
Abstract
In most surface mining, overburden removal operations require haulage over short distances. This is a key operation for companies using the strip mining method, because of the large amounts of waste to be removed. Other methods and operations also adopt this type of transport, using dozers, excavators, front-end loaders and haul trucks. A comparison of different haulage options for short distances with respect to energy efficiency in open-pit mining is needed, but only a limited number of recent studies have considered energy efficiency as a key variable in mining projects. This study therefore seeks to develop a mine design that is able to achieve greater energy efficiency without affecting the performance of mining operations. For this purpose, simulation tools and comparative analysis among several equipment options are used. After implementation, a 14% reduction in specific fuel consumption and a 16% increase in productivity are found.
Introduction
In surface mining operations, there is a frequent need to transport materials over short distances, between sites of cutting operations at mining faces and deposition areas or unloading points. The mining method that uses this type of transport most is strip mining, during overburden removal operations. According to Hartman and Mutmansky (2002), the strip mining method has a lower environmental impact and reduced mining costs compared with other mining methods. This is because the method is economical even with high waste/ore ratios (stripping ratios, SR), owing to the reduced distances through which waste needs to be transported. In addition, environmental recovery occurs concomitantly with the mining, with a favourable effect on the mining company's environmental performance. Most mining projects consider sustainable development as a central aspect in the management of their operations (Gomes et al. 2015). With several equipment options being available for this type of operation, some differences remain regarding energy efficiency, productivity and costs.
Currently, in addition to companies that use the strip mining method, other surface mining operations also need to perform transport operations over short distances. An example is in-pit conveying and crushing (IPCC), in which it is necessary to transport material from mining faces to a mobile crushing machine. In these operations, it is possible to use several types of equipment, such as excavators, front-end-loaders and haul trucks. After the material has been crushed, at points near the mining faces, transport beyond the pit boundaries to mineral processing facilities is via conveyor belts.
In the context of new surface mining operational settings, comparative analyses among different equipment options are required. There are a few studies that have compared the performances of different types of transport equipment, for short distances and under similar operational conditions. However, up-to-date comparative evaluations that indicate the option offering the greatest energy efficiency, greatest productivity and lowest costs are not yet available. Following equipment selection, it is necessary to define a methodology to indicate the optimal geometric configuration, considering the specific conditions of each surface mining operation. Practice validation is essential to ensure reproducibility of the results obtained from industrial-scale simulations. This subject has not often been explored in the literature, despite the strong demand for it in the mineral industry.
The aim of the research reported here was to evaluate the equipment options used in short-distance transport, identify the option giving the greatest energy efficiency and establish the most productive geometry, considering specific operational conditions of surface mining. A mine using the strip mining method was considered and the operational efficiency of haul trucks, excavators and dozers in overburden removal operations was evaluated. The practical tests were performed in a large bauxite mine located in the state of Para (Brazil). The evaluation criteria were energy efficiency, productivity and operating costs. Through simulation rounds, with the use of fleet sizing software, it was possible to identify the optimal geometry for a given operational condition. After the simulation was performed, the results were validated on an industrial scale using the parameters adopted in an active mine.
The main contribution of this study is the definition of a methodology that is able to identify operational settings that consider energy efficiency as one of the main parameters in the operationalization of a mine. With the selection of more energy-efficient equipment, mining becomes more sustainable without abandoning productivity standards. The possibility of increasing production and consuming less fuel makes mining a less damaging activity for the environment. In addition, the practical application approached in this study can be replicated and adapted to any surface mining operation where transport over short distances occurs.
Methodology
The development of a simulation model requires the collection of a vast amount of information and the analysis of a similar amount of output data. In addition, aspects such as proficiency in operating computational tools and the costs involved need to be considered (Nader et al. 2012). This study was divided into two phases. The first was developed in an operational environment. Considering the results obtained from an operating mining company, three different overburden removal techniques were comparatively evaluated. After data collection, it was possible to identify the option with the greatest energy efficiency. The second phase occurred in a computing environment. With fleet sizing software, it was possible to predict the performance of overburden removal operations for different geometric configurations. From analysis of the results, a more efficient configuration for the operational conditions at the mining company studied could be identified. The study took into consideration the geotechnical characteristics of the relevant lithologies. The bauxite layer had low hardness, without faults or discontinuities, while the overburden layer was composed of friable clay and was without discontinuities. Clean production in the mining industry is currently undergoing changes in process management, with the aim of achieving greater energy efficiency (Hilson 2003).
The optimal configuration must be validated through an industrial-scale application. The simulation routines described in this study, followed by an industrial-scale validation, represent a novel approach. The results obtained will be subject to further analysis later.
Overburden removal options assessment
To assess the equipment options used for transport over short distances, a mining company operating the strip mining method was considered. Overburden removal was performed with 34 m³ blade dozers, 4 m³ bucket excavators associated with 20 m³ capacity haul trucks, and 13 m³ bucket excavators associated with 57 m³ haul trucks. The three options were followed for 12 months using the standard geometric configuration used in similar mines.
