
Abstract
The present experimental study evaluates laser peening for suppressing intergranular corrosion (IGC) susceptibility of sensitised 304 stainless steel. Under the given experimental conditions, an increase in the number of laser peening treatments of sensitised 304 stainless steel specimen brought about progressive reduction in its susceptibility to IGC. Triple laser peening of sensitised stainless steel specimen introduced remarkable reduction in its IGC susceptibility. The results of the study suggest that breakage of inter-granular network of chromium carbides/chromium-depleted regions through plastic deformation, imposed by multiple laser peening treatment, was responsible for causing significant suppression in IGC susceptibility of sensitised 304 stainless steel specimens.
Introduction
Intergranular corrosion (IGC) is one of the important degradation phenomena experienced by austenitic stainless steel (SS) components operating in a corrosive environment [1]. The phenomenon has a major implication in the welding of austenitic SS components. The main cause of IGC in austenitic SS is its microstructural degradation in the temperature range of 773-1073 K. It involves intergranular precipitation of Cr-rich carbides, which results in the development of chromium-depleted regions adjacent to grain boundaries. This phenomenon is known as ‘sensitization’. The chromium-depleted regions, being anodic with respect to grain interior, undergo preferential corrosion in the presence of susceptible corrosive environment and lead to IGC. The usual remedy adopted to suppress IGC susceptibility of sensitised SS is solution annealing at 1323-1373 K to dissolve chromium-rich carbides and heal associated chromium depletion, thereby restoring material's resistance against IGC [2]. However, solution annealing at elevated temperature introduces unwanted distortion in the machined component. Many a times, solution annealing of large welded components is not practical. Since IGC is essentially a surface-related phenomenon, a suitable surface modification of sensitised austenitic SS is an effective way to suppress material's high susceptibility to IGC. In this respect, there are reports on the use of laser surface melting treatment to dissolve chromium-rich carbides and heal-related chromium depletion [3]. Laser surface melting treatment, being a thermal treatment, introduces unwanted distortion, besides generating residual tensile surface stresses. In a related study, authors exploited a surface thermo-mechanical treatment (STMT), combining shot peening (SP) and laser surface heating to cause surface recrystallisation and effectively suppress IGC susceptibility of sensitised 304 SS. The beneficial effect of STMT was attributed to the fragmentation of intergranular network of chromium-rich carbides [4]. The above treatment, although effective in suppressing IGC, introduces distortion through laser surface heating. In this respect, Friske and Page have demonstrated that IGC can be prevented in austenitic SSs by severe SP before its exposure to sensitising temperature [5]. Subsequently, Tomlinson and Matthews reported significant reduction in IGC in sensitised heat-affected zone of 430 ferritic SS weldment through post weld SP [6]. Lemaire et al. have demonstrated effectiveness of SP in protecting sensitised 403 SS from IGC. Authors attributed the beneficial effect of SP in suppressing IGC susceptibility of sensitised specimen to modification of grain boundary carbide network [7]. The process of SP, being a non-thermal process, can effectively modify surface microstructure without introducing unwanted distortion, besides generating beneficial compressive surface stress [8].
In this respect, laser shock peening (LSP) has evolved as a powerful technique to introduce compressive surface stresses [9]. The process exploits laser-generated high pressure shock waves to cause surface deformation and introduce compressive surface stress. It involves irradiation of the surface of the substrate, coated with a suitable sacrificial coating, with high energy nanosecond laser pulses while maintaining a layer of flowing water on the surface of the substrate. Laser irradiation causes instantaneous generation of plasma whose rapid expansion generates a high pressure shock wave with its magnitude above material's dynamic yield stress of the material. The high pressure shock wave propagates into the materials and causes plastic deformation of the surface layer, thereby generating compressive surface stress [10]. During LSP, the presence of water layer on the surface of the substrate serves to delay plasma expansion, thereby enhancing magnitude and duration of resultant pressure pulse [10]. On the other hand, a sacrificial layer on specimen's surface participates in plasma formation and also protects underlying substrate from unwanted thermal effects [10]. To date, the bulk of research on LSP is focused on exploiting resultant compressive surface stress to enhance materials’ resistance against fatigue and stress corrosion cracking [11]. However, the present experimental investigation was taken up to evaluate LSP as a microstructural modification tool to suppress IGC susceptibility of sensitised 304 SS. The results of the study would be particularly relevant for suppressing IGC susceptibility of in-service 304 SS components, operating in a susceptible environment.
