
Abstract
The use of automatic load-haul-dump (LHD) machines in underground metal mines is a promising way to overcome some of the challenges now facing mining companies. They offer several potential benefits over man-operated units, mostly in terms of safety and health of the workers, but also in terms of higher availability, increased productivity, and reduced mining cost. That said, using such systems at their full capacity is a challenging and complex task. In this context, after describing some commercially available equipment and systems, the paper examines factors affecting reliability, availability and productivity of automatic LHDs and notes several technical and operational concerns.
Introduction
Load-haul-dump (LHD) machines are used in a variety of underground mining methods and are the backbone of modern production systems in most metal mines. The work they perform is crucial to mine production and cost but can involve severe health and safety hazards for the operators, for example, when loading in unsupported areas or open stopes. Therefore, substantial R&D efforts have been directed to automating these operations. LHD automation allows operators to move away from the machines, offering many potential benefits to mining companies and mines, such as:
Elimination of the risk of injuries or even fatalities due to rock falls, collisions with stationary and moving objects, etc. Better working conditions for the operators: no exposure to noxious exhaust gases (CO, NOX, H2S, SO2, NH4, etc.), diesel particulate matters and dust, no excessive noise, no shocks and vibrations, etc. Improved productivity through higher equipment reliability and availability, better equipment utilisation (Goodbody 2012; Walker 2012). Reduced operational cost (longer service life, decreased maintenance requirements, more actual working hours, etc.) (Miningnews.net 2009; Smith et al. 2011; Goodbody 2012; Walker 2012; Paraszczak 2014; Betts 2010). Potential to overcome shortages of personnel (if one operator can control more than one machine, fewer operators need to be employed).
This paper discusses the current state of the art in LHD automation and the issues of using automated LHDs. It also reviews aspects related to the productivity, reliability, availability and maintenance of autonomous loading systems.
Autonomous loading and haulage systems
There are substantial advantages of automation over human-operated machines, as mentioned above. Consequently, LHD automation is a promising avenue to pursue. Unfortunately, its implementation is not a universal remedy, and the use of such systems at their full capacity is a challenging and complex task. Despite significant technological progress, many technical and operational problems remain; in some cases, automation projects do not meet expectations and are aborted (Paraszczak 2014).
Extensive research and development has led to the commercialisation of autonomous loading and haulage technology by three major equipment manufacturers. The available systems are:
These systems enable autonomous operation of LHDs in a single- or multi-loader configuration. The latter is a complex system in which up to three LHDs may be controlled by a single operator (Walker 2012; Sandvik Mining 2016). The automatic system used for a single loader configuration (semi-automatic LHD) differs from that used for a multi-loader configuration (fleet automation) in that less infrastructure is required, and the operator controls only one vehicle at a time. A semi-automatic LHD machine can operate in either manual or automatic mode depending on the need and situation (Gustafson et al. 2013). Despite some differences (mostly navigation techniques), the autonomous machines in all systems mentioned above have the following similarities:
The LHD is controlled by an operator seated in a distant control room (stationary or mobile, for example, in a van) on the surface or underground. The operator fills the bucket tele-remotely using joysticks. Once the bucket is full, the operator puts the LHD in autonomous mode. Tramming with a full bucket, dumping and return trips are done autonomously, and the role of the operator is limited to supervision.
None of the commercially available LHD automated systems offers automatic bucket loading; therefore, human intervention at this stage remains indispensable.
Since the beginning of the twenty-first century, the automated systems have been tried and/or applied in over 20 mines in Australia, Canada, Chile, Finland, Indonesia, South Africa and Sweden (Miningnews.net 2009; Gustafson 2011; Smith et al. 2011; Goodbody 2012; Walker 2012; Betts 2010). The oldest system (AutoMine®) was implemented in Pipa Norte section of El Teniente copper mine in Chile in 2004 and it operated successfully until 2015. As a number of technical and operational factors have a strong negative impact on the effectiveness of the process, especially in harsh and demanding working conditions, some of these trials and applications have not led to the long term use of the automation systems and have been abandoned. Clearly, achieving all assumed benefits of autonomous loading systems should not be taken for granted.
