
Abstract
This paper describes the use of a combination of 4, 4’ bis(maleimido)diphenylmethane and ZnO as a high-temperature processable vulcanising agent for the short aramid and carbon fibre-filled bromo-isobutylene-isoprene rubber. The fibre breakage analysis, cure characteristics, mechanical, thermal and morphological properties of the composites were evaluated with different fibre loading. The fibre breakage analyses revealed that the aramid fibres have good length retention property compared to carbon fibres. The morphological analysis of the extracted aramid fibres showed severe surface roughness primarily due to fibrillation after shear mixing. The fibrillated aramid fibres lead to aggregation and poor dispersion of the fibres in the rubber matrix. However, fibrillation imparted surface roughness and increased surface area on the aramid fibres which improved the fibre–matrix interaction via mechanical anchoring. On the other hand, the carbon fibre-filled composite showed poor fibre–matrix interaction and inferior strength and modulus.
Keywords
Introduction
The reinforcement of elastomers using short fibres started in the beginning of twentieth century. Unlike the spherical fillers, the short fibres in the rubber stock can be oriented depending upon the flow direction [1, 2]. For instance, in the rubber extrusion process, the short fibres are mainly aligned in the parallel direction of flow. However, for the product like rubber hose, the reinforcement is essential in the circumferential direction (perpendicular to the flow direction) to impart better hoop strength. The cord (long fibre) wrapping process on the surface of the extruded hose is a general method for the circumferential reinforcement. However, this is an expensive process and is quite difficult for reinforcing hoses having intricate (curved) shape. In such cases, the in situ fibre reinforcement in the circumferential direction during extrusion is an appropriate choice to impart the hoop strength. Goettler et al. developed a specialised die which can orient the short fibres in the rubber stock in the circumferential direction to meet the necessary hoop stress [3, 4]. To achieve such in situ fibre orientation in the circumferential direction during processing (extrusion), the rubber stock should have to process at high temperature (without prone to premature vulcanisation) to adjust the compound viscosity to facilitate the fibre orientation. Moreover, the short fibres in the rubber stock should not undergo severe fibre breakage during processing, which otherwise will not serve its function to impart the necessary strength in the hoop direction [4].
Though many studies have been reported regarding the reinforcing aspects and various properties of different elastomers with short aramid fibres [5-20] and short carbon fibres [21-25], none of the works has been reported concerning its reinforcing effects with brominated-isobutylene-isoprene rubber (BIIR). Therefore, in the present work, we have chosen BIIR as the base matrix. BIIR is known for its low permeability to gases and liquids and therefore widely used in the manufacturing sectors of tyre inner liners, hoses, seals and membranes [26]. To enhance the high-temperature processability without the danger of premature vulcanisation (scorch), a combination of 4, 4’ bis(maleimido) diphenylmethane and ZnO was used as the vulcanising agent for BIIR. The authors have reported the vulcanisation chemistry and the vulcanisate properties of this vulcanising agent in unfilled BIIR and chlorinated isobutylene isoprene (CIIR) rubbers [27, 28]. Two types of short fibres such as carbon and aramid having a length of 3 mm were employed in this study. The mixing of these fibres with BIIR was done at 100°C along with the said curative and the cure characteristics, mechanical, morphological and thermal properties of the resultant composites were evaluated as a function of short fibre loading. The fibre breakage after mixing and the fibre orientation effect on the mechanical properties were also evaluated.
Experimental
Materials
Technical specification of the short fibres.

aResorcinol Formaldehyde Latex.
Preparation of composites
Formulations of the mixes in parts per hundred rubber (phr).
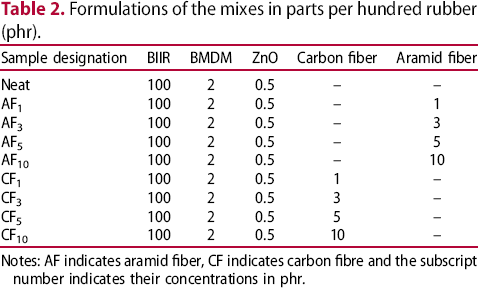
Notes: AF indicates aramid fiber, CF indicates carbon fibre and the subscript number indicates their concentrations in phr.
Characterisation of the composites
Cure characteristics
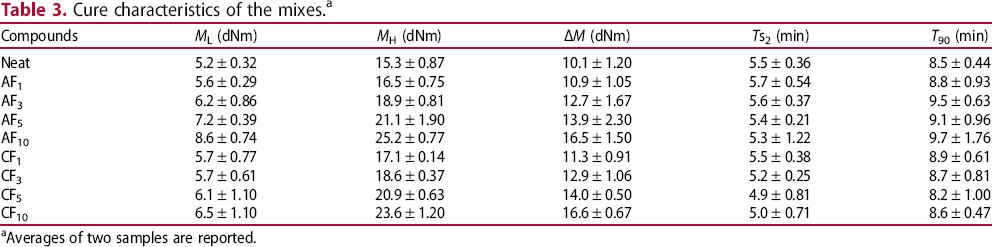
The most important technical parameters in a vulcanisation process such as the maximum torque: MH, minimum torque: ML, the difference between maximum and minimum torque: ΔM, scorch time: TS2, optimum cure time: T90 (the time required for the torque to reach 90% of the maximum torque) of the rubber compounds were determined from the cure curves generated by an oscillating disk rheometer (Alpha Technologies, USA) at 180°C as per ASTM D 2084.
Mechanical properties
Tensile testing: The tensile test was carried out using LRX plus (Lloyd Instruments, UK) machine in accordance with the ASTM D-412. Dumbbell-shaped specimens were prepared from the moulded sheets of the samples and tested at a crosshead speed of 500 mm/min at room temperature. Six samples have been taken for each compound and their averages with standard deviations are reported. Hardness testing: Round shaped samples having a thickness of 6 mm and a diameter of 10 mm with smooth and uniform surface were used to measure the indentation hardness of the cured samples using a Shore-A hardness tester (Asker, Kobunishi Keiki Co. Ltd) as per ASTM D2240 specification. By applying a constant force without any disturbances for a specific time, indentations were made in the various positions. Ten readings were taken from different areas of the testing samples and the average value was estimated.
Fibre breakage analyses: To determine the fibre length distribution after mixing, fibres were extracted from the composite mix by dissolving out the rubber matrix using toluene. The extracted fibres were disposed on a glass slide, and the images were captured using a polarised optical microscope (Nikon, Eclipse LV100POL).
Dynamic mechanical analyses (DMA): The DMA was conducted on a dynamic mechanical analyser (DMA, TA instrument Q 800). Samples having rectangular geometry (length, width, thickness) of sizes 20.0, 5.3, 1.0 mm were used in tension mode at an amplitude of 0.05 µm and a frequency of 10 Hz at a heating rate of 3°C min−1 from −100°C to + 100°C.
Thermogravimetric analysis (TGA): TGA was also carried out using the TA instrument (Q50, USA) to understand the thermal degradation behaviour of the composites. Samples were heated from room temperature to 600°C at a heating rate of 10°C min−1 under a nitrogen atmosphere.
Morphological analyses: Tensile fractured samples of the composites were analysed using (Carl Zeiss, Supra 40 VP, and Germany) a field emission scanning electron microscope.
