scanning electron microscopy and roughness measurements to find an indication for the optimal processing parameters. Additionally, the effect of carbon black (CB) (as a colouring additive) on the processability of polystyrene is studied. It is found that polystyrene without CB is processable at a bed temperature just below the glass transition temperature. The addition of CB reduces the consolidation of single layers. The single-layer investigation is extended to, and shown to correlate with, a preliminary investigation of the relative density of multilayer parts.
Introduction
Selective laser sintering (SLS) is a powder bed fusion additive manufacturing (AM) technique, in which a laser scans regions of a preheated polymer powder bed to fuse consecutive layers and build up a three-dimensional (3D) part [1]. While in principle every thermoplastic polymer powder can be processed through this technique, only a few polymer grades are commercially available for SLS. The dominating polymer on the market is polyamide-12 (PA12), available both in pure and reinforced grades [2-6]. In addition to PA12, research and development is done on varying other polyamides [4, 6-8], polystyrene [9, 10], polycarbonate [11, 12], polyaryletherketones [13, 14], and thermoplastic polyurethanes [15].
The investigations on polystyrene (PS) and high-impact polystyrene (HIPS) grades are however limited. A commercial grade exists for investment casting applications [9, 10, 16]. Parts from these amorphous polymers, however, do not show full consolidation, as the consolidation mechanism is partial melting binding [1, 17]. After post-processing (infiltration with epoxy resin or wax), the parts show good mechanical performance and dimensional accuracy.
The relatively low cost of PS, together with its high dimensional accuracy, triggers the investigation of manufacturing end-use parts from PS by SLS. Addition of a low amount of carbon black (CB) as colouring additive can expand the applications of SLS manufactured 3D parts. CB as an additive to improve processing of polymers through SLS is investigated previously for PA12, to influence thermal and electrical conductivities [2, 3, 18].
In terms of material parameters for SLS, the powder morphology is important for the layered powder deposition and thermal behaviour is important for the melting, coalescence and consolidation. These two main material parameters interact with the processing parameters (such as the preheating temperature of the powder bed and the laser energy input) to determine the consolidation and final part quality [4, 11].
Regarding the SLS processing parameters, the bed temperature is selected based on the concept of the processing window. For semicrystalline polymers this is the supercooling region between the onset of crystallisation and the onset of melting [5, 19]. For amorphous polymers, the bed temperature is often just below the glass transition temperature [4, 11]. Important limitations for the bed temperature are the powder bed caking associated with too high preheating temperature and part warpage associated with too low bed temperature and high thermal gradients.
The laser parameters are combined in the energy density E (units J mm−², Equation (1)):

The determination of processing parameters for polymer grades novel to the SLS process is often tedious and unsystematic. Therefore, this work focusses on the determination of powder bed temperature and laser parameters that lead to good consolidation for a polystyrene powder grade, by evaluating the quality of test parts. The optimisation includes investigation of the surface roughness and morphology of single-layer parts. The results are compared to relative density measurements of 3D parts. Additionally, the potential effect of CB as colouring additive on these processing parameters is explored.
Materials and methods
Material and powder characterisation
The polymer powder used in this investigation is polystyrene (PS) Dynoseeds TS40 (by Microbeads AS, Norway). Van den Eynde et al. [20] assessed the powder flow of this grade, with a set-up mimicking the powder deposition in SLS. For the polystyrene powder with CB, 0.3 wt-% ultrafine CB (Printex U, Degussa, Germany) is added and mixed for 9 h in a Turbula mixer. The morphology of the powders is investigated by scanning electron microscopy (SEM, Phillips XL 30).
Thermal analysis
Differential scanning calorimetry (DSC, TA instruments Q2000) is carried out to determine glass transition temperature of the polystyrene. The sample is heated at a rate of 10°C min−1, equilibrated for 5 min and subsequently cooled at 10°C min−1 under N2 atmosphere.
