
Abstract
Flash sintering is a novel and emerging route for sintering ceramics within a few seconds, even under pressure-less conditions. In the current study, hydroxyapatite (HA) was fully densified by flash sintering at a furnace temperature of 1020°C. Flash sintering with constant electric fields of 750 and 1000 V cm−1 reduced the grain growth rate significantly compared to that sintered in the absence of an electric field at 1400°C. The microstructure of HA consolidated by flash sintering was compared with that of the without electric field sintered samples. The flash-sintered samples showed smaller grains (160 ∼ 320 nm) than the without electric field sintered samples (∼15 µm). The samples with a higher applied electric field showed slightly better densification than those with the lower field by flash sintering. Overall, the electric flash reduces the sintering temperature effectively and decreases the holding time to densify highly insulating ceramics, such as HA.
Introduction
In the current era, spark plasma sintering (SPS) is a very popular and reliable sintering technique for densifying a variety of monolithic and composite materials. SPS is an extension of hot pressing, where sintering is conducted under high pressures, and has many advantages, such as sintering at low temperatures under pressure. Therefore, excessive grain growth is hindered but this technique is very expensive and only disc-shaped samples can be sintered by SPS. Flash sintering can be a good alternative to SPS for obtaining fully densified materials with a low grain size. Flash sintering densifies the materials within a few seconds without an external pressure during sintering. The first report of flash sintering was published in 2010. 1 In this technique, a DC electric field is applied to a sample hung between Pt wire electrodes, and an electric flash is generated at a critical temperature and electric field, which densifies the sample rapidly, even in less than 5 seconds. Until today, this novel sintering technique has been examined on a limited number of materials but all reports indicated the positive results of the rapid densification of ceramics.
Cologna et al. reported the efficacy of flash sintering of 0.25 wt-% MgO-doped alumina, which was fully densified at only 1260°C, and 3 mol-% yttria-stabilised zirconia at 850°C in a low electric field of 120 V cm−1.1,2 Hao et al. applied a 70 V cm−1 DC electric field to sinter gadolinia-doped ceria (Ce0.8 Gd0.2O1.9) at 545°C, which is approximately 700°C below its conventional sintering temperature. 2 Karakuscu et al. reported the full densification of strontium titanate at 1200°C in a 150 V cm−1 electric field. 3 Flash sintering has also been applied to consolidate covalent ceramics, such as SiC. 4 Recently, Yoshida et al. examined the effects of flash sintering on undoped Y2O3 by varying the maximum allowed currents in various electric fields and temperatures. 5 In addition, the densification behaviour during flash sintering was also found to be dependent on the initial particle size of the materials. 6
Hydroxyapatite (HA) is a well-known bioceramic used in orthopaedics.7-10 Its sintering behaviours by conventional sintering, hot pressing, SPS, microwaves and many other sintering routes have been investigated. 11 14 In the conventional sintering route, fully densified HA is obtained at more than 1200°C with a minimum holding time of 2 hours, but the dissociation of HA to HA and TCP (tricalcium phosphate) is often observed at higher sintering temperature.
This study examined the effects of flash sintering on the grain growth of HA. A range of DC electric fields from 620°C were applied to obtain a flash event at a minimum temperature and grain size. The flash-sintered HA samples were compared with the samples sintered at 1400°C without electric field. The effects of the electric flash on the grain size were observed near the electrode wires and in the centre of the samples to determine the location dependence of the microstructures. This measurement study is the first report of the flash sintering of HA.
Materials and methods
Commercially available HA (99.98% purity, ∼200 nm particle size, Junsei Chemical Co., Ltd) was mixed with 5% PVA, dried at temperatures less than 90°C and then ground using a mortar and pestle. A dog bone-shaped green body (1.6 mm × 3.3 mm with the gauge length of 20 mm) with a green density of approximately 55% was hung between two Pt electrode wires in a vertical furnace, which was heated to 1400°C. Figure 1a presents a schematic diagram of the flash sintering set-up. The furnace was heated from room temperature to the minimum flash sintering temperature (1020°C in this study) at a heating rate of 10°C min−1, and a 750 V cm−1 electric field was applied at approximately 620°C to observe the critical flash sintering temperature of the HA sample (HA-750). Under the same sintering conditions, another sample was sintered at 1000 V cm−1 (HA-1000). In both cases, flash sintering was observed after 1000°C. For comparison, one sample (HA-0) was sintered at 1400°C in the absence of an electric field (0 V cm−1) in the same furnace. All the above experiments were performed in air (Table 1).