Results and discussion
Cure characteristics
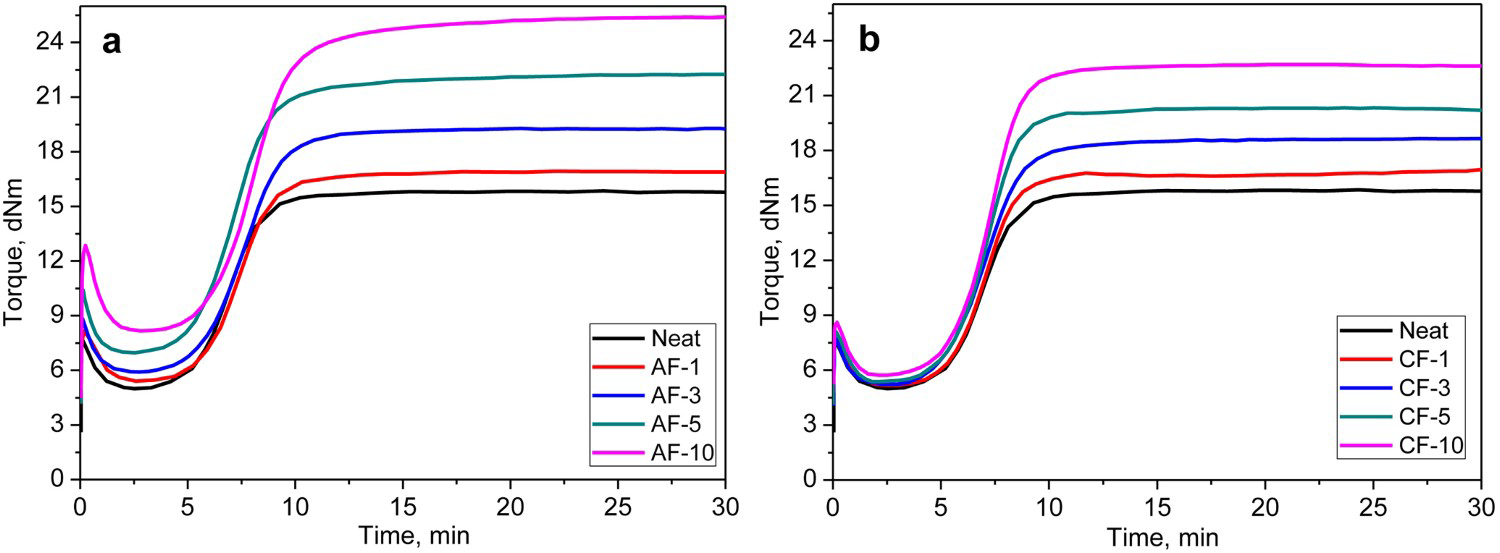
It is well known that the bromobutyl rubber can be vulcanised with either ZnO alone or with an accelerated sulphur system. However, the crosslinking densities offered by these vulcanising agents are rather poor, and hence, the resultant vulcanisate shows inferior strength properties. Moreover, the processability of BIIR with accelerated sulphur is limited at a higher temperature owing to the possibility of premature vulcanisation (scorch) and reversion. Therefore, a combination of BMDM and ZnO has been applied as the vulcanising agent for BIIR to increase the crosslink density and high-temperature processability. Displayed in Figure 1 are the cure profiles of unfilled BIIR with 2 phr BMDM alone, 0.5 phr ZnO alone and a combination of both BMDM and ZnO at 180°C for 30 min. To ensure the scorch safety of this cure system with the fibre-filled BIIR at the mixing temperature (100°C), the cure profile of unfilled BIIR with BMDM/ZnO was also evaluated at 100°C for 30 min. The respective cure curve is also included in Figure 1. No considerable rise in the rheometric torque was observed during the heating of BIIR with BMDM and ZnO. This confirms the processing safety of this cure system at the mixing temperature. On the other hand, a synergistic effect in the rate and state of cure has been observed during the vulcanisation of BIIR with BMDM/ZnO than that of BIIR with either BMDM alone or ZnO alone at 180°C. The mechanism responsible for this synergetic effect has been well explained in our previous communications [27-30]. Depicted in Figure 2(a, b) and Table 3 are the cure profiles and the corresponding cure characteristics of BIIR and BMDM/ZnO with the short aramid fibre and short carbon fibre, respectively, as a function of fibre loading. Additions of either aramid or carbon fibres do not adversely affect the scorch time (Ts2) or optimum cure time (T90) as a function of fibre loading. However, the minimum torque, ML (which is considered as the stiffness of the unvulcanised rubber) was gradually increased as the content of the aramid fibre increased. On the other hand, the ML values were not significantly changed as the content of carbon fibre increased. It has been observed that the aramid fibres exhibit good length retention property even after the shear mixing. Moreover, it can have better adhesion with the BIIR matrix via polar interaction as well as mechanical anchoring. Because of the better length retention ability together with the fibre–matrix adhesion, the aramid fibres can impart certain stiffness (green strength) in its unvulcanised rubber compound. Owing to severe processing induced fibre breakage and relatively poor fibre–matrix adhesion, the stiffness imparted by the carbon fibres in its unvulcanised rubber compounds might be less compared to the aramid fibre-filled rubber compound. This might be one of the reasons why the carbon fibre-filled rubber compounds showed lower ML values. Since the additions of both these fibres impart a certain level of stiffness compared to the unfilled rubber before vulcanisation, the torque (stiffness) during the vulcanisation of the filled rubber compound was always higher than the unfilled rubber matrix.
Cure profiles of unfilled BIIR with BMDM alone, ZnO alone and a combination of BMDM and ZnO at 180°C. Cure curves of (a) short aramid fibre-filled BIIR and (b) short carbon fibre-filled BIIR as a function of fibre loading at 180°C. Cure characteristics of the mixes.a
aAverages of two samples are reported.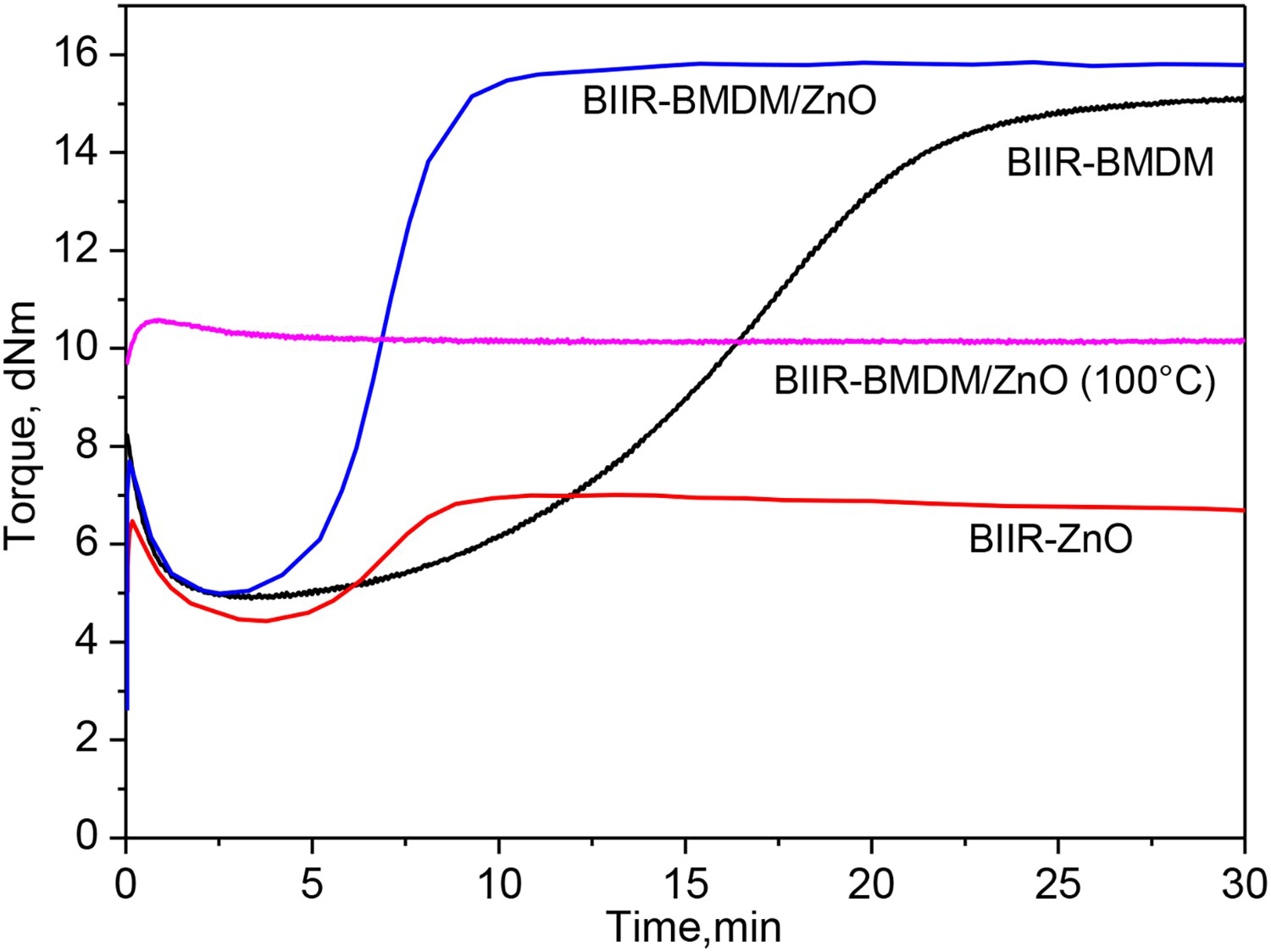
Fibre breakage analysis and fibre orientation
To investigate the nature of the fibres after mixing, about 0.5 g of the composite mix before vulcanisation was dissolved in toluene and extracted the fibres using a filter paper. The extracted fibres were dried and subjected to the optical microscopic (OM) analysis. Figure 3(a,b) are the OM images of the extracted carbon fibres and the aramid fibres from their respective 10 phr fibre-filled mixes. It is clear from Figure 3(a) that the carbon fibres underwent severe breakage during shear mixing and reduced their length from 3 mm to below 0.5 mm. This severe fibre breakage might be due to the brittle nature of the carbon fibre. On the other hand, the extracted aramid fibres were seen in a highly entangled form as shown in Figure 3(b). A single fibre separated from this bundle of entangled fibres (Figure 3(c)) revealed that the aramid fibre does not undergo severe fibre breakage and almost retained its original length even after the shear mixing. This can be attributed to the flexible nature of the aramid fibre compared to the brittle carbon fibre.
