
Abstract
The effect of sodium carbonate (Na2CO3) treatment of short bamboo fibres on mechanical properties and water absorption character of polyester composite is investigated. Treatment time and Na2CO3 concentration were optimised to 6 h and 5 wt-% respectively. Microscopy of the treated fibres showed a significant change in surface texture whereas; FTIR suggested the removal of amorphous compounds from the fibres that resulted in enhanced interfacial bonding between fibres and the polyester matrix. Removal of amorphous compounds was also confirmed by TGA where material loss for untreated fibres was 15% higher than the treated fibres. Composites were prepared using 10, 20 and 30 wt-% of treated and untreated fibres. Good interfacial bonding, achieved by the fibre treatment, enhanced the strength (∼24 MPa),( decreased the impact energy (from ∼36×10−3 KJ/m2 to ∼33×10−3 KJ/m2) and improved the water absorption resistance (∼2%) in case of 20 wt-% fibres composite.
Keywords
Introduction
Natural fibres reinforced polymer composites (NFPCs) are in huge demand because of their low cost, low density and biodegradable nature along with good mechanical properties. Properties of the polymer composites reinforced with natural fibres depend mainly on the type of matrix and/or fibres used and the quality of interfacial bond between fibres and matrix. These variables provide different directions to the researchers in designing a new NFPCs. NFPCs are replacing synthetic fibres reinforced polymer composite because of their rising ecological advantages over synthetic fibres like glass and carbon [1-3]. Different types of natural fibres are being used now a days in the composite industry but bamboo fibre has gained significant attention because of its sustainability and high mechanical characteristics [4]. Depending on the application, bamboo reinforcement in polymers is being used in different forms like fibres, powder and strands [5].
Along with the number of advantages, bamboo fibres also have some disadvantages as meagre reluctance to water absorption and weak bonding with the matrix. These demerits reduce the use of bamboo fibres in polymers [6]. In order to overcome these limitations of natural fibres, treatment of the fibres can be helpful in improving the interfacial bonding characteristics of the composites. Treatments can be thermal, mercerisation or improvement by adding compatibilizer [7]. Treatment of fibres helps in the removal of impurities from fibre surface and to improve the fibre texture which will help in forming a strong interfacial bond. Interfacial strength is one of the main reasons of improvement in mechanical properties as reported in already published literature [8].
Matrix selection is also very important as it depends on the type of fibre used and their thermal degradation temperature. Most of the natural fibres have degradation temperature above 200°C so they are potential reinforcements for all those thermosets which can be cured at room temperature or below 200°C e.g. polyester. Polyester matrix has been used the number of times with bamboo fibres as reinforcement because of its good mechanical properties, less shrinkage and low curing temperature. Judawisasttra et al. [9] used bamboo fibres in the polyester matrix and studied their water absorption and tensile strength characteristics and found that water absorption of the unidirectional bamboo composite is ∼1.5% higher than that of randomly oriented bamboo fibres composite. This increase in water absorption caused ∼6% decrease in the tensile strength in unidirectional bamboo composites. Vaghasia et al. [10] and Ali et al. [11] also chose polyester as a matrix for making hybrid composites of bamboo and glass fibres and they observed the significant increase in tensile strength (from 72 to 108 MPa) when bamboo content increased from 3% to 9% inside glass fibres composite. Kalali et al. [12] compared the mechanical properties of the epoxy infiltrated highly aligned cellulose bamboo with bulk bamboo and increments of 236% and 136% were observed in tensile strength and impact strength respectively. Lokesh et al. [13] investigated the dependence of bamboo fibres’ length and effect of treatment on mechanical properties of the bamboo epoxy composite and reported the increment of tensile strength up to 118% when two layers of treated bamboo fibres were used. Wang et al. [14] studied the thermo-mechanical behaviour of the polymer composite reinforced with alkali (NaOH) treated bamboo fibres and observed the enhancements of 49% and 21% in tensile strength and tensile modulus respectively. Lu et al. [15] and Buson et al. [16] investigated the effect of silane and acetylation treatment on mechanical properties of bamboo fibre reinforced polymer composite and reported an increase of 34% and 71% in mechanical strength for NaOH and silane treated fibre composite respectively. Daramola et al. [17] also examined the effect of NaOH treatment as alkali is the most common treatment used for the enhancement of composite characteristics. NaOH treatment results in the removal of lignin and cellulose/hemicellulose compounds from the bamboo fibre that ultimately enhances the interfacial strength in the composite. Manalo A.C. et al. [18] examined the effect of alkali treatment on the interface between fibres and polyester matrix and reported 11% increase in tensile strength of the treated fibre composite than the untreated fibre composite.
In the current research work, sodium carbonate (Na2CO3) treatment was used for enhancing the properties of short bamboo fibre reinforced polyester composite. Na2CO3 treatment has not been in practice for bamboo fibres before and to the authors’ knowledge, no study has been reported yet in this regard. Literature review shows some researches where sodium bicarbonate (NaHCO3) and sodium carbonate have been used for flax, sisal, palm and coir fibres [19-23]. Santos et al. [21] revealed that using sodium carbonate as a treatment for natural coir fibres enhances the composite properties especially tensile strength (up to 28% for 96 h treatment) of the composites by removing amorphous compounds from the fibres. Impact strength of composite was also reduced to 6.13 KJ/m2 (treated fibre composite) from 18.59 KJ/m2 (untreated fibre composite) because of less fibre pull-out. Thermal stability of the fibres also got decreased owing to incomplete transformation of cellulose I to cellulose II. NaHCO3 which is one of the ingredients used for the preparation of Na2CO3 is a strong alkali and can be compared with NaOH in terms of modification produced on the fibres surface. One of the major advantages of using sodium carbonate over sodium hydroxide is that it shows less degradation behaviour towards fibres [21]. Sodium carbonate has also some advantages over sodium bicarbonate e.g. in terms of its ecofriendly nature and decrement of treatment time [24]. So, the main aim of this research was to investigate the improvement in properties of short bamboo fibre reinforced polyester composite when the fibres are treated with ecofriendly sodium carbonate. Study provides useful information for developing cost effective and sustainable bamboo-polyester composites that were characterised in terms of tensile strength, tensile modulus, impact energy and water absorption characteristics.
Experimental
Materials and methods
Bamboo short fibres (length ∼5–8 mm, diameter ∼250–500 µm) were obtained by grinding Bambusa arundincenia specie of bamboo plant. The polyester resin and other allied accessories including methyl ethyl ketone (MEK) hardener, cobalt accelerator and sodium carbonate (BDH, England) were supplied by Nobel Trading Company, Pakistan. The short fibres were subjected to surface treatment which involved immersion of short fibres in 5 wt-% Na2CO3 solution for 6, 12 and 24 h. The treatment time of 6 h was found suitable because the longer duration of immersion causes more fibres’ degradation that adversely affects the properties. So, after chemical treatment in 5 wt-% Na2CO3 solution for 6 h, fibres were washed with distilled water for 30 min, in order to remove any remaining alkali present in the fibres, followed by drying in an oven at 50°C for 24 h. The composite specimens were prepared by homogenously mixing the treated short fibres in the polyester resin with the help of overhead mechanical stirrer for 30 min. The mixture of fibres and polyester was then degassed in a desiccator in order to remove trapped air followed by casting into steel mould and curing at room temperature for 24 h. A schematic presentation of the procedure followed for composite preparation is depicted in Figure 1. The composites with 10 wt-%, 20 wt-% and 30 wt-% (12.5 vol.-%, 22.5 vol.-% and 32.5 vol.-%) of bamboo short fibres were prepared.