a Schematic representation of a flash sintering furnace, and b part of the sample [head (H) and body (B)] used for characterisation Sintering conditions and ID of the samples
The samples are called HA-0, HA-750 and HA-1000 depending on the applied electric field for flash sintering. Each sintered dog bone-shaped sample was cut into the head (H) and body (B) parts, as shown in Fig. 1b. Table 1 lists the sample IDs according to the part of the sample used for analysis along with the sintering conditions. Fractographs of the samples were obtained by scanning electron microscopy (SEM) and the grain size was analysed by transmission electron microscopy (TEM).
Results
To observe the effects of flash sintering on HA, a range of electric fields were applied at approximately 600°C until a flash occurred. Figure 2a shows an Arrhenius plot of the power vs. temperature. A power surge was observed at 1060°C with a 750 V cm−1 field. This power surge shows the stimulation of the sample by the electric flash. During the electric flash, the DC power supply was switched from the voltage control mode to current control mode. The total power dissipated by the sample at this temperature was 49 W during flash sintering. The HA samples were densified rapidly under an electric field in only a few seconds (∼10 seconds). A higher electric field of 1000 V cm−1 generated a flash at 1020°C. Figure 2b presents the linear strain of the HA samples sintered under different electric fields. The strain rate was highest for sample sintered at 1000 V cm−1, whereas the sample sintered in the absence of an electric field showed the same strain at 1400°C. The strain rate was also influenced by the strength of the applied electric field; a stronger electric field produced the maximum strain at lower temperatures than the weaker electric field.
