
Abstract
The magnesium–aluminium connecting parts are important application form for lightweight structural materials. But the conductive connect of magnesium and aluminium will cause serious galvanic corrosion problems. Therefore, the overall corrosion protective treatment is necessary. A ceramic coating was prepared via overall micro-arc oxidation to wrap the magnesium–aluminium connecting part integrally. The surface morphologies and compositions of the coatings were analysed by scanning electron microscopy and X-ray energy dispersive spectroscopy. The corrosion behaviour of the coatings was investigated with potentiodynamic polarisation tests in 3.5 wt-% NaCl solution. The growth process of ceramic coating on aluminium and magnesium surface was investigated, which showed the micro-arc oxidation reaction priority and the balanced growth process of ceramic coating under unbalanced micro-arc distribution. The results demonstrated that the overall micro-arc oxidation treatment improved the corrosion resistance and reduced the corrosion potential difference of each metal of magnesium–aluminium connecting part.
Introduction
Presently, magnesium and aluminium alloys are increasingly used in lightweight engineering applications because of their superior characteristics, such as low density, good cast ability, good mechanical properties and high strength/weight ratio [1,2]. The magnesium–aluminium connecting parts are important to be extensively used in lightweight structural materials [3,4]. Unfortunately, the connecting use of magnesium and aluminium or other lightweight alloys will cause serious galvanic corrosion [5] which limits the application of magnesium alloy. The overall surface protection of dissimilar metal connecting parts can curb the generation and extension of the corrosion effectively [6,7]. Therefore, it is necessary to conduct an in-depth research on the surface anti-corrosion technology for collaborative use of lightweight structural materials. It will provide theoretical guidelines for the overall corrosion protection of magnesium–aluminium dissimilar metals.
Micro-arc oxidation (MAO) is a new surface treatment technology, which is one of the most effective corrosion protection techniques for magnesium and aluminium alloys [8,9]. It can not only improve the decorative properties of the workpiece but also prepare high impedance and insulated ceramic film with low cost and low energy consumption [10–12].
Experimental
Chemical composition of AZ31B magnesium.

Chemical composition of 6061 aluminium.

Potentiodynamic electrochemical tests were carried out using a CHI 660E type electrochemical analyzer in a 3.5 wt-% NaCl solution. The electrochemical cell consisted of a three-electrode system, as shown in Figure 1(a). The tested sample was used as the working electrode. The platinum sheet was used as the counter electrode, and the saturated calomel electrode (Hg/Hg2Cl2 in saturated solution of KCl) was used as the reference electrode. Specimens for electrochemical test were sampled from the centre interface of AZ31B/6061 material of the overall MAO-treated dissimilar metal connecting parts and cut into circular plates with a diameter of 16 mm (both sides of the circular specimens were covered with ceramic layer, and the insulated ceramic layer was ground from one of the two sides). The tested specimen was mounted in a sealed and insulated fixture which made the specimen (coated side) expose a circular area of 10 mm in diameter to the NaCl solution, and the exposed circular area is 0.785 cm2 as shown in Figure 1(b). Besides, the scanning speed of the potentiodynamic electrochemical tests was 3 mV s−1. And the Tafel curves were obtained after the electrodes were placed in the NaCl solution for 60 s in order to make the electrolytes fully infiltrated by the solution and the obtained curves were used to deduce the equilibrium potential E corr and i corr. The corrosion resistance of the ceramic layer can be compared by the measured corrosion current intensity i corr.