Figure 1 shows the cutting sequence required to release a 25-m-thick ore strip. Each strip has a length of 200 m. The dozers perform the cutting and push the material up the waste stack. All other options require cutting with excavators and a fleet of haul trucks for transport to the waste stack. Simultaneous operations of the three overburden removal techniques under the same operating conditions allow an appropriate comparative analysis of energy efficiency. Equipment selection strongly influences mine design and mining costs (Bozorgebrahimi et al. 2003). This is because both mining optimization and operationalization depend on equipment features. Haul trucks and excavators used for waste haulage require loading areas, haul roads and dump areas following geometric settings that provide safety and productivity. In contrast, the use of dozers avoids the need for these ancillary operations.
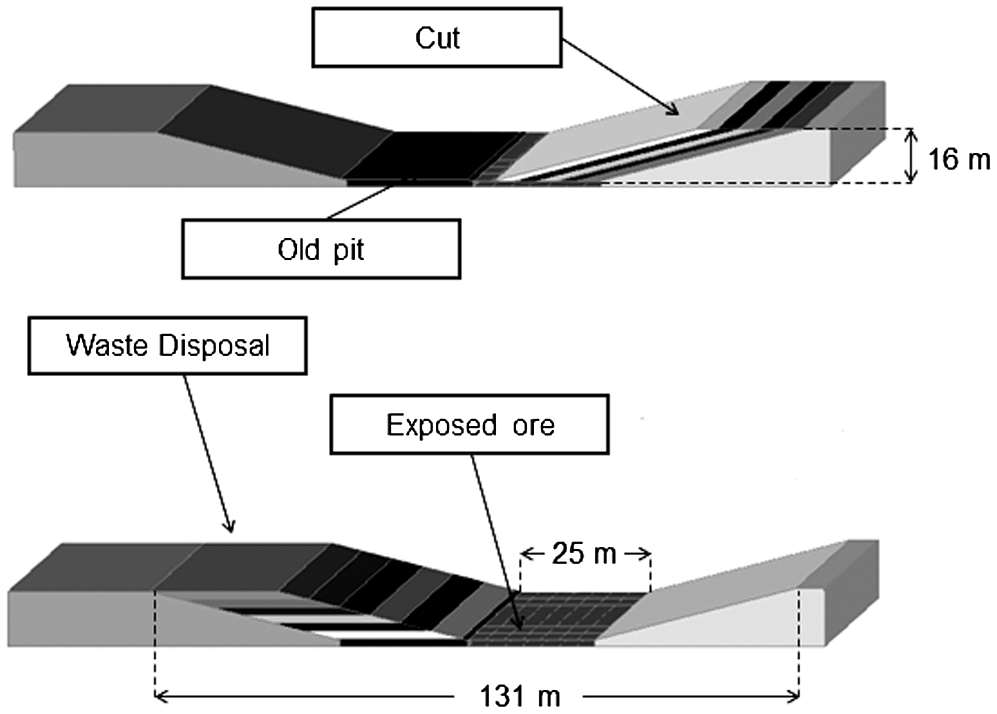
Cut sequence and overburden removal layout
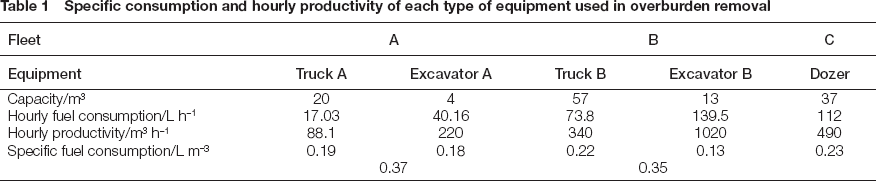
All the equipment options used in overburden removal require diesel oil as an energy source. Norgate and Haque (2010) claim that worldwide, even with the use of electrically powered excavators, 87% of the energy consumption for material handling can be attributed to the burning of fossil fuels. This percentage considers loading and transport operations in bauxite and iron mining around the world. Li et al. (2011) state that the transport distances between loading points and mineral processing plants tend to grow with mining development, leading to increasing CO2 emissions for each ton produced. McLellan et al. (2012) highlight that CO2 emissions are proportional to the payload and the average transport distance covered by haul trucks. This trend further strengthens the need to identify more efficient and productive options. Table 1 shows the productivity and the consumption profile of each equipment option used in overburden removal. This collection of data refers to 12 months of operation. Fleet A is made up of small equipment, fleet B comprises large equipment and fleet C only uses dozers. The classification into small or large equipment is based on the capacity of trucks and excavators. According to Hartman and Mutmansky (2002), the use of dozers to transport material over distances up to 150 m, considering downhill cuts and transport pushing material, can be an advantageous option regarding mining cost. Although the main raw material of this type of mining operation is diesel oil, their view is confirmed by Table 1, which shows that dozers provide greater energy efficiency for overburden removal operations.
Specific consumption and hourly productivity of each type of equipment used in overburden removal
Fu et al. (2014) claim that despite the flexibility provided by the use of haul trucks in overburden removal, this involves high operating costs. In addition to the high fuel consumption, this option also implies costs associated with haul roads. These structures must be able to ensure the productivity and safety of the process. For short-distance haulage operations with dozers, these costs can be disregarded.
