
Abstract
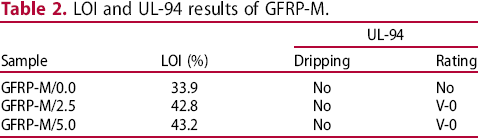
A novel flame-retardant, polysilazane containing phosphorus (PPVSZ), was synthesised and used as flame-retardant to prepare glass fibre reinforced flame-retardant modified epoxy composites (GFRP-M). With the incorporation of PPVSZ, GFRP-M exhibited excellent thermal stability and the limited oxygen index values of GFRP-M/2.5 (GFRP-M with 2.5 wt-% of PPVSZ) and GFRP-M/5.0 (GFRP-M with 5.0 wt-% of PPVSZ) increased from 33.9% (GFRP-M/0.0, GFRP-M without PPVSZ) to 42.8 and 43.2%, respectively. Besides, GFRP-M/2.5 and GFRP-M/5.0 could also reach UL-94 V-0 rating. Furthermore, the tensile, flexural, and impact strength of GFRP-M/2.5 was improved by 30.2, 17.8, and 65.5%, respectively, indicating that the incorporation of PPVSZ had good effect on mechanical properties of GFRP-M. The obtained results showed that GFRP-M exhibited satisfactory flame retardancy and mechanical properties because of the incorporation of PPVSZ.
Introduction
Epoxy resin (EP) is a significant thermosetting resin which has plenty of remarkable properties such as corrosion resistance, outstanding electrical insulation, low shrinkage, physical and mechanical properties [1-3]. Nowadays, the glass fibre reinforced epoxy composite (GFRP) is widely used in aerospace, electronic packaging, defence technology, and other fields [4-6]. Nevertheless, the poor flame-retardant is an inherent shortcoming for GFRP, which limit its applications in the areas required higher fire-safety [7, 8]. Therefore, it is significant to endow GFRP with high flame retardancy.
In recent years, many researchers have been focusing on the study of improving the flame retardancy of GFRP [9, 10]. Considering the harm to the environment and the people's health, the halogenated compounds are restricted because they would release corrosive and toxic gases when decomposing [11]. The halogen-free flame-retardants, especially phosphorus- and nitrogen-containing compounds, have been widely used to modify the epoxy resins and their composites [12-14]. Zhu et al. used P/N-containing oligomer poly (piperazine phenylphosphamide) (BPOPA) as flame-retardant to modify the EP. The sample had a LOI value of 33.1% and passed UL-94 V-0 rating when 7.5 wt-% ammonium polyphosphate and 2.5 wt-% BPOPA were added [15]. Zhao et al. had investigated N,N′-diamyl-p-phenylphosphonicdiamide (P-MA) and utilised it as flame-retardant for glass fibre reinforced epoxy composites. When the content of P-MA increased to 12 wt-%, the composites showed a high LOI value of 33% and passed UL-94 V-0 rating [8]. Wang et al. reported novel combined effects of ammonium polyphosphate and talc on epoxy/glass fabric composites [16]. As expected, the prominent results were got when adding the obtained flame-retardant to the epoxy/glass fabric composites. Chu et al. reported a highly efficient flame retardant (PVSi) containing phosphaphenanthrene, phenylsiloxane and diaminodiphenylsulfone groups and utilised to fabricate high-performance epoxy composites. The EP/PVSi5 composites achieved V-0 rating in UL-94 and exhibited an increased LOI value of 29.5% [17]. Base on above discussed, the flame-retardants containing phosphorus, silicon, and nitrogen can achieve synergistic effect and then improve the flame retardancy.
In this work, a novel glass fibre reinforced flame-retardant modified epoxy composites (GFRP-M) were successfully prepared by using hand lay-up method combined with hot-press process. Polysilazane containing phosphorus (PPVSZ) were synthesised according to our previous work and utilised to improve the flame retardancy and mechanical properties of GFRP-M [18]. 4,4′-diaminodiphenyl methane (DDM) and glass fibre (GF) were used as curing agent and reinforcement, respectively. The micro-morphologies, flame retardancy, thermal stability and mechanical properties of GFRP-M were investigated by scanning electron microscope (SEM), vertical burning tests, thermogravimetric analysis (TGA) and universal testing machine, respectively.