Polarised optical micrographs of (a) extracted carbon fibres, (b) extracted aramid fibres, (c) single aramid fibre separated from ‘b’, and (d to f) and (g to i) represents 1, 5 and 10 phr carbon fibre and aramid fibre-filled composites (the scale bar is 500 µm under a magnification of 5×).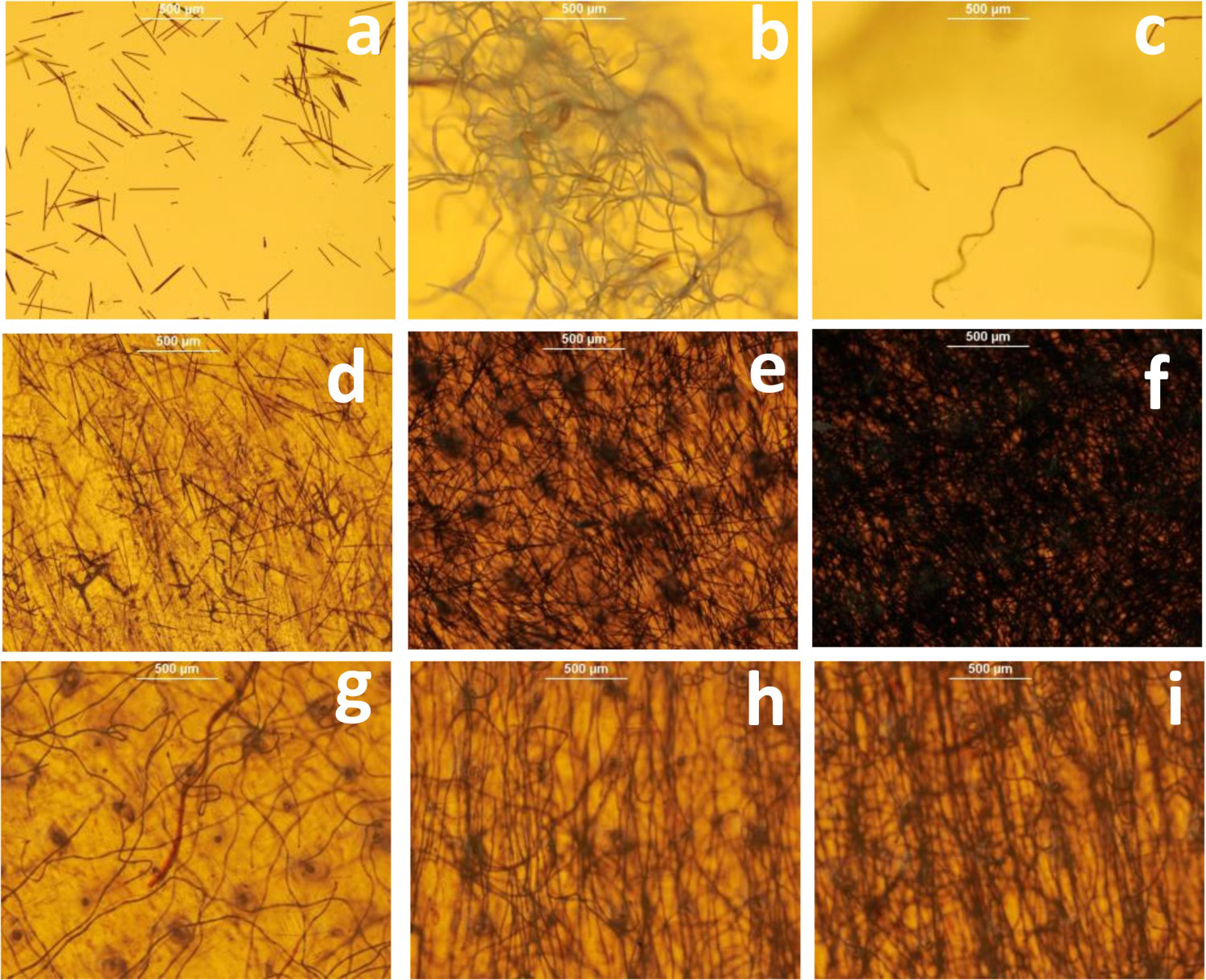
Mechanical properties of the composites.
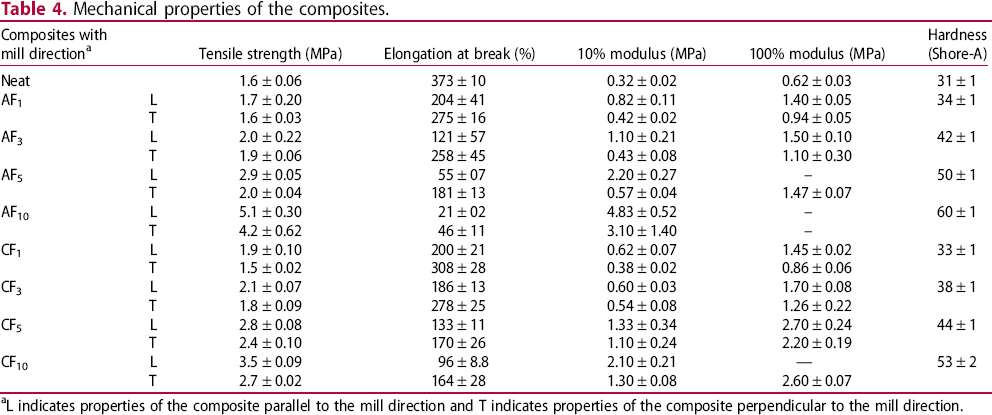
aL indicates properties of the composite parallel to the mill direction and T indicates properties of the composite perpendicular to the mill direction.
Mechanical properties
The stress–strain behaviours of short aramid and carbon fibre-filled BIIR composites in the longitudinal direction are represented in Figure 4(a) and (b), respectively. The mechanical properties such as tensile strength (TS), elongation at break (EB), and the modulus at 10% elongation (M10%) and 100% elongation (M100%) in both the longitudinal (L) and transverse (T) directions were obtained from their corresponding stress–strain curves which are displayed in Table 4. The additions of both the carbon and the aramid fibres into the BIIR matrix increased its TS as well as the modulus. However, the EB was gradually decreased as the fibre loading increased. The TS and low strain modulus (M10%) of both the composites were always higher in the longitudinal direction due to preferred fibre orientation. It is important to note that the 10% moduli (stiffness) of the aramid fibre-filled composites were considerably higher than those produced by the carbon fibre-filled composites even though the modulus of the carbon fibre was much higher than that of the aramid fibre. For instance, the 10% modulus of a 10 phr aramid fibre-filled composite in the longitudinal direction was approximately two times higher than that produced by the addition of 10 phr short carbon fibre. This dramatic increase in the modulus offered by the aramid short fibre can be attributed to its good length retention property and better interfacial interaction with the matrix. On the other hand, the carbon fibres underwent severe fibre breakage and reduced its aspect ratio from the initial 400 to approximately less than 80. This reduced aspect ratio and poor physical or chemical interaction with the BIIR matrix might be the reasons behind the inferior strength property in carbon fibre-filled composites [32].