During the data collection period, an operational costs control was performed. These costs include all expenses required to maintain operations, including inputs, headcount and maintenance. Figure 2 shows operating costs for fleets A, B and C during the 12-month period. From an analysis of the chart, it can be seen that fleet C had lower operating costs than fleets A and B. Regarding energy efficiency, fleet B achieved better results than fleet A, although its operating costs were higher. The excavators of fleet B have high energy efficiency, but their maintenance requires specialized services and expensive components.
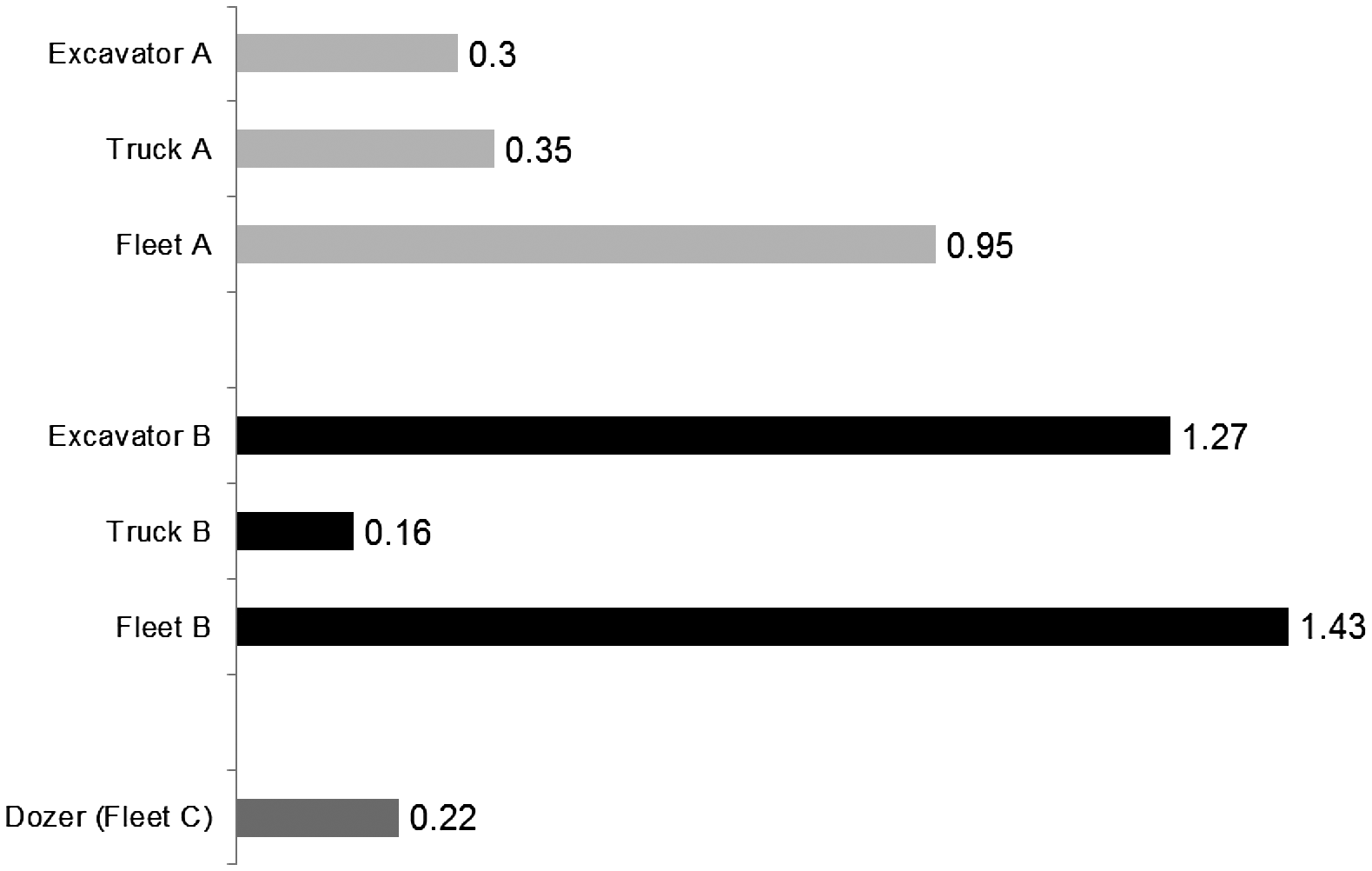
Operational costs for fleets A, B and C during overburden removal operations
Simulation
After implementation of the first phase, it can be seen that fleet C has the greatest energy efficiency and economy. Consequently, the second phase of the methodology focused on operations with dozers to transport material for short distances. This phase included a geometric parameters simulation, aiming to identify the configuration providing the greatest energy efficiency, greatest productivity and lowest costs. According to Bozorgebrahimi et al. (2003), the identification of an optimized geometry promotes high standards of efficiency and productivity from the selected equipment. Rodovalho and Cabral (2014) claim that the possibility of estimating key performance indicators for mining operations makes projects more realistic. Through this routine, it is possible to determine the effect of operational restrictions inside each mine. Another advantage is the possibility of prior targeting of resources and controls for potentially favourable configurations.