Schematic showing the fabrication of short fibre reinforced polyester composites.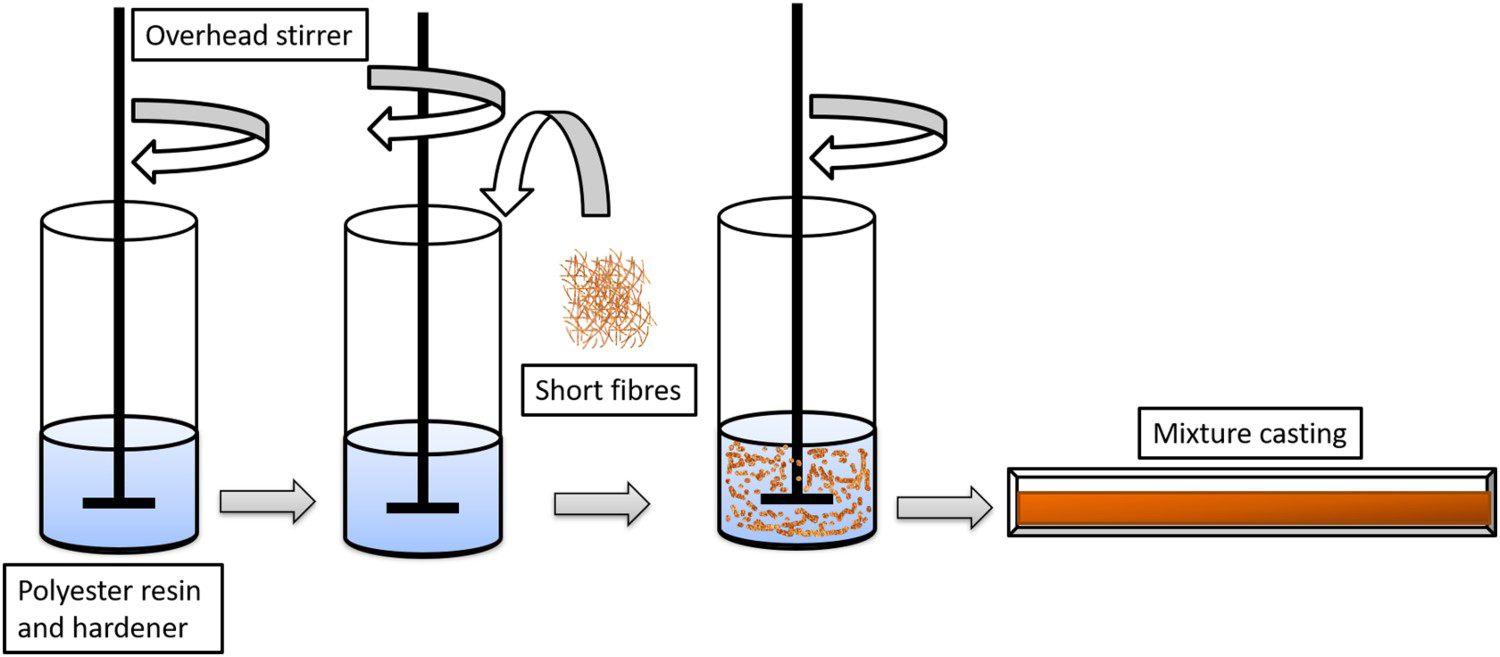
Characterisation
The surface morphology of the treated and untreated fibres and the fractured surface of the mechanically tested composite specimens were done using scanning electron microscopes (Philips XL 30 and Jeol JSM-6490A). The treated and untreated fibres were also analysed by using FTIR (SHIMADZU IR Tracer 100, resolution of 4 cm−1) to see the effect of chemical treatment by scanning between wave number from 400 to 4000 cm−1. Thermal stability of the fibres was analysed using a thermo-gravimetric analyzer (Q-500 by TA Instruments) between the temperature range of 25–600°C in an argon inert atmosphere.
The tensile properties of the composites were evaluated by tension tests on 30 kN Instron 5567 by following ASTM D3039 standards where specimens of dimensions 250 mm × 25 mm × 5 mm were used. The impact properties of the prepared composites were evaluated by Charpy impact tests performed on SHIMADZU impact testing machine by following ASTM D6110-10 standard where specimens of dimensions 125 mm × 12.7 mm × 10 mm were used. All mechanical tests were performed at room temperature on at least three samples for each composition. Water absorption characteristics of the composite specimens were analysed following an ASTM D570-98 standard where smooth edged samples were immersed in water for different durations ranging between 24 and 192 h and % water absorbed was evaluated by weighing the specimens before and after soaking.