a Arrhenius plot of log(Power) vs. 1000/Temp (°K), upper X-axis shows the corresponding temperature in °C. The curve shows the power surge at 1060°C in a 750 V cm−1 electric field. b Linear strain of the HA samples sintered at 0, 750 and 1000 V cm−1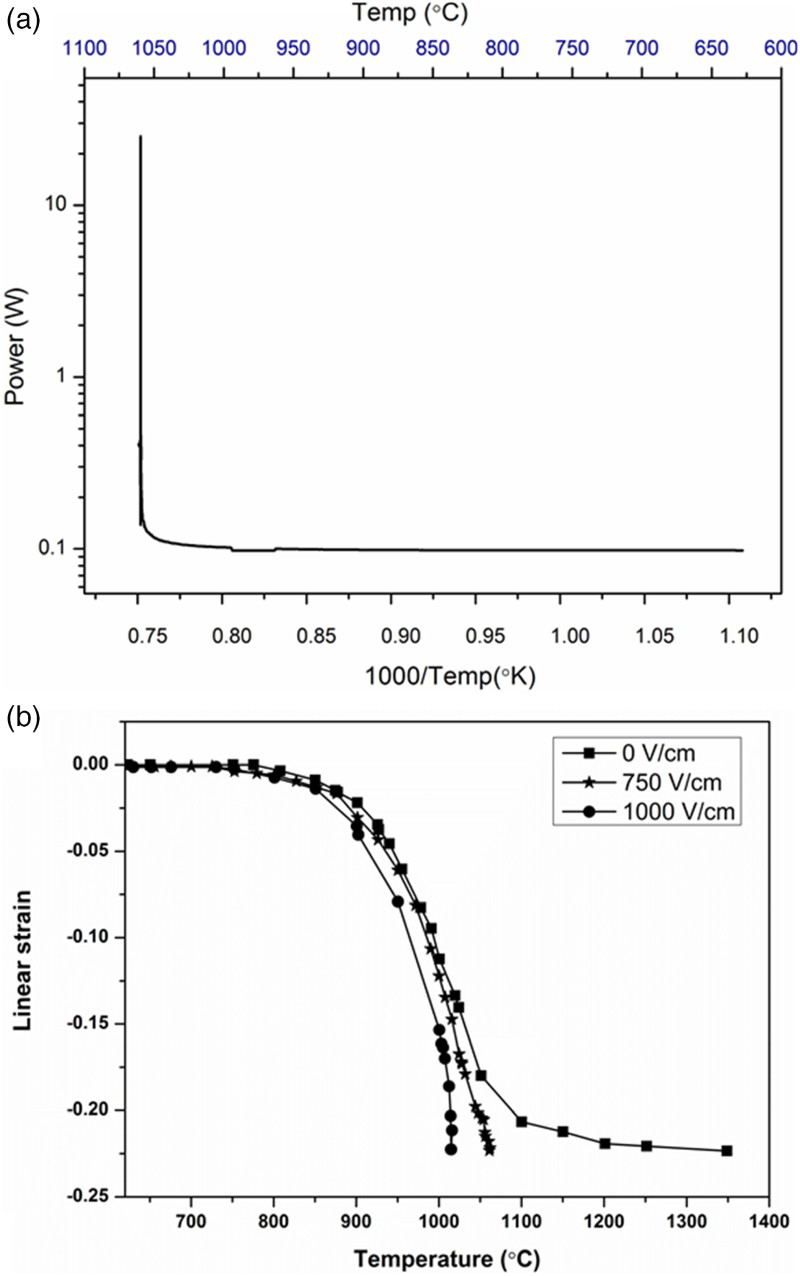
The microstructures of the flash-sintered HA samples were compared with that of the HA sample sintered at 1400°C furnace temperature in the absence of an electric field. The sintered surface of the HA-0-B sample revealed relatively large grains, approximately 10–15 µm in size. Round-shaped pores and grains with a submicron size were also observed on the sintered surface (Fig. 3). These small grains might be a secondary phase that had probably been formed by the dissociation of HA due to high temperature sintering.
SEM images of the surface of HA-0 sample sintered at 1400°C with no applied voltage: a image showing micron-sized grains with round-shaped pores b higher magnification image showing the small grains as a secondary phase formed during sintering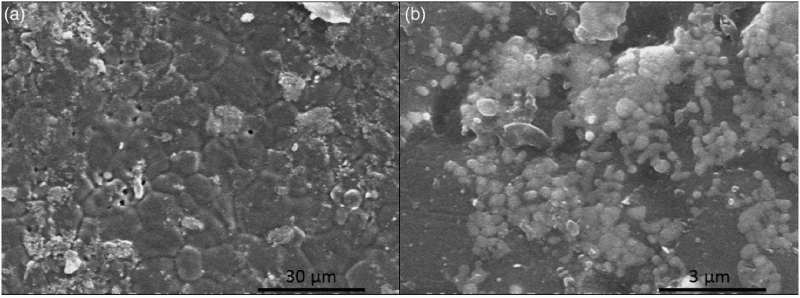
The fractured surface of the HA-750-B sample flash-sintered at 1060°C furnace temperature in a 750 V cm−1 electric field shows transgranular type fracture, which is typical of the brittle fracture of ceramic samples. Interestingly, intergranular fracture was also observed in the flashed sintered sample. The fractured surface showed an almost fully densified microstructure. Equiaxed grains, approximately 320 nm in size, were observed in the fractographs. On the other hand, the SEM image in Fig. 4 revealed complicated sintering phenomena; particles on the surface, partially melted structures and submicron-sized grains. Complicated processes, such as partial densification and melting, might have occurred depending on the electric current path during the electric flash. Specifically, the microstructure densified by flash sintering was non-uniform compared to that by conventional sintering methods.