The testing area was a mine using the strip mining method. Therefore, the computer simulation had to comply with the principles of that method. The geometry of the mining faces had to be compatible with the specifications of the mining equipment. Figure 3 shows the main dimensions of an overburden removal operation using dozers. These parameters were taken as input data for the simulation using fleet sizing software. The simulation tool, DozSim, was developed by Caterpillar and used during this study (Caterpillar 2007). In this case, the width of the strips was 20 m. To simulate operations with other widths, the same pattern was considered for the layout preparation. According to Fig. 3, the waste material is carried to the waste deposit in a specific position. The overburden removal may be continued until the bauxite layer or a certain thickness of waste is reached. Particular types of equipment are appropriate for use in the final stages of overburden removal. Some mining companies use excavators to remove the last 4 m thickness of waste, until the bauxite layer has been reached. The selection of equipment and the optimal layout depend on an economic and operational analysis.
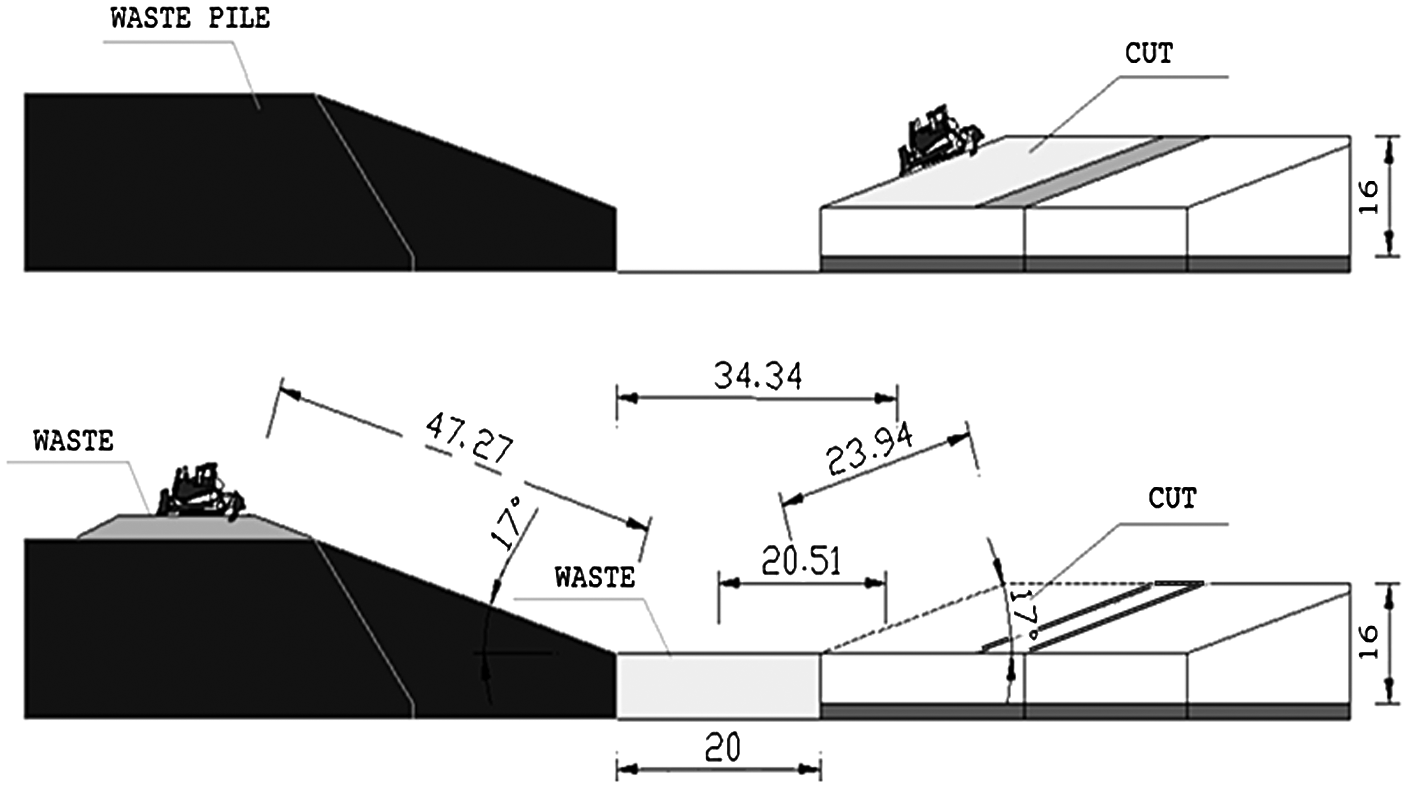
Geometry of the layout for simulation of 20-m-wide mining strips
The fleet sizing software DozSim uses some input information to generate the productivity and estimate costs. For this study, the input variables were material type, material density in the cutting, bulking factor, cutting distance, cutting thickness, cutting slope, carrying distance, blade type and visibility. It would be possible to add other variables if required. For this study, the productivity response was considered. This variable analysis is sufficient to identify the optimal geometry. Field tests provided energy efficiency data and costs. This information will be discussed later.