Results and discussion
Microscopic analysis
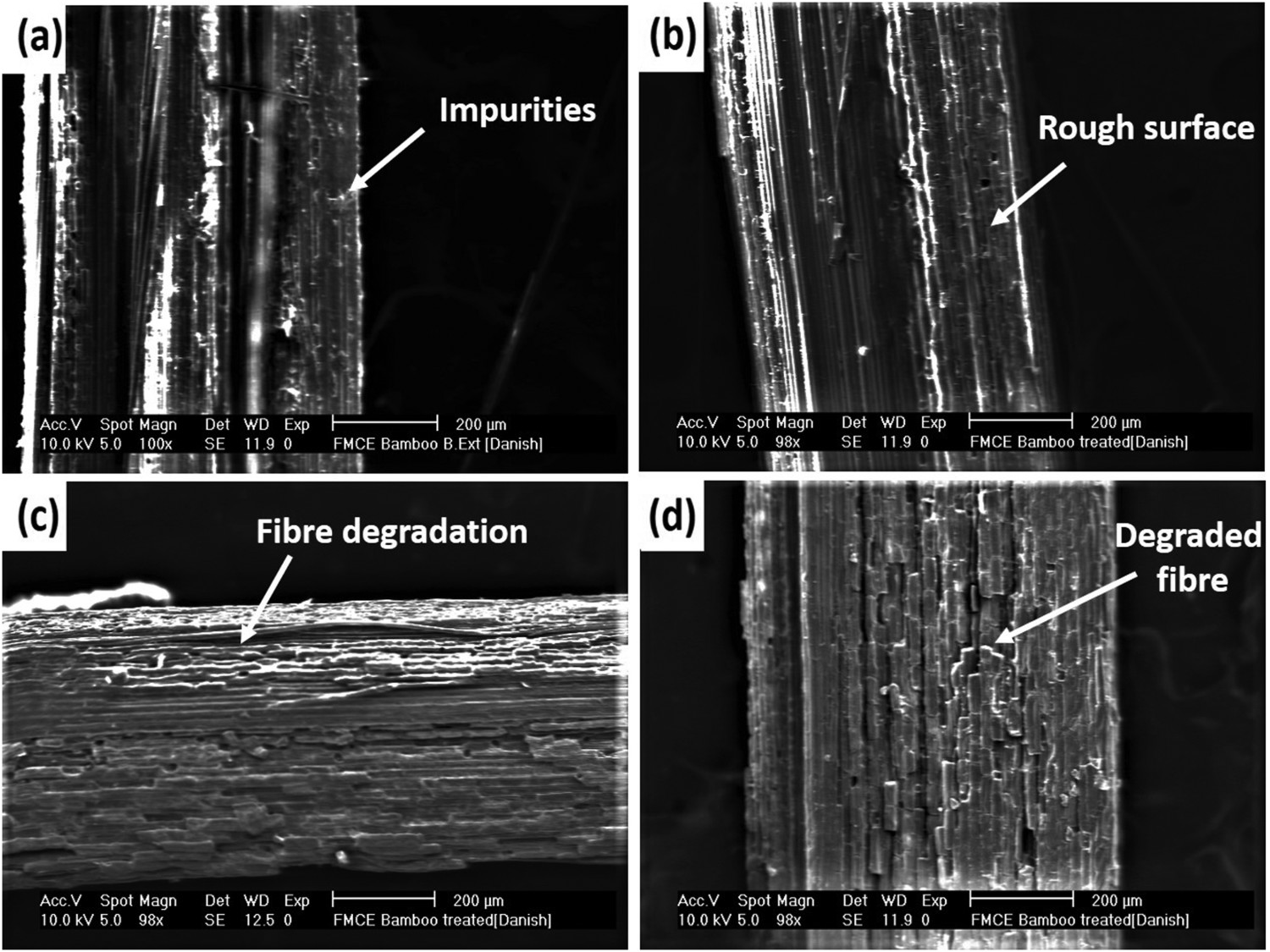
In order to evaluate the effect of Na2CO3 treatment on the fibres surface, treated and untreated fibres were analysed under SEM and the SEM micrographs are presented in Figure 2. As seen from Figure 2(a), untreated fibres are covered with impurities and cellulosic compounds. These impurities cause the formation of weak interfacial bond between fibres and matrix. For impurities removal and improving the fibre texture, fibres were treated with sodium carbonate. Figure 2(b) presents the SEM micrograph of the fibre after 6 h of treatment and it can be seen that a clean surface was obtained and roughness of the fibre also got improved. This cleaning of fibre and increase in fibre texture was because of the removal of lignin and hemicellulosic content as alkali used is helpful in removing amorphous compounds from the fibres. When sodium carbonate is dissolved in water it dissociates into Na+ and
SEM micrographs of bamboo fibres (a) untreated fibres and; fibres treated with Na2CO3 (b) for 6 h, (c) for 12 h and (d) for 24 h. ions. Carbonate ions interact with H+ of water and release OH- ions. Hydroxyl ions enter the gaps present between the cellulose layers and involve in creation of rough surface as they encounter with hydroxyl bond of cellulose and disrupt hydrogen bonding present between the cellulose [14]. As treatment time was increased, the surface roughness of the fibres was also increased but after a certain interval of time fibres started degrading. Figure 2(c) and (d) show the fibre surface after treatment for 12 and 24 h of time respectively. It was observed that fibre surface started degrading with complete removal of cuticles from the fibres which was the main cause of decrease in mechanical properties of composite with fibres treated for prolonged period of time.
ions. Carbonate ions interact with H+ of water and release OH- ions. Hydroxyl ions enter the gaps present between the cellulose layers and involve in creation of rough surface as they encounter with hydroxyl bond of cellulose and disrupt hydrogen bonding present between the cellulose [14]. As treatment time was increased, the surface roughness of the fibres was also increased but after a certain interval of time fibres started degrading. Figure 2(c) and (d) show the fibre surface after treatment for 12 and 24 h of time respectively. It was observed that fibre surface started degrading with complete removal of cuticles from the fibres which was the main cause of decrease in mechanical properties of composite with fibres treated for prolonged period of time.
FTIR analysis of treated and untreated fibres