Experimental details
Chemical composition (in wt-%) of SS used in the study.

Experimental parameters of LSP.

Unpeened and laser peened SS specimens were characterised by X-ray diffraction (XRD) with CuKα radiation, optical microscopy, IGC tests as per ASTM A262 practices A, E and B, double loop electro-chemical potentio-kinetic reactivation (DL-EPR) test and scanning electron microscopy (SEM) with electron back scattered diffraction (EBSD).
ASTM A262 practice A is used for rapid screening of the material with respect to sensitisation and IGC. It involves electrolytic etching of the specimen in 10% oxalic acid solution at a current density of 1 A cm−2 for 90 s. The test is used for the acceptance of the material against IGC. A specimen with ‘ditch’ microstructure (where at least one grain is fully surrounded by grain boundary ditches) in practice A may be susceptible to IGC, which needs to be tested by another appropriate practice of A262. ASTM A262 practice E involves specimen's 15-h exposure (embedded in copper turnings) to boiling 10% CuSO4–16% H2SO4 solution. The exposed specimen is slowly bent by 180° around the mandrel. The appearance of fissures/cracks on the convex surface of U-bent specimen is indicative of intergranular attack. It should be noted that while bending laser peened specimens, the peened face formed the convex surface. The test was performed on two numbers each of ‘heat treated’, S-LSP and T-LSP specimens. Apart from that mentioned above, a T-LSP specimen was also tested by ASTM A262 Practice B test which involved its exposure to a boiling ferric sulphate (25 g)-50% H2SO4 solution for 28 h (in place of standard 120-h test). The cross-section of the exposed specimen was subsequently metallographically examined and the depth of IGC attack was measured on the specimen's unpeened and laser peened surfaces.
The DL-EPR test was conducted in a de-aerated solution of 0.5 M sulphuric acid and 0.01 M potassium thiocyanate while using platinum and Ag/AgCl electrodes as counter and reference electrodes, respectively. DL-EPR test involved sweeping the electrode potential from open circuit potential (OCP) to +300 mV in the passive region at the rate of 6 V h−1, followed by a reverse scan back to the OCP with same rate. In the reverse scan, the resultant current arises mainly from the incompletely passivated (chromium-depleted) regions [1]. Hence, the charge passed during reactivation cycle is considered as an index of chromium depletion. Degree of sensitisation (DOS), as determined from DL-EPR test, is expressed as %DOS = (I r/I a) × 100, where I a = maximum activation current in the forward scan and I r = maximum reactivation current in the reverse scan [12].
EBSD detector equipped in a field emission SEM was used for microstructural characterisation of polished cross-section of T-LSP specimen. The measurements were made at an operating voltage of 20 kV in an area of 50 µm × 30 µm using a step size of 0.035 µm. For crystallographic analysis, confidence index of 0.1 or higher was used and phases chosen were α-Fe and γ-Fe.
Results and discussion
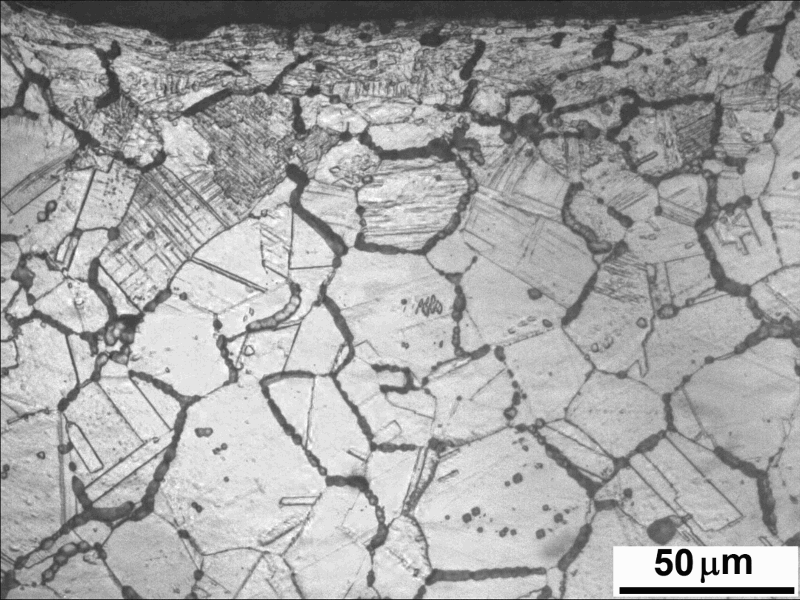
The heat-treated specimens displayed ‘ditch’ microstructure, when etched in accordance with ASTM A262 practice A, as shown in Figure 1. These specimens, when subjected to ASTM A262 practice E test, developed severe cracking on the convex surface of U-bent specimens. Cross-sectional examination of one of the IGC-tested specimens exhibited complete grain dropping on the convex surface of U-bent specimen, as shown in Figure 2.