(a) Schematic diagram of electrochemical set-up and (b) the fixture for tested sample.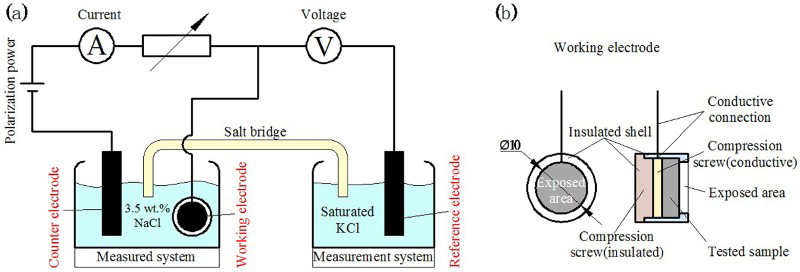
Results and discussion
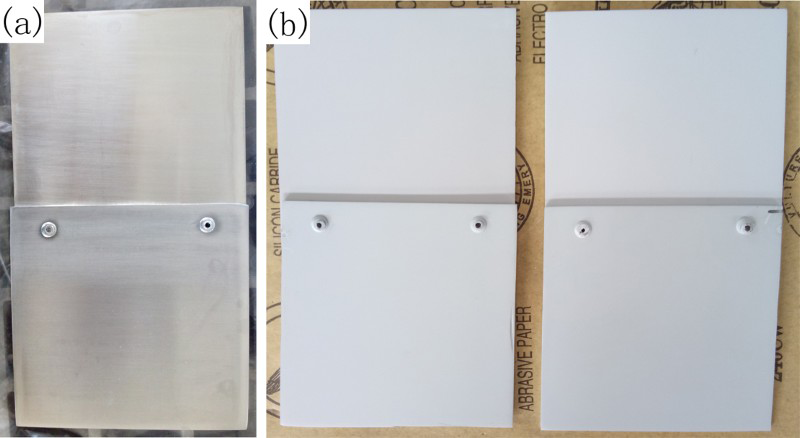
The AZ31B–6061 connecting part was integrally wrapped by a ceramic layer with 10 min overall MAO treatment as shown in Figure 3. In other words, the white ceramic layer is grown in all areas connected with the electrolyte including the AZ31B, 6061 and the aluminium rivet surface, thereby forming an integral and sealed protective layer. As a result, the insulated ceramic layer isolates the AZ31B–6061 connecting part from corrosion media and break the electronic circuit of corrosion to improve the corrosion resistance of dissimilar metal connecting parts. There is slight colour difference between ceramic layer of AZ31B and 6061 because the composition is different. The thickness of the coating on AZ31B is 15 and 8 μm on 6061. The schematic diagram of overall MAO coating is shown in Figures 2 and 3.
Schematic diagram of overall micro-arc oxidation. Polished AZ31B-6061 connecting part (a) and overall micro-arc oxidation-coated samples (b).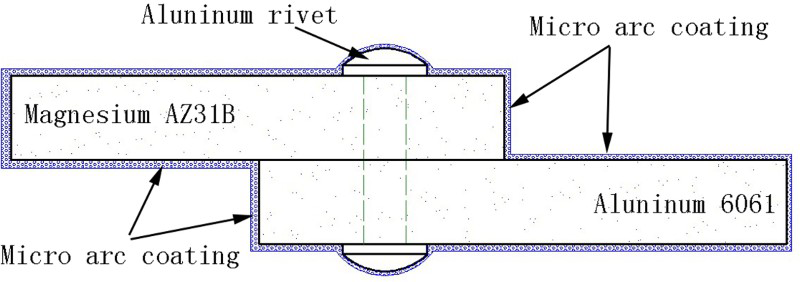
SEM morphologies and EDS analysis
Figures 4 and 5 show the SEM morphology and X-ray energy dispersive spectroscopy (EDS) analysis of the MAO coating on 6061 and AZ31B alloy with 1.5, 3 and 10 min overall MAO treatment. It can be clearly seen that the coating on AZ31B and 6061 surface is highly porous and these pores are randomly distributed in the film [15]. Therefore, the surface appearance of the coating is relatively rough. The ceramic film was formed by the molten oxide and the produced gas bubbles were thrown out of discharge channels [16].