According to Hustrulid et al. (2013), the mine design must be compatible with the dimensions of the equipment used in the mining unit operations. The productivity simulation, by varying the strip width, considered the subsequent operational characteristics. After removal of the overburden, the bauxite was mined using haul trucks with 20 m³ capacity. This equipment requires an operational area with a minimum width of 19 m, which allows two-way traffic and loading manoeuvres. Figure 4 shows the simulation results as the strip width was varied between 19 and 31 m. The effect of overburden thickness on productivity was also evaluated for thicknesses between 12 and 16 m. From analysis of the simulation results, it was found that the maximum productivity in overburden removal was obtained for strips of 19 m width. As the strip width and overburden thickness increase, productivity decreases. Considering the overburden thickness as a constant at the value of 16 m, field tests can validate only this curve.
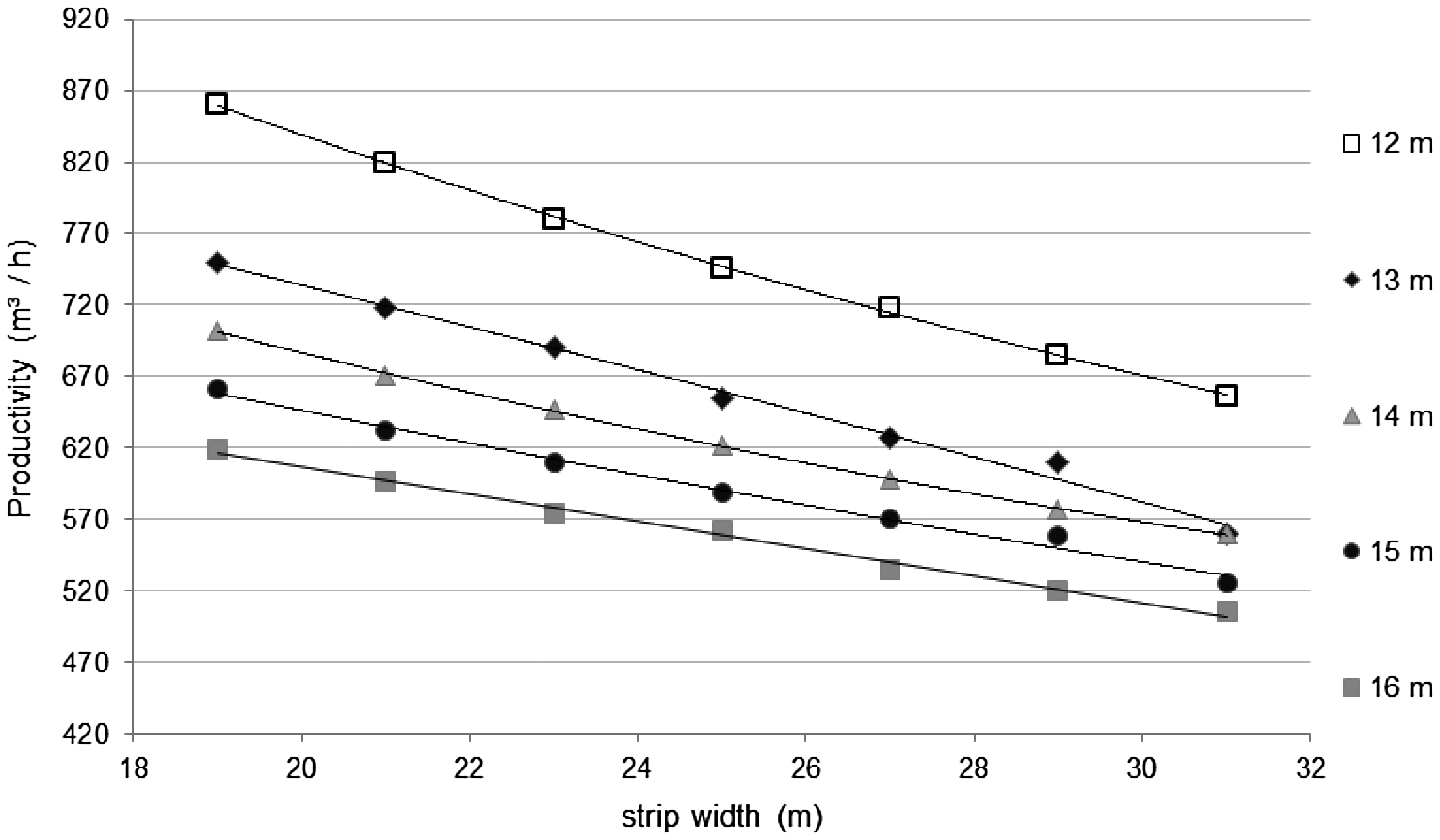
Overburden removal productivity as a function of strip width for different overburden thicknesses
The simulation tool also allowed us to assess the overburden removal performance for different cutting angles. Figure 3 shows an angle of 17°; however, other cutting angles were also simulated. Dozers have wide performance variations depending on whether they are pushing material on flat terrain, downhill or uphill. In the present study, the cut occurred only downhill. Only in flat locations or uphill is transport of material required. Figure 5 shows the results obtained using DozSim only for downhill cuts with a 16 m thickness of overburden. As this round of cutting angle assessment considered only downhill cuts, without transportation on flat ground or uphill, high productivity was observed. The results form a cloud of points describing a parabolic curve. The equation of this parabolic curve is shown in Fig. 5. Considering this equation, the maximum productivity was found for 17° cuts. Cuts with inclinations higher than 17° lead to reduced productivity and may also increase the risk of damage to some dozer components. This damage reduces equipment availability because of the resulting need for maintenance.