Sintered surface of HA-750-B a high magnification image of the surface, b particles on the surface, c melted surface and d submicron size grains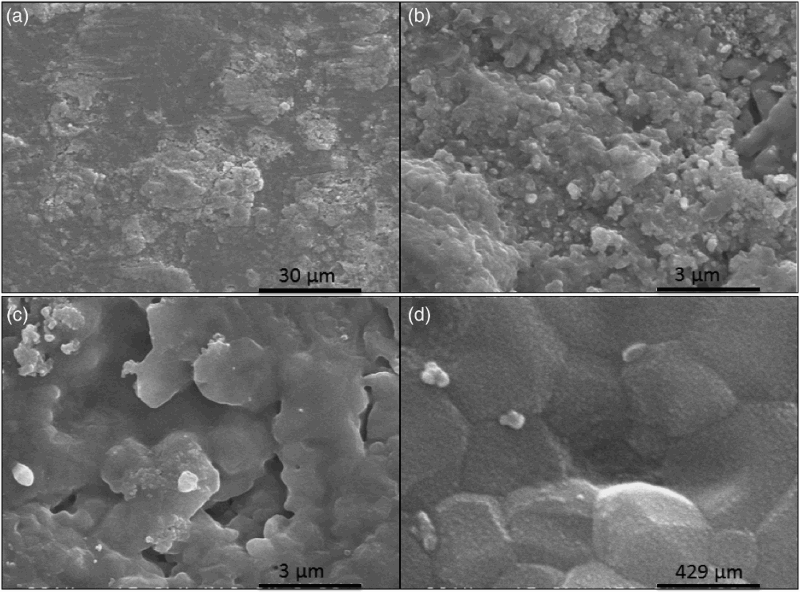
Figure 5 shows a SEM image of the HA-750-H sample, which was obtained at the head part of the dog-shaped sample sintered at 1060°C in a 750 V cm−1 electric field. Figure 1b presents a schematic diagram of the analysed part of the surface. This head area was separate from the electric current path. Therefore, the SEM image reveals a partially sintered surface and loosely bound nano size particles on the surface. This suggests that the electric flash generated at 750 V cm−1 was less effective in this area because it is out of the path. Specifically, the sintered microstructure at the head part was less densified than that at the body part.
Surface of the HA-750-H sample: a image showing the partially sintered surface b image showing the particles on the surface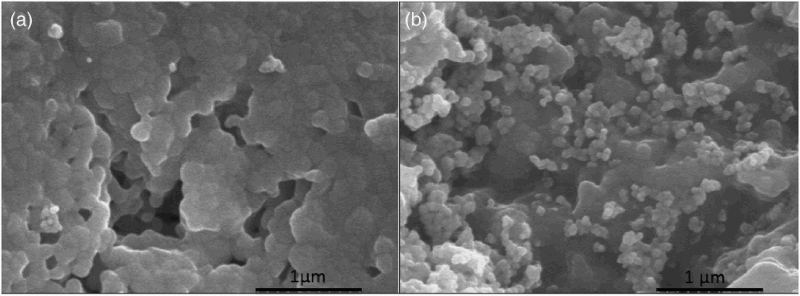
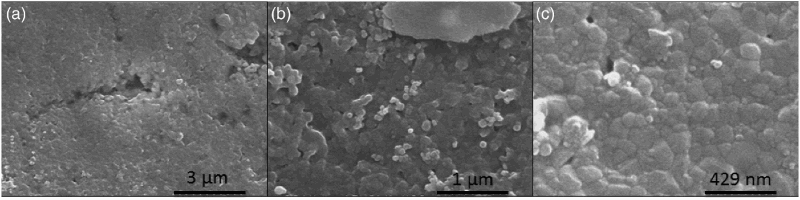
Figure 6 shows the surface of the body (HA-1000-B) of the HA sintered with a 1000 V cm−1 electric field. This sample also exhibited non-uniform sintering behaviour during the electric flash. SEM revealed a complicated surface structure for the HA-750-B sample. On the other hand, the surface microstructure was fully densified with submicron grains. Figure 7 presents the surface of the head of the HA flash-sintered in a 1000 V cm−1 electric field. The surface image revealed HA-1000-H to have a better densified microstructure with very small grains, approximately 100–200 nm in size, than HA-750-H. Round-shaped pores and loosely bound particles were observed only at a certain place. In general, higher electric field application (HA-1000 samples) showed slightly better densification than the lower one (HA-750 samples) via flash sintering.