Experimental section
Materials
Polysilazane (PVSZ) was provided by Guangzhou Honghai Chemical Technology Co., Ltd. (Guangzhou, China). Methylbenzene, tetrahydrofuran (THF), and n-hexane were obtained from Sinopharm Chemical Reagent Co., Ltd. (Shanghai, China). Diglycidyl ether of bisphenol-A (E-44) was purchased from Yueyang Baling Petrochemical Co., Ltd. (Hunan, China). 4,4′-diaminodiphenyl methane (DDM) and 9,10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide (DOPO) were purchased from Energy Chemical Co, Ltd. (Shanghai, China). Glass fibre (GF) was provided by Nanjing Fiberglass Research and Design Institute Co., Ltd. (Nanjing, China). All reagents were used as received without further purified.
Preparation of PPVSZ
The synthesis route of PPVSZ was presented in Scheme 1. In the atmosphere of nitrogen, DOPO (6.48 g, 30 mmol) and methylbenzene (20 mL) were added to a 150 mL three neck round-bottom flask with a reflux condenser, a mechanical stirrer, and heating device. When DOPO was completely dissolved, a mixture of PVSZ (20 g) and methylbenzene (20 mL) was added dropwise into the three-neck round-bottom flask. Subsequently, AIBN (0.2 g) was first dissolved in methylbenzene (20 mL) and then added dropwise into the flask within 2 h. Then the reaction was further stirring for 16 h at 80°C. After that, methylbenzene was isolated by vacuum distillation under 110°C to obtain the crude product. The crude product was washed with THF and n-hexane, respectively. And then, the solvent was removed by rotary evaporation. Finally, the target product (PPVSZ) was obtained after dried in a vacuum oven at 80°C (yield > 75%).
Synthesis route of PPVSZ.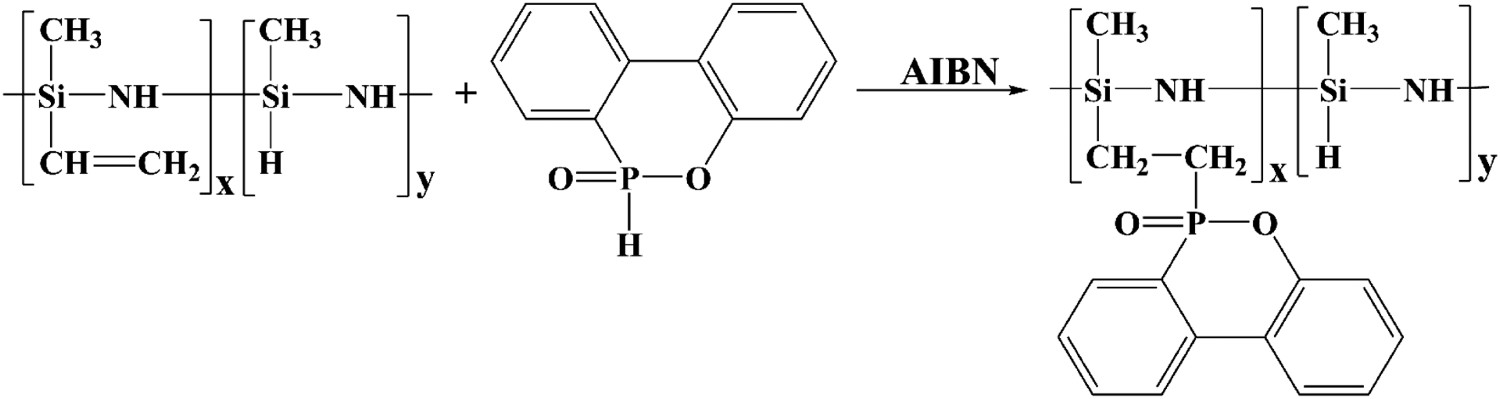
Preparation of GFRP-M
The glass fibre reinforced flame-retardant modified epoxy composites (GFRP-M) were prepared by using hand lay-up method combined with hot-press process, as illustrated in Scheme 2. The specific addition ratio was shown in Table 1. E-44 and PPVSZ were stirred under 100°C for 20 min and the bubbles were removed under vacuum oven reduced pressure. DDM was added and continue to stir until uniform liquid was obtained. Then, the mixtures were uniformly coated on the glass fibre. Finally, the prepreg glass fibres were transformed into a vulcanizing machine and cured at 110°C for 2 h and 150°C for 2 h with a pressure of 8 MPa. For convenience, the GFRP-M with 0.0, 2.5, and 5.0 wt-% of PPVSZ was denoted by GFRP-M/0.0, GFRP-M/2.5, and GFRP-M/5.0, respectively.