Stress–strain behaviours of (a) aramid fibre-filled BIIR and (b) carbon fibre-filled BIIR as a function of fibre loading in the longitudinal direction.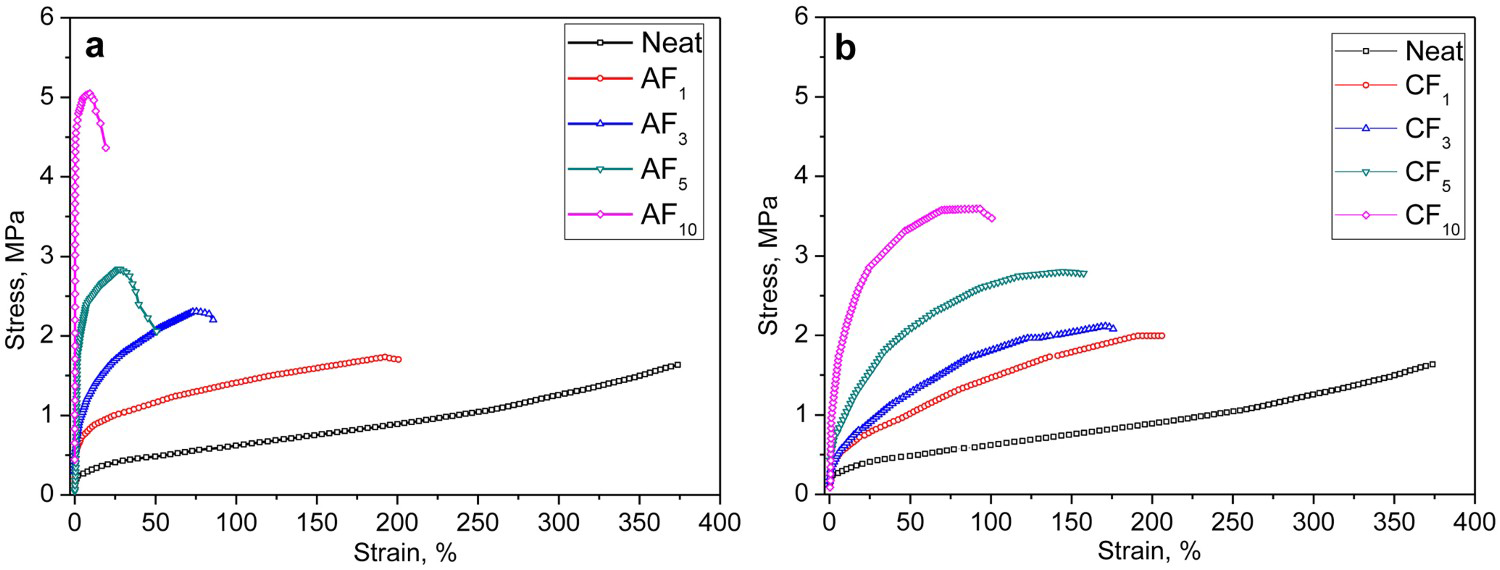
Morphological analyses
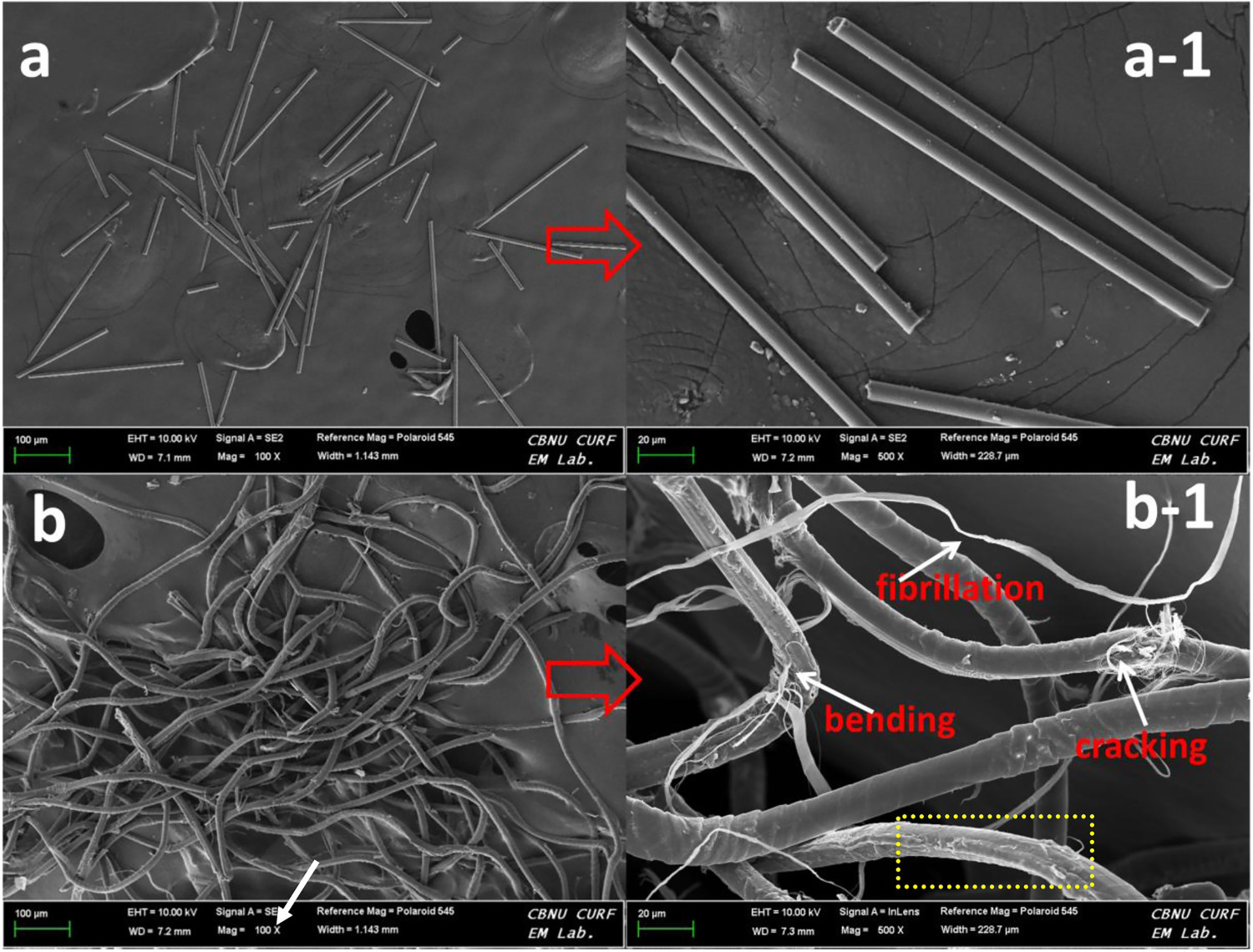
Depicted in Figure 5(a, b) are the SEM photomicrographs of the as-received aramid and carbon fibres at a magnification of 100×. An enlarged view of a portion of single fibre at a magnification of 5000× is also represented as an inset in the respective figures. The surface of the aramid fibre was slightly rough presumably due to RFL coating and the surface carbon fibre was smooth with no surface irregularity. Similarly, Figure 6(a, a-1) and (b, b-1) shows the SEM images of the extracted carbon and aramid fibres from their respective 10 phr filled mixes in two different magnifications. It can be seen from Figure 6(a) that the 3 mm length carbon fibres were severely broken down to less than 0.5 mm. It is worth noting from Figure 6(a-1) that the surfaces of the carbon fibres were smooth even after the shear mixing. On the other hand, the extracted aramid fibres were twisted and entangled with each other as shown in Figure 6(b). This indicates that the aramid fibres are flexible enough to overcome the severe fibre breakage during shear mixing. Though the aramid fibres are not showing severe breakage, it exhibits different types of deformations such as bending, buckling, cracking and fibrillation as shown in Figure 6(b-1) after the shear mixing.