Microstructure of heat-treated 304 stainless steel specimen. ASTM A262 practice E tested specimens (left) and their cross-sections (right) – HT: heat treated; S-LSP: heat treated + single laser peened; T-LSP: heat treated + triple laser peened.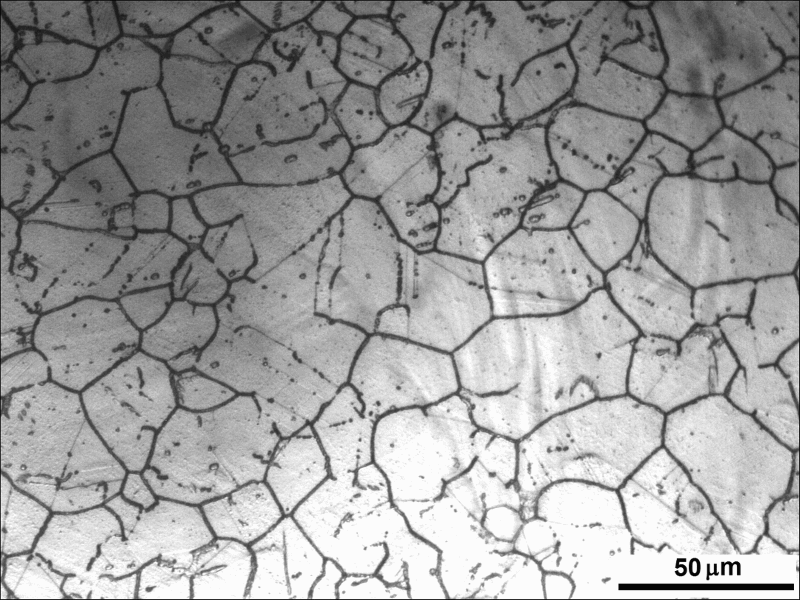
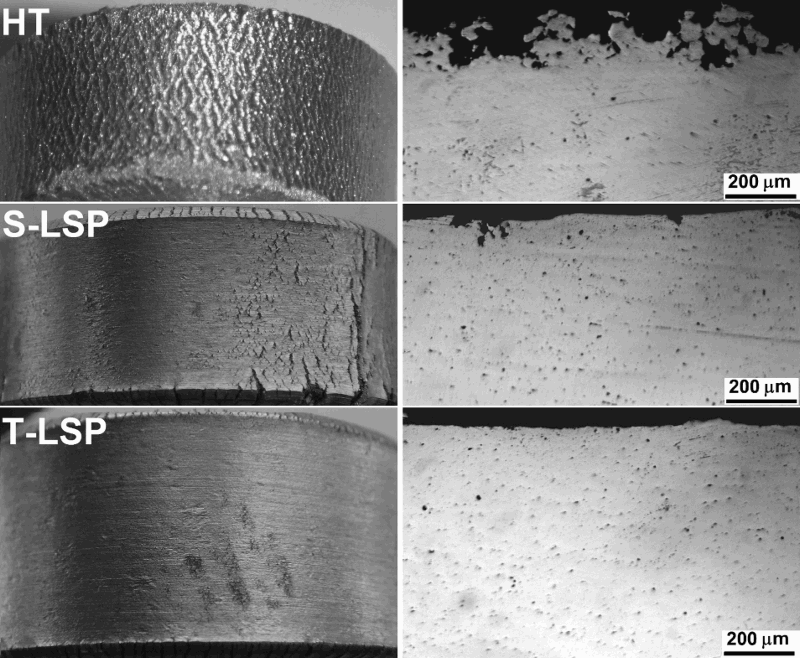
In order to determine change in IGC susceptibility of heat-treated specimens after LSP, heat treated + laser peened specimens were subjected to ASTM A262 practice E test. The tests demonstrated that although S-LSP specimen failed to qualify IGC test, there was a noticeable reduction in the number of cracks on the convex surface of U-bent specimen. In contrast, ASTM A262 practice E test on T-LSP specimen produced few isolated minor cracks on the convex surface of U-bent specimens. Figure 2 presents ASTM A262 practice E-tested S-LSP and T-LSP specimens and their cross-sections. It should be noted that tensile stresses generated on the convex surface of U-bent SS specimen (after its exposure to boiling Cu–10% CuSO4–16% H2SO4 solution of Practice E) opens up corroded grain boundaries, thereby making them easily noticeable. In the case of laser-peened specimen, the net stress on U-bent specimen is likely to be modified by the magnitude of compressive surface stress introduced through LSP. In order to eliminate superimposed effect of bending, a T-LSP specimen was exposed to Cu–10% CuSO4–16% H2SO4 solution for 15 h and specimen's cross-section was examined to determine IGC attack on unpeened and triple laser peened surfaces in unbent condition. The test demonstrated significantly suppressed IGC damage on laser peened surface with respect to that on unpeened surface, as shown in Figure 3.