Preparation flow chart of GFRP-M. The formulation of GFRP-M.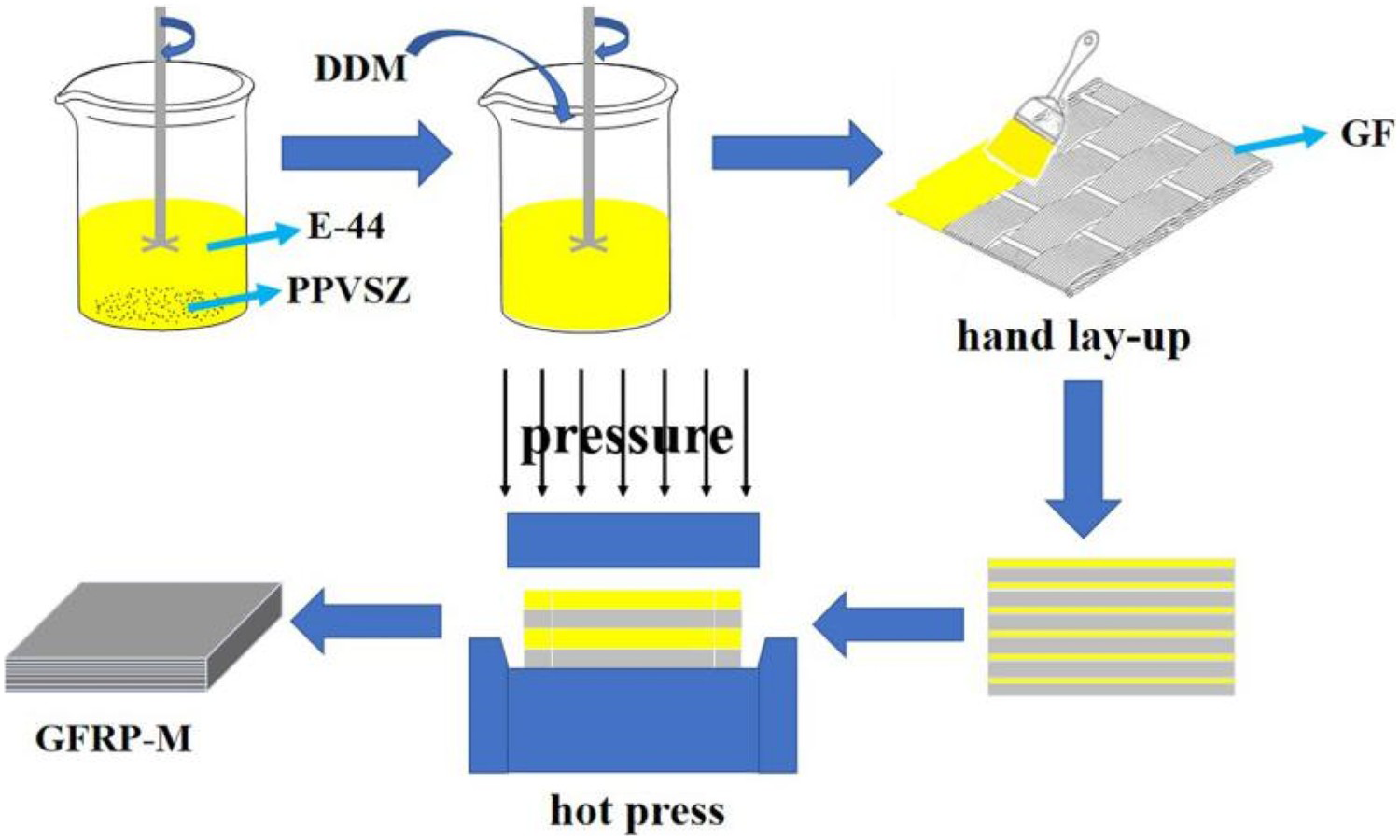
Characterisation
Fourier transform infrared (FTIR) spectra were obtained on a Thermo Nicolet 5700 FTIR Spectrometer between 500 and 4000 cm−1. The powder sample was thoroughly mixed with KBr and then compressed into pellets. Liquid samples were measured in ATR mode. Nuclear magnetic resonance (NMR) spectra were obtained from a Bruker ARX 400 spectrometer (Bruker, Germany) using CDCl3 as solvent. Thermogravimetric analysis (TGA) was performed on a METTLER TGA/SDTA 851 thermogravimetric analyzer. The temperature was increased from 30 to 600 °C with a heating rate of 10 °C min–1 under N2 flow. Limited oxygen index (LOI) was tested by a HC-2C oxygen index meter (Jiangning, China) according to ASTM D2863 and the dimension of all samples were 130 × 6.5 × 3.2 mm3. Vertical burning test (UL-94) rating was evaluated by CZF-2 instrument (Jiangning, China) according to ASTM D3801 and the dimension was 130 × 13 × 3.2 mm3. The gel time was determined by the HADJ-11 (Beijing, China). Micro-morphologies were obtained by HITACHI S4800 scanning electron microscope (SEM) at an acceleration voltage of 5 kV. The tensile and flexural strengths were assessed by CMT4104 universal testing machine (SANS Company, Japan) according to GB/T 1040.2-2006 and GB/T 9341-2008, respectively. The dimension of tensile and flexural samples was 75 mm × 5 mm × 2 mm and 80 mm × 10 mm × 4 mm, respectively. The impact strengths were carried out on a ZBC1251 pendulum impact testing machine (SANS Company, Japan) according to GB/T 1043.1-2008. The dimension of impact samples was 80 mm × 10 mm × 4 mm.