SEM photomicrographs of (a) short aramid fibres and (b) carbon fibres before mixing. The insets show the surface of a single fibre at a magnification of 5000×. SEM photomicrographs of (a, a-1) carbon fibres and (b, b-1) aramid fibres extracted from their 10 phr fibre-filled composites at magnifications 100× and 500×.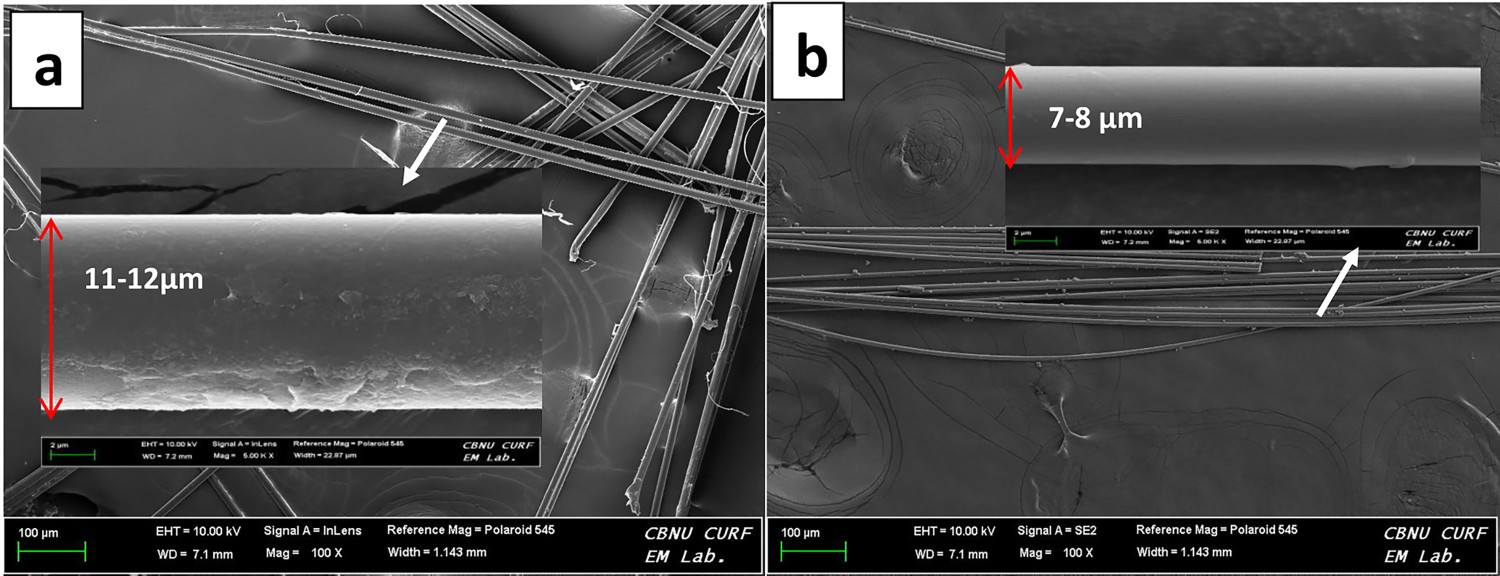
SEM analyses were extended to the tensile fractured surfaces of the composites to understand the fibre–matrix interaction, fibre dispersion and to know why there is a gradual decrease in the breaking elongation with fibre loading. Depicted in Figure 7(a) is the tensile fractured surface of a 1 phr carbon fibre-filled composite. It shows few protruded fibres and certain fibre pulled out holes distributed here and there. It is to be observed that the carbon fibres are not aggregated bundles, but well dispersed as individual fibres. Majority of the fibres were not deeply buried in the matrix owing to reduced fibre length during processing. Moreover, the fibres were not firmly bonded with the matrix due to weak fibre–matrix adhesion. The gap that is seen at the interface between the fibre and the matrix substantiated the weak interaction between the carbon fibre and the BIIR matrix. As the fibre loading increased to 10 phr, the fractured surface exhibited many numbers of randomly distributed fibre pulled out holes as seen in Figure 7(b). Meticulous analysis revealed that the distance between some of these holes was very close as shown in Figure 7(b-1). Because of the proximity, these holes may undergo coalescence during tensile deformation and form deep cracks in the matrix as shown in Figure 7(b-11). These experimental observations revealed that the early failure (low EB) that occurred in the 10 phr carbon fibre-filled composite is primarily due to a sudden matrix crack initiated via coalescence of the adjacent holes during tensile deformation.
SEM photomicrographs of the tensile fractured surfaces of (a) 1 phr carbon fibre-filled composite and (b) 10 phr carbon fibre-filled composites.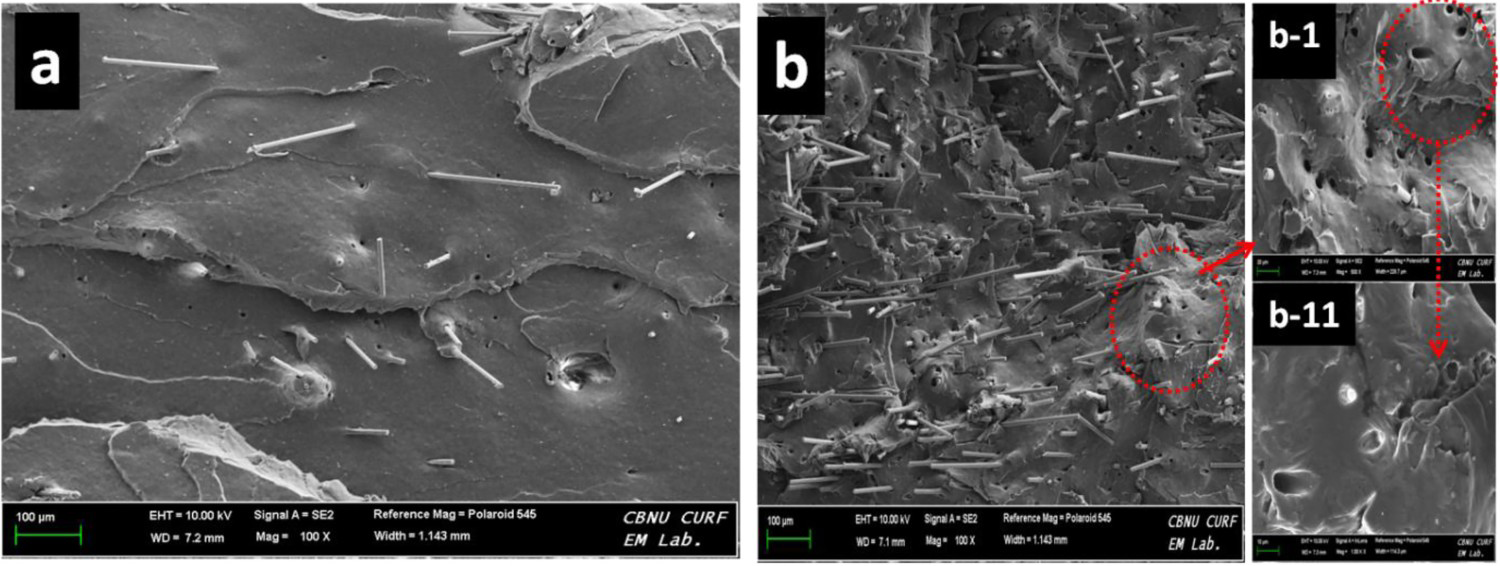
Similarly, Figure 8(a, a-1) represents the tensile fractured surfaces of a 1 phr aramid fibre-filled composite. Incongruous to the carbon fibre-filled composites, the aramid fibres were deeply buried in the matrix and established a tight interface between the fibre and the matrix with no fibre pulled out holes on the surface. Since the aramid fibres are not undergoing severe fibre breakage, the length of the protruded fibres from the matrix was found much higher than that of carbon fibre-filled composites. As the content of aramid fibre increased to 10 phr, the fractured surface of the composite exhibited several regions where some of the fibres were severely fibrillated into thin fibrils having diameters less than 3 µm. One of the probable reasons for this fibrillation may be due to rubbing and kneading between the fibres and between the fibre and the matrix during shear mixing [33]. The fibres in the fibrillated regions were more entangled and aggregated which is clear from the magnified SEM image shown in Figure 8(b-1). Meticulous analysis of their SEM images revealed that this aggregation is presumably due to the intertwining ability of these in situ generated fibrils with the nearby un-fibrillated fibres during mixing [34, 35]. These fibre aggregated regions act as stress concentrated areas which may block the uniform distribution of stress leading to brittle failure with very low breaking elongation as seen in the stress–strain curve.