In order to observe the changes in chemical structure caused by treatment, treated and untreated fibres were analysed in FTIR and spectra for both types of fibres were recorded which are shown in Figure 3 with the important peaks labelled. As untreated fibres have more amount of lignin content than the treated ones so peak at 1633 cm−1 for untreated fibres is more prominent than for treated ones which is in accordance with the conclusions drawn in already published literature [25]. This decrease in peak intensity confirmed that alkali used for treatment also helped in the removal of lignin content from the fibres.
FTIR spectra of treated and untreated fibres.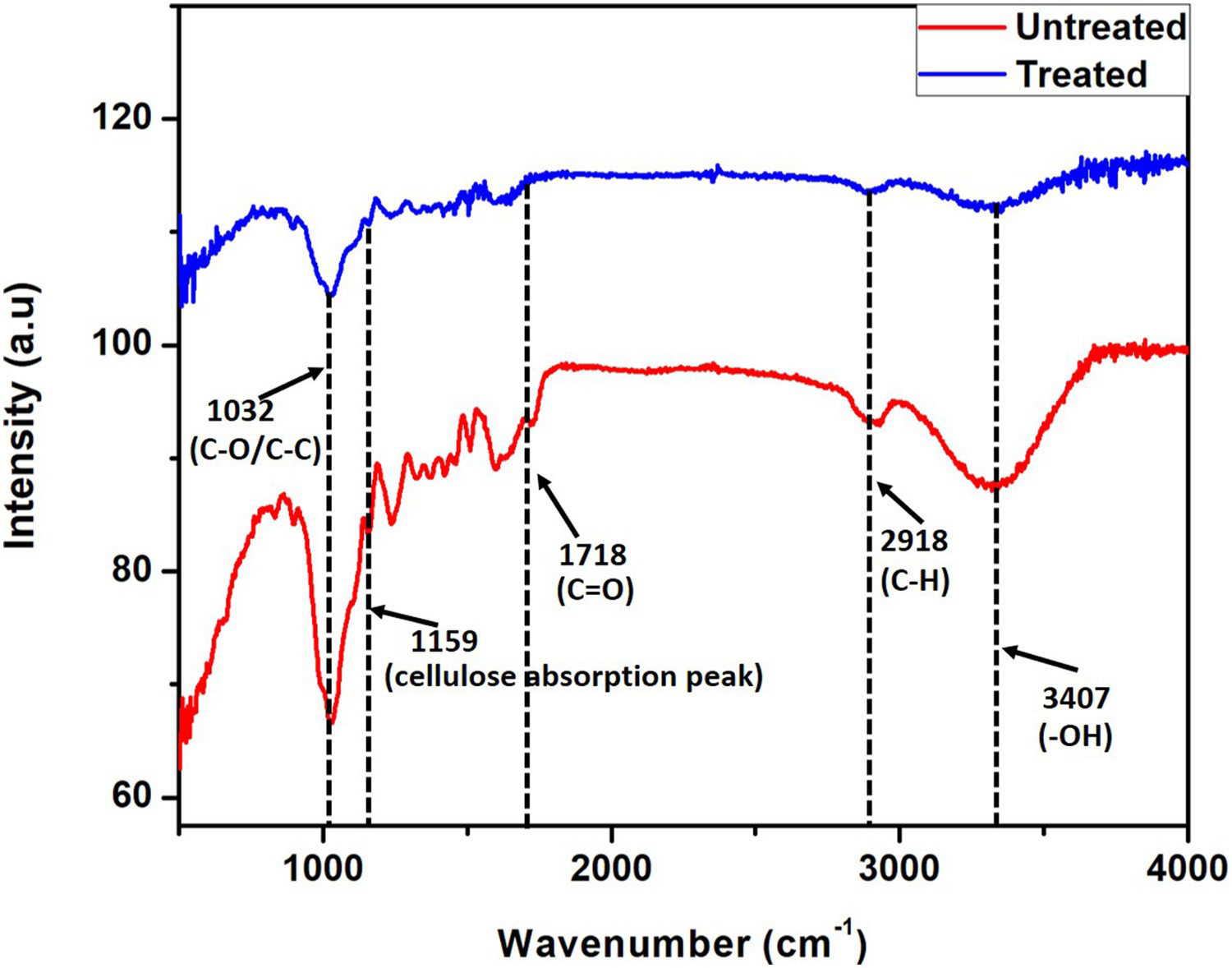
FTIR spectra of treated and untreated fibres did not show a significant shift in peaks except one of the peaks got disappeared whereas the intensity of other peaks decreased showing the removal of certain components from the fibres. The peak at 3407 cm−1 corresponds to stretching of hydroxyl (OH−) bond present in cellulose and hemicellulose but the intensity of this peak in the case of treated fibres was decreased owing to the reason that Na2CO3 treatment caused the removal of hemicellulose. Peaks at 2918 cm−1 correspond to C–H stretching vibration [26]. Chan et al. [27] observed the disappearance of peak at 1718 cm−1 when bamboo fibres were treated with NaOH. The Na2CO3 treatment also had the same effect of removing the C=O peak at 1718 cm−1 which also confirmed that sodium carbonate is very suitable for removal of hemicellulose from the fibres as seen in Figure 3. The disappearance of this peak is also an indication that treatment is very suitable in the removal of hemicellulose from the fibres. Peak labelled at 1159 cm−1 is because of typical absorption peak of cellulose [28]. Peak owing to C–O and C–C stretching vibration is observed at 1032 cm−1.
Thermogravimetric analysis (TGA) of treated and untreated fibres
Effect of treatment on the thermal stability of the fibres was studied and weight loss of the fibres was recorded as a function of temperature (25–600°C). The % weight loss as the function of temperature is plotted in Figure 4 for both treated and untreated fibres where three distinct weight loss regions are obtained. At the first stage (near 100 °C), it is the water of the fibres that is removed while the second weight loss stage is owing to the cellulose and hemicellulose degradation and, the third stage corresponds to lignin degradation [29].
% weight loss as the function of temperature for the treated and untreated bamboo fibres as evaluated by TGA.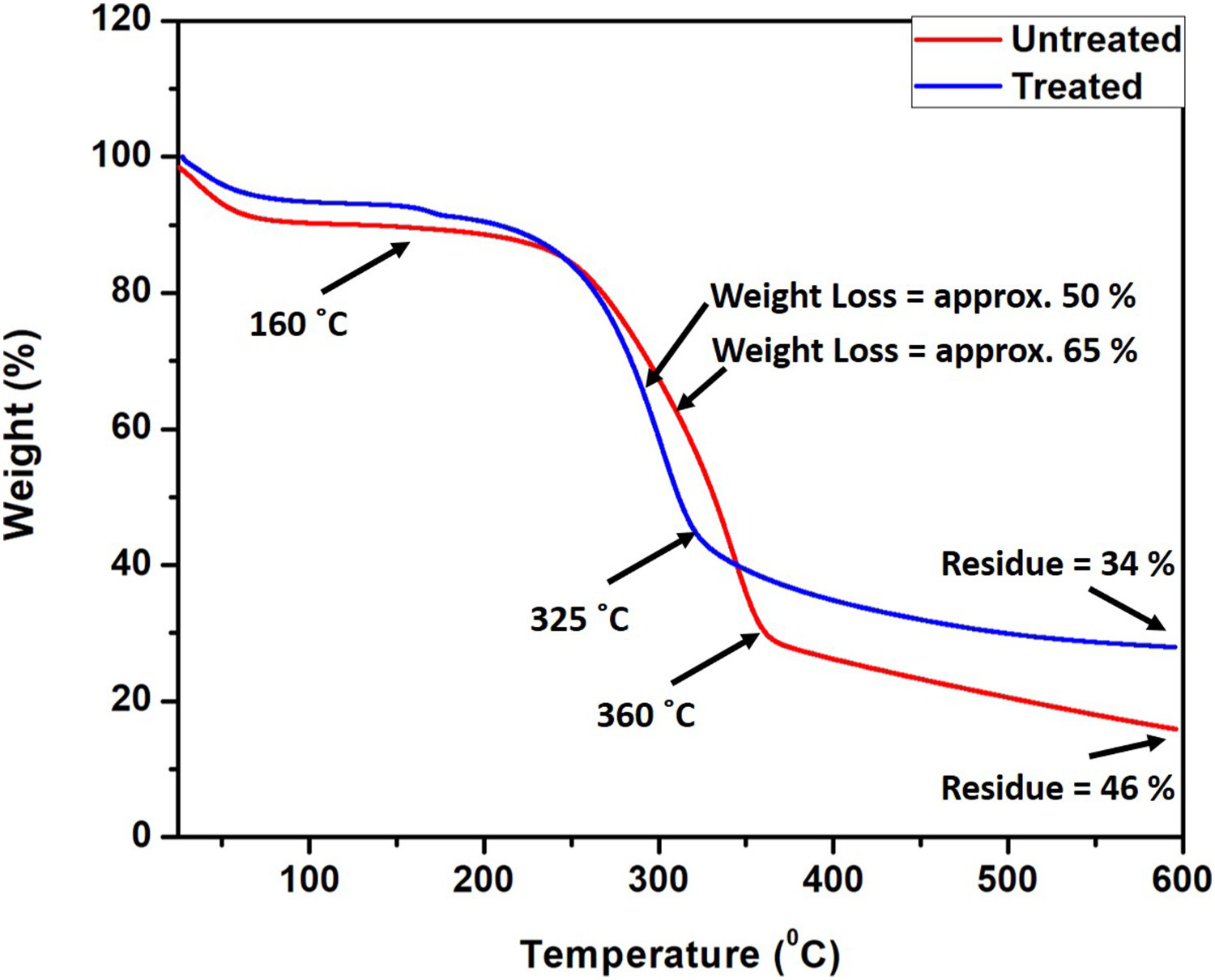
As water is the first compound removed from the fibres when temperature starts increasing and the maximum amount of water is removed from the fibres below 100°C. Zhang et al. [29] reported that bamboo fibres are hydrophilic in nature and can absorb water easily but when they are given an alkali treatment their hydrophilic nature reduces and hence the tendency to absorb water also decreases. The current study comes up with similar kind of observations where sodium carbonate treatment has caused decrement of hydrophilic behaviour of the fibres which is evident from the less water removal observed for treated fibres in the TGA curves.