Results and discussion
Structural characterisation of PPVSZ
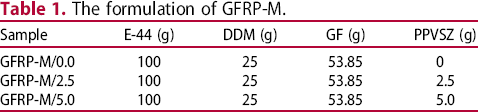
The chemical structure of PPVSZ was characterised by FTIR and 1H-NMR, as depicted in Figure 1. The stretching vibration peak at 2386 cm−1 of P-H disappeared completely, indicating that DOPO had been fully reacted. The characteristic absorption peaks of P-Ph (1460 cm−1), P=O (1180 cm−1) and P-O-C (1072 cm−1) were found in the FTIR spectrum of PPVSZ, which could also be detected in DOPO. In addition, the characteristic absorption peaks of –CH3 (2859 cm−1), Si–H (2143 cm−1), Si–C (1261 cm−1), and Si–N (908 cm−1) were appeared in the spectrum of PPVSZ, confirming the successfully synthesis of PPVSZ.
(a) FTIR and (b) 1H-NMR spectra of PPVSZ, PVSZ, and DOPO.
The 1H-NMR spectra of PPVSZ, PVSZ, and DOPO were shown in Figure 1(b). It was worth noting that two new signals at 1.23 and 2.24 ppm appeared in the spectrum of PPVSZ, which were attributed to Si–CH2 and P–CH2, respectively. The peaks at 4.73 and 1.57 ppm were assigned to Si-H and Si-NH, respectively. In addition, the characteristic peak of P–H at 8.82 ppm of DOPO had completely disappeared in the spectrum of PPVSZ. All the results confirmed the successfully synthesis of PPVSZ.
Gel time of modified epoxy resin
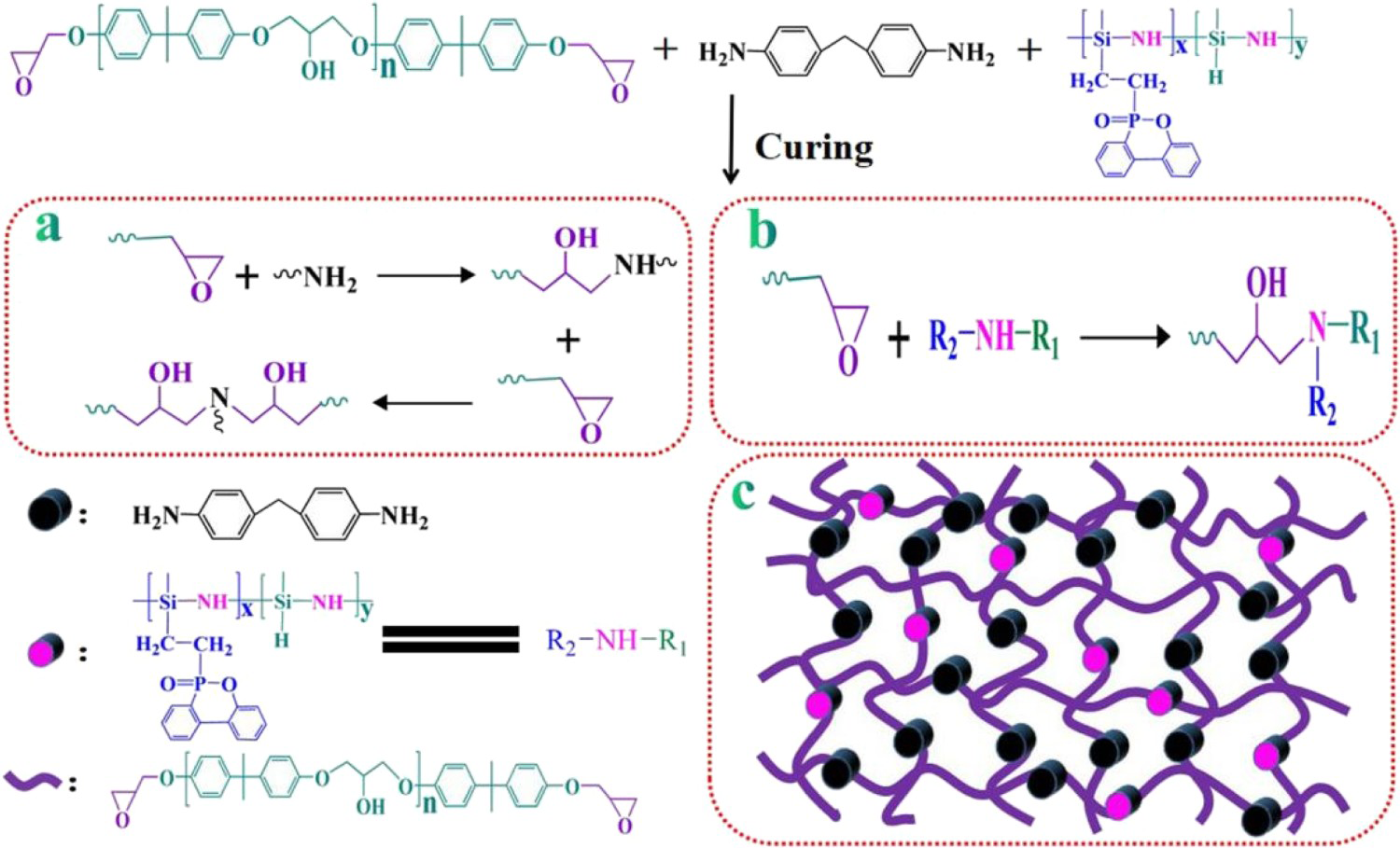
Gel time refers to the time from a liquid resin to a solid gel at a specified temperature and is a significant parameter for hand lay-up method, which would affect the product performance. Therefore, the gel time was performed to ascertain the