SEM photomicrographs of the tensile fractured surfaces of (a) 1 phr aramid fibre-filled composite and (b) 10 phr aramid fibre-filled composites.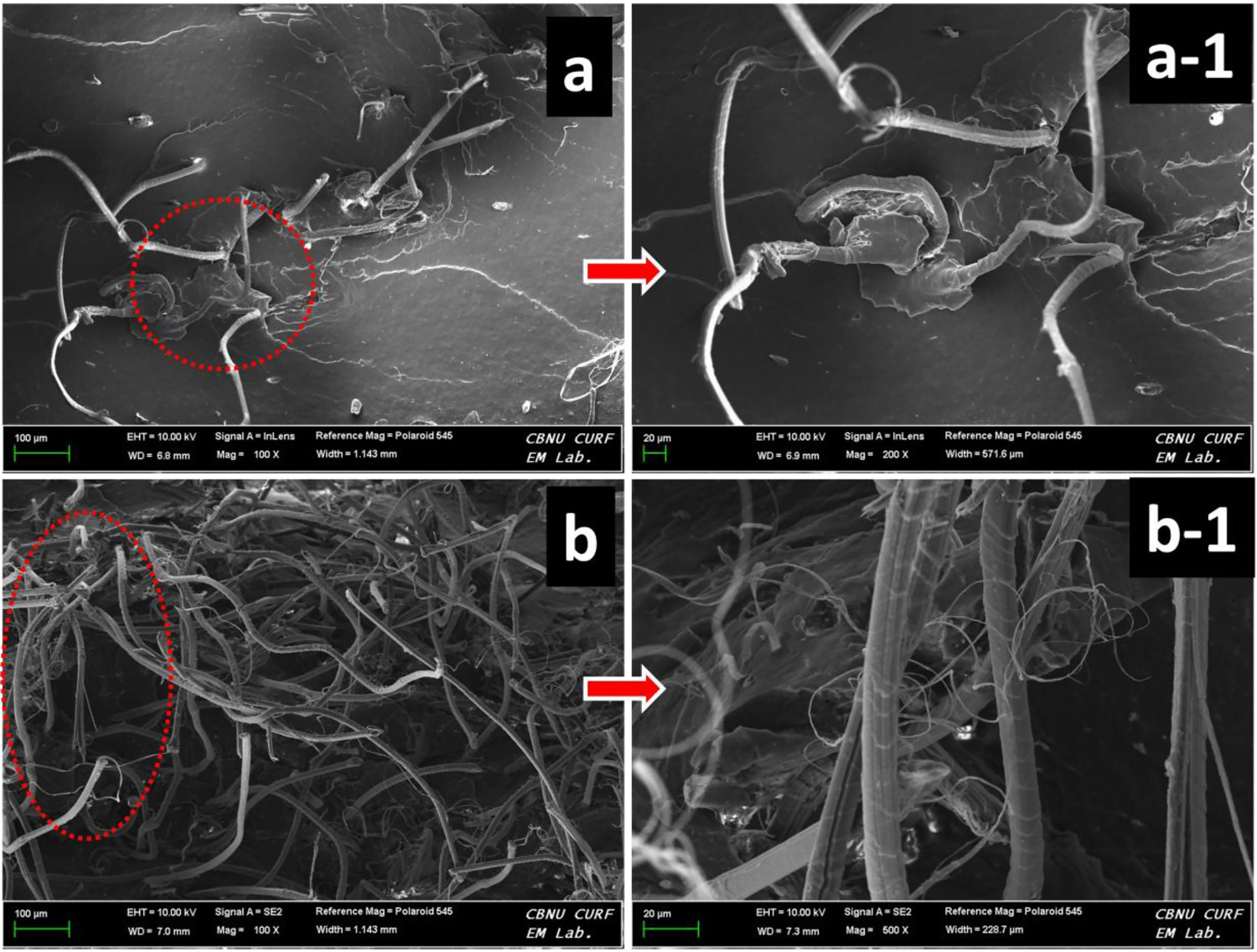
Though fibrillation imposed a negative effect on the dispersion and distribution of the aramid fibres into the matrix, it created a positive effect for enhancing the low strain modulus (stiffness) of the composite. It is a known fact that the low strain modulus is a fundamental quality of the fibre–matrix interface. If the adhesion at the fibre–matrix interface is strong, higher will be the modulus. With the fibrillation, the surface area is increased, and therefore, the quantity of interface has also been increased leading to an extra modulus. It has been reported that roughening of a fibre surface can enhance the fibre–matrix interaction and hence the modulus through mechanical anchoring even if there is no chemical interaction between the fibre and the polymer [36]. However, unlike the chemical interaction, this type of mechanical interaction is effective only in the low strain region (say up to 10% strain). It is clear from Table 4 that at a given fibre loading, the low strain modulus (10% modulus) of the aramid fibre-filled composite was significantly higher than that produced by carbon fibre-filled composite. It has already been explained (Figure 6(b-1)) that the deformations especially the fibrillation of the aramid fibres during mixing creates more roughness or irregularity on the surfaces of the aramid fibre. Hence, here it is reasonable to believe that the mechanical anchoring is very much possible between the fibrillated aramid fibres and the rubber chains as depicted in Scheme 1. The traces of polymer firmly attached to the surface of the fibrillated fibre can be clearly seen in the SEM picture (an enlarged view of the highlighted portion of Figure 6(b-1)) shown as an inset in Scheme 1. This can be considered as a visual evidence for the mechanical anchoring between the polymer and the fibre. This mechanical anchoring effect may increase the fibre pullout force and hence showed a high modulus in the low strain region.