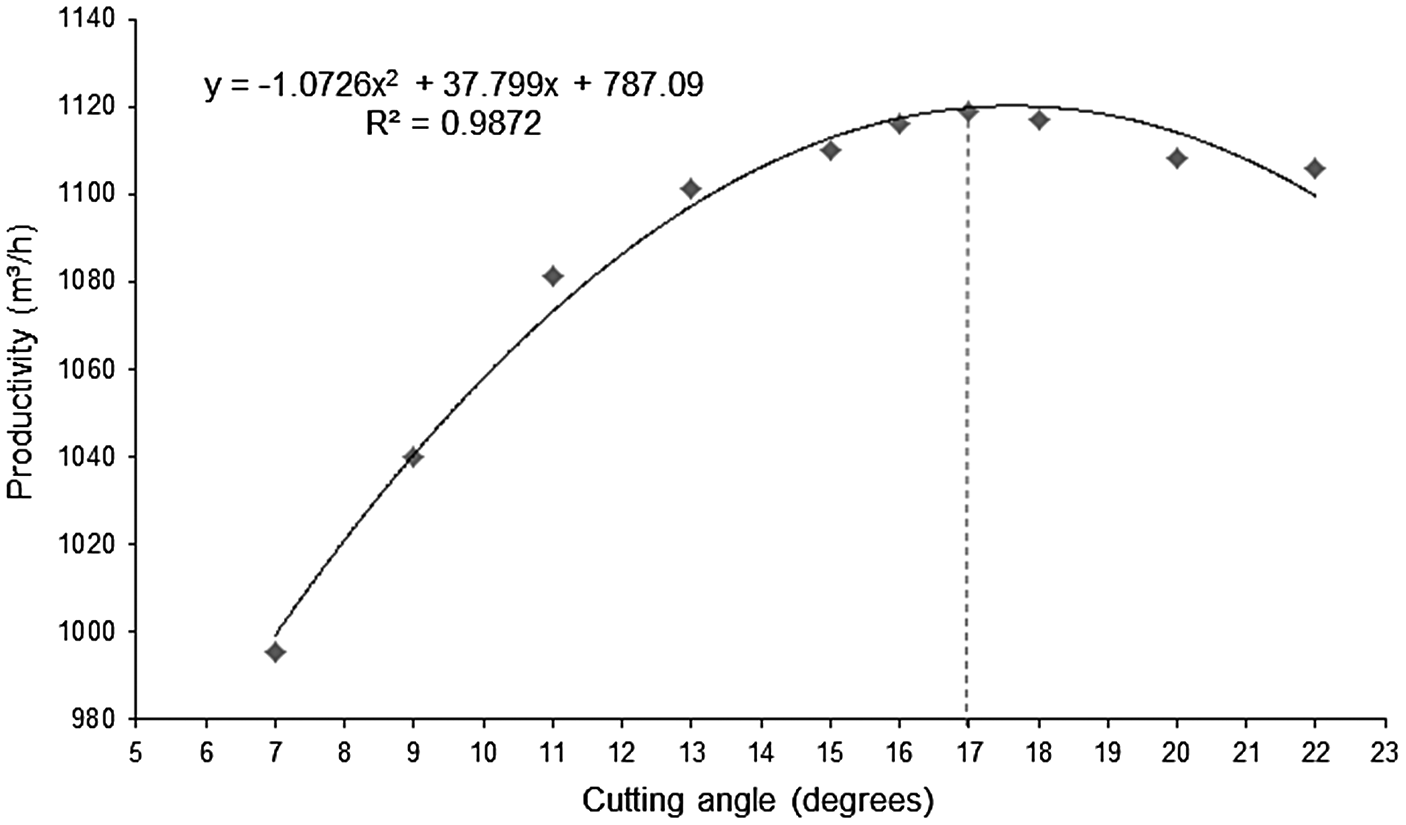
Definition of the most productive cutting angle using simulation tools
Performance tests
Analysis of the simulation results indicated that cuts with a 17° inclination in 19-m-wide strips led to the maximum productivity. To ensure safety during the tests involving loading and haulage operations, a 20-m-wide strip was adopted. The addition of the extra 1 m reduced the probability of blockages and imperfections along the road, which could lead to accidents with tyres. This adoption of a 20 m width reduced the frequency of stops to allow road maintenance and therefore avoided the consequent drop in operational performance.
The purpose of the tests was to compare dozer performance in overburden removal for different geometries. The first geometry tested had 25-m-wide strips, without any marking of the cutting inclination. The second had 20-m-wide strips and a 17° cutting angle. The first configuration represents the traditional technique based on the configurations used by other similar companies.
It is important to highlight the advantage of drawing up projects, strategic plans and detailed simulation before implementing any mining operation. According to Frändegård et al. (2013), this systematic approach reduces uncertainties and possible mistakes during implementation of operations on an industrial scale. Validation of the simulated operations was done in a bauxite mine. This uses the same equipment as that considered in the simulation. The mine's topography and geology work teams were made available to monitor the tests. This schedule aimed to guarantee the same operating conditions for all tested areas.