The degradation observed at the temperature range of 160–360°C is owing to the decomposition of cellulose and hemicellulose. Kabir et al. [26] report that decomposition temperature for hemicellulose is far less than that of cellulose. Hemicellulose decomposes in between 180°C and 280°C whereas cellulose decomposition occurs at 250–350°C. Referring to that, the current TGA graph indicated that, during the second stage, the degradation of hemicellulose occurred first followed by cellulose degradation. As discussed before, Na2CO3 helps in the removal of cellulosic content from the fibres which is why mass loss owing to thermal degradation of cellulose and hemicellulose is approximately 50% for treated fibres and 65% for untreated fibres. This decrease in mass loss also confirmed the aspect that treatment caused the removal of hemicellulose from the fibres. Untreated fibres show degradation temperature for cellulose at 360°C which means cellulose transition from solid to vapour occurred in this range whereas for treated fibres this range is decreased, and degradation temperature shifted to 325°C indicating decrement in thermal stability of the fibres after alkali treatment. It is already reported in the literature that NaOH treatment of bamboo fibres caused the prominent conversion of cellulose I to cellulose II [30]. But in the current study, this conversion has not been confirmed because NaOH is much stronger alkali than Na2CO3. Foier et al. [20] and Santos et al. [21] also stated a decrease of thermal stability when sisal fibres were treated with sodium bicarbonate and coir fibres were treated with sodium carbonate. The reason for decrease in thermal stability is believed to be the lack of transformation of cellulose I into cellulose II because this phenomenon plays a vital role in improving the thermal stability [31].
As bamboo fibres contain a large amount of lignin content and the effect of treatment on lignin content can be found by determining the weight loss above 360°C. As can be seen from the graphs in Figure 4, the temperature range at the end is very broad which is because of the difficult degradation of lignin and hence low decomposition rate is observed. Mass loss in this region was also high for untreated fibres i.e. 46% whereas treated fibres showed a mass loss of approximately 34% indicating treatment is beneficial in removing lignin from the fibres.
Mechanical properties of treated and untreated fibre reinforced polyester composite
Figure 5 shows the tensile strength (a) and tensile modulus (b) of the composite specimens having treated and untreated fibres with various wt-% (0%, 10%, 20% and 30%). The strength of the composite increased with the increase of fibre content up to 20 wt-%. But when the fibre content is increased to 30 wt-%, the strength and modulus values both were decreased which is in fact because it becomes slightly difficult to obtain the uniform dispersion and efficient mixing of higher amount of fibre content among the polyester matrix. And owing to in-efficiency of the matrix to cover up all the fibres present, the defects related to poor dispersion are introduced. These defects are the reason for decrease in tensile strength when fibre fraction increased above a certain limit.
Mechanical properties of composites of untreated fibres and fibres treated with 5% Na2CO3 for 6 h: (a) Tensile strength; (b) Tensile modulus.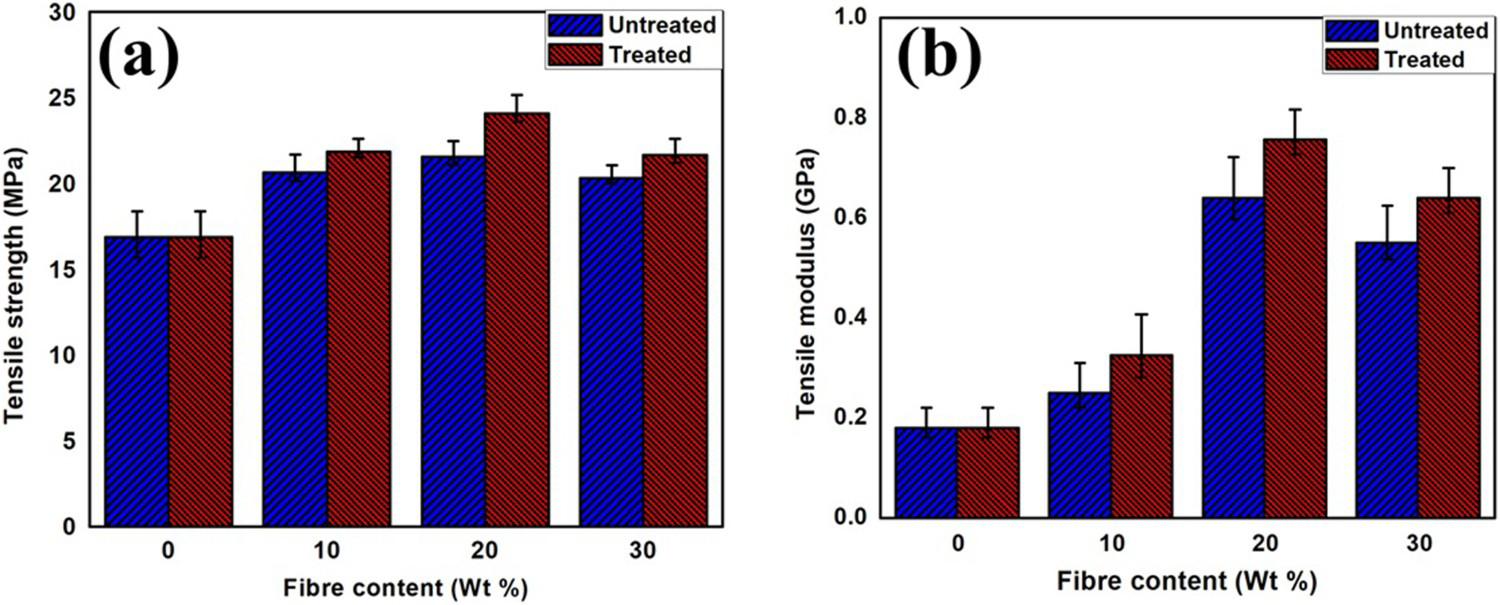
Manalo et al. [18] also reported a similar trend in results of an increase in strength and modulus when bamboo fibres were treated with an alkali like NaOH. Reddy et al. [32] described the reason for the increase of strength and modulus as the interacting factor between fibres and matrix. As with alkali treatment disruption of bonds between cellulose and hemicellulose occurs and new hydrogen bonds form which leads to the dense packing of fibres which in return increases the strength.
Figure 6 shows the fractured surfaces of the tension tested specimens of the polyester composites reinforced with 20 wt-% untreated and treated fibres. As alkali treatment involves the removal of amorphous compounds such as hemicellulose and lignin from the surface and improvement in surface texture which forms a strong interfacial bond between fibres and matrix. When the fibre surface roughness increases there are more chances of mechanical interlocking between fibre and matrix which in result increases the strength. Another factor that is also responsible for an increase of tensile strength and modulus includes reduction in the hydrophilic nature of bamboo fibres by chemical treatment [21]. Decrease of hydrophilic character by treatment causes the formation of strong bond between less hydrophilic bamboo fibre and hydrophobic polyester. Decrease of hydrophilic nature is attributed to the change in the spatial orientation of cellulose present in bamboo fibres. Figure 6(a) shows the fractured surface of composite reinforced with untreated fibres. Here the fibre surface does not provide strong interlocking between fibres and matrix which is the reason of weak interfacial bond and hence no matrix cracking or matrix particles attached on the fibre were observed. Weak interface can also be confirmed by the detachment of matrix from fibre/matrix interface which is also evident from Figure 6(a).