SEM morphology and EDS analysis of the MAO coating on 6061 alloy with 1.5 min (a/d/x), 3 min (b/e/y) and 10 min (c/f/z) overall MAO treatment. SEM morphology and EDS analysis of the MAO coating on AZ31B alloy with 1.5 min (a/d/x), 3 min (b/e/y) and 10 min (c/f/z) overall MAO treatment.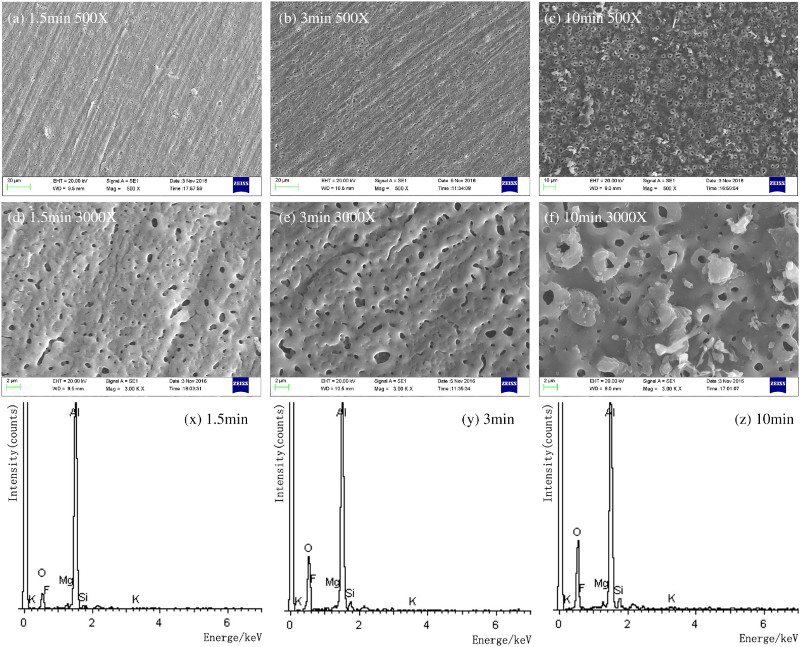
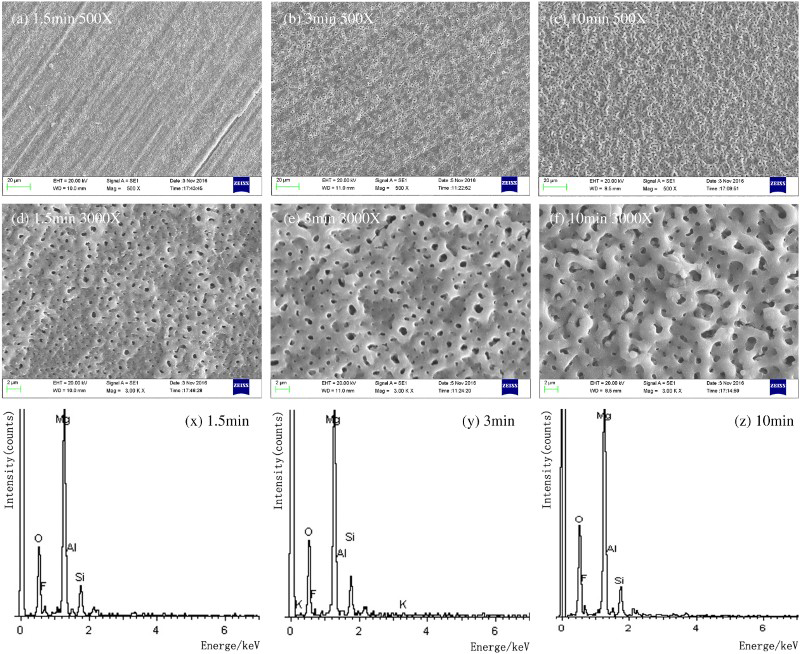
As can be seen from Figures 4(a–c) and 5(a–c), the surface of AZ31B and 6061 becomes more flat with longer MAO treatment time. All scratches on AZ31B and 6061 surface disappeared after 10 min, because the molten oxide ejected from the conductive channel was cooled rapidly and deposited on the surface. The scratches have larger surface area compared to plane, which means more original starting points were distributed in scratches and more molten oxide filled-up particles.
However, the ceramic layer deposited on the surface is not conductive [17]. Some original MAO points were covered by the insulated oxide particles, thereby the number of conductive channels (pores) on AZ31B and 6061 surface decreased as shown in Figures 4(d–f) and 5(d–f). As a result, the energy density of the micro arc increased, and the MAO reactions were intensified [18]. The pressure inside the conductive channel increased, resulting in lager pores.
The EDS analysis shows that the ceramic layer on 6061 surface consists of O, Al, Si, F, K elements, and the intensity of F, K and Mg is low. The 6061 aluminium contains 0.93% Mg as shown in Table 2 and it is apparent that the F and K element is the residue of electrolyte. Therefore, the ceramic coating on 6061 surface was made of Al2O3 and a bit of Al2O3·SiO2. Similarly, the coating on AZ31B is made of MgO and MgSiO3.
Growth mechanics of ceramic layer on AZ31B and 6061 surface
Micro-arc oxidation reaction priority existed during the overall MAO process due to the conductivity and chemical activity difference between magnesium AZ31B and aluminium 6061. The chemical activity of magnesium alloy is higher than that of aluminium alloy. As a result, the original MAO points appear first on the AZ31B surface, which was verified by experiment [19–21]. The oxygen element in the EDS analysis is derived from the oxide film and the EDS curve shows that the intensity of oxygen in 6061 surface is much lower than that in AZ31B in the first 1.5 min MAO treatment as shown in Figures 4(x) and 5(x). What is more, the growth rate of ceramic coating in Figure 6 shows that AZ31B takes precedence over 6061 for MAO in the first 1.5 min, and the micro-hardness test results confirm the MAO order as shown in Figure 7.
