
Abstract
The nucleation, propagation, and rehabilitation of pitting corrosion of Al–Mg–Si Aluminium alloy (AA6063) are studied in 3%NaCl solution by using electrochemical noise measurement. It shows that the composite film composed of sequent precipitation of ceria and 1-tetradecylphosphonic acid (DPA) presents the best pitting corrosion resistance compared with the independent ceria conversion film or self-assembling DPA film. XPS and microscopic Raman spectra confirmed that Ceria film is an excellent interlayer for the self-assembling of alkyl phosphate on the intermetallic particles in Al alloy. The anti-corrosion performance of Cerium oxides and DPA composite film is totally dependent on the deposition sequence. Prior deposition of ceria and then DPA film can increase the hydrophilicity of Al matrix and AlFeSi intermetallic particles, further promoting the self-assembling of upper DPA molecules, thus dramatically improving the overall and pitting corrosion resistance of AA6063. This could be attributed to the synergistic effects between the upper DPA film and underlying Ce conversion film. On the contrary, Prior assembly of DPA and then deposition of ceria, may significantly degrade their inhibition efficiency.
Keywords
Highlight
Ceria conversion film can inhibit pitting corrosion other than the overall corrosion of Al alloy. DPA film can increase overall corrosion resistance other than the pitting corrosion resistance. Corrosion barrier of Ceria and DPA composite film depends on their deposition sequence. Ceria-DPA composite film improves general and pitting corrosion resistance of Al alloy thanks to their synergy.
Introduction
Al–Mg–Si alloys have been widely used for building and transport applications for their good strength, formability, weldability, and machinability, as well as high corrosion resistance. However, during the alloying and heat treatment processes, the precipitation of intermetallic particles characteristic of different electrochemical properties with respect to the aluminium matrix, may result in the matrix more susceptible to various types of corrosion including pitting, intergranular and exfoliation corrosion due to the creation of localised galvanic cells when the surface comes into contact with electrolytes [1 6]. The complex chemistry of intermetallic particles can render them either anodic (i.e. MgZn2, Mg2Si) or cathodic (i.e. Al3Fe, Al7Cu2Fe) against the Al matrix. The relative potential of the intermetallic determines whether they will be polarised in the Al matrix to undertake the role of net anodes or cathodes.
Chromate conversion coatings (CCC) provide the most efficient corrosion protection for aluminium alloys [7 9], however, chromates are carcinogenic, and their use is being progressively banned throughout industries. As a result, researchers have concentrated much attention on the development of alternative surface modification for aluminium alloys [10 21]. Currently, rare earth conversion coatings have shown promising performance [10 16], especially Cerium cations, were found to be cathodic inhibitors on aluminium alloy surface and decreased the overall corrosion rate by stifling the cathodic oxygen reduction reaction occurring at precipitated intermetallic particles, which may be a promising candidate to replace the CCC systems. Huang [22] et al. synthesised aluminium phosphate ceramic coating with entrapped ceria nanoparticles, and confirmed that it can effectively improve the corrosion resistance and durability of the coating. Wang [23] et al. studied the effect of ceria coating on the oxidation behaviour of Ni-based alloy and found that the coating can improve the oxidation resistance and the adherence between the oxide layer and the substrate alloy. However, the selective deposition of Ce cations may inhibit the pitting corrosion effectively but fail to improve the overall corrosion resistance [24]. Moreover, a number of mechanisms for the alternative methods proposed in the literature are unclear.
Meanwhile, self-assembly monolayers (SAMs) come to spotlight due to its excellent anti-corrosion ability, good environmentally friendly and film stability [17 21]. Messerschmidt et al. [25] found that octadecylphosphonic acid can form dense SAMs on the surface of aluminium alloy, which have a good inhibition effect on overall corrosion. Allara et al. studied the adsorption of long-chain n–alkanoic acid (R-COOH) on an aluminium substrate, indicating the formation of an oriented monolayer [26]. Wang et al. [27] found that silane SAMs including C18SiCl3、C18Si(OMe)3、C8Si(OMe)3、C8SiMe2Cl are able to improve the corrosion resistance of aluminium alloy. However, SAMs have some deficiencies, such as failure to form good adlayer on the second-phase particles such as Al3Fe. Kim et al. [28] found that the silicon hydroxyl of RnSi(OR)4-n and RnSiCl4-n can form Al–O-Si bond by condensation reaction, indicating that silane is preferentially assembled on aluminium matrix. Maege et al. reported the SAMs of alkyl-phosphonic(R-PO3H2) and phosphoric acid mono-alkyl ester(R-OPO3H2) on an aluminium substrate for corrosion inhibition [29].
In this paper, electrochemical noise was used to monitor the nucleation, growth, and death process of pitting corrosion on AA6063 aluminium alloy [30]. The inhibition mechanism on the pitting growth of Ce conversion film, DPA film, cerium-DPA and DPA-cerium composite films are investigated via scanning electronic microscopy (SEM), X-ray photoelectron spectroscopy (XPS), DXR laser microscopic Raman spectrometer, electrochemical impedance spectroscopy (EIS), polarisation curves and electrochemical noise, aiming to clarify the synergistic and deposition order effects of Ce oxides and DPA film on the overall and pitting corrosion of aluminium alloy.
Experimental
Solutions and materials
CeCl3.7H2O (Alfa) and 1-tetradecylphosphonic acid (DPA, 98% purity, Alfa) were used for preparation of deposition film. 0.7 mg DPA was dissolved in 500 mL ethanol aqueous solution to form 5 mmol L−1 solution. CeCl3.7H2O was dissolved in aqueous solution to form 8 mmol L−1 solutions. The corrosion solution was 3% (mass) NaCl. All test solutions were prepared from analytical grade reagents and deionised water.
Two rod specimens (Φ8 mm × 8 mm) were machined from a rodlike AA6063 aluminium alloy with chemical compositions (wt-%): Si 0.38%, Mg 1.13%, Fe 0.67%, Mn 0.04%, and Al balance. The two specimens were embedded in Teflon cuneate rings leaving an area of 0.5 cm2 exposed to solution and used as working electrodes (WEs). Aluminium specimens used for electrochemical tests were treated in the following procedure: The surfaces of WEs were first ground with 800, 1000, 1200 grit emery paper in turns, then polished by W20-W10 metallographic sandpaper in turns until the surface was bright, cleaned in distilled water and degreased in ethanol in sequence. To prevent crevice corrosion, the edge between the specimens and the cuneate ring was coated with masking lacquer and dried in a desiccator. In addition, several specimens (ϕ15 mm × 1 mm) used for scanning electron microscopy, X-ray photoelectron spectroscopy, contact Angle Meter and DXR laser microscopic Raman spectrometer were polished with Al2O3 powder down to 0.3 μm according to the above-mentioned procedure and then cleaned in acetone and dried in a desiccator. For comparison, as blank specimens, AA6063 substrates were ultrasonically cleaned in deionised water for 5 min to remove physical contaminations after polishing, then cleaned with alcohol and dried with cold air flow.
Surface modification of aluminium alloy
Preparation process of CeO x (x = 1.5∼2 depending on the valence of Ce element) conversion film was as follows. First, pretreated AA6063 substrates were soaked in 8 mmol L−1 CeCl3 aqueous solution for 6 h at 50°C. During the immersion, Ce3+ ions would react with dissolved oxygen to form a precipitate film of oxide and hydroxide including CeO2 and Ce (OH)3. Then the specimen subjected to repeatedly rinse with DI water to remove surface residues.
Preparation process of DPA conversion film was as follows: pretreated AA6063 substrates were soaked in 5 mmol L−1 DPA ethanol solution for 4 h at 50°C, then subjected to repeatedly rinse with ethanol to remove surface residues.
Cerium oxides /DPA composite (CeO x -DPA, x = 1.5∼2) composite film was prepared as follows: AA6063 specimens precoated by cerium conversion film were soaked in 5 mmol L−1 DPA ethanol solution for 4 h, and then cleaned with ethanol repeatedly. DPA/Cerium oxide composite (DPA-CeO x ) film: AA6063 specimen precoated by DPA film were soaked in 8 mmol L−1 CeCl3 aqueous solution for 6 h, and then cleaned with ethanol repeatedly. All specimens would be finally dried in vacuum dryer at 90°C for 1 h.
Electrochemical measurements
EIS measurements were performed at open-circuit potentials (OCP) with the Sine amplitude of 5 mV in the frequency range of 100 kHz to 0.01 Hz via CS350 potentiostat (CorrTest, China). Tafel polarisation curves were measured at a scanning rate of 0.5 mV s−1 from −300 to +800 mV versus OCP. For good reliability, the experiments were repeated three times until satisfied repeatability achieved. All electrochemical measurements were conducted in a conventional three-electrode cell in 3% NaCl solution at room temperature, with the Al alloy specimens as working electrode (WE), a saturated calomel electrode (SCE) and Pt mesh as reference electrode (RE) and CE, respectively.