Tensile fractured surfaces of untreated fibres (a), and treated fibres (b) and (c).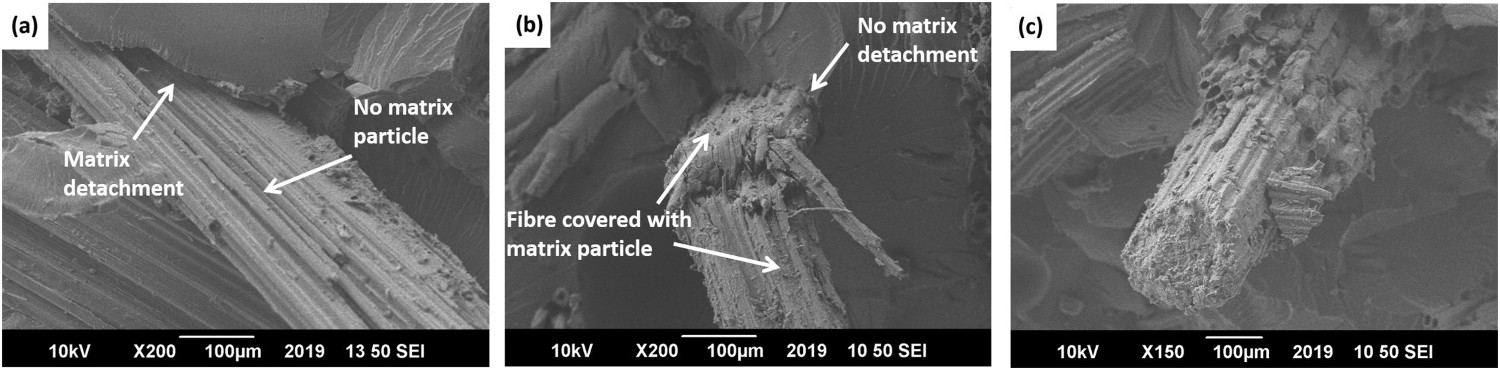
Figure 6(b) represents the fractured surface of treated fibre reinforced polyester composite and the fibre surface is covered with matrix particles. Attachment of matrix particles is an indication of the strong interfacial bond between fibres and matrix. Good interfacial bond may be attributed to the Na2CO3 treatment which makes the surface of the fibres clean and slightly rough that results in the improved mechanical interlocking of fibres and the matrix. So, whenever force is applied onto the composite, either the fibres or the matrix are broken rather than the separation exactly at the interface indicating strong interfacial bond. Figure 6(c) shows the short bamboo fibre is slightly covered with polyester matrix which is a proof of improved interface between fibres and matrix [33].
Figure 7 shows the comparison of tensile strengths of bamboo short fibres reinforced polyester matrix composites when the fibres were treated with various chemicals. Manalo et al. [18] checked the increment in strength when short bamboo fibres were treated with 4%, 6% and 8% of NaOH. They reported that 20 wt-% of fibre composite showed a maximum strength of 21 MPa when fibres were treated with 6% NaOH and with further increase in NaOH concentration caused decrease in strength. Ramachandran et al. [34] prepared polyester composite reinforced with 5% NaOH treated bamboo fibres with fibre arranged at 0/90° in the polyester matrix. Prepared composite showed a tensile strength of 21.22 MPa. However, the current study explored that the mechanical strength of the polyester composite may be further improved to ∼24 MPa if the short bamboo fibres are treated with 5 wt-% of Na2CO3 for 6 h.
A comparison of tensile strength values.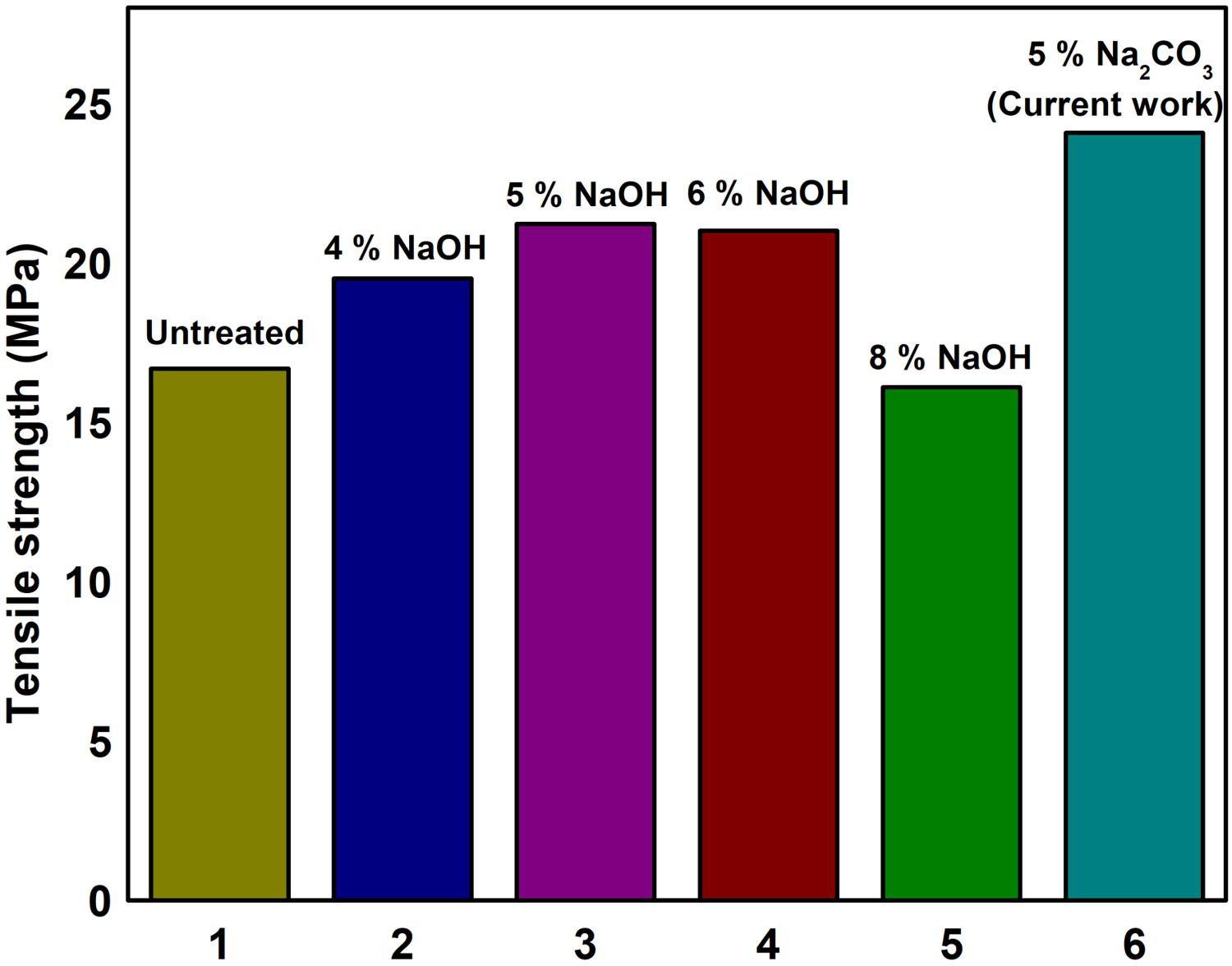
Treatment of fibres also has a significant effect on Charpy impact strength of the composite as plotted in Figure 8. Wang et al. [35] stated in his work on fibre composite that energy absorbed during the impact test for fibre reinforced polymer composite depends on fibre matrix adhesion. For short fibre reinforced polymer composite, impact energy value depends on crack bridging, friction between fibres and matrix, wetting behaviour between reinforcement and matrix. If the interface is strong then fibre pull-out will be difficult and the composite fails while absorbing less energy before the fracture and consequently smaller Charpy impact strengths will be observed. Whereas weak interfacial bond results in more fibre pull-out and hence more energy will be absorbed. Fibre pull-out is directly linked with impact strength i.e. more is the fibres pull-out more energy will be absorbed. So, the Na2CO3 treatment of bamboo fibres caused strong interface formation because of the increase of wetting behaviour of fibres towards polyester. Increase