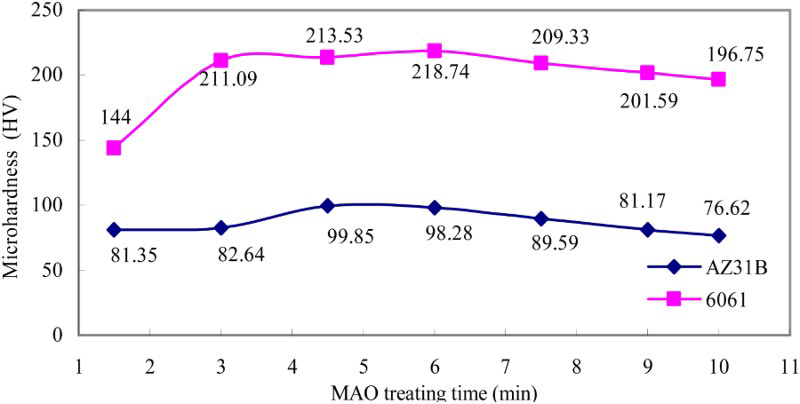
The growth rate of ceramic layer in different treating time. The micro-hardness of ceramic coating on AZ31B and 6061 surface with different treating time.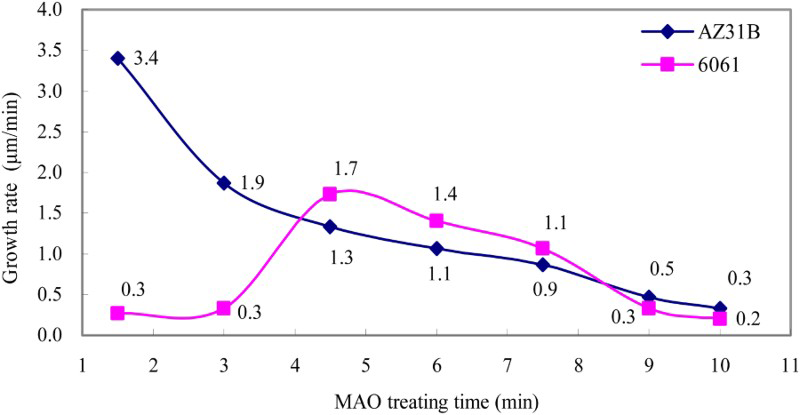
The non-conductive ceramic layer covering the surface of the AZ31B gradually changes the distribution of conductive contact area and unbalance plasma [22,23]. The current density on 6061 surface increased and MAO reaction got more active, which indicate that the MAO status on different materials surface of dissimilar metal connecting parts changes from AZ31B only to AZ31B and 6061 together. The EDS analysis in Figure 4 (x/y/z) shows that the intensity of oxygen increased over time from 1.5 to 10 min which means that the thickness of the coating increased, and it is obvious that the growth rate of ceramic layer on 6061 surface is faster than that on AZ31B surface in that stage. The growth rate of ceramic layer was calculated by measuring the thickness of the oxide film with 1.5/3/4.5/6/7.5/9/10 min MAO treatment as shown in Figure 6 which reflects the MAO reaction level and priorities of AZ31B and 6061.
The ceramic coating consists of loose layer and dense layer [24]. The micro-hardness test can reflect the growth stage of the oxide film, because the hardness of dense layer increased significantly compared to substrate metal and the loose layer will collapse when micro-hardness test is performed [25,26]. It is apparent from the curves in Figure 7 that dense layer of 6061 grew fast in 1.5-4.5 min treating time and it kept growing until the loose layer started growing in 6 min. On the contrary, the hardness of AZ31B increased gradually from 1.5 to 3 min because the growth of dense layer was intense in the first 1.5 min and the growth rate weakened from 1.5 to 6 min. Besides, the loose layer of AZ31B started growing in 6 min as 6061 did and MAO reaction became much more balanced from 6 to 10 min. The hardness test results are consistent with the growth rate of ceramic layer.
So the growth process of ceramic layer on different metal surfaces of AZ31B–6061 connecting part can be summarised as three stages: (1) AZ31B preferential MAO reaction stage, (2) AZ31B MAO reaction weakened and 6061 MAO reaction enhanced stage and (3) balanced MAO stage.