Electrochemical noise (ECN) was measured by CST500 noise metre (CorrTest, China), in which an auto-zero resistance ammeter (ZRA) was employed to measure the coupling current between two nominally identical WEs, meanwhile, a voltage follower was employed to measure the potential of the coupled WEs against a RE. The current and potential noises were recorded simultaneously at a sampling rate of 10 Hz. Two low-pass filters with cut-off frequency of 20 Hz were employed to remove aliasing noises [31]. In addition, all electrochemical tests were conducted in a faraday cage to refrain the electromagnetic interference (EMI).
Surface characterisation
XPS measurements were performed with a Multilab 2000XPS system with a monochromatic Mg Kα source and a charge neutraliser. The binding energy scale was referenced to the C 1s line of aliphatic carbon contamination set at 284.6 eV. The experiments were repeated twice for repeatability.
Water contact angle (WCA) measurements after surface treatment were estimated via a contact angle metre (shanghai, JC2000C1) based on a sessile drop method with a water drop volume of 2 μL. The WCA measurements were conducted in air at 298 K for 5 times at different locations and then an average was recorded.
Raman spectroscopy was recorded using a DXR laser microscopic Raman spectrometer (Thermo scientific, USA) in the region of 4000 ∼ 400 cm−1. The spectra were excited by 532 nm laser light from a 35-mW air-cooled He–Ne laser. The laser beam was focused on the Al alloy specimens by a ×80 lens to give a spot diameter of ca. 0.5 mm.
Results and discussion
EIS measurements
Figure 1 shows the Nyquist plots of bare (blank specimen) and coated AA6063 Al alloy electrodes in 3% NaCl solution at room temperature, in which the bare electrode shows a single semicircle at high-frequency region, and a slight inductive reactance arc at low-frequency region, which is possibly related to the adsorption–desorption of Cl− ions on the Al alloy surface [32]. The impedance modulus at 0.01 Hz (named as ZL) is often used to evaluate the corrosion resistance. From Figure 1, the ZL of AA6063 electrodes with CeO
x
, DPA and DPA-CeO
x
conversion films is about 2 orders of magnitude higher than that of the bare Al electrode. Interestingly, the ZL of CeO
x
-DPA film is about 3 orders of magnitude higher than that of blank specimen, indicating the deposition sequence of CeO
x
and DPA has a great influence on the corrosion barrier of composite film.
Nyquist plots at E corr for the bare and modified AA6063 electrodes in 3% NaCl solution. The inset is an equivalent circuit, where R s is the solution resistance; R ct the charge-transfer resistance; CPE dl the constant phase elements representing the electric double-layer, respectively.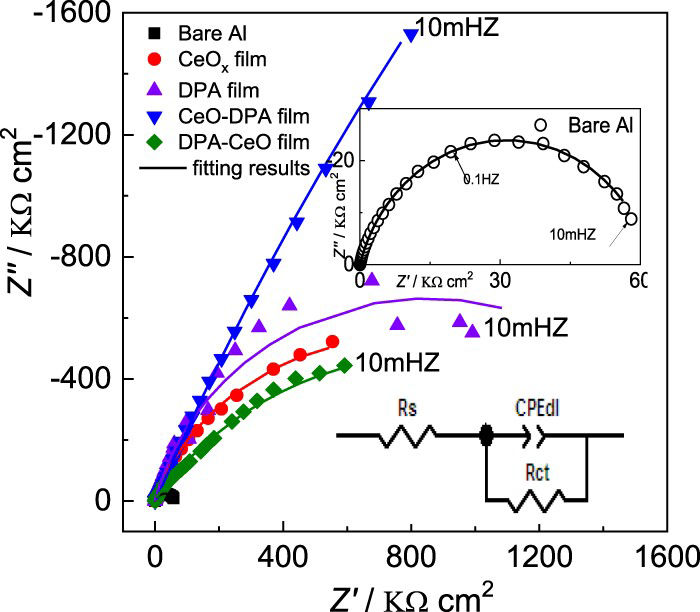
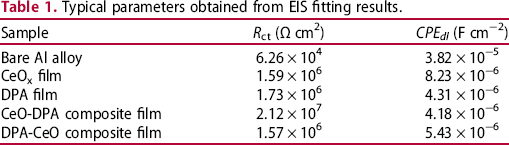
Typical parameters obtained from EIS fitting results.
Polarisation curves
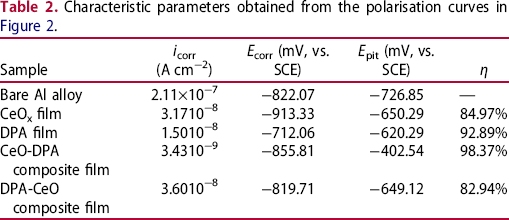
Figure 2 shows the polarisation curves of the bare and coated AA6063 electrodes in 3% NaCl solution. Table 2 lists several key parameters according to the Tafel fitting method, in which E corr is the free corrosion potential, i corr the corrosion current density, Epit the pitting potential of Al alloy based on the abrupt current jump in the anodic regions, and η the inhibition efficiency of conversion film on Al alloy corrosion according to the refrainment ratio of the icorr [33].
Polarisation curves of bare AA60603 (blank specimen) electrodes and electrodes modified by different films in 3% NaCl solution. Characteristic parameters obtained from the polarisation curves in Figure 2.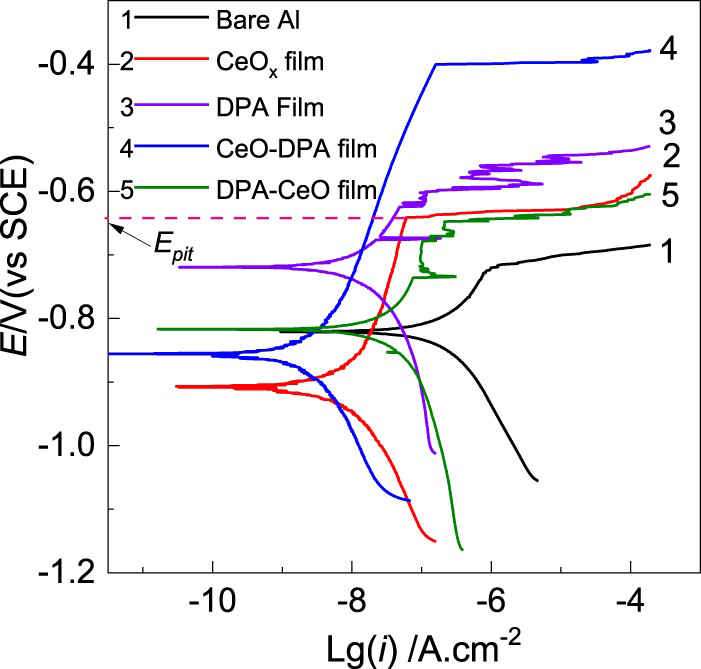
From Figure 2, the anodic curve of bare Al electrode exhibits the highest icorr and lowest Epit. In addition, there are intensive current spikes in the anodic curves of AA6063 electrodes modified by DPA film and DPA-CeO x composite film, which could result from the occurrence of metastable pits of AA6063, implying that DPA film and DPA-CeO x composite film fail to inhibit pitting corrosion effectively. However, the anodic curve of the CeO x -DPA film is rather smooth, and presents the highest pitting potential, indicating that it can refrain completely the pitting corrosion of AA6063 in salt solution.
From Figure 2, for the AA6063 electrode with newly formed CeO x film, its E corr shifts 100 mV toward the negative direction and i corr decreases about 1 order of magnitude compared to that of bare Al electrode and its η values are 84.97%, which suggests that the CeO x conversion film is cathodic relative to the Al matrix and reduce the overall corrosion rate by stifling the cathodic oxygen reduction occurring on the exposed intermetallic particles (AlFeSi) in AA6063. However, the Ecorr value of the DPA coated electrode shifts 100 mV positively with a significant decrease in its i corr, suggesting that the DPA film could refrain the anodic dissolution of Al matrix. From curve 3 in Figure 2, although the DPA film can increase the overall corrosion resistance of AA6063, it fails to retard the pitting corrosion effectively because of appearance of many current spikes. From Table 2, the i corr of the DPA-CeO x composite film (3.60×10−8 A cm−2) is even higher than those of the independent CeO x film (3.17×10−8 A cm−2) or DPA film (1.50×10− 8 A cm−2). Interestingly, just through changing the deposit sequence, the i corr of CeO x -DPA composite film is reduced about 1 order of magnitude compared to that of the DPA-CeO x composite film, which is far less than that of chromate-based coating claimed by previous literature [34]. The former composite film presents an inhibition efficiency η as high as 98. 37% relative to the bare Al electrode. These results indicate that the CeO x -DPA composite film is the best in overall corrosion resistance among all conversion films, moreover, the CeO x -DPA coated specimen even strengthen dramatically the pitting resistance of AA6063 compared to all other specimens according to its highest pitting potential (−402.54 mV vs. SCE).