Selective laser sintering (SLS)
SLS of the powder is performed using a DTM Sinterstation 2000 equipped with a CO2 laser (Gaussian pulse power distribution with a spot diameter of 450 µm). The process happens under the nitrogen atmosphere with maximally 5.5% O2. Two different preheating conditions are tested: 90 and 100°C. Both the piston resistance heating and infrared radiation heating of the build cylinder are set to this temperature.
As a first assessment of the laser parameters, single layers or monolayers are scanned. The scan speed v is fixed at 1000 mm s−1, the scan spacing s is fixed at 0.15 mm (about one-third of the laser spot diameter). The laser power P is varied in the range of 6–21 W.
In a second assessment of the laser parameters, multilayer parts are produced. The build chamber is operated at the same conditions. The powder is deposited by a roller coater in 0.1 mm thick layers from a feed cylinder preheated at 65°C by infrared radiation heating. The laser power is again varied with fixed scan spacing and scan speed, analogous to the single-layer parts.
Evaluation of monolayers
The surface roughness of the monolayer parts indicates the coalescence between the consecutive laser tracks. The surface roughness of the monolayers is measured with a tactile surface measurement apparatus (Form Talysurf-120L, Taylor Hobson) at a speed of 0.5 mm s−1 over 50 mm with 0.3 mm run-up length and a resolution of 50 nm. The data is analysed by Ultra software. The resulting Average Roughness Ra and Mean Roughness Depth Rz values indicate the averaged distance between peaks and valleys in the roughness profiles. Roughness profiles parallel (longitudinal) and perpendicular (transversal) to the scan direction are measured in three different positions on the surface. Figure 1 clarifies the positioning of the profile measurements.
Orientation of roughness probing on single-layer test parts.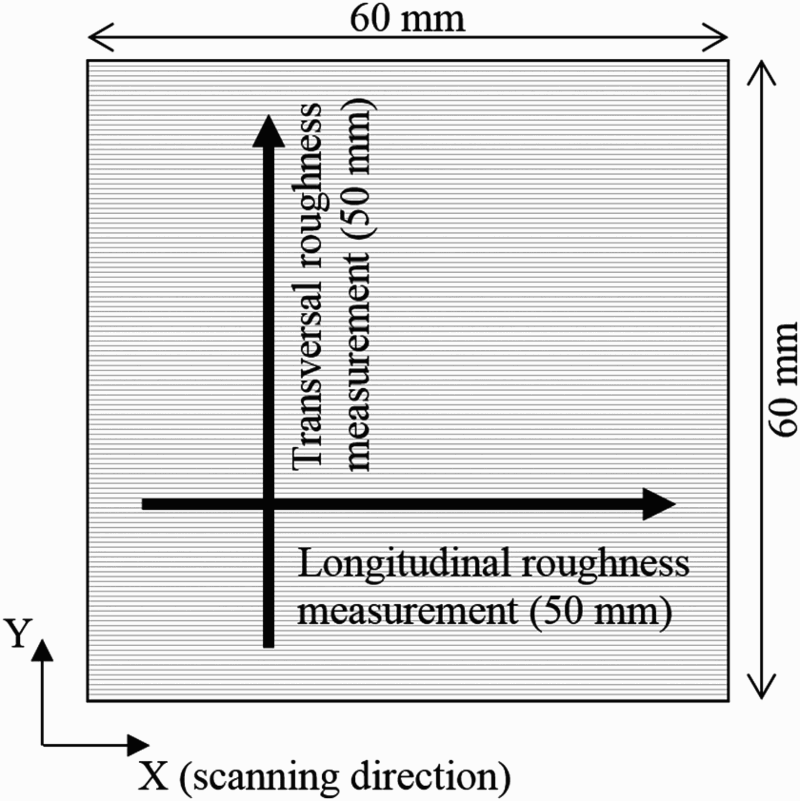
Three monolayers are selected to investigate their morphology by SEM: PS sintered at 90°C, PS sintered at 100°C, and PS with 0.3 wt-% CB sintered at 100°C bed temperature. The samples are sputtered with Pd and investigated on a Philips XL30 scanning electron microscope at a working distance around 10 mm with a 10 kV acceleration voltage. These parts are all manufactured at 0.1 J mm−² laser energy density.