Comparison of IGC damage on unpeened and triple laser-peened surfaces of a heat-treated 304 stainless steel specimen after its 15-h exposure to boiling Cu-10% CuSO4-16% H2SO4 solution.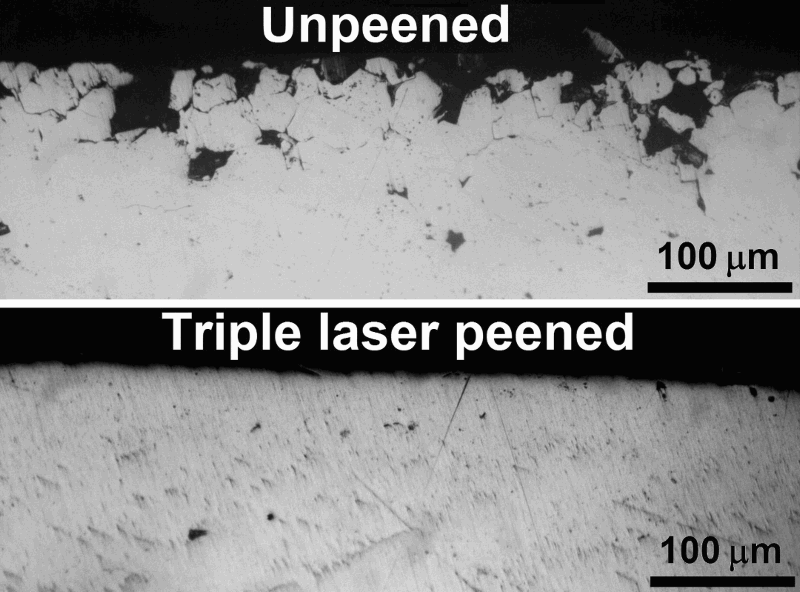
In addition to this, a T-LSP specimen was also subjected to ASTM A262 practice B test with a test duration of 28 h, in place of standard 120-h test, largely to avoid excessive corrosion of the specimen which may mask difference in the depth of IGC attack on unpeened and laser peened faces. In ASTM A262 practice B test, both unpeend and triple laser peened surfaces of heat-treated specimen exhibited intergranular attack. With respect to unpeened surface, triple laser peened surface of the heat treated 304 SS specimen displayed significantly reduced depth of IGC attack. The average depth of attack on unpeened surface of heat-treated specimen was 462 µm, whereas triple laser peened surface of the same specimen exhibited 58 µm deep (average value) layer of IGC attack. Figure 4(a,b) shows the depth of IGC damage on unpeened and triple laser peened specimens, respectively. The results of IGC tests demonstrate that IGC susceptibility of sensitised 304 SS specimen is progressively reduced with an increase in the number of LSP treatments. Triple LSP treatment of heat-treated specimen produced a remarkable suppression in its IGC susceptibility. In order to identify contributing factors, responsible for reduced IGC susceptibility of triple laser peened SS specimens, these specimens were further characterised by XRD, EBSD and DL-EPR tests.