of wetting behaviour of fibres owing to change in cellulosic orientation caused the formation of strong interfacial bond and hence increased the fibre friction towards the matrix. Friction between fibres and matrix is mainly responsible for fibre pull-out. On the other hand, the formation of rough surface produced good mechanical interlocking phenomenon which leads to the decrement of impact energy value when compared with composite having untreated fibres. Charpy impact strength values of the 20 wt-% bamboo fibre reinforced polyester composites decreased from ∼36 × 10−3 KJ/m2 (untreated fibres) to ∼33 × 10−3 KJ/m2 (treated fibres). So, a maximum decrement of 3 × 10−3 KJ/m2 in impact energy was observed for Na2CO3 treated 20 wt-% fibres composites as compared to the 20 wt-% untreated fibre composites.
Charpy impact strength values for untreated and treated short bamboo fibres reinforced polyester composites.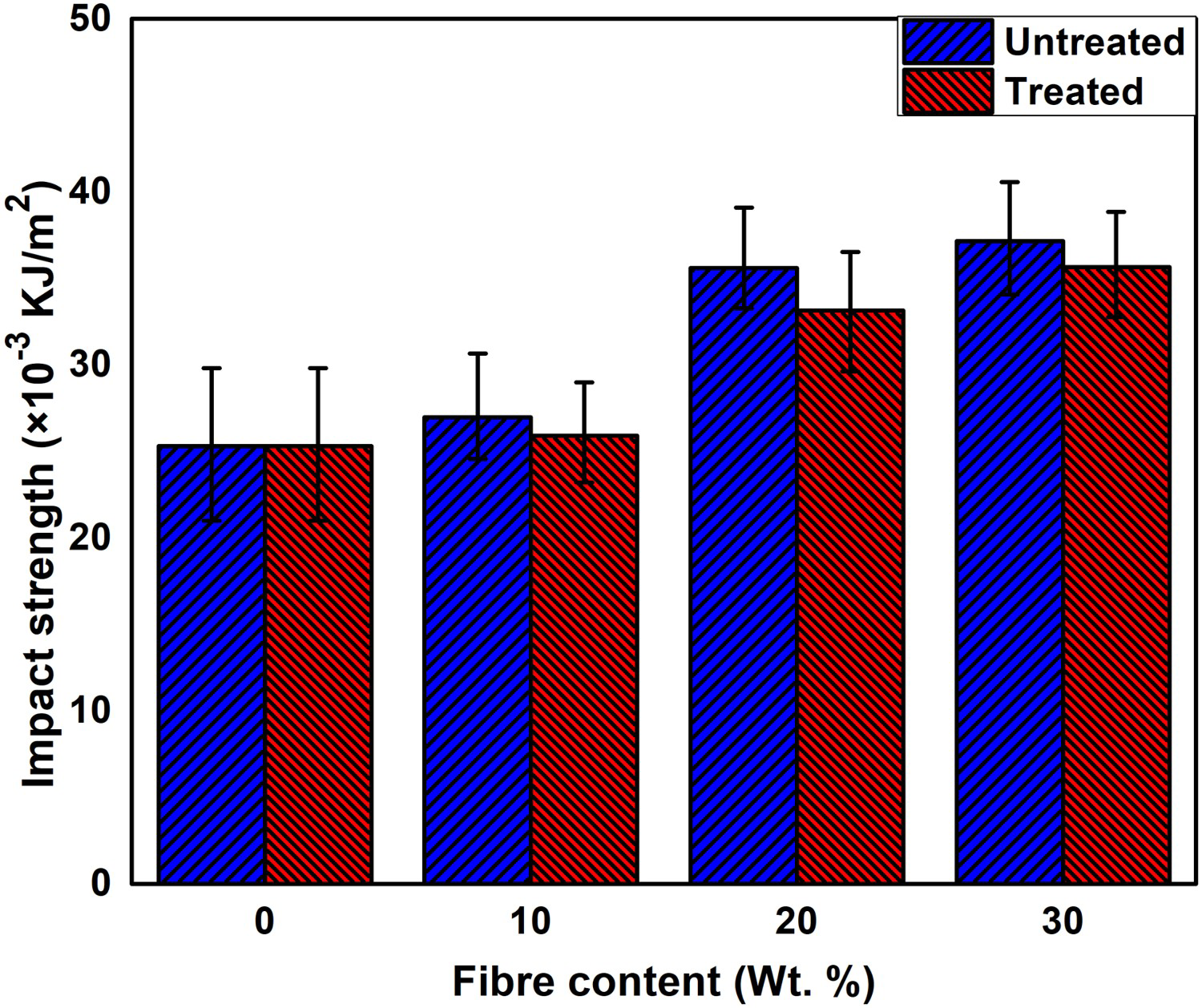
Effect of Na2CO3 treatment on water absorption characteristics
Water absorption characteristics of bamboo short fibre reinforced polyester composites are important because the absorbed water affects the dimensional features and mechanical characteristics of the composite. Figure 9 represents the per cent water absorption values for the composite specimens having 20 wt-% of treated and untreated bamboo short fibres. It was seen that initially composite specimens, both in case of treated and untreated fibres, absorb water very rapidly but as the saturation point has reached the absorption level becomes constant and the per centage of water absorbed by untreated fibre composite was nearly equal to 2% which is also in accordance with previously reported research [9]. However, it is evident that the treated fibre composite showed less water absorption as compared to untreated fibre composite. This is because of a strong interfacial bond present between bamboo and polyester achieved owing to Na2CO3 treatment. As discussed earlier, sodium carbonate treatment produced texture on the surface which caused good mechanical interlocking between reinforcement and matrix and as a result a strong interfacial bond was formed. This is in accordance with the conclusions drawn by Kushwaha et al. [36]. Furthermore, change in spatial orientation of cellulose is also responsible for decrease in water absorption level as cellulose present in natural bamboo fibres has variable hydrophilic character in different planes. When bamboo fibre is exposed to sodium carbonate treatment, change in cellulosic orientation occurs causing change in the hydrophilic nature of the fibre. This decrease of hydrophilic nature is not only responsible for less water absorption but also helps in the formation of strong interfacial bond with hydrophobic polyester. Similar type of behaviour was observed by Dos Santos et al. [21] when coir fibres were treated with sodium carbonate.