preparation process of GFRP-M. As shown in Figure 2, the gel time was significantly reduced after the incorporation of PPVSZ, which indicated that the active groups (Si–NH and Si–H) of PPVSZ could promote the curing reaction (shown in Scheme 3(a,b)) and form highly cross-linked network structure (shown in Scheme 3(c)). Besides, the gel time was gradually shortened with the increase of temperature and it was about 10 min when the temperature was 110°C, which was neither too long nor too short and suitable for the operation of moulding process. Therefore, the 110°C was chosen as the onset temperature of moulding process.
The effect of temperature on gel time of GFRP-M with 0.0 wt-% (GFRP-M/0.0), 2.5 wt-% (GFRP-M/2.5), and 5.0 wt-% (GFRP-M/5.0) of PPVSZ. Curing route of E-44 with DDM and PPVSZ (a, b) and the probable cross-linked structure (c).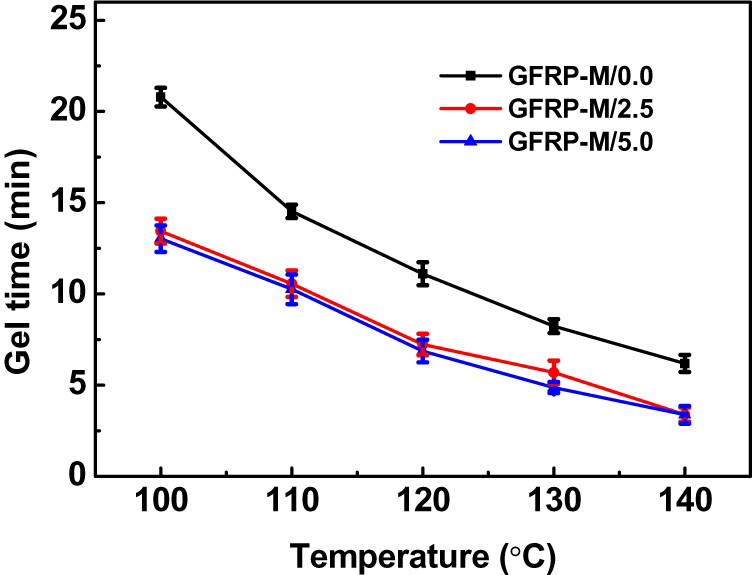
Thermal stability of GFRP-M
The thermal stability of GFRP-M was measured by TGA and the results were shown in Figure 3. With the incorporation of PPVSZ, the decomposition temperature at 5% weight loss (T d) showed a variation tendency of initial decrement and subsequent increment as PPVSZ content increases (shown in Figure 3(b)). On the one hand, T d was declined due to the earlier degradation of epoxy matrix promoted by PPVSZ. On the other hand, with the increase of PPVSZ, T d was increased because of the better thermal stability of PPVSZ. Furthermore, the char yield at 600°C increased with more PPVSZ added, which was beneficial for the increment of flame retardancy.