The test consisted in operating with 25-m-wide strips for three months in the entire mine area. During the three subsequent months, all these strips started overburden removal with 20-m-wide strips under the same conditions. The topography team performed a topographic survey of all areas before and after overburden removal, with the aim of measuring the displaced material volume. During the last three months of testing, the topography team also started to check the cut inclination of 17°. Mine operation teams were responsible for measuring the number of hours used in each area. The geology team checked the lithological contacts indicating the end of overburden removal. Table 2 shows the test results at six months.
Results of productivity tests performed in a bauxite mine using the strip mining method
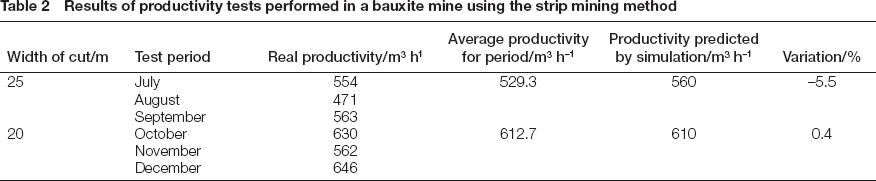
Following this procedure, it was possible to measure the hourly productivity in the 20 and 25-m-wide strips. Note that during the tests with the 25-m-wide strips, the traditional operating procedure was preserved, without marking the cutting angle. As the simulation indicated that this parameter is crucial to achieve optimum productivity, control of the cut inclination was implemented for the assessment. As the conditions are the same for both geometric configurations, it is possible to analyse the results and identify which situation is more productive.
In addition to productivity, fuel consumption control to measure the energy efficiency of each configuration was also performed. Figure 6 shows the dozers’ specific consumption for different strip widths. This result relates the volume of waste removed by the dozers and the volume of fuel consumed in these operations.
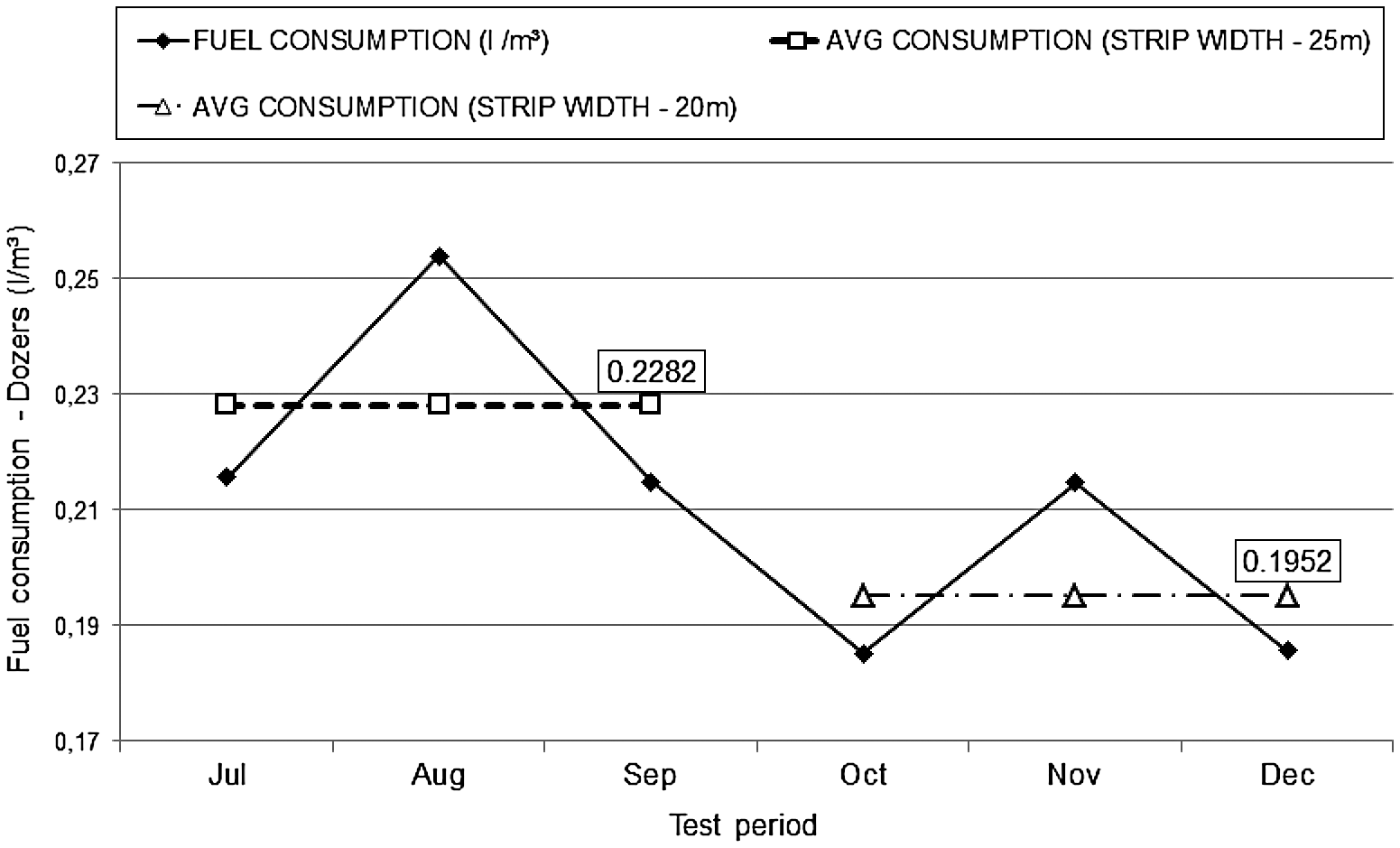
Control of specific fuel consumption by varying the strip width
Results and discussion
Innovative solutions are part of the routine of mining companies committed to energy management in their operations (Levesque et al. 2014). The results found in this study are able to fulfil this requirement regarding equipment selection and mine design. According to Norgate and Haque (2010), it is possible to improve the energy efficiency of loading and transport operations through pit optimization and mine design, reducing the need for haul trucks. IPCC is an example of an alternative that reduces the need for haul trucks (Norgate and Haque 2013). This solution uses in-pit crushers that are fed by front-end loaders or shovels. The transport up to mineral processing is performed by conveyor belts, replacing haul trucks. However, Roumpus et al. (2014) warn that application of IPCC depends on the geometry of the mineralized body and on deposit restrictions. Some deposits do not have the conditions required for the use of IPCC, and traditional equipment is therefore necessary. Such traditional equipment includes haul trucks, excavators and dozers, as analysed in this study.