Corrosion resistance of ceramic coating in different stages
Potentiodynamic polarisation tests were carried out, and the polarisation curves of the AZ31B magnesium alloy and 6061 aluminium alloy (untreated, with 3 min and 10 min MAO treating time) are shown in Figure 8. The values of corrosion current density i corr and corrosion potential E corr of AZ31B and 6061 in different stages were directly extracted from potentiodynamic polarisation curves via Tafel region extrapolation.
Polarisation curves of (a) 6061 aluminium alloy and (b) AZ31B magnesium alloy.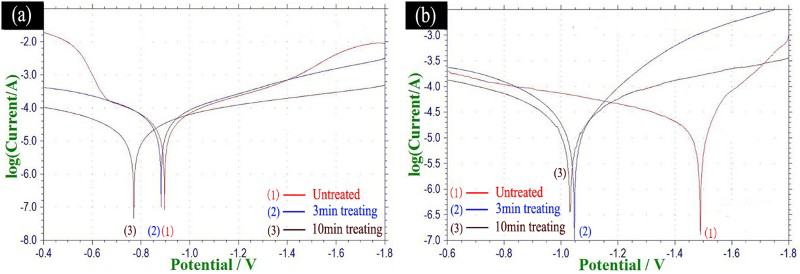
It is clear from Figure 8(a) that the corrosion potential (E corr) of 6061 improved little in the first 3 min from −0.8997 V (uncoated 6061) to −0.8851 V (3 min MAO treating). But the E corr increased about 15% in the 3-10 min overall MAO treating and the E corr increased to −0.7713 V (10 min MAO treating). The self-etching current (i corr) of 6061 decreased from 3.612 e−5 A cm−2 (uncoated 6061) to 1.443 e−5 A cm−2 (10 min MAO treating).
In comparison, the E corr of AZ31B improved substantially in the first 3 min. The increase rate is about 25% from −1.4283 V (uncoated AZ31B) to −1.0545 V (3 min MAO treating). But the E corr of AZ31B almost remained the same in the 3-10 min overall MAO treating which reached −1.0329 V (10 min treating), and the i corr of AZ31B decreased from 2.338 e−5 A cm−2 (uncoated AZ31B) to 1.905 e−5 A cm−2 (10 min MAO treating) as shown in Figure 8(b).The 6061 and AZ31B with MAO treating all exhibit i corr(uncoated) > i corr(3 min treating) > i corr(10 min treating) and E corr(uncoated) < E corr(3 min treating) < E corr(10 min treating) which means overall MAO treating can improve the corrosion resistance of each material in magnesium–aluminium dissimilar metal connecting parts. What is more, the corrosion potential increase rate of AZ31B is much higher than that of 6061 in the first 3 min treating, the corrosion potential difference between 6061 and AZ31B was reduced from 0.5286 V (uncoated) to 0.1694 V (3 min MAO treating) and 0.2616 V (10 min MAO treating) which means lower galvanic corrosion and better overall protective performance.
On the other hand, the corrosion resistance contrast of AZ31B and 6061 in different stages confirms that the MAO reaction sequence existed during the overall MAO treating process. The unbalanced overall MAO improved the corrosion resistance of AZ31B preferentially since the oxide film grew on the surface of AZ31B preferentially as shown in Figures 4 and 5. The oxide coating changed the surface conductivity of AZ31B as a result of which the MAO reaction on 6061 surface enhanced and the corrosion resistance of 6061 improved as shown in Figure 8. Moreover, the overall MAO treatment can reduce the corrosion potential difference between AZ31B and 6061 of magnesium–aluminium connecting parts, which means the integral corrosion resistance of the dissimilar metal connecting parts was improved.
Conclusions
The AZ31B magnesium and 6061 aluminium dissimilar metal connecting part was successfully overall MAO-treated, and integrally wrapped by a ceramic layer. SEM micrographs showed that the scratches on AZ31B and 6061 surface disappeared with 10 min overall MAO treatment. The EDS analysis showed that composition of ceramic layer on AZ31B and 6061 surface was different. The coating on AZ31B surface is mainly made of magnesium oxide. And the coating on 6061 surface is mainly made of aluminium oxide. MAO reaction priority existed during the overall MAO process of aluminium–magnesium connecting parts. The magnesium alloy exhibits MAO reaction preferentially and then the MAO reaction of AZ31B weakens gradually along with the reaction of 6061 enhanced. Finally, the whole MAO reaction of AZ31B and 6061 tends to balance. Corrosion tests showed that the overall MAO treating improved the corrosion resistance and reduced the corrosion potential difference of AZ31B and 6061.