TGA curves of GFRP-M.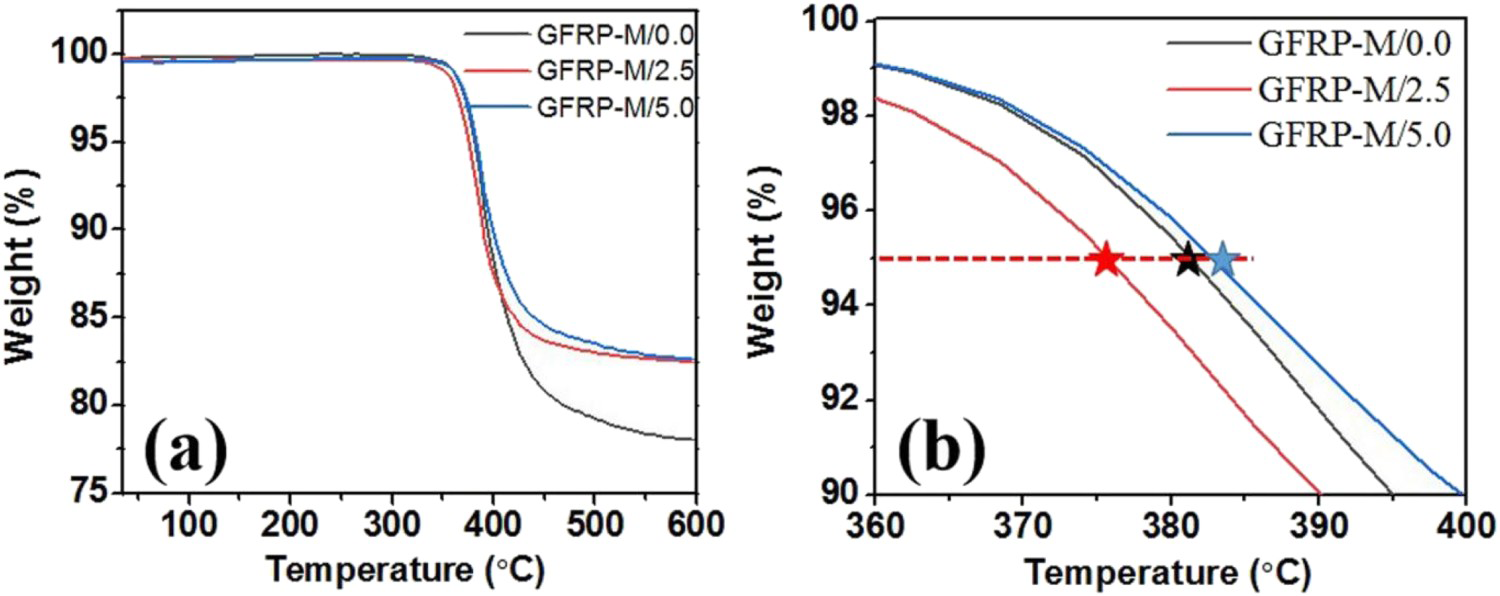
Flame retardancy of GFRP-M
LOI and UL-94 results of GFRP-M.