ECN measurements
The potential and current noises of AA6063 electrodes were simultaneously recorded for different immersion times in 3% NaCl solution, as shown in Figure 4. Figure 4(a) shows many potential and current spikes in the ECN of bare AA6063 in the initial immersion stage, which are related to the nucleation and repassivation of metastable pitting on AA6063 alloy. As for the linear drift in the potential and current (from 75 to 94 nA cm2) noise curves, which are possibly ascribed to unstable electrode surface in the beginning of immersion [35]. After 168 h, the linear drift almost disappears due to a stable surface reached (Figure 3(b)). Figure 3(c,d) shows that the AA6063 electrode modified by CeO
x
film only presents linear drift without apparent spikes in the beginning. However, after 168 h, many potential and current transients can be observed, which may be due to that the CeO
x
film has lost its protection on the Al matrix during the long-term immersion in NaCl solution. As for the DPA-coated AA6063 electrode, there are only few spikes with low current baseline (5.4 nA cm−2) in the beginning (see Figure 3(e)), after 168 h, the increasing frequency of spike occurrence (Figure 3(f)) implies the independent DPA film fails to inhibit the pitting corrosion of AA6063. Nevertheless, the current baseline decreases for the Al electrode modified by sole DPA or CeO
x
films compared with the blank Al electrode, suggesting that both DPA and CeO
x
can effectively refrain the general corrosion of AA6063 specimen, which is consistent to the EIS and polarisation curves.
Potential and current noises of Al alloy electrodes in 3% NaCl solution, (a) bare AA6063 in 1 h and (b) 168 h, modified by CeOx film in (c) 1 h and (d) 168 h, by DPA film in (e) 1h and (f) 168 h, by CeO-DPA composite film in (g) 1 h and (h) 56 h.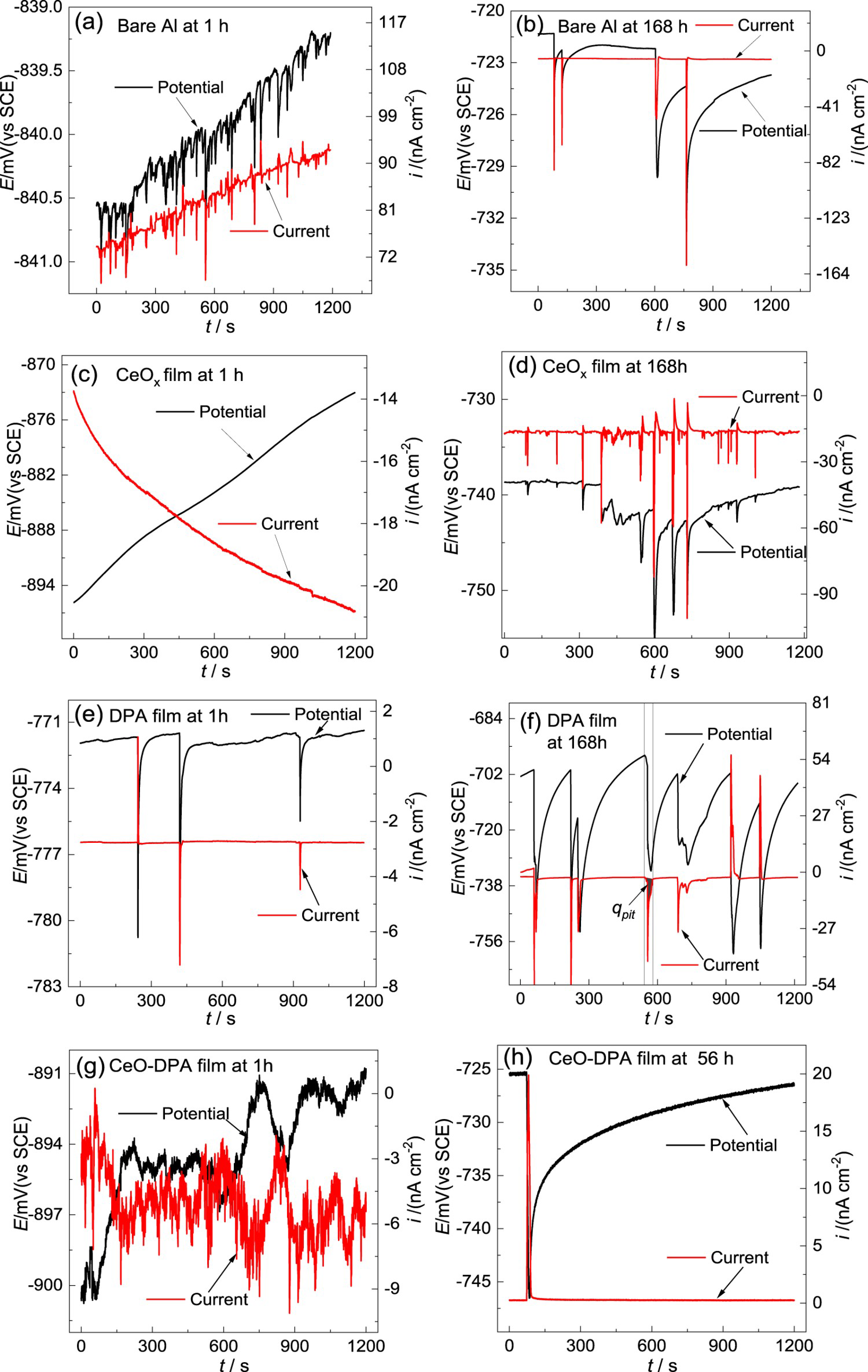
However, for the CeO x -DPA composite film electrode in Figure 3(g,h), there is only a very narrow current spike (∼19 s) after being immersed in 3% NaCl solution at 56 h, and the potential transient has a characteristic of fast drop and slow exponential recovery (1126 s lifespan), while the current transient is characterised by a fast rise and then fast fall (19 s lifespan). As illustrated in our previous work [36], the potential transients are related to the processes of charging and discharging of the double-layer capacitance of passive film. The charging and discharging speeds are controlled by the solution resistance and passive film resistance, respectively. A larger amplitude and longer lifespan of potential transients often indicate better resistance of passive film to pitting corrosion [37].
Since the DC drift in original noise signal has nothing to do with the metastable pitting, a high-pass filter (fc > 0.01 Hz) based on the fast Fourier transform (FFT) and iFFT (inverse FFT) was constructed to eliminate the DC component coupled in the potential and current noise, as shown in Equations (1) and (2). After the DC drifts were removed, a noise resistance Rn was calculated according to Equation (3).


 , x(j) is the original noise signal, j the serial number, N the total sample number, X(k) the noise signal in the frequency domain. Vj and Ij are the potential and current signals after DC drift removed, respectively.
, x(j) is the original noise signal, j the serial number, N the total sample number, X(k) the noise signal in the frequency domain. Vj and Ij are the potential and current signals after DC drift removed, respectively.
The electrical charge of a metastable pit is referred to the integration of current transients during its lifespan from birth to death, which is proportional to the dissolution quantity of metal inside a pit. Therefore, the average charge of current transients could be an indicator of severity of pitting corrosion [38]. The pitting charge in a single current transient can be defined as Equation (4) according to our previous work [37].
 the initial and the terminal time of the nth current transient, respectively. As an example, Figure 3(f) illustrates the charge integration process in a single current transient.
the initial and the terminal time of the nth current transient, respectively. As an example, Figure 3(f) illustrates the charge integration process in a single current transient.
In this work, the number of current transient with peak amplitude > 5 nA cm−2 in a certain period is defined as nucleation rate λ of metastable pits [39]. Figure 4 shows the nucleation rate, lifespan, charge of transients and noise resistance varying with increasing immersion time, in which the nucleation rate is seen to increase first and then decrease due to that the surface defects able to nucleate pits on the Al alloy was possibly exhausted. In the beginning of immersion, intermetallic particles (AlFeSi and AlMgSi, confirmed by the following SEM and EDX analyses) on AA6063 surface act as active cathodic sites, promoting the nucleation of metastable pitting. With prolonged immersion time, the exhausting active sites would reduce the nucleation rate. Cheng [40] attributed this to a macroscopic decohesion of passive film from the metal surface after enough cation vacancies aggregated. When a large-scale breakdown of passive film occurs, the high dissolution rate of the Al substrate will inhibit the reformation of passive film. Consequently, the nucleation rate of metastable pits will decrease with time (Figure 4(a)). Moreover, when a macroscopic pit forms on one of the WEs, the potential inside the pit is more negative than the rest part of the same WE. Therefore, a circular region around the pit could be protected cathodically by the growing pit, resulting in rarer metastable pits to form on the rest passivated surface, even on the opposite WE.