(a) Cross-section of a heat-treated 304 stainless steel specimen after its exposure to ASTM A262 practice B test (test duration = 28 h). (b) Cross-section of a T-LSP304 stainless steel specimen after its exposure to ASTM A262 practice B test (test duration = 28 h).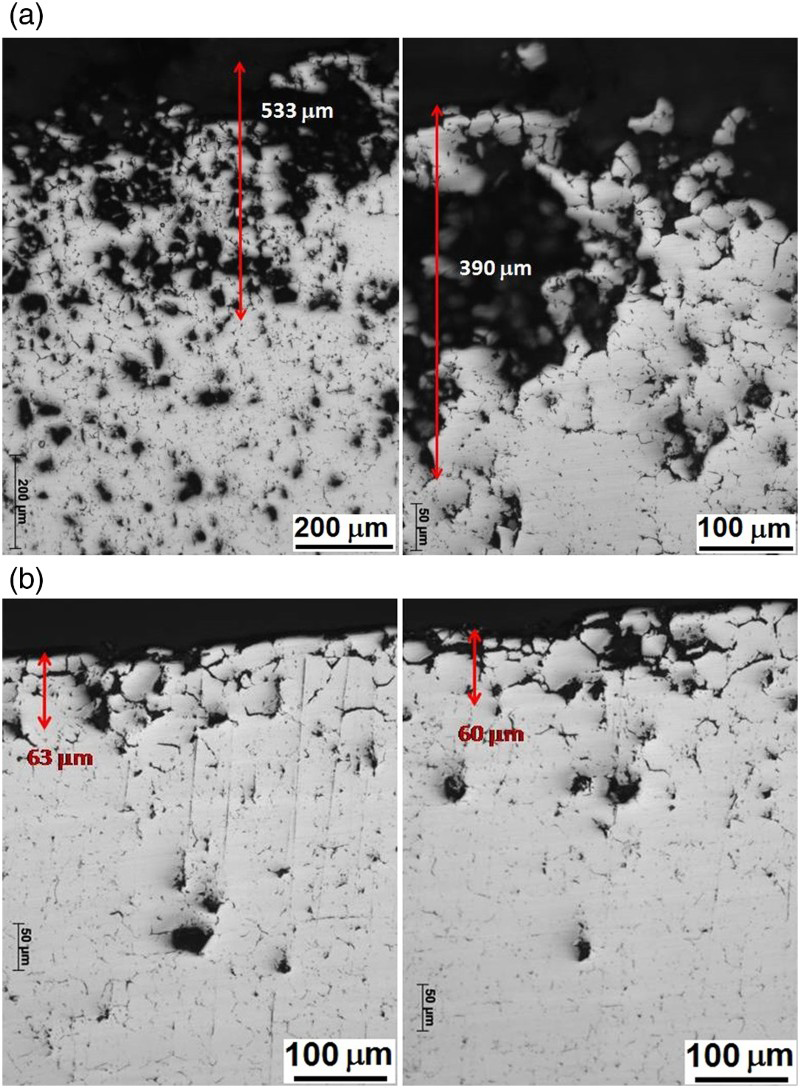
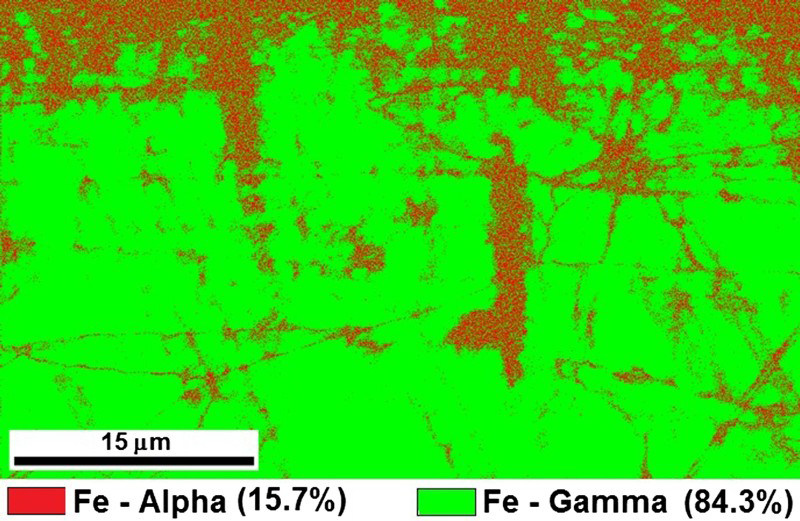
XRD was performed on the unpeened and triple laser peened surfaces of a heat-treated 304 SS specimen. With respect to unpeened surface, triple laser peened surface of heat-treated specimen displayed a broad diffraction peak at about 2θ = 44.957°, with full width half maximum of 6.834°, as shown in Figure 5. Evolution of this unusually broad diffraction peak in T-LSP specimen is suggestive of possible formation of nanograins or even amorphous structure on T-LSP surface. The analysis of heat treated + triple laser peened specimen by EBSD demonstrated significant grain fragmentation in about 10 µm thick surface layer. The laser peened surface layer exhibited nanograins of strain-induced martensite and austenite, as shown in Figure 6. In this figure, strain-induced martensite is represented as α-Fe. The results of XRD and EBSD are in line with previous report on the formation of nanograins (50-200 nm) on laser peened surface of austenitic SS specimens [13]. Under high strain rate loading imposed by LSP (≥106 s−1 [14]), the resultant deformation proceeds by twinning-mediated mechanism in place of dislocation-mediated mechanism which is operative at lower strain rate (≤103 s−1). It involved γ → twin, γ → α′ and γ → ε transformations [15]. Lu et al. explained multi-directional mechanical twin (MT)-MT intersections responsible for grain refinement during multiple LSP impacts [13].
XRD plots of 304L SS specimen in heat treated (923 K/10 min) and T-LSP conditions. EBSD-generated image of the cross-section of T-LSP 304 stainless steel specimen (phase contrast map) showing nanograins of austenite- and strain-induced martensite near the peened surface.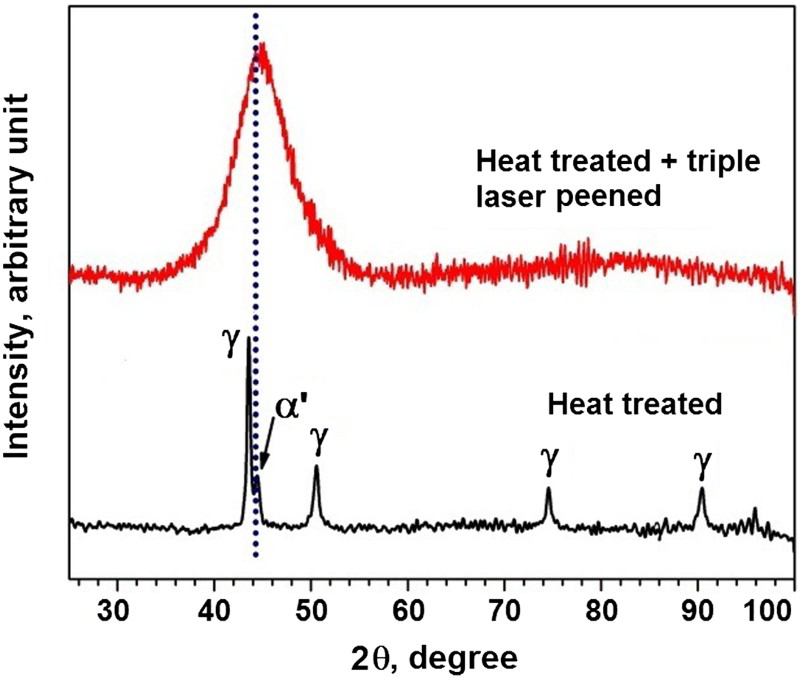