To explicate the combustion behaviors of GFRP-M, the micro-morphologies of the residual chars after LOI test were observed, as shown in Figure 4. As can be seen from the inner and outer layers of GFRP-M/0.0 (Figure 4(a,a′)), the outer layer (Figure 4(a)) was rough and loose, while the inner layer (Figure 4(a′)) only had glass fibres remained after burning. However, it was worth noting that the outer layer residual chars of GFRP-M/2.5 and GFRP-M/5.0 possessed continuous, dense, and compact morphologies as shown in Figure 4(b,c), indicating that the PPVSZ had good catalytic carbonisation ability. The transfer of mass, heat, and oxygen was effectively blocked by such a continuous, dense, and compact char layer during combustion. The inner layers of GFRP-M/2.5 and GFRP-M/5.0 (Figure 4(b′,c′)) exhibited that the most of matrix were attached to the glass fibres and rarely destroyed because of the protection from the outer layers. It can be speculated that the special structures of PPVSZ (such as Si–NH–Si) could form a protective layer in the condensed phase and the incombustible gases with diluting effect in gaseous phase. Besides, the multi-element synergistic effect of P/N/Si also played an important impact on the improvement of flame retardancy [18].
SEM photographs of outer layer residual chars of (a) GFRP-M/0.0, (b) GFRP-M/2.5, (c) GFRP-M/5.0 and inner layer of (a′) GFRP-M/0.0, (b′) GFRP-M/2.5, (c′) GFRP-M/5.0.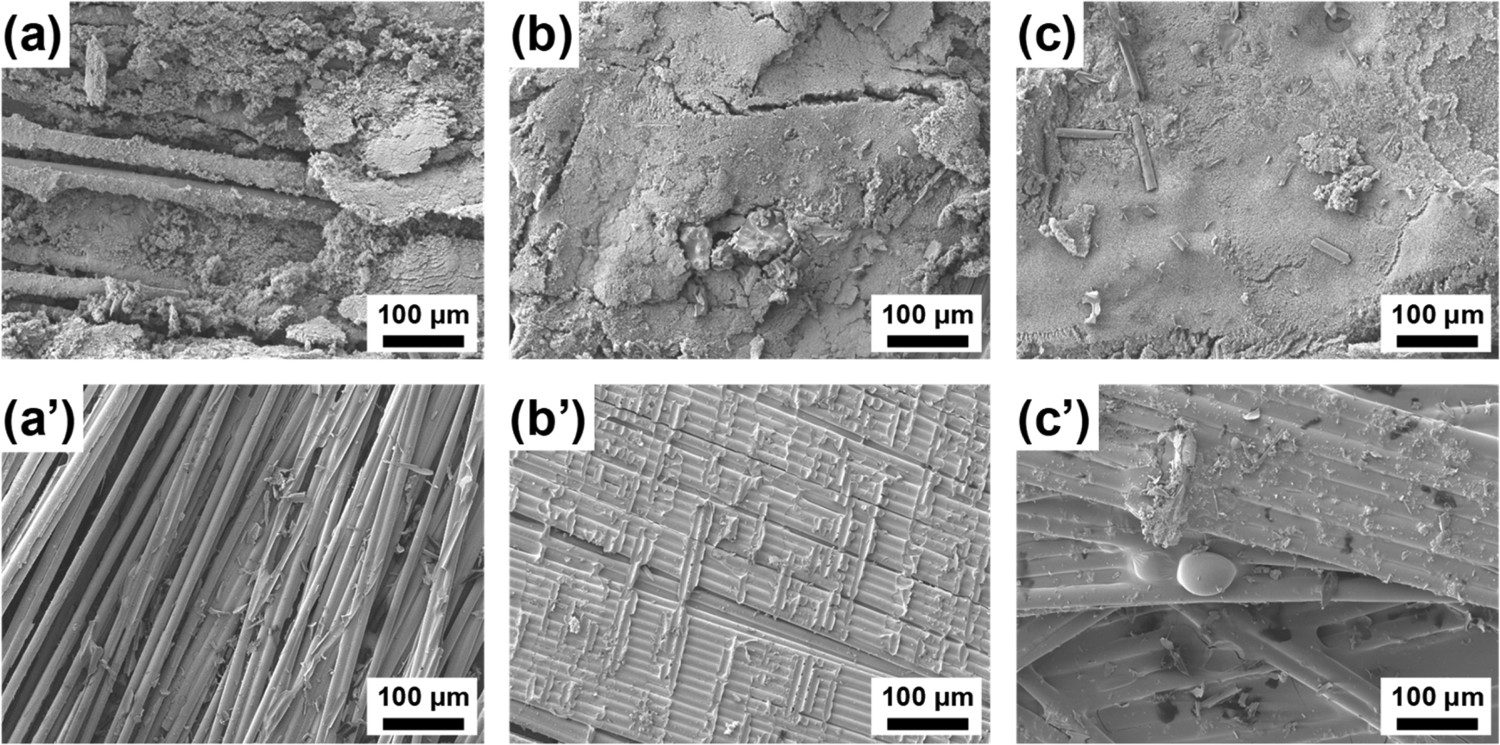
Mechanical properties of GFRP-M
The mechanical properties of GFRP-M.