Reliability, maintenance, availability and other technical issues
Implementation and subsequent use of automatic LHDs is a complex process, as they are equipped with additional components and instruments (navigation, communication and data transmission systems, cameras, sensors, etc.) not used on manually operated machines (Figure 1).
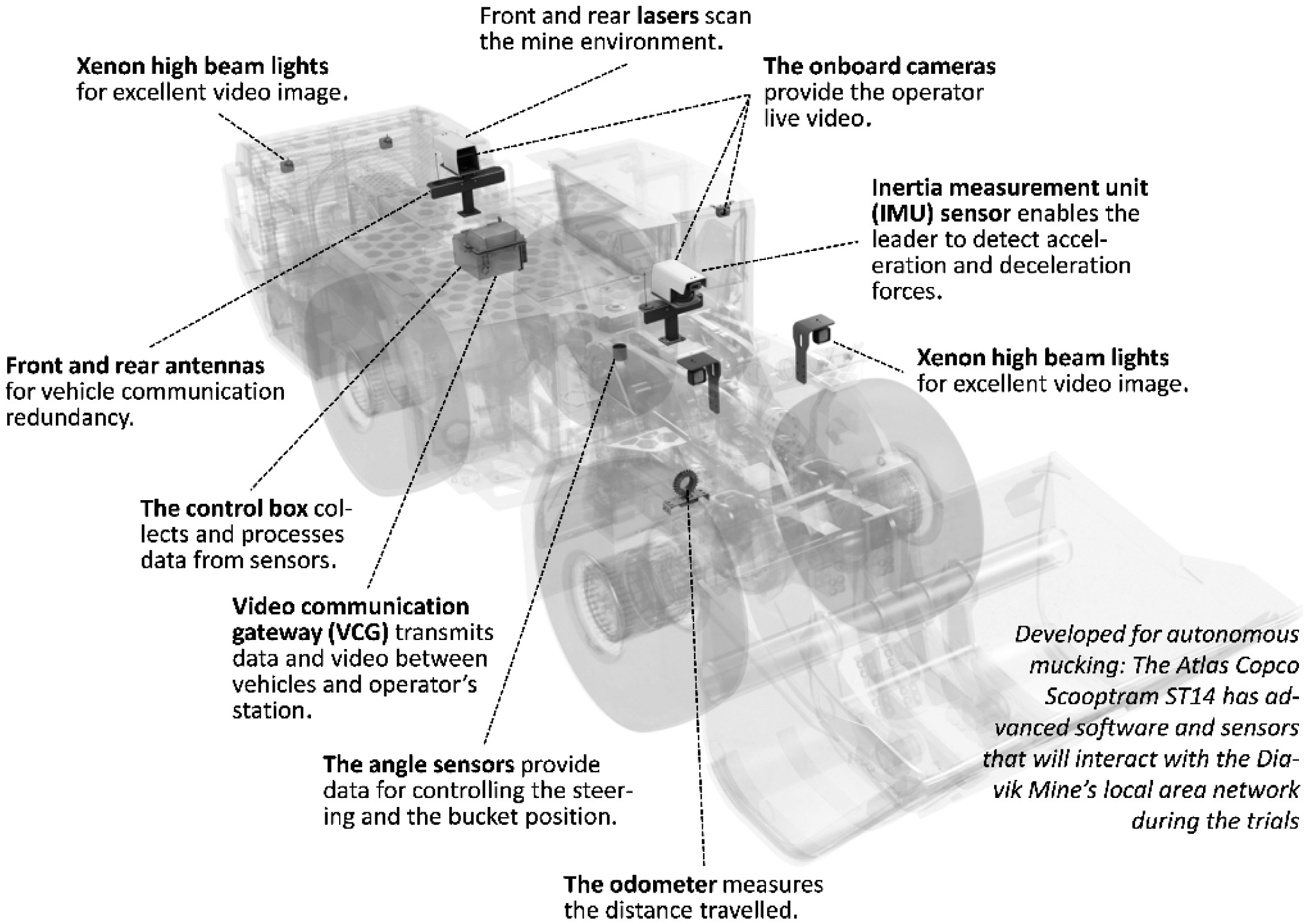
Components and instruments installed on a semi-automatic LHD.