The sintering depth, the depth at which the laser consolidates the powder, is evaluated by measuring the thickness of the produced monolayers with a micrometer.
Evaluation of multilayer parts
The relative density of the multilayer parts is measured in two ways. The dimensional density is the mass of a cuboid part divided by its metered three dimensions. The Archimedes density is calculated from the weight of a part in air and in ethanol. The resulting values are then normalised by the bulk mass density of polystyrene (1.05 g cm−³), to yield a relative density in %.
Results and discussion
Powder characterisation
Figure 2 shows the SEM images of the PS powder (Figure 2(a)) and PS powder mixed with 0.3 wt-% CB (Figure 2(b)). The PS particles are highly spherical and the powder size distribution is highly monodisperse (Figure 2(a)). In comparison, the PS particles with 0.3 wt-% have very similar morphology (Figure 2(b)). The ultrafine CB is not observable under SEM. Van den Eynde [20] provides an in-depth quantitative characterisation of this powder and comparison to laser sintering powders. This includes particle size distribution measurement by laser diffraction, Hausner ratio measurements and flowability tests on a device mimicking LS powder deposition. It is worth mentioning that the powders were already subject to one process cycle, which may have caused devitrification and deformation. This can be observed for some particles in Figure 2. The extensive powder characterisation has shown that the spherical PS powders show optimal packing and flowability behaviour, resulting in smoothly deposited layers [20].
SEM images of the PS powder at (a) PS powder and (b) PS powder with 0.3 wt-% CB.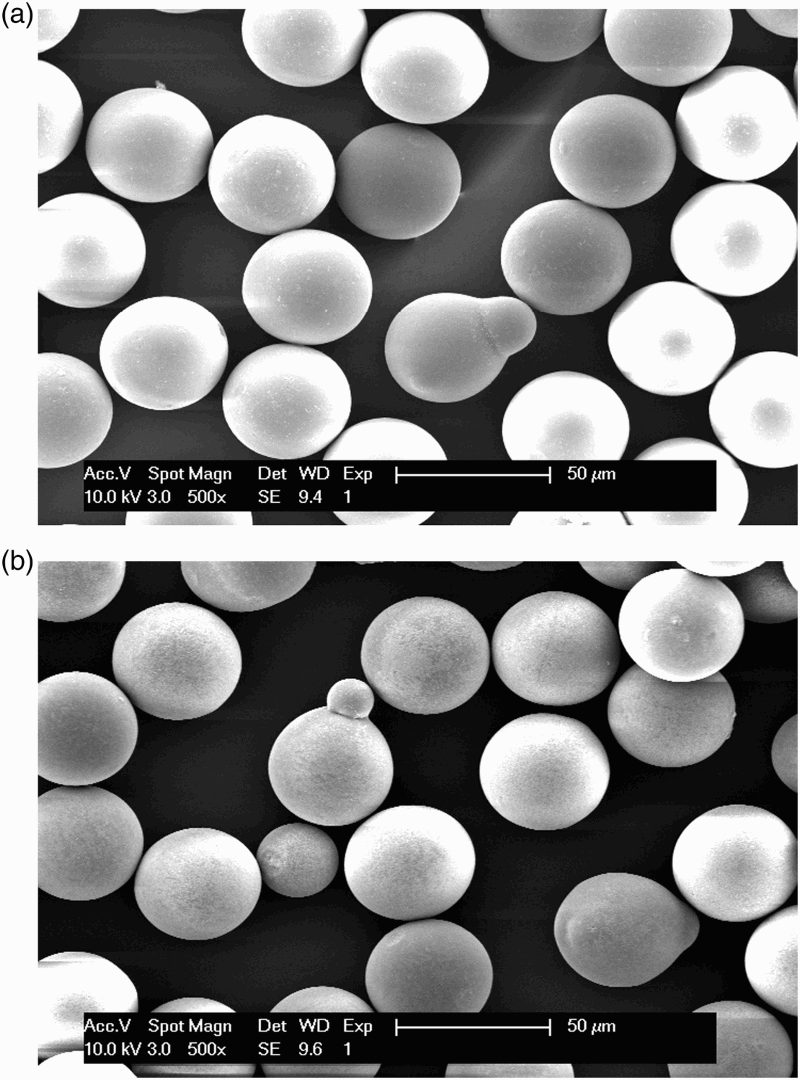
Thermal analysis
The DSC thermogram of the PS grade (Figure 3) shows a glass transition trajectory from 103 to 106°C. This glass transition around 100°C is typical for fully amorphous, atactic polystyrene. For the determination of viable bed temperatures, 90 and 100°C are considered, as they are a few degrees below the glass transition. This is comparable with other laser sintering experiments on amorphous polystyrene [5, 10, 21].