Fibrillation during mixing and the mechanical anchoring between the fibrillated fibres and the polymer chains.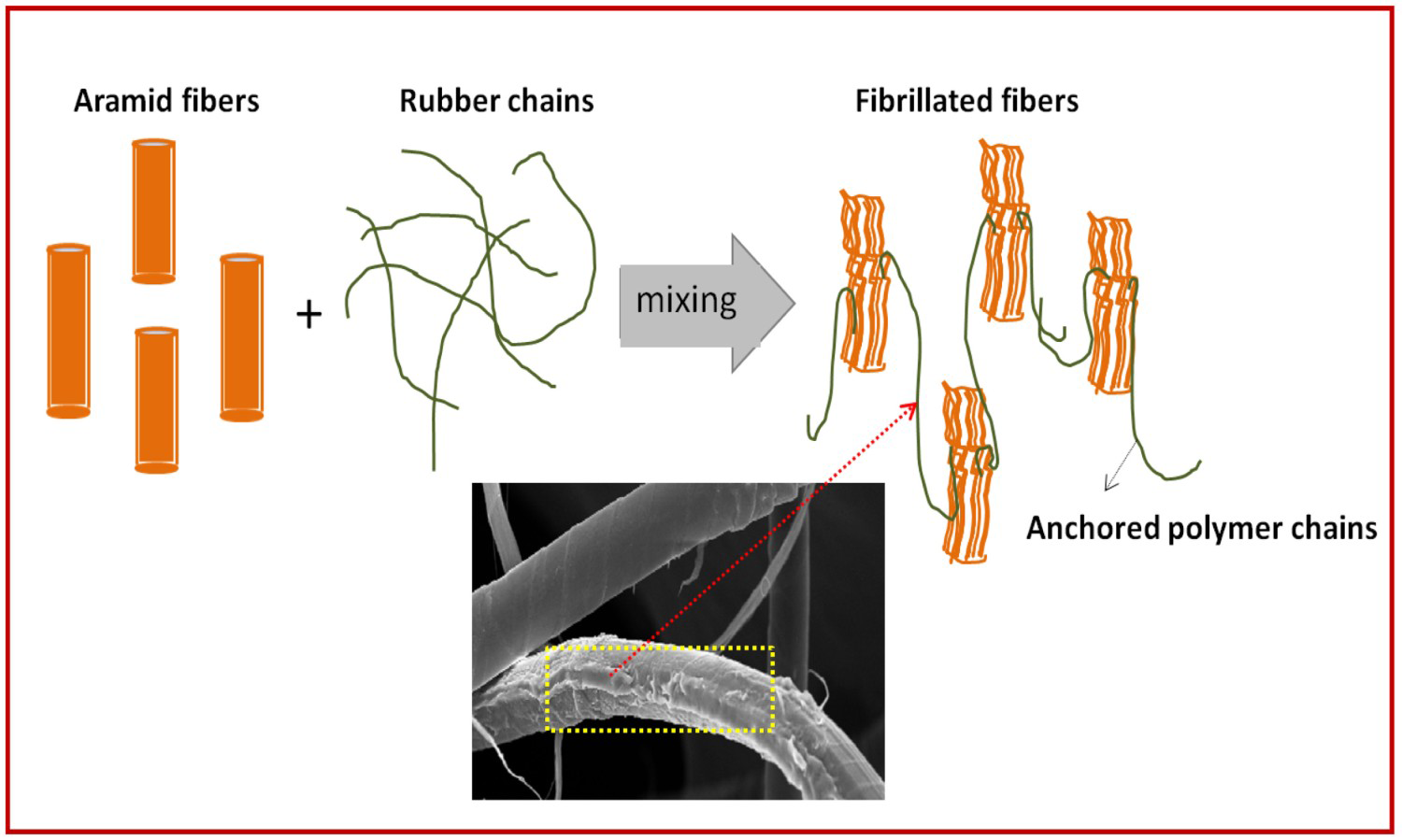
Dynamic mechanical properties
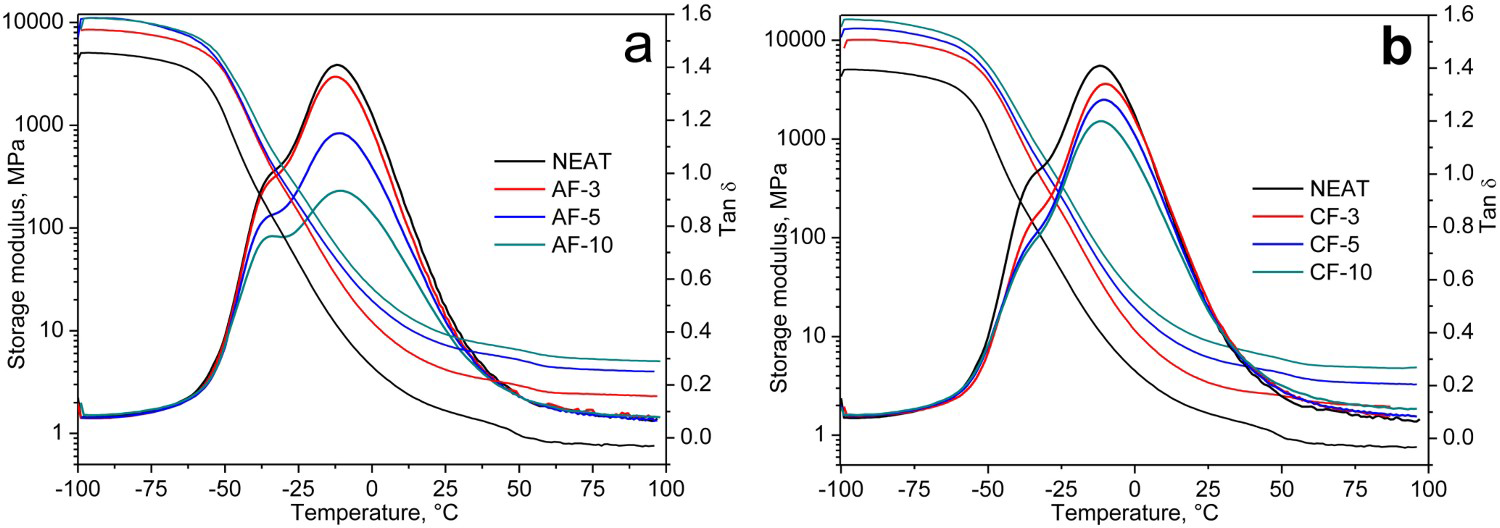
It is well known that the storage modulus gives an indication regarding the strength and stiffness of the composites. In general, the addition of reinforcing fillers into the pristine rubbery material will improve its storage modulus (E′). Depicted in Figure 9(a, b) are the variations of storage modulus and tan δ versus temperature of short aramid and carbon fibre-filled BIIR composites as a function of fibre loading. As expected, the storage moduli of the composites were higher than the neat matrix in the whole range of temperature from −100°C to 100°C. Also, the storage moduli were increased as the content of short fibre increased. The enhanced storage modulus is mainly due to the restricted movements of the polymeric chains and enhanced stiffness of the neat matrix. The viscoelastic parameters such as storage modulus in both the glassy (
Storage modulus and tan δ curves with temperature: (a) aramid fibre-filled composite and (b) carbon fibre-filled composites at various fibre loadings. Viscoelastic parameters from the DMA analysis. ) and rubbery (
) and rubbery (
 ) regions, the maximum tan delta (tan δmax), and the glass transition temperature (Tg) obtained from the DMA analysis are given in Table 5. The E′ measured at −90°C and at 25°C was considered as.. and
) regions, the maximum tan delta (tan δmax), and the glass transition temperature (Tg) obtained from the DMA analysis are given in Table 5. The E′ measured at −90°C and at 25°C was considered as.. and
 , respectively. At a given fibre loading, the storage modulus of the carbon fibre-filled composites was higher than that of the aramid fibre-filled one in the glassy region. However, in the rubber region, the storage modulus of the carbon fibre-filled composites was lower than that of the aramid fibre-filled composites.
, respectively. At a given fibre loading, the storage modulus of the carbon fibre-filled composites was higher than that of the aramid fibre-filled one in the glassy region. However, in the rubber region, the storage modulus of the carbon fibre-filled composites was lower than that of the aramid fibre-filled composites.
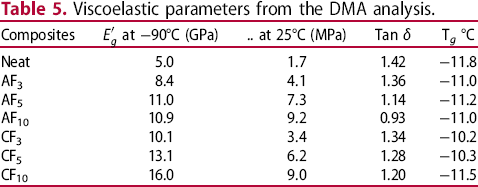
 at −90°C (GPa)
at −90°C (GPa)It has been stated that the modulus in the glassy state is largely determined by the way the polymer chains are packed [37]. Here, we have seen that the 3 mm length carbon fibres are severely broken down to less than 0.5 mm during mixing. These broken fibres may not severely affect the ordered packing of the polymer chains upon cooling. Therefore, tight packing of polymer chains may be possible in carbon fibre-filled composites upon cooling. This may be one of the reasons why it has exhibited a higher stiffness behaviour compared to the aramid fibre-filled composites in the glassy region. On the other hand, due to fibrillation, the aramid fibres form a highly entangled fibre network in the matrix. This aggregated fibre network may prohibit the polymer chains to make an effective packing in the glassy region. As a result, packing efficiency of the polymeric chains in the aramid fibre-filled composites may not be as effective as in the carbon fibre-filled composite. This may be one of the reasons why the modulus of the aramid fibre-filled composites exhibits a lower value than that of the carbon fibre-filled system in the glassy region.