Automatic LHDs are assumed to operate in very favourable conditions; in theory, they have optimal operational parameters (gear changes at optimum times, adequate tramming speed), no machine abuse (less engine overload, longer tire life, etc.), fewer collisions with walls or objects, etc. It is logical, then, to expect higher equipment reliability and availability and, thus, better productivity with these machines than with their conventional counterparts. But the technical and scientific literature does not uniformly corroborate this claim. For one thing, it is hard to find studies comparing the performance of automatic and man-operated loaders. Previous studies have compared one conventional and one semi-automatic LHD of the same type and age working in a Swedish mine (Gustafson et al. 2013a, 2013b, 2013c, 2014). After analysing maintenance records and information collected over the same reference period, it was found that the number of maintenance work-orders (WO) was actually higher for the semi-automatic machine. In addition, contrary to a common belief, the reliability of engines and transmissions was more problematic for the automated LHD, indicating less optimal gear shifting (Gustafson et al. 2013a). The assumed longer tire life has not been fully proven either, since it is also affected by the faster deterioration of roads due to the fact that automated LHDs always run in the same path (Gustafson et al. 2013a). A similar study done recently on two conventional and two semi-automatic conventional LHDs of the same type indicated that Mean Time Between Shutdowns (MTBS) for the latter was about 20% less (Tuleau 2015). There were also some positive results, however. The Australian mine in the study used autonomous, cable-powered LHDs; it reported a 15% reduction in maintenance cost because there was less damage to transmission, tires and trailing cables in the LHDs than in man-operated units (Betts 2010).
It is important to note that autonomous systems require supporting infrastructure (gates, light and rope security barriers, stationary cameras, antennas, sensors, etc.) not used in conventional operations. To ensure the safety of the miners, automatic LHDs must operate inside isolated, well-protected zones; no one is allowed entry while the system is running. Security usually includes two separate sets of barriers preventing people from entering the autonomous traffic zone: the outer one is composed of physical gates with light barriers; on the inner side, at a certain distance away, there is another light or rope barrier. Such systems ought to enclose the LHD under all circumstances, prevent any entry of unauthorised personnel and trip the machines if the area is accessed (accidentally or deliberately). Problems and disturbances affecting infrastructure and related to vibrations (for example, those caused by seismic events), falling rocks, humidity, or collisions with the moving LHDs, have a direct impact on the system's reliability and availability, reducing productivity (Smith et al. 2011; Paraszczak 2014; Betts 2010). For example, light barriers have been found prone to tripping due to vibrations caused by blasting (Tuleau 2015). Nevertheless, Gustafson et al. (2013a) found automation system (scanners, sensors etc.) accounted only for 3–4% of all production disturbances; in contrast, the maintenance activities on the mechanics, hydraulics, electric, etc. (common to both automated and conventional LHD's) represented over 20%. And even more importantly, 75% of all production disturbances had nothing to do with either automation systems or maintenance but were caused by other mining related problems.
Equipment availability, in these studies has varied considerably, partly because the procedures and formulas to calculate them are far from uniform. One Australian mine reported 78% mechanical availability of its automatic LHDs, well below the 86% achieved by similar conventional units (Betts 2010). However, in another study (Tuleau 2015), the semi-automatic machines fared better than the conventional ones (83.4% vs. 79% respectively). Availability of the equipment and, indeed, of the whole system are affected by the lack of an operator on board. Even minor failures may require halting the whole system to diagnose the problem and to perform safely a maintenance action inside an autonomous traffic zone (Paraszczak 2014). Before the automated traffic resumes, the isolated zones must be checked to ensure no one is left inside, and all the security barriers and devices must be inspected. These mandatory procedures are complex and time-consuming, and contribute to an increase in the system's idle time. Some improvement may be achieved by setting up remote access for diagnostic reviews (remote troubleshooting) (Walker 2012; Paraszczak 2014). In all, the expected superiority of autonomous LHDs in terms of reliability and availability is not guaranteed. More field studies would definitely lead to a better understanding of these issues.