DSC thermogram of PS, with heating and cooling rate of 10°C min−1.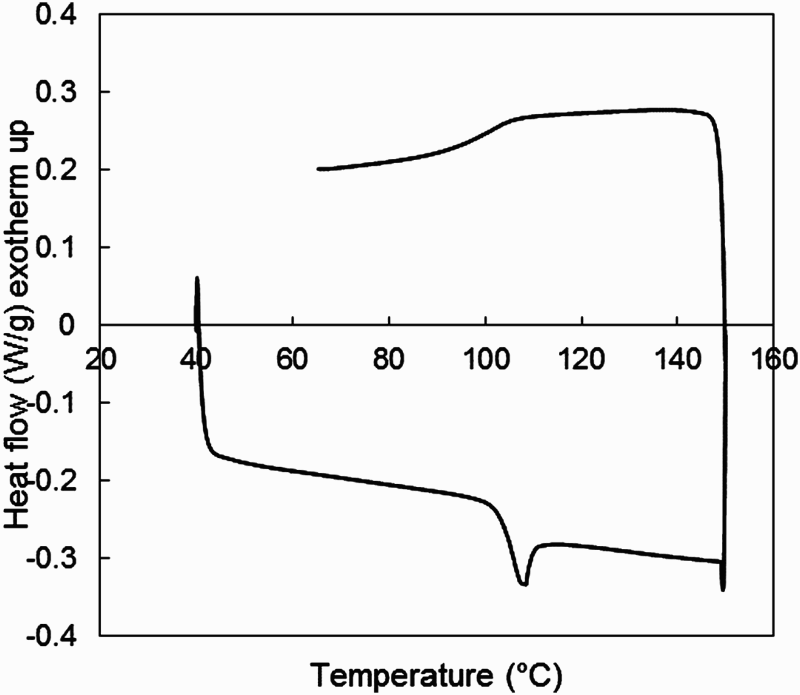
Surface roughness monolayers
Figure 4(a,b) shows the surface roughness values of the single-layer parts of PS without additives. The roughness values in the longitudinal direction (parallel to the scan direction) are generally lower than those in the transversal direction (perpendicular to the scan direction). This can be attributed to a coalescence pattern oriented along the laser scan tracks, as is further discussed in the section ‘Monolayer morphology’.