% water absorption of composites with treated and untreated fibres (20 wt.% fibres) as the function of immersion time.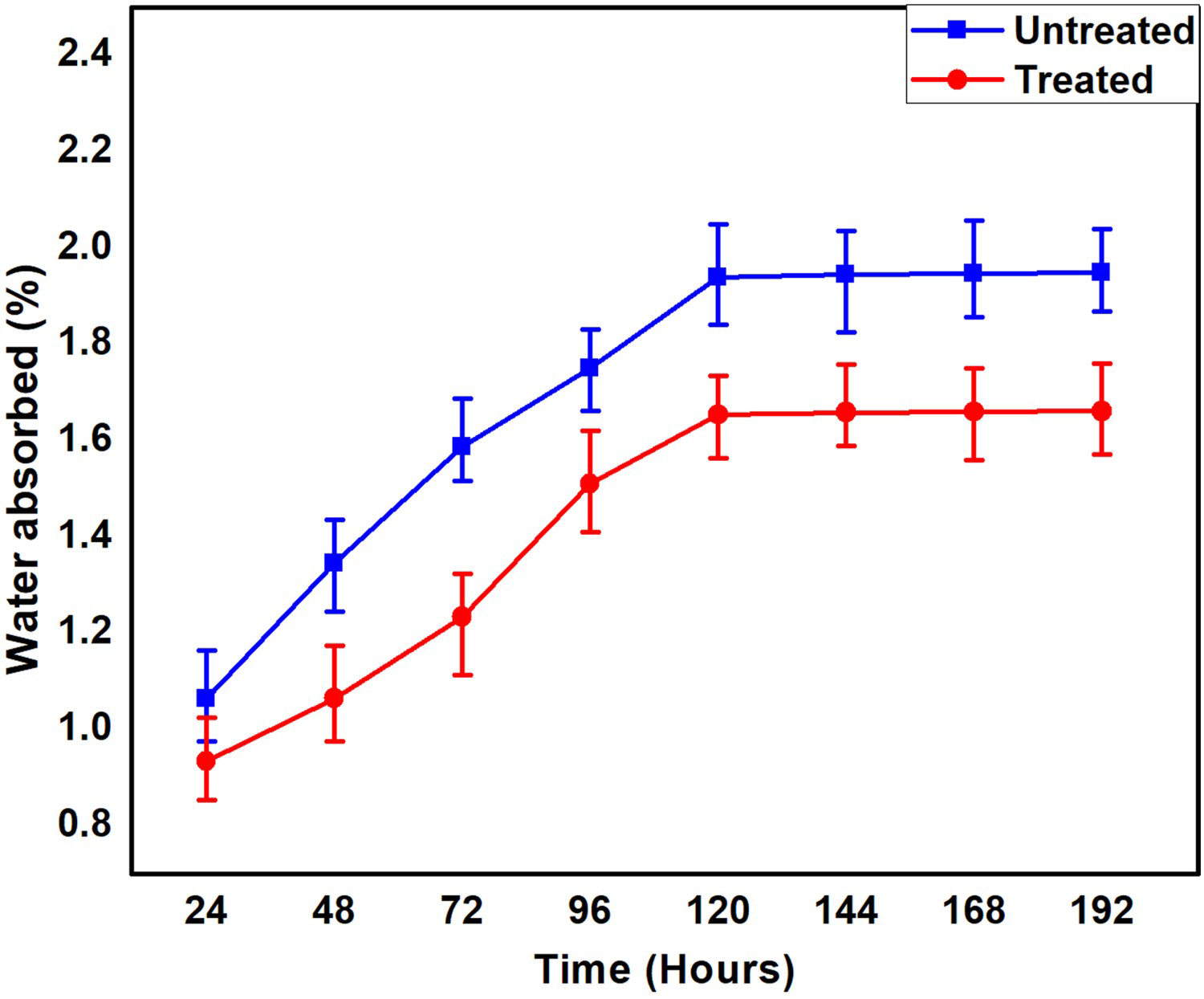
Conclusions
Na2CO3 treatment of short bamboo fibres changes the surface morphology and roughness of the fibres as confirmed by the SEM micrographs analysis. Additionally, the fibres chemical treatment cleans the fibre surface and reduces the lignin and other amorphous compounds as suggested by the FTIR and TGA analysis. These attributes ultimately help in improving the interfacial bond between fibres and matrix that in result improved mechanical properties of the polyester composite reinforced with treated fibres. 5% of Na2CO3 treatment for 6 h was optimised to be best for obtaining high mechanical strength as it is suitable in enough removal of amorphous compounds without fibre degradation. Whereas, 20 wt-% of treated fibre fraction was found to be most suitable in achieving the highest tensile strength (24 MPa) of the composite. TGA analysis also indicated a suitable difference in mass loss for fibres treated with sodium carbonate because of the removal of amorphous compounds from them whereas thermal stability of treated fibres showed decrement in temperature which was because of incomplete conversion of cellulose I to cellulose II. At the temperature range of 160–360°C, mass loss owing to thermal degradation of cellulose and hemicellulose is approximately 50% for treated fibres and 65% for untreated fibres. So treated fibres degrade ∼15% less than the untreated ones.
The maximum decrement of 3 × 10−3 KJ/m2 in impact energy was observed for Na2CO3 treated 20 wt-% fibres composites when compared with the 20 wt-% untreated fibre composites (the impact energy reduced from ∼36 × 10−3 KJ/m2 to ∼33 × 10−3 KJ/m2). This decrease in the impact strength is attributed to the fact that the fibre treatment caused strong interface formation which resulted in less fibre pull-out owing to better interlocking phenomenon. Water absorption resistance of the composite is also increased by fibre treatment because of strong bonding between fibre and matrix. The resistance of the composite towards water absorption was increased by ∼2% for 20 wt-% of Na2CO3 treated fibres composites as compared to the 20 wt-% untreated fibre composites.
Footnotes
Acknowledgements
This study has been done as a part of work funded by the Pakistan Science Foundation under Project No. PSF/Res/KPK-GIKI/Eng. (170) and Ghulam Ishaq Khan Institute's Graduate Assistantship Scheme (GA-1). Authors fully acknowledge the financial support from the Pakistan Science Foundation and Ghulam Ishaq Khan Institute of Engineering Sciences and Technology Topi-Pakistan. Authors also acknowledge Dr. Muhammad Sohail Malik, Assistant Professor Faculty of Mechanical Engineering Ghulam Ishaq Khan Institute, for his support during the revision stage of the manuscript.
Disclosure statement
No potential conflict of interest was reported by the author(s).