Maintenance is also problematic. Tuleau (2015) has revealed that the number of maintenance man-labour hours (MLH) per engine hour (EH) for semi-automatic loaders is about 10% higher than for comparable conventional LHDs. A ratio between corrective and preventive maintenance is another aspect worthy of attention. A study of an underground mine (Gustafson et al. 2011) concluded that for LHDs, corrective maintenance constituted 90% of all maintenance stoppages and preventive maintenance accounted for 10%. It should be stressed that adequate emphasis on proactive maintenance actions is one of the key elements in the success of autonomous loading systems.
Equipment and system productivity
There is no doubt that the implementation of any autonomous loading system involves significant challenges and considerable capital cost. Since these systems are arguably less influenced by human errors and, in theory, operate under almost optimal working parameters, it is assumed that higher productivity and lower operation cost will result (Goodbody 2012; Walker 2012). In many underground mines, particularly those operating at great depths, a significant portion of shift time is lost in travelling to and from conventional machines at shift changes. In some cases, where there is a high ambient temperature, additional breaks may be imposed to limit the exposure of workers to intense heat. Also, following blasting, operators are not allowed to get to their machines before the blast fumes are dissipated and until air quality conforms to safety standards. In all of these situations, autonomous LHDs controlled from distant locations may operate efficiently, creating a unique opportunity to extend the effective working time of the equipment, resulting in substantial productivity gains. A few mines have reported that available working time increased by as much as 2 to 3 h per shift, or 5.5 h per day (Gustafson 2011; Godkin 2014; Betts 2010).
Unfortunately, an increase in the available working time is not always followed by a proportional increase in productivity, as the latter also depends on LHD cycle time. When they are driven on uneven road surfaces, newly developed automatic LHDs may slow down or even stop automatically, leading to longer cycle times than those achieved with manually-operated units (Tuleau 2015). In addition, the system may trip unexpectedly if the machine gets too close to the walls or to other objects perceived by the system as obstacles. It is not rare that a loose netting or a rock bolt protruding from the wall or from the bucket case will cause the system to trip (Tuleau 2015). (This problem is probably mining related and automatic system related and was not found by Gustafson et al. (2013a, 2013b, 2013c, 2014). The ensuing stoppage calls for the operator's intervention: he/she must check and evaluate the situation; if everything is fine, he/she must restart the machine and reinitiate the autonomous mode. Obviously, each tripping causes production losses. If more than one machine is controlled by the operator and he/she is busy attending other LHDs, an additional delay is generated. The work of Gustafson et al. (2013) indicates that in comparable conditions, the short-term productivity (tonnes per engine hour) of manually-operated LHDs is actually higher. Nevertheless, significant productivity gains may be achieved in a longer run, such as a week, a month or even longer. As mentioned before, although cycle times of semi-automatic LHDs are quite often longer than those of conventional ones, this negative factor may be offset by longer effective operation hours logged by autonomous units. Substantial long-run productivity increases ranging from 25% up to even 50% have been reported (Gustafson 2011; Godkin 2014). Again, these values should be cited with caution, as the baseline of comparison has not been fully explained. In one paper, for example, the potential for productivity increase by implementing 14-tonne autonomous loaders was estimated at between 50 and 108% (!), in comparison with the much smaller 10-tonne LHDs normally used in the mine (Betts 2010).
Other operational issues
Successful implementation and subsequent use of LHD automation require highly skilled personnel and adequate technical and logistics support. To achieve meaningful results, the training of maintenance crews is more critical than the training of LHD operators, since, following Walker (2012), ‘workers need a different set of skills to handle the specialised tasks related to automation and the new technical challenges’. At the Kanowna Belle mine in Western Australia, for example, the operators had two days of training and the maintenance personnel had six (Goodbody 2012).