Surface roughness (a) Ra and (b) Rz values of the single layers of PS at bed temperatures 90 and 100°C, (c) Ra and (d) Rz values of the single layers of PS and PS with 0.3 wt-% CB at bed temperature 100°C, in function of laser energy density.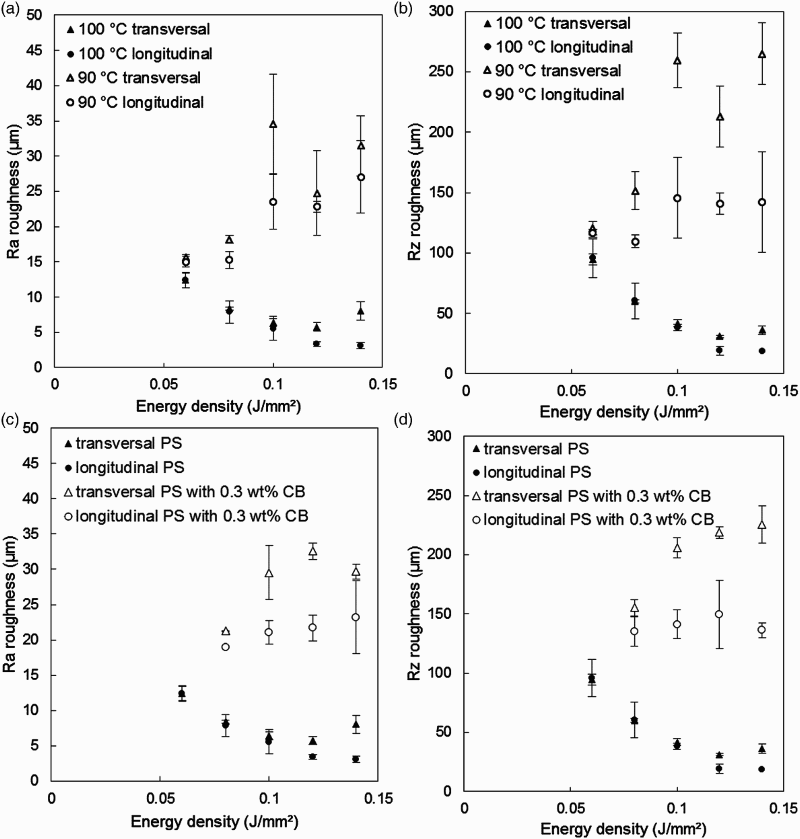
The Ra and Rz values for the parts produced at the lower bed temperature of 90°C increase with increase in laser energy density, especially in the transversal direction. This is associated with bad coalescence between consecutive laser scan tracks at this bed temperature.
In contrast, at 100°C bed temperature, an increase in energy density results in the decrease of roughness in both directions. This indicates better coalescence. Starting from 18 W, however, the roughness in the transversal direction slightly increases again. This is an indication for optimal processing parameters being at a bed temperature of 100°C and laser energy density of 0.1–0.12 J mm−².
Figure 4(c,d) compares the roughness at this optimal bed temperature of 100°C, for the single-layer parts made in PS with and without the addition of 0.3 wt-% CB. The addition of CB does not improve the consolidation of the layers. In fact, the roughness of the polystyrene with CB at 100°C bed temperature shows the same increase with the increase in laser power as the 90°C parts in Figure 4.
Monolayer morphology
Figure 5 shows the SEM images of three selected monolayers. The bed temperature of 90°C (Figure 5(a)) results in poor coalescence between consecutive tracks, appearing as clear voids with unconsolidated particles between the laser tracks. This correlates to the high surface roughness values found in the section ‘Surface roughness monolayers'.
SEM images of the single-layer parts of (a) sintered PS at 90°C bed temperature, (b) sintered PS at 100°C and (c) sintered PS with 0.3 wt-% CB at 100°C bed temperature, all at 0.1 J mm−² laser energy density.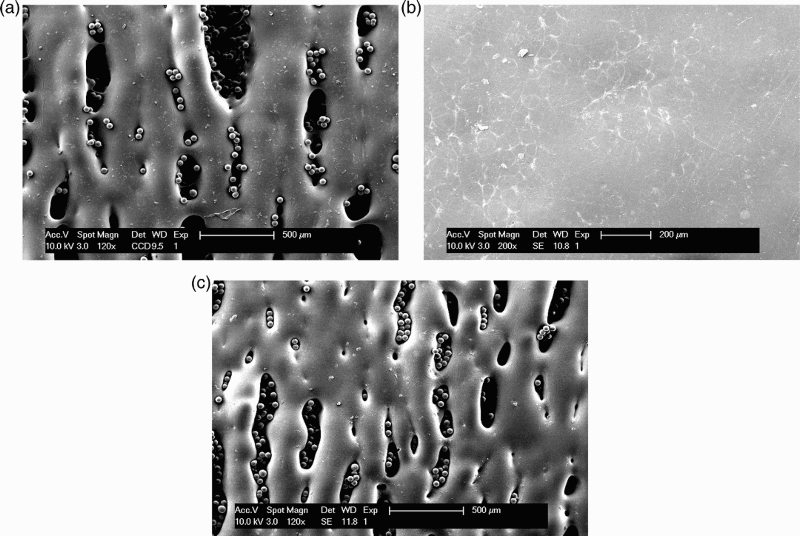
The higher bed temperature of 100°C (Figure 5(b)) clearly improves coalescence: no individual tracks are observed and the surface is homogeneous and smooth (despite some loose powder particles originating from part handling).