Double loop EPR tests, performed on heat treated and T-LSP specimens, demonstrated similar DOS (∼17%). However, metallographic examination of as DLEPR-tested surfaces brought out important features to support reduced IGC susceptibility of T-LSP specimen, in spite of its largely similar DOS values with respect to that of heat-treated specimen. Heat-treated specimen displayed continuous intergranular network of ditches, while T-LSP specimen exhibited disrupted intergranular ditch network throughout the tested surface, as shown in Figure 7. The deep ditches on DLEPR-tested surface indicate attacked Cr-depleted regions [16]. In order to further confirm LSP-induced disruption in intergranular chromium carbide network, DLEPR test was also performed on the cross-section of a T-LSP specimen and the resultant surface was metallographically examined for determining the possible difference in IGC attack in the bulk and near triple laser peened surface. Owing to the shallow depth of extensively cold worked surface layer (∼10 µm shown by EBSD), clear difference in the ditch network at the surface and bulk of the specimen could not be obtained at most of the places. However, few localised surface regions with deeper cold worked layer displayed clear evidence of plastic deformation and breakage of network of Cr-rich carbides/Cr-depleted regions at grain boundaries on or near the peened surface, as shown in Figure 8. The evidence provided by DLEPR test suggests that a high strain rate plastic deformation imposed by triple LSP served to disrupt the continuity of inter-granular network of Cr-rich carbide-/Cr-depleted regions, which is reflected in the form of disrupted network of grain boundary ditches. Since LSP did not introduce any thermal effect, the resultant microstructural modification did not involve any net reduction in chromium depletion at the grain boundaries, thereby producing little difference in DOS, in spite of causing considerable suppression in IGC susceptibility of sensitised specimens. The extent of fragmentation of intergranular network of chromium carbides/chromium-depleted regions increased with successive LSP treatments and, therefore, resulted in progressive reduction in IGC susceptibility. In a related past study, authors used a hybrid surface treatment involving SP followed by laser heating to obtain significant suppression in IGC susceptibility of sensitised 304 SS while producing only modest reduction in DOS, which is believed to be caused by laser surface heating [4].