The performance of an autonomous system may be influenced by the way it is managed. As every semi-automatic LHD can be operated manually, some mines are tempted to put an operator on board and get more tonnes through shorter cycle times, limiting the use of the ‘auto’ mode to the situations when human workers cannot be present underground. But too frequent switching from autonomous to manual mode can put the entire investment in automation in question (Smith et al. 2011). It has also been argued that it may be more difficult for an operator remotely located to control the ore flow in a SLC (sublevel caving) operation. If so, this will influence loading efficiency and ore recovery.
Some sources suggest LHD automation leads to labour savings, as a good automation operator can drive three machines at once (Walker 2012). These gains, however, are not obvious. Accordingly to Noort and McCarthy (Noort & McCarthy 2009), typically only 50–60% of employees are direct operators of the equipment, and any labour savings through automation will be largely offset by the need for specialised maintenance support.
Means to maximise autonomous system effectiveness
Some argue the most promising application of autonomous systems is in entirely new mines or new sections of mines, designed with automation in mind (Moore 2008; Cunningham 2009). More risk is involved in conventionally designed and operated mines, as their layout, mining methods and work patterns may constrain the capacity of autonomous systems (Moore 2010). However, the exact details of the limiting factors have not been clearly identified. Future research must identify present design parameters that limit the automatic system and suggest designs that will facilitate a broader use of automatic systems.
With respect to creating an adequate working environment for autonomous systems, particular emphasis should be put on the quality of haul roads, rock support and dust suppression (Smith et al. 2011; Gustafson et al. 2013c; Paraszczak 2014). Well-designed and maintained haul roads, as well as adequate rock support, achieve the following:
Fewer vibrations and jolting affecting fragile electronic parts and components, No slowing down on uneven road surfaces or for obstacles, Less dust to interfere with the LHD navigation system, Fewer cases of system tripping.
The following may help reduce downtime and idle time:
Remote troubleshooting may prevent the loss of excessive time to access the isolated zone, perform indispensable maintenance actions and restore the autonomous traffic (Noort & McCarthy 2009). Different scheduling and a larger scope of inspections and proactive maintenance programs are required for automatic LHDs than for conventional, man-operated equipment. Major maintenance interventions inside the isolated zone should be coordinated with other mine activities that would bring autonomous operation to a halt (Paraszczak 2014). Technology providers should offer adequate technical support and customised training of mine maintenance personnel and operators (Noort & McCarthy 2009). Better scheduling of other necessary activities in the loading area is required. A large number of poorly scheduled activities that regularly lead to loading interruptions have been identified (Marklund et al. 2012).
It is obvious that these recommendations and suggestions are far from complete; there are many other ways to improve effectiveness and productivity.
Concluding remarks
Automation of loading operations is a significant step forward in making underground metal mining safer, more productive and more cost effective. However, even though existing automatic systems have been tested and used in more than 20 mines throughout the world, they have not fulfilled expectations. A number of technical and operational factors have a negative impact on the effectiveness of the automatic loading process. It is necessary to understand their impact and criticality to determine the most effective means and measures to maximise operational effectiveness.
Although LHD automation offers some proven and assumed benefits, its effectiveness should not be taken for granted. Its successful implementation and subsequent use require a holistic approach and full commitment and support at all mine management levels.
More field studies on autonomous LHD reliability, maintainability, availability, utilisation and productivity, including meaningful comparisons with conventional units, are certainly called for. The effective collaboration of technology providers, original equipment manufacturers, users and researchers is the key to achieving meaningful results.
Funding
Part of the research presented in this paper has been supported by the grant from Natural Sciences and Engineering Research Council of Canada (NSERC). Another part of this research was financed by the Centre of Advanced Mining and Metallurgy (CAMM) at Luleå University of Technology (LTU).
Disclosure statement
No potential conflict of interest was reported by the authors.