In contrast, PS with CB processed at 100°C bed temperature (Figure 5(c)) is very similar to PS without CB at 90°C bed temperature (Figure 5(a)). This, again, correlates well with the high surface roughness for these parts (as discussed in the section ‘Surface roughness monolayers'). Figure 5(c) clearly shows that the increased roughness is due to bad consolidation of the powder. Verbelen et al. [6] describes melting and coalescence in laser sintering as mainly governed by the temperature-dependent zero-shear melt viscosity of the polymer, since the surface tension of polymer melts is only a weak function of temperature. The surface roughness and morphology suggest that the addition of CB influences the thermal history in the SLS process. CB increases the thermal conductivity of the powder bed [2]. Additionally, laser absorption in the black-colored powder bed will increase, but laser penetration depth will be limited [21, 22]. Owing to the increased powder bed conductivity, the temperature increase by the laser is shorter in time. This in turn does result in a shorter period of viscosity decrease, hindering coalescence between laser tracks. The roughness tests and the microscopy images demonstrate the negative effect of CB addition for LS production of amorphous polystyrene spherical powder.
The decrease in roughness for PS at 100°C bed temperature, observed in the section ‘Surface roughness monolayers’, shows to be a good indication of improved consolidation during the SLS processing.
Monolayer thickness
Figure 6 shows the increase in monolayer part thickness or sintered depth with increase in laser energy density. Higher laser energy density leads to higher temperatures in the depth of the bed. This improves coalescence in the z-direction. Degradation at higher energy densities does not seem to influence penetration of the energy into the depth of the powder bed.
Thickness for single-layer parts produced at different bed temperatures, in function of energy density.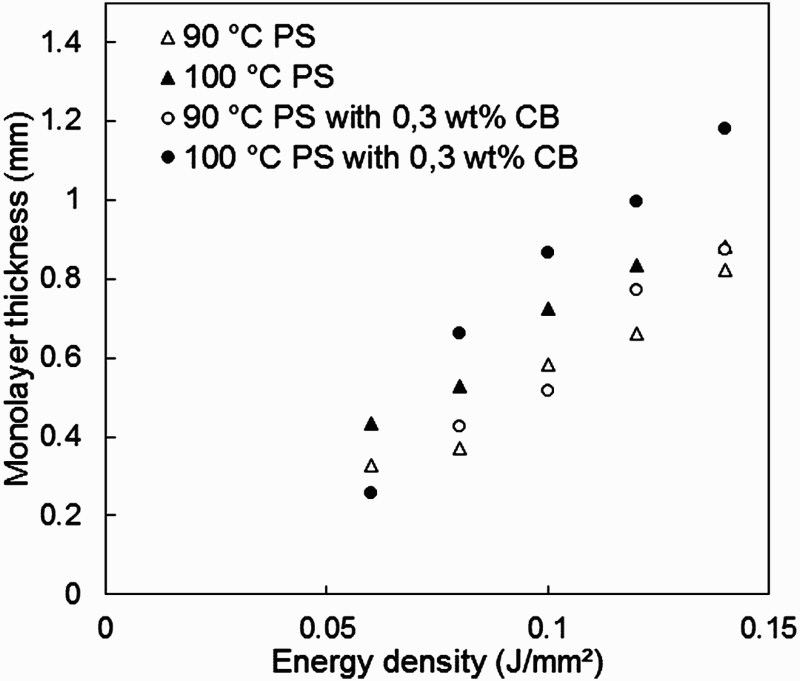
Bed temperature has a small influence on the sintered depth. Generally, for 100°C bed temperature, the sintered depth is higher than 90°C. This is caused by the lower melt viscosity during sintering at higher temperatures, leading to better coalescence. Moreover, CB addition results in a small increase in sintered depth. This increase is not significant, as other reports testify decreased laser penetration depth due to CB addition [21].