Unlike in the glassy region, the stiffness or strength of the polymer in the rubbery region is largely affected by the movements of the polymeric chains. The polymer chains of the carbon fibre-filled composites in the rubbery region may have enough freedom for movement owing to severe fibre breakage and poor fibre–matrix interaction. However, due to good fibre–matrix interaction, the movement of the polymer chains in the aramid fibre composite may be highly restricted. This might be one of the reasons for the higher modulus exhibited by the aramid fibre-filled composite in the rubbery region.
The tan δ, a measure of the damping effect of the composite, is defined as the ratio of loss to storage modulus. As expected, the tan δ peak for the pristine BIIR decreased upon adding the short aramid and carbon fibres. Also, the tan δ peaks were decreased in both the composites as the fibre content increased. However, at a given loading, the tan δ peak for the aramid fibre-filled composite showed a lower value than that of the carbon fibre-filled one. This observation further supports the better interaction and higher reinforcing efficiency of the aramid fibre with the BIIR matrix.
Thermogravimetric analysis
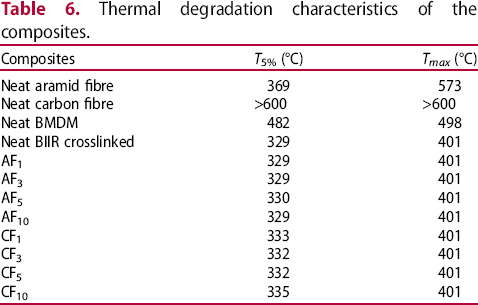
The influence of short fibres on the thermal stability of their composite with the BIIR matrix was evaluated based on the weight loss of the composite as a function of temperature. Figure 10(a, b) represents the TGA curves and the corresponding derivative curves (DTG) of neat carbon fibre, neat aramid fibre, neat BMDM, neat BIIR vulcanised with BMDM/ZnO and its composites with short aramid and carbon fibres at 10 phr loading. The TGA and DTG curves of the composites with other loadings are omitted from these figures for the sake of clarity. However, the thermal degradation characteristics such as the temperature at 5% weight loss (T5%) and the maximum degradation temperature (Tmax) for the neat vulcanised matrix and its composites with different fibre loadings are displayed in Table 6. It can be seen from the figure that the neat carbon fibre does not show any significant thermal degradation within a span of 600°C. As a result, its TGA curve shows a straight line with no significant peak in the derivative curve. However, the thermogram of the aramid fibre exhibits a sharp degradation between 490–580°C with a Tmax of 573°C. Similarly, both the vulcanised matrix and its composites exhibited single stage degradation between 320°C and 430°C with a Tmax of 401°C irrespective of the fibre loading. From Table 6, it is clear that the onset of thermal degradation temperature (T5%) for the unfilled vulcanised BIIR was 329°C which remained as 329°C even after adding 10 phr aramid fibre. The additions of carbon fibres also followed the same trend but marginally improved the T5% by 5°C at 10 phr loading. These results indicate that the composites of aramid fibres or carbon fibre-filled BIIR vulcanised with BMDM do not significantly improve the thermal stability even though the fibres possess very high thermal degradation stabilities. In our previous studies, we have identified that the BMDM can form thermally stable crosslinks with the BIIR in the presence of ZnO [28]. This inherent thermal degradation stability of BMDM (T5% of 482°C with a Tmax of 498°C) makes the vulcanisates itself become more thermally stable so that the incorporation of the short fibres have no effect on the thermal stability of the composites.
TGA thermograms vs. temperature: (a) weight loss and (b) derivative weight loss for neat fibres, neat BMDM and their composites with BIIR. Thermal degradation characteristics of the composites.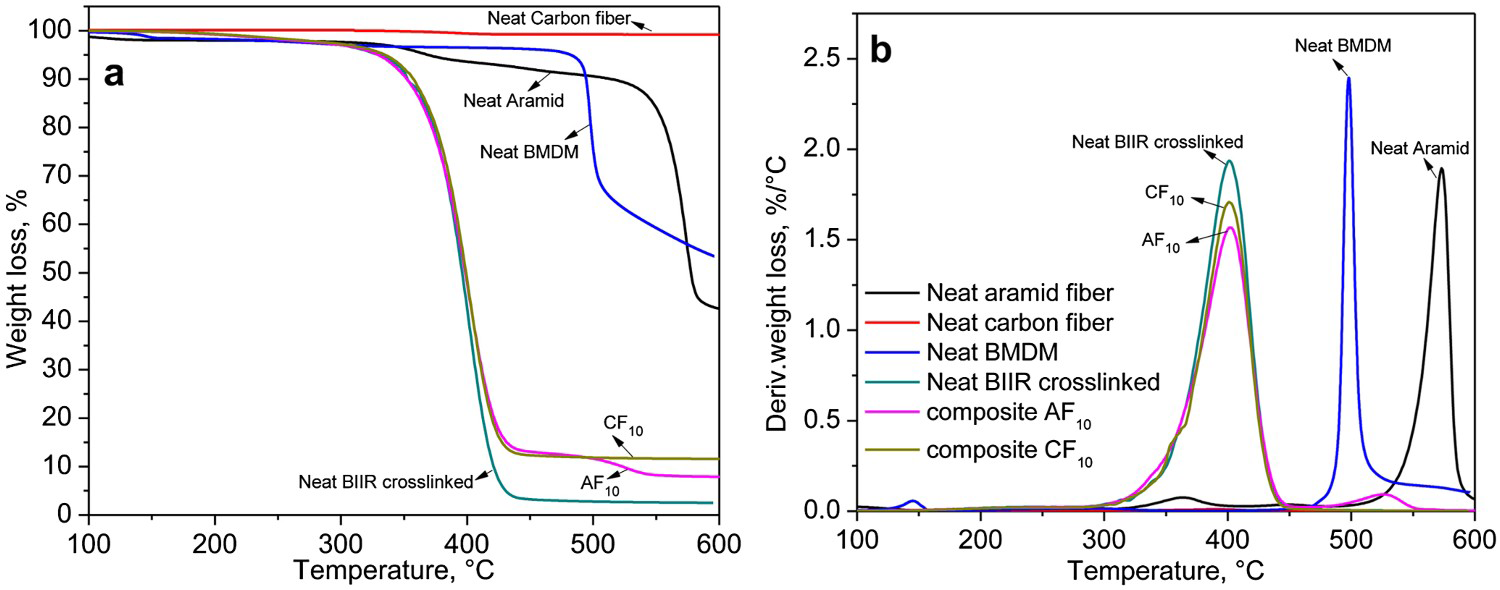
Conclusions
Composites of 3 mm length short aramid and short carbon fibre-filled BIIR were prepared by melt mixing and subsequent vulcanisation using a combination of 4, 4’ bis(maleimido)diphenylmethane and ZnO at 180°C. The vulcanisation studies revealed that incorporation of short fibres does not adversely affect the processing safety (scorch) and the optimum cure time of the curing reaction between BIIR and BMDM/ZnO. The fibre breakage analysis and fibre orientation studies by optical microscopy certified that the carbon fibres undergo severe processing induced breakage and thereby reduce its original length (3 mm) to below 0.5 mm. As a result, the carbon fibre-filled moulded composites do not exhibit a strong fibre orientation. However, the aramid fibres did not show significant fibre breakage under the same processing conditions and exhibited good fibre orientation in their moulded composites. The SEM analysis of the extracted carbon fibres showed smooth surfaces even after the shear mixing. On the other hand, the SEM analysis of the extracted aramid fibres divulged severe surface irregularities. The fibrillation of the aramid fibres during processing was identified as one of the main reasons for these surface irregularities. The traces of polymers firmly adhered to the damaged (fibrillated) surfaces of the extracted aramid fibres through mechanical anchoring proved its better reinforcing efficiency with the BIIR matrix. The higher value of the storage modulus for the aramid fibre-filled composites in the rubbery region and the reduced tan δ peak height compared to the carbon fibre-filled composites further substantiate the better reinforcing efficiency of the aramid fibres.