Traditional haulage options over short distances using haul trucks and excavators showed lower productivity compared with dozers. Table 1 shows that dozers had a 35% greater energy efficiency than fleet B, which achieved the best energy performance among the haul truck and excavator options evaluated. However, considering the costs, fleet B had worse results than fleet A, showing that the small equipment is not economical compared with large equipment in this type of operation. Figure 2 confirms that dozers had lower costs than fleets A and B. The results also indicate that dozers achieved 77% lower costs than fleet A. Therefore, dozers are the option with the greatest energy efficiency without accompanying increases in operating costs.
Mine design is also a decisive factor for the rational use of energy resources. The simulation rounds indicated a more productive and efficient configuration. After six months of testing, there was a validation of the simulation responses. The 20-m-wide strips and 17° cut inclination yielded 16% greater productivity than the 25-m-wide strips without a fixed slope set. In addition, the productivity estimates from the simulation showed only small deviations from the values obtained in the field, with a maximum variation of –5.5%. Analysis of Fig. 6, shows the formation of a baseline in the first three months of tests, with an average specific consumption of 0.2282 L m–³. In the last three months, this baseline was displaced to a mean value of 0.1952 L m–³. These data indicate that there was a 14% reduction in specific consumption after the implementation of 20-m-wide strips. These results validate the simulation responses and show that the solution is suitable for implementation on an industrial scale. Therefore, it will be possible to maintain operations with high productivity using less fossil fuel.
An important aspect of this solution implemented for overburden removal in a bauxite mine is that there was no impact on subsequent operations. Ore loading and transport maintained safety standards, productivity and efficiency, since the necessary dimensions were guaranteed. Together with this, the use of the 20-m-wide strips does not imply increased costs for maintenance and roads.
Conclusion
After completion of the industrial-scale tests, deviations of up to 5.5% were observed between the practical results and those estimated in the simulation. For six months, the productivity and fuel consumption of the evaluated geometrical configurations were controlled. The optimal geometric configuration indicated by the simulation achieved a productivity increase of 16%. The process also had greater energy efficiency. For the displacement of 1 m3 of waste, 14% less diesel oil consumption was required.
Owing to the complexity of the production process and the presence of numerous factors influencing the results of a mining operation, this deviation is considered low. The evidence of increased energy efficiency without abandoning productivity, safety and economy standards indicates compliance with the main objective of this work.
The development of a new technique capable of reducing fossil fuel consumption in the mineral industry is the main contribution of this study to research on sustainable mining. The method described here can be applied to other mines where the ore and overburden have the same geometry and geotechnical characteristics. However, changing any of the variables could affect performance even while still using the strip mining method. In addition, if the configuration is changed to one different from that adopted in this study, the dozers may no longer turn out to be the best option.
Other types of equipment can be employed in such cases, such as wheel tractor-scrapers and draglines. Further studies may evaluate their performance under the same operating conditions. This continuity in research is based on geometrical analysis and mine design with the aim of reducing the waste volume necessary for release of the ore. With such a reduction in the volume of waste removed, the mineral industry will require smaller areas for the installation of waste piles, thereby reducing environmental impact and improving the industry's relationship with society.
Funding
This work was supported by the CAPES [3.02.00.00-8].
Notes on Contributors
Edmo da Cunha Rodovalho is a professor and researcher.Rodovalho's research interests are Mining and environment, Mine planning, Mine management, Simulation and Automation applied to mining operations. Rodovalho's article is New approach for reduction of diesel consumption by comparing different mining haulage configurations (2016).
Giorgio de Tomi is an associate professor and Head of the Department of Mining and Petroleum Engineering. Tomi's research interests are Mine planning, Mine management, Automation applied to mining operations. Tomi's articles are New approach for reduction of diesel consumption by comparing different mining haulage configurations (2016).
Footnotes
Acknowledgements
The authors would like to thank the scientific research funding institutions that supported this research: CNPq, CAPES and FAPESP. The authors would also like to thank MICROMINE for their sponsorship and technical support.