Multilayer part density
Figure 7 shows that for multilayer parts, the optimal relative density is at the laser energy density of 0.1 J mm−². This energy density compares well to the optimal value found by the surface roughness measurements (see section ‘Monolayer morphology’). The maximal relative density and the minimal surface roughness occur for the same laser energy density. This confirms that monolayer testing can be a useful indication towards optimum processing parameters for 3D parts. However, the maximum relative density, measured by the Archimedes method, is only 94%. This provides room for further process and material development to improve the relative density and performance of the polystyrene parts.
Relative density of multilayer PS parts, measured via the dimensional and Archimedes method.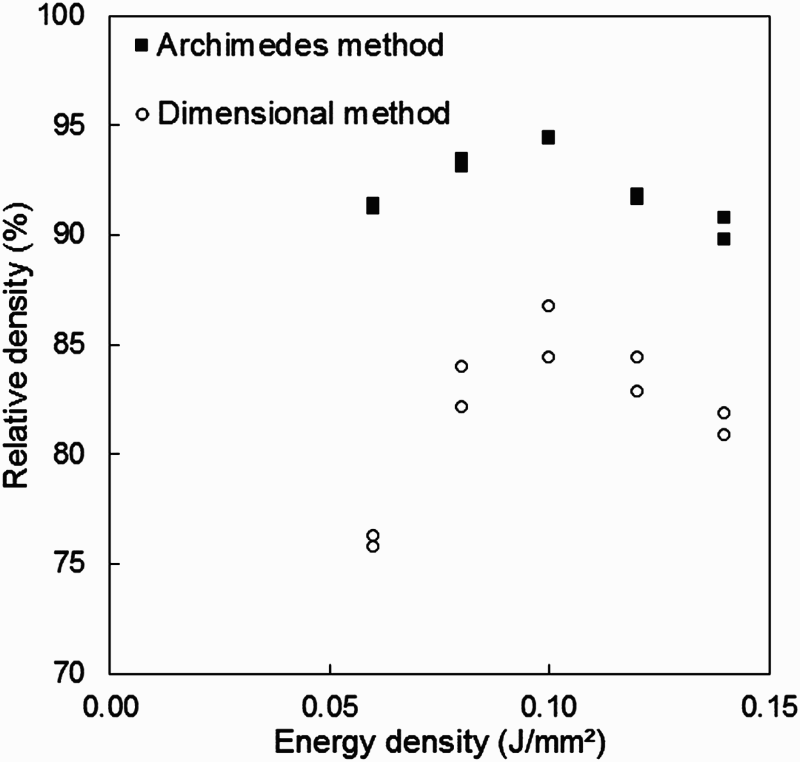
Conclusion and outlook
Surface roughness measurements on single-layer polystyrene parts are a good method for optimising SLS parameters for good coalescence. The minimal surface roughness of single-layer parts corresponds well to the maximal relative density of the multilayer parts. The single-layer tests allow for a first assessment of SLS processing parameters with a minimum of material.
The polystyrene grade in this study shows good consolidation in single-layer tests at a bed temperature of around 100°C, which is a few degrees centigrade below the glass transition of the material, and at a laser energy density of around 0.1 J mm−². Addition of CB to this polystyrene powder increases the thermal conductivity of the powder bed, thus reducing the time at increased temperature for coalescence between scan tracks. This did not improve the sintering quality of the parts.
The relative density of 94% reached with these processing parameters is however relatively low for end-use parts. Therefore further investigation should be conducted to better optimise the coalescence and consolidation of this polystyrene grade in SLS. Higher bed temperatures, different laser scan strategies or a more extensive laser energy density optimisation can potentially improve the part quality. Mechanical properties of the polystyrene parts can also be a subject of further investigation.