The fracture morphologies were further examined by using SEM to elucidate the improvement on the mechanical properties, as shown in Figure 5. For GFRP-M/0.0 (Figure 5(a)), a lot of matrix/fibres were exposed and pulled out, leaving large holes in the fracture surfaces. However, it could be observed that the fracture surfaces of GFRP-M/2.5 (Figure 5(b)) showed a few exposed fibres and the matrix firmly adhere to the surface of fibres, indicating that the interfacial bonding interactions between the fibres and the matrix were strong and very stable [20]. Although there were some fibres exposed for the fracture surfaces of GFRP-M/5.0 (Figure 5(c)), the fibres still remain embedded in the matrix. The improvement of mechanical properties could be attributed to the stable main chain structures (Si–NH–Si), reactive groups (Si–NH, Si–H), and aromatic rings of PPVSZ, which could occur cross-linking reaction during curing process (shown in Scheme 3(b)) and form an additional strengthening effect of hydrogen bonding and π-π interactions between the fibres and the matrix. In addition, the highly cross-linked network structure (shown in Scheme 3(c)) was also beneficial for improving the flame retardancy and mechanical properties.
SEM photographs of (a) GFRP-M/0.0, (b) GFRP-M/2.5, and (c) GFRP-M/5.0.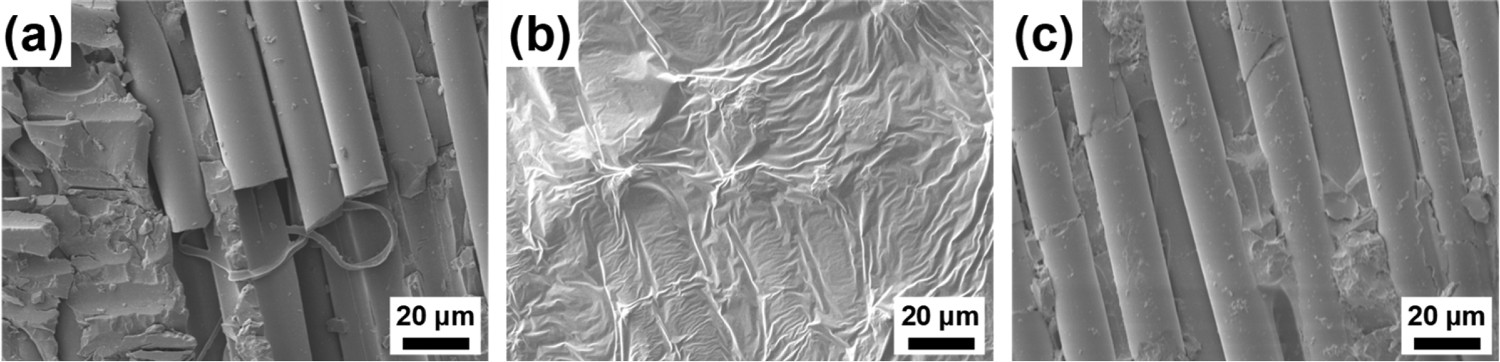
Conclusions
PPVSZ was synthesised and used as flame-retardant to prepare glass fibre reinforced flame-retardant modified epoxy composite (GFRP-M) by using hand lay-up method combined with hot-press process. With the incorporation of PPVSZ, GFRP-M exhibited excellent thermal stability and the LOI values of GFRP-M/2.5 and GFRP-M/5 were improved to 42.8 and 43.2%, respectively, and they also passed the UL-94 V-0 rating. The mechanical properties, including tensile, flexural, and impact strength of GFRP-M first increased and then decreased with the loading of PPVSZ increases. Compared to GFRP-M/0.0, the tensile, flexural, and impact strength of GFRP-M/2.5 were increased by 30.2, 17.8, and 65.5%, respectively. The superior flame retardancy and mechanical properties of GFRP-M could be attributed to the stable main chain structures (Si–NH–Si), reactive groups (Si–NH, Si–H), and aromatic rings of PPVSZ, which could occur cross-linking reaction and form an additional strengthening effect of hydrogen bonding and π–π interactions, suggesting that PPVSZ was a promising flame-retardant for glass fibre reinforced epoxy composites with attractive potential applications.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).