Surfaces of the HA-1000-B sample sintered at 1020°C: a low magnification image of surface; b melted surface and c fully densified surface with submicron grains and grain boundary Surfaces of the HA-1000-H sample sintered at 1020°C: a low magnification image of the surface; b image of loosely bound particles and c nano-sized grains with pores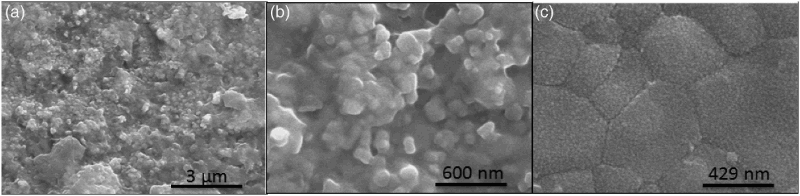
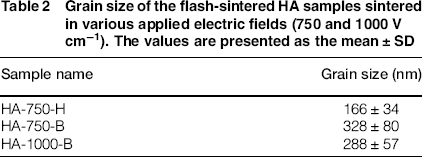
TEM was conducted to observe the microstructure of the flash-sintered samples. The HA samples sintered at 1400°C in the absence of an electric field could not be analysed by TEM because the grain size was larger than the TEM sample size (10 μm). The grain size of the head of the HA-750 sample (HA-750-H) sintered at 1060°C was observed in the range, 100–400 nm, and the mean grain size was approximately 166 nm. Figure 8 shows a TEM image of the body part of the HA-750 sample (HA-750-B). Larger HA grains were observed in the body part compared to the head sample. Twins were also observed. Equiaxed grains separated by a very thin grain boundary were observed clearly in both samples (HA-750-B and HA-1000-B). Table 2 shows the measured mean grain size of all the samples. The HA-750-H sample showed a small mean grain size with the lowest error bar (166 ± 34 nm). On the other hand, HA-750-B and HA-1000-B showed a large mean grain size with the largest error bar (328 ± 80 nm). The head part of the samples was less affected by the applied electric field because the head area was separate from the electric current path. On the other hand, the body part was affected directly by the applied electric field because the electric current passed through the body area. The grain size and the degree of densification are related to the path of the electric current. That is, the electric current path part may have a larger grain size and higher density but the applied electric current has no significant effect due to the very short flash time (∼10 seconds). The precise mechanism of densification during flash sintering is not completely understood. Raj, however, proposed that flash sintering cannot explain the Joule heating itself. The applied field and the higher specimen temperature than the furnace temperature also act synergistically to produce an avalanche of defects, such as Frenkel pairs, which enhance the rate of mass transport significantly.
15
TEM image of the HA-750-B sample Grain size of the flash-sintered HA samples sintered in various applied electric fields (750 and 1000 V cm−1). The values are presented as the mean ± SD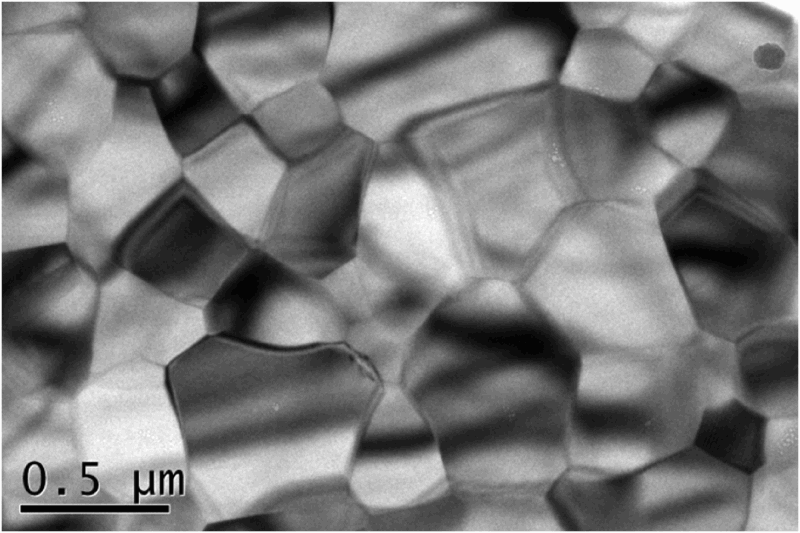
Grain size analysis suggests that the flash-sintered samples had a smaller grain size than the conventionally sintered sample because the flash sintering temperature was much lower than the conventional one. A directional electric field was applied to a dog bone-shaped sample, but elongated grains were not observed in the TEM microstructure. Only equiaxed grains were observed