Time dependence of nucleation rate (a), noise resistance (b), life span (c) and integral electrical charge (d) of current transients of bare and modified AA6063 alloy electrodes in 3% NaCl solution.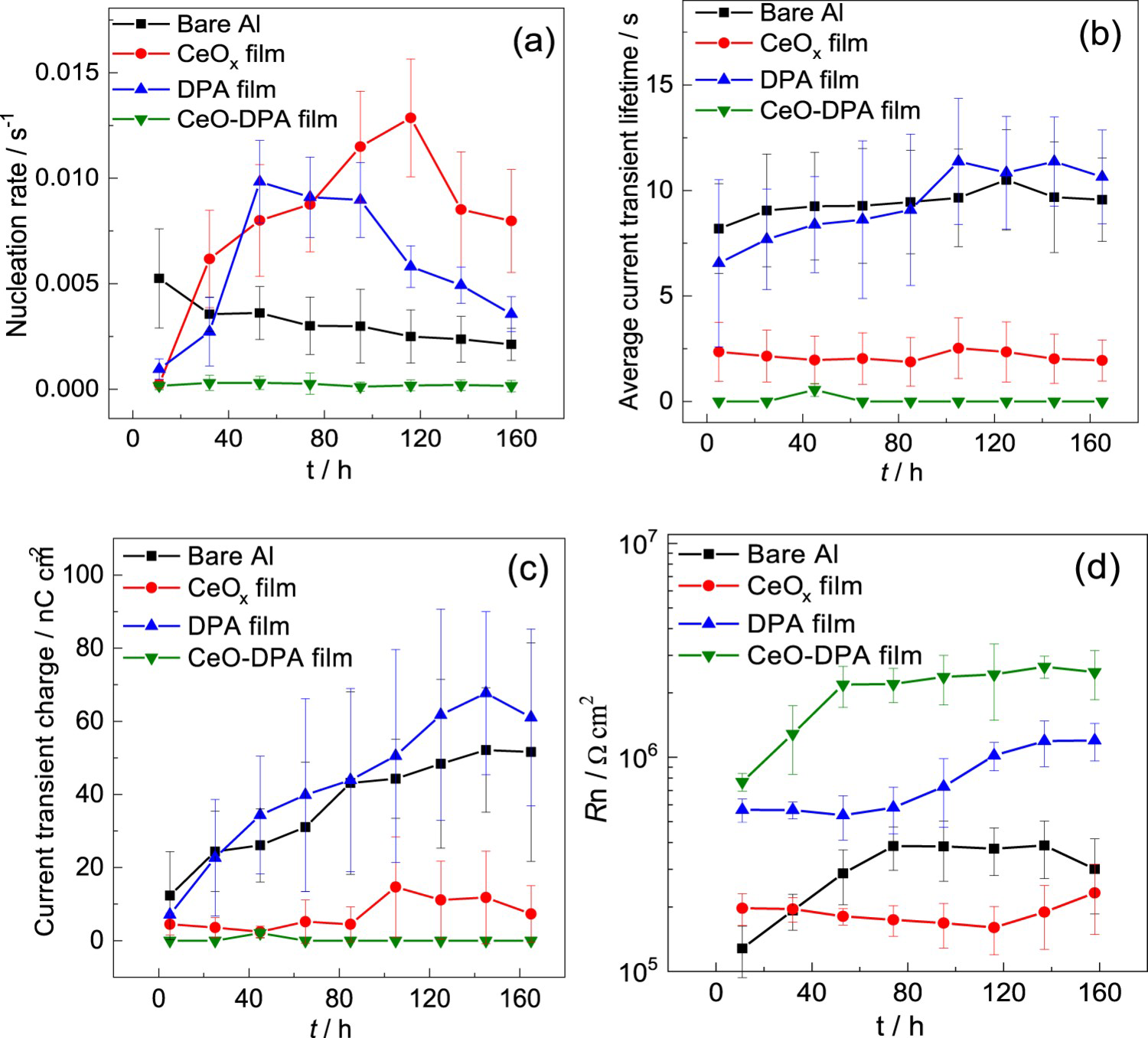
Meanwhile, Figure 4(b,c) shows that the amplitude and lifespan of current spikes of both the bare and DPA coated electrodes increase with time, meaning that an independent DPA film fails to refrain the propagation of metastable pitting. As for the CeO x coated electrode, after being immersed in 3% NaCl solution for 10 h, many current and potential spikes appear (Figure 3(d)), along with an increasing nucleation rate (see Figure 4(a)). However, as shown in Figure 4(b,c), the average lifespan and charge of their current transients are lower compared with the bare Al specimen, implying that metastable pits may be re-passivated rapidly by CeO x film. As for DPA coated electrode, their average lifespan and charge of current transients are almost close to the blank electrode, suggesting that DPA film is completely unable to refrain the nucleation and growth of metastable pits on AA6063, i.e. it is ineffective as pitting corrosion inhibitor of Al alloy. On the other hand, according to the nucleation rate in Figure 4(a), the CeO x -DPA composite specimen can inhibit pitting corrosion of Al alloy much effectively than any other films, possibly due to that the CeO x -DPA composite film can shield completely the intermetallic particles.
Generally, the lifespan and integral charge of current transients are proportional to propagating probability of metastable pits, and a higher charge value means a better chance for a metastable pit to develop into a steady pit. From Figure 4(b,c), the CeO x -DPA composite film presents the lowest lifespan and charge value among all specimens, implying that the CeO x -DPA composite film exhibit the best-pitting corrosion inhibition on AA6063 alloy. However, on the opposite, the DPA film may promote metastable pits to be stabilised.
Figure 4(d) shows the R n of different AA6063 electrodes varying with time. Considering the higher R n often means higher resistance on general corrosion, The Al electrode modified by CeO x presents the lowest Rn, indicating it fails to refrain the general corrosion of Al matrix, even though it can inhibit moderately the pitting corrosion. The DPA film can improve the general corrosion resistance (higher Rn) rather than the pitting corrosion resistance (higher transients charge and lifespan). However, according to the highest Rn and lowest transient charge and lifespan of the CeO x -DPA composite film, it not only improves effectively the general corrosion resistance but also the pitting resistance of AA6063 alloy.
SEM analysis
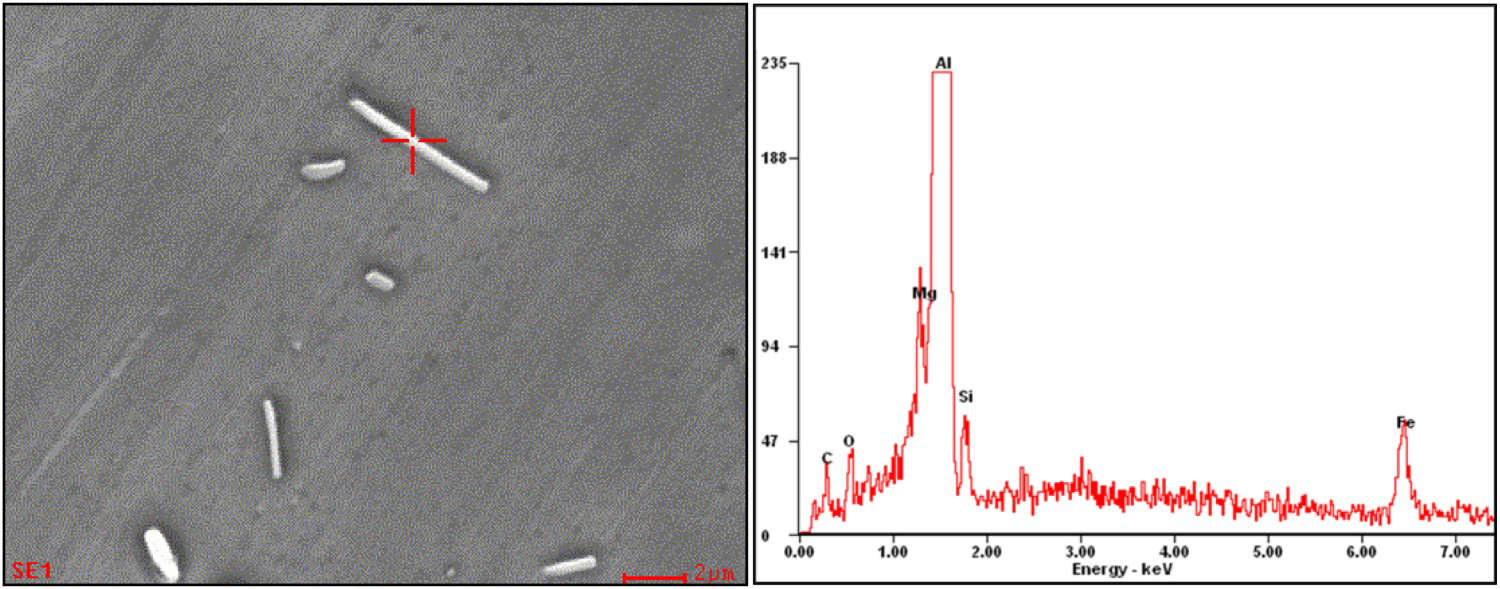
The morphologies of the bare and modified AA6063 alloy specimen before immersion tests were observed by using SEM. As shown in Figure 5(a), many particles can be seen on the surface of bare specimen with chemical compositions of Al, Fe, Si, Mg, C, O elements via EDX analysis in Figure 7, which correspond to the anodic intermetallic AlFeSi and AlMgSi against the Al matrix. There are several particles on the Cerium oxide covered specimen which is proved to be attached CeO
x
particles by latter XPS analysis. As for the DPA film and CeO
x
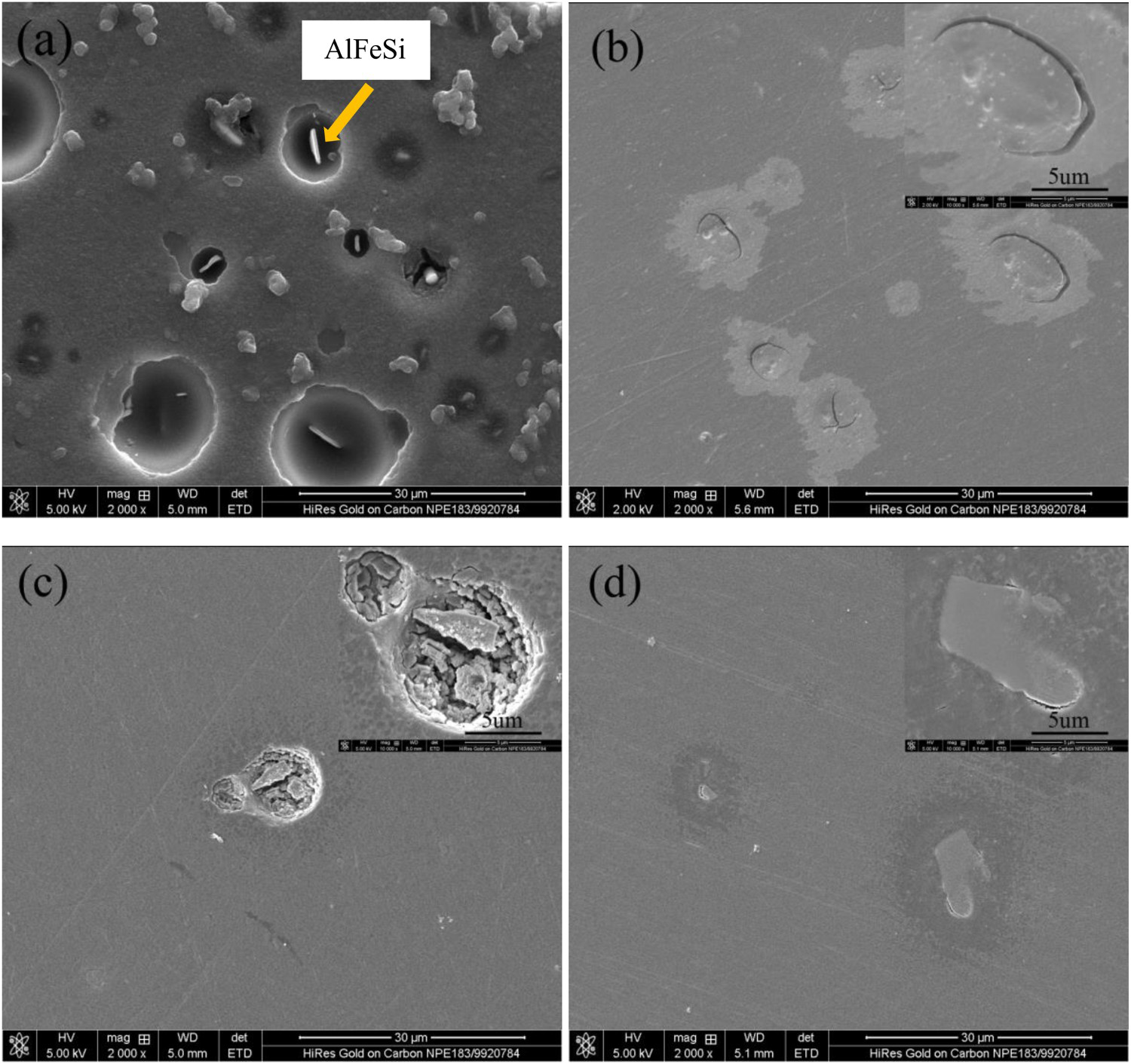
-DPA composite film specimens, there exist seemingly many scaly structures on their surface. After immersion in 3%NaCl solution for 7 days (Figure 6), the bare Al specimen suffers severe corrosion, and many circular pits can be observed with the average diameter up to 15μm and there is a rodlike intermetallic particle in the centre of pits. There are no apparent pits except for some shallow cracks around intermetallic particles on the CeO
x
film specimen. As for the DPA modified specimen, there are 3 obvious pits, but for CeO
x
-DPA composite film specimen, only 2 very tiny pits can be seen without no evident corrosion product on the Al alloy matrix. The SEM results suggest that the CeO
x
-DPA film has the best compactness than any other films.
SEM for AA6063 Al alloy specimen before immersion test, (a) bare specimen, and specimen modified by different films: (b) CeOx, (c) DPA, (d) CeO-DPA composite film. SEM for AA6063 Al alloy specimen after 7 days immersion in 3% NaCl, (a) bare specimen, and specimen modified by different films: (b) CeOx, (c) DPA, (d) CeO-DPA composite film. The EDX analysis of AlFeSi intermetallic particles on the bare AA6063 specimen.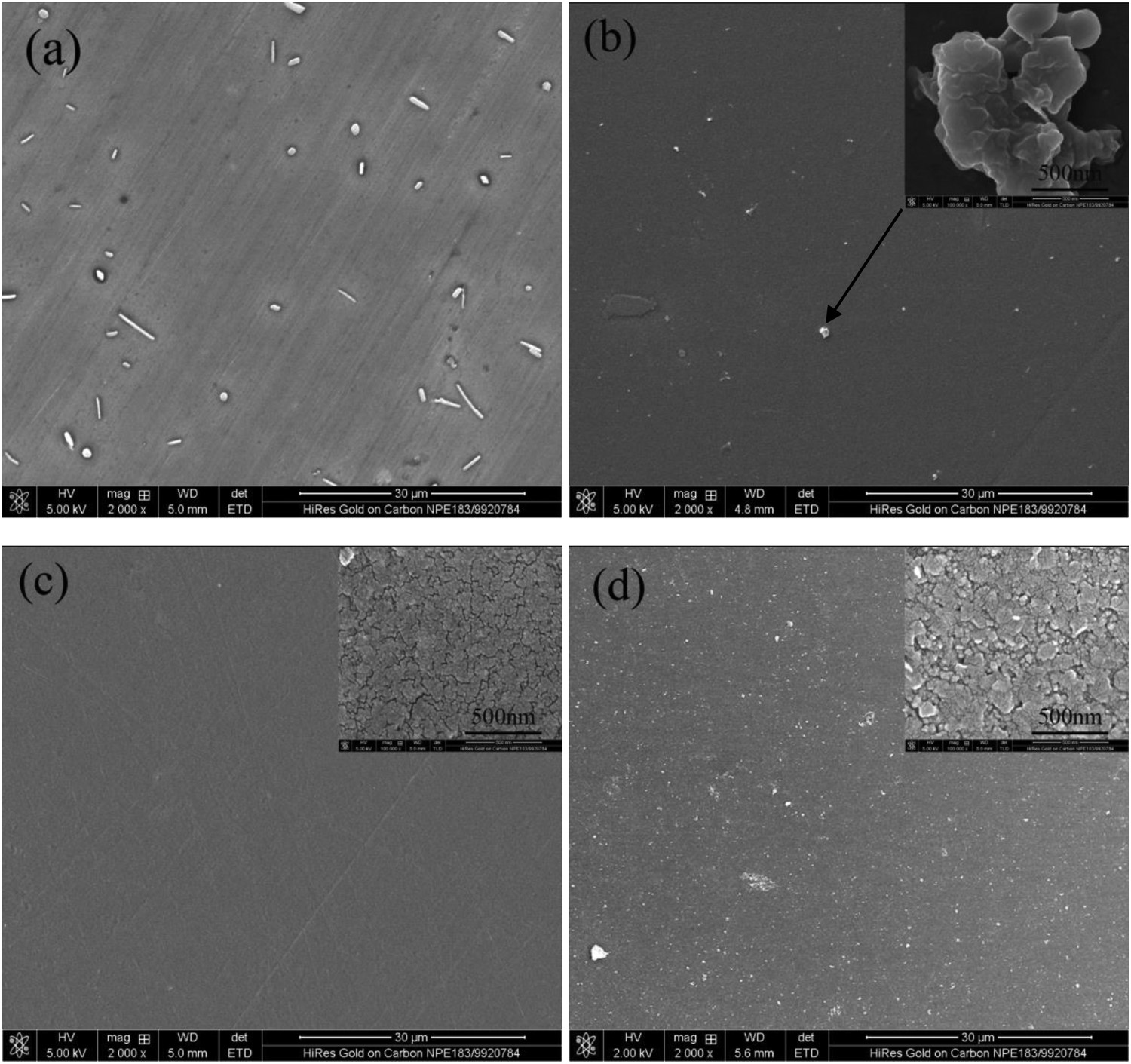
Water contact angle measurements
The wetting properties of conversion films play a key role in their anti-corrosion and anti-dust performance. The wetting properties of all modified specimen were investigated using water contact angle (WCA) measurements. Figure 8 shows the WCA of the bare AA6063 and the AA6063 covered by different films. The WCAs of AA6063 modified by CeO
x
film is lower than the bare specimen, possibly because the CeO
x
increases the hydrophilicity of AA6063. The WCA of DPA modified specimen is higher than the bare one, it is because that the hydrophobic alkyl chains of DPA are mostly oriented outward, which limit the access of water droplet. On the other hand, the phosphonic groups of DPA can attach to the surface of corrosion products, such as Al2O3 or Al (OH)3 which are basically rich in hydroxyl groups, through bridging (condensation reaction) and/or chelating effect, which would increase the bonding strength of DPA molecules to Al matrix.
Water contact angle measurement of (a) bare AA6063 Al alloy specimen: 64°±2°, and the specimens modified by different films, (b) CeOx: 58°±2°, (c) DPA: 86°±3°, (d) CeO-DPA composite film: 100°±2° and (e) DPA-CeO composite film: 76°±3°.
The WCA of the CeO x -DPA composite film is higher than the specimen modified by DPA film, meaning that the CeO x -DPA film is denser than the DPA film. In fact, pre-depositing a layer of CeO x can increase the hydrophilicity of AA6063 and then facilitate the self-assembling process of DPA. As for the latter attached DPA molecules, it would increase the hydrophobicity and density of CeO x film, and therefore the anticorrosion performance. However, the WCA of DPA-CeO x composite film is lower than the DPA film, possibly due to that post-deposition of CeO x after DPA not only reduce Ce oxides bond strength to Al matrix, but also destroy the compactness of DPA film.
Microscopic Raman spectrum
Figure 9 shows that the micro-Raman spectroscopy of pure DPA molecules and modified AA6063 specimens when the laser spot was located on the Al matrix and an AlFeSi intermetallic particle, respectively. It is seen that there are intensive characteristic peaks (ν
P
=O: 2883 nm, νP-O:2920 nm and νP-OH: 2935 nm) of DPA molecules [41], but for the DPA and CeO
x
modified specimens, there are no apparent peaks in the Raman spectroscopy, indicating that no observable film exists or the film is too thin. However, in Figure 11(a), there is a more obvious DPA characteristic peak on the AlFeSi particle than on the AA6063 matrix after both surfaces were modified by CeO
x
-DPA film. This result suggests that the prior deposition of CeO
x
before DPA film is good for self-assembling DPA on the intermetallic particle rather than on the Al matrix. This may be ascribed to that the underlying CeO
x
film can deposit preferentially on AlFeSi intermetallic phase than on the Al matrix surface.
The micro-Raman spectroscopy of (a) AA6063 matrix and (b) particles covered by different conversion films.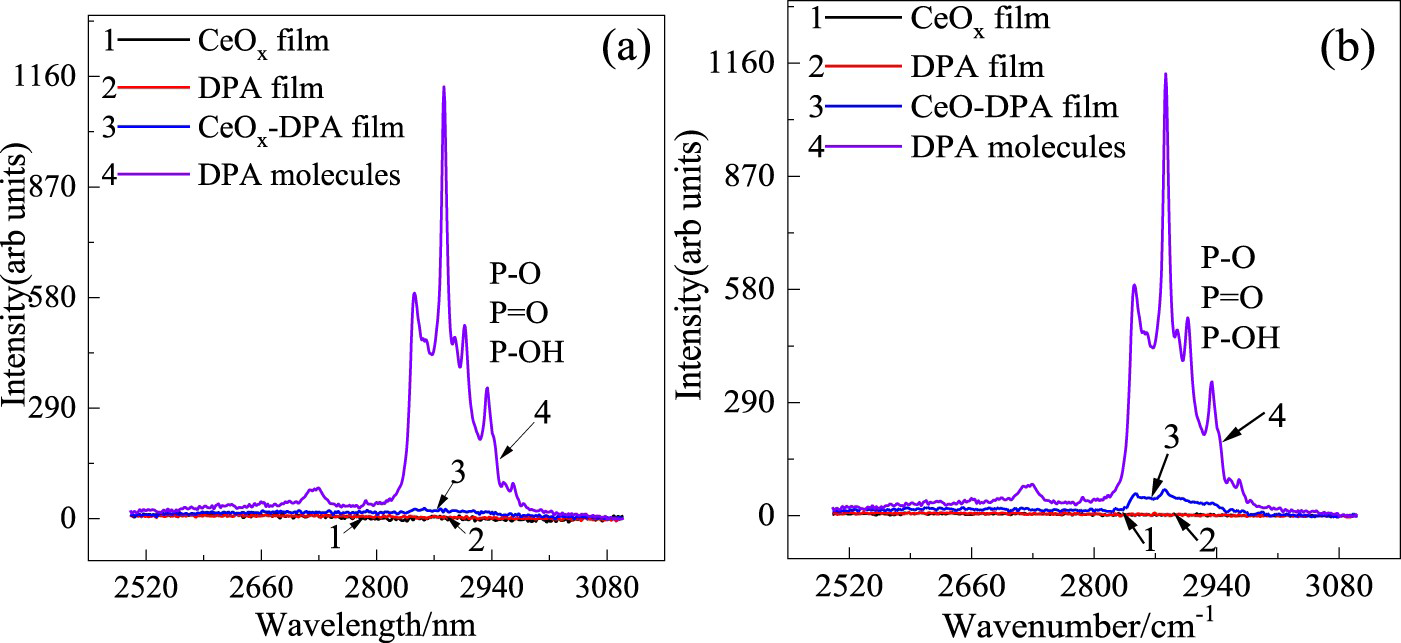
XPS analysis
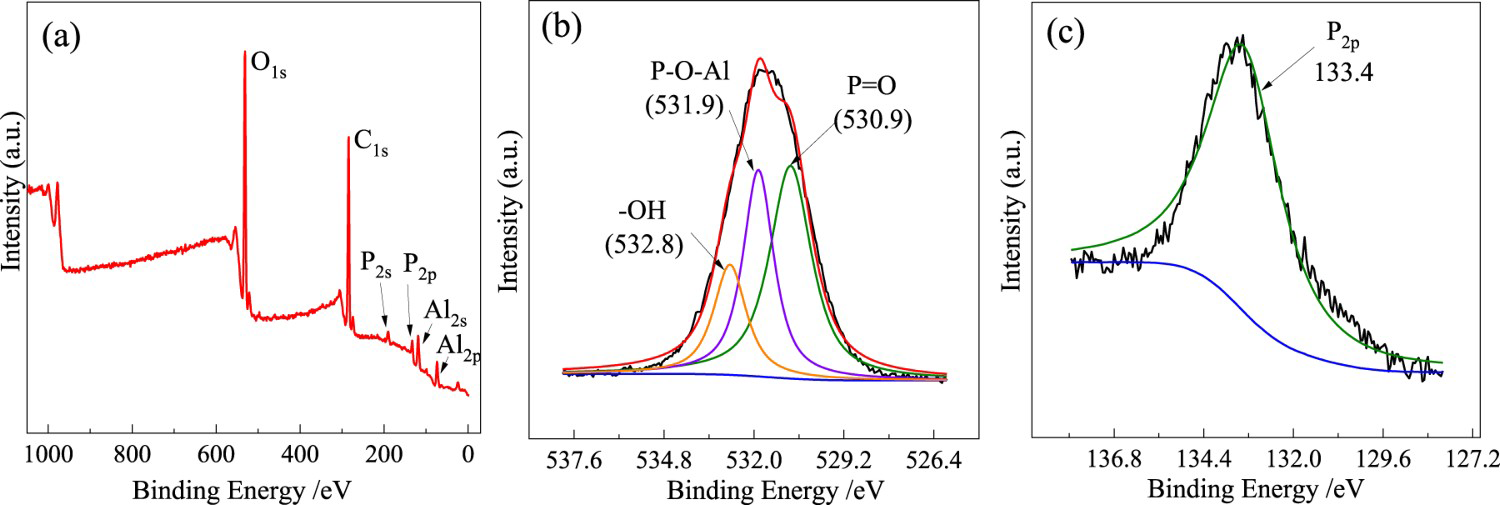
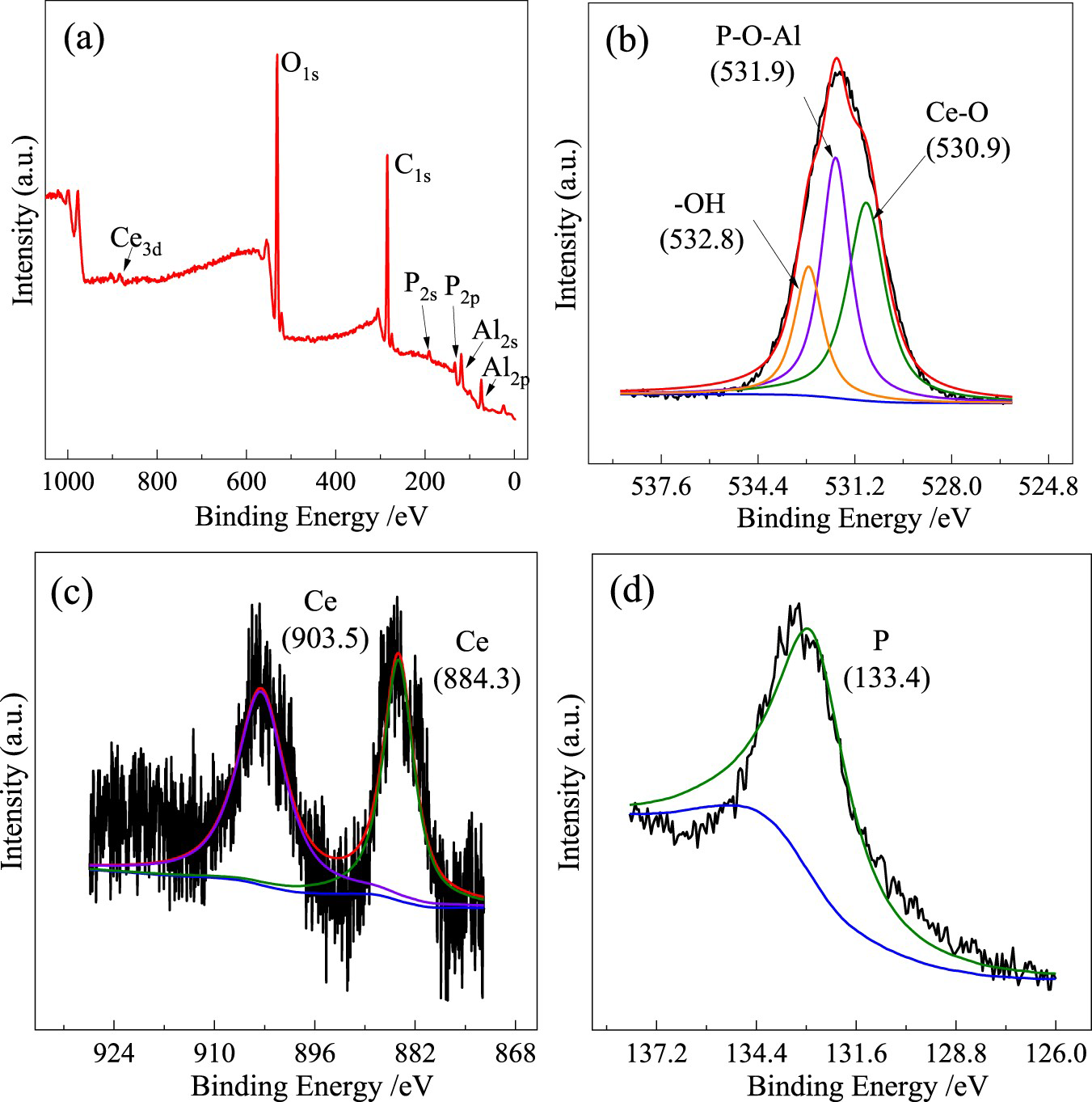
Figure 10 shows the XPS survey spectra and high-resolution XPS spectra of O(1s) and Ce(3d). The existence of Ce indicates that Ce oxide has successfully deposited on AA6063 substrate. The peak at 884.3 eV is a band-shape typical for Ce (III) species, while the peak at 903. 5 eV is assigned to Ce(VI) [42,43]. The O1s spectra of Ce conversion film can be deconvoluted into three components. The peak at 531.8 eV can be assigned to Ce–OH, while the peak at 530.7 eV is assigned to Ce–O [11]. This leads to the conclusion that the Ce conversion film consists of the mixture of cerium oxide and cerium hydroxide, and there are tervalent and tetravalent cerium. Figures 11 and 12 show the high-resolution XPS spectra of O(1s), P(2p) and Ce(3d), and each peak is labelled with corresponding species based on standard XPS spectra. The existence of Ce and P indicates that Ce successfully deposited on AA6063 substrate and DPA successfully assembled on AA6063 substrate. According to the characteristic peak position, it is concluded that the CeO
x
-DPA film consists of the mixture of cerium oxide and cerium hydroxide (Ce (III)and Ce (VI)), and mixture chelate compound of monodenate, bidenate and tridendate P–O–Al bond.
XPS survey spectra (a) and high-resolution XPS spectra of 1s O (b) and 3d Ce(c) of AA6063 Al Alloy modified by CeOx film. XPS survey spectra (a) and high-resolution XPS spectra of 1s O (b) and 2p P(c) for AA6063 Al alloy modified by DPA film. XPS survey spectra (a) and high-resolution XPS spectra of 1s O(b), 3d Ce(c) and 2p P(d) for AA6063 Al alloy modified by CeOx-DPA composite film.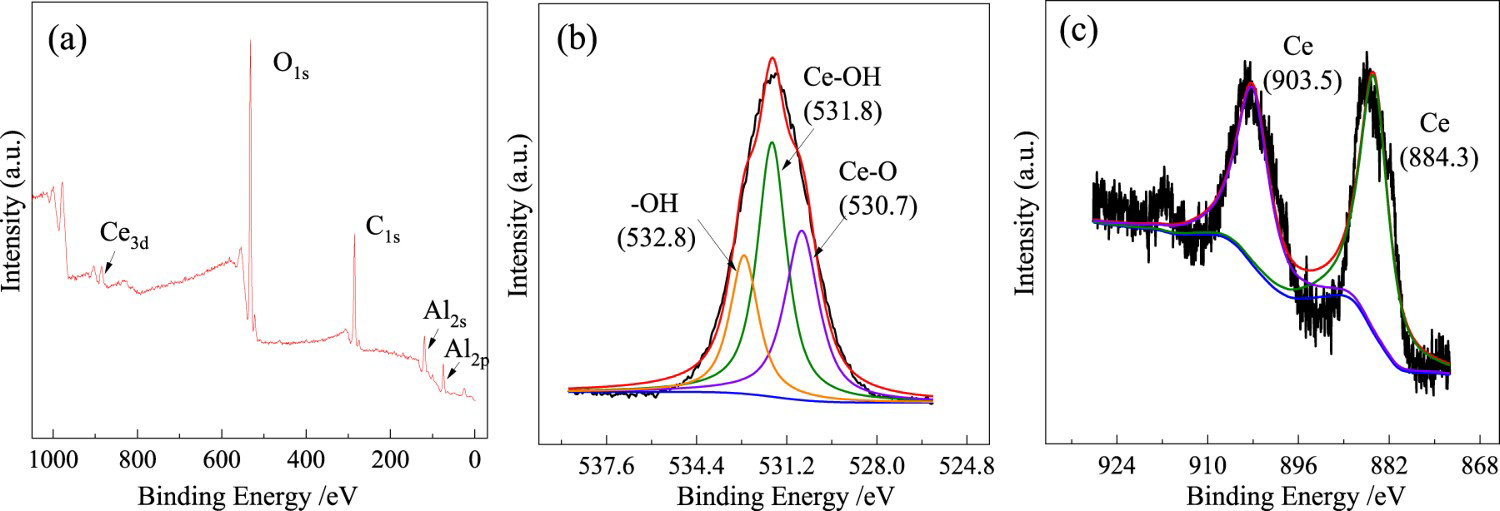
Discussion
XPS results indicate that there are CeO2, nCe(OH)3·mCe(OH)4 in the Ce conversion film, which provides cathodic inhibition by precipitating onto cathodic intermetallic particles, stifling oxygen reduction, and therefore reducing the overall corrosion rate. The R ct is about 2 orders of magnitude larger than that of blank specimen and the i corr is 2 orders of magnitude smaller than the latter. Because the intermetallic phase may cause the nucleation of metastable pitting which could develop steady pitting corrosion. When the intermetallic phase is shielded by Ce conversion film, the pitting resistance of AA6063 would increase significantly. However, the CeO x film is too thin to improve the overall corrosion resistance, and it can only inhibit the nucleation at the early time. The CeO x film would degenerate with prolonged immersion time, and freshly exposed intermetallic particles again cause the nucleation and propagation of metastable pits.
XPS has confirmed that DPA can be successfully assembled on AA6063 substrate, which attach to Al2O3 or Al(OH)3 surface via mixture chelate compound of monodenate, bidenate and tridentate P–O–Al bridging through condensation reaction. As for well-ordered DPA film, the terminal methyl group of DPA alkyl chain is oriented outward, reducing saltwater to access AA6063 surface and therefore improving general corrosion resistance, and which can be confirmed by the EIS and polarisation curves. However, as illustrated in Figure 13(a), the self-assembly of DPA is selective to substrate, it only forms a dense film on Al matrix rather than on the intermetallic particles. Therefore, the DPA film can only reduce the nucleation of metastable pits at the early time. With prolonged immersion time, the DPA film may degenerate, leading to increasing nucleation rate, lifespan and integral charge of current transients. This result implies that the independent DPA film fails to inhibit pitting corrosion. Nevertheless, the lower icorr (see Table 2) still indicates that the DPA film can effectively improve the general corrosion resistance of AA6063.
Schematic of (a) direct self-assembling of DPA on Al alloy through P–O–Al bidentate bond, (b) self-assembling of DPA on the interlayer of CeOx conversion film through P–O–Ce bond, which illustrates that the intermediate CeOx film covers up AlSiFe intermetallic particles and then increases the bonding strength of DPA to Al matrix.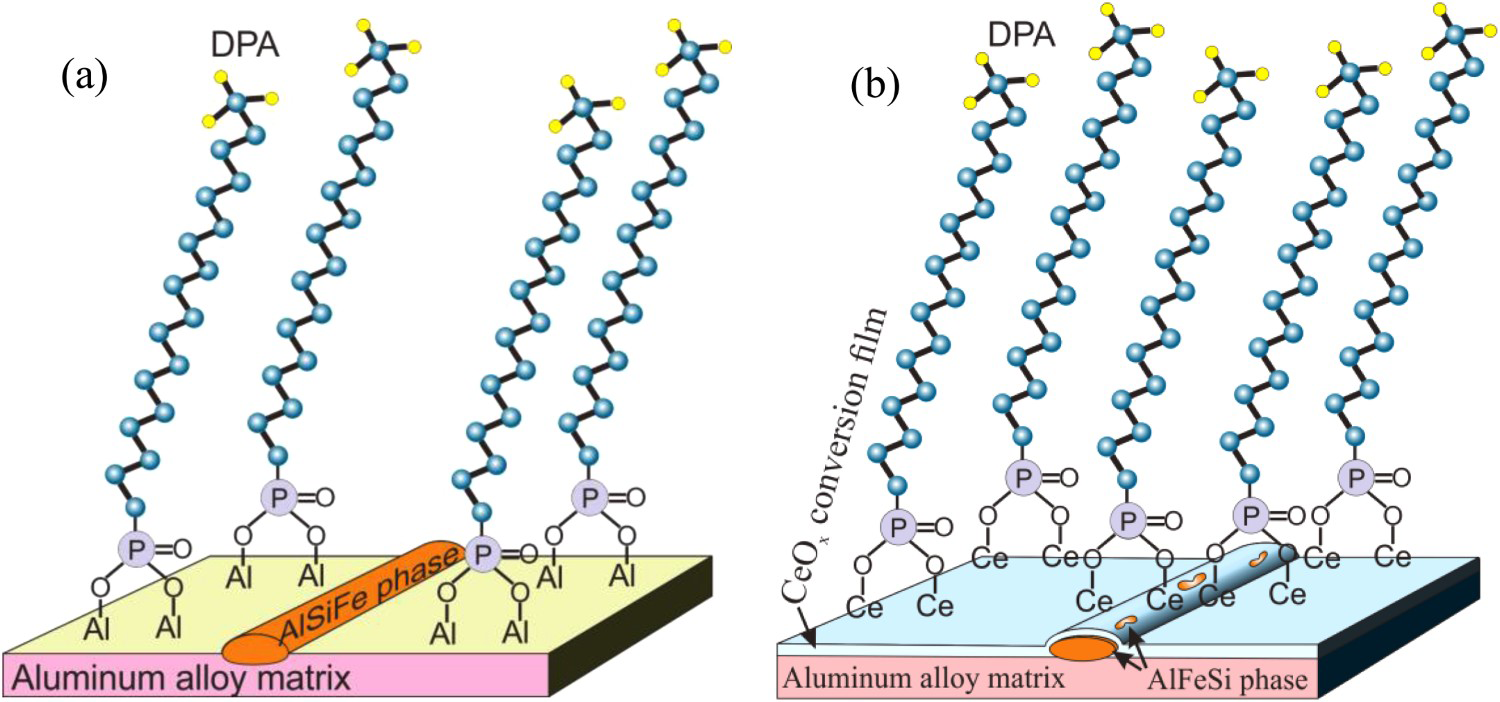
Unfortunately, the approach of prior DPA assembling and then Ce oxide deposition is inferior to all other approaches on anti-corrosion ability, which not only increases the difficulty in CeO x deposition but also destroys the hydrophobicity of underlying DPA film. The lowest R ct of AA6063 modified by DPA-CeO x composite film confirms this disadvantage. However, for the approach of prior Ce oxide deposition and then DPA self-assembling, as shown in Figure 13(b), the underlying CeO x film can increase the hydrophilicity of AA6063 matrix. In addition, the deposited CeO2, nCe(OH)3·mCe(OH)4 is easy to bond with DPA molecules, therefore pre-deposition of CeO x conversion film would facilitate DPA to self-assemble more densely, which further enhance its pitting corrosion resistance. So CeO x -DPA film not only improves general corrosion resistance but also greatly strengthen the pitting resistance of AA6063 alloy.
Conclusions
Independent Ceria conversion film, DPA self-assembly film, and composited CeO
x
-DPA and DPA-CeO
x
films were deposited on AA6063 Al alloy, and their general and pitting corrosion inhibition effects, and structural characteristics were investigated using electrochemical methods, SEM, XPS and microscopic Raman spectrometer. Ceria conversion film can inhibit pitting corrosion effectively rather than overall corrosion of Al alloy. On the opposite, DPA molecules can only self-assemble on Al matrix rather than on AlFeSi intermetallic particles. Therefore, it only increases overall corrosion resistance instead of pitting corrosion resistance. The anti-corrosion performance of Ce oxides and DPA composite film is totally dependent on the deposition sequence. For the DPA-CeO
x
film (Prior assembly of DPA and then deposition of cerium oxides), the underlying DPA film increases the hydrophobicity of Al matrix and then inhibits the growth of Ce oxides film, significantly reducing the inhibition effect of DPA-CeO
x
film. Fortunately, for the CeO
x
-DPA film (Prior deposition of Ce oxide and then DPA assembly), the underlying Ce oxides increases the hydrophilicity of Al matrix and intermetallic particles, further promoting the self-assembly of upper DPA, dramatically improving the overall and pitting corrosion resistance of AA6063 thanks to the synergistic effects between the upper DPA film and underlying Ce conversion film.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).