Comparison of DL-EPR tested surfaces of heat treated (HT) and T-LSP (HT + T-LSP) specimens. DL-EPR tested cross-section of T-LSP 304 stainless steel specimen showing signatures of plastic deformation and breakage of network of carbide/chromium depletion at the grain boundaries on and near the peened surface.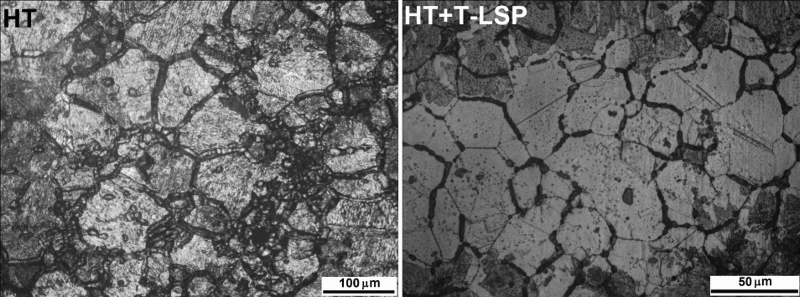
It may be noted in spite of higher cost of laser processing, lasers are promising tools for life extension of in-service industrial components. Successful life extension of components provides additional benefits in terms of reduced plant downtime, besides replacement cost of the component. Recent studies performed in authors’ laboratory have demonstrated the effectiveness of laser for rejuvenation of fatigue and corrosion-damaged steel specimens [17–19]. There are reports of LSP with fiber-delivered low energy laser beam for life extension of in-service components of nuclear reactors [20,21]. Availability of fiber-delivered nanosecond laser will make LSP a more versatile tool for in situ rejuvenation of in-service industrial components.
Conclusions
The study has demonstrated that multiple laser peening is an effective approach to suppress IGC susceptibility of a severely sensitised 304 stainless steel. IGC susceptibility of the sensitised 304 stainless steel progressively reduced with an increase in the number of exposures to laser peening treatments. The triple laser peened 304 stainless steel specimen exhibited significant reduction in its IGC susceptibility with respect to that of as sensitised condition. Improved IGC behaviour of triple laser peened sensitised SS specimen is shown to be caused by breakage of intergranular network of chromium carbide-/chromium-depleted regions under the influence of high strain rate plastic deformation imposed by multiple laser peening treatments.
Footnotes
Acknowledgement
The authors thankfully acknowledge the technical assistance of Mr D. C. Nagpure and Mr Ram Nihal Ram at various stages of this study. The authors thank Professor I. Samajdar, IIT Mumbai and Dr A. Nagaraj, BARC, Mumbai for their great help with EBSD and XRD measurements, respectively.
Disclosure statement
No potential conflict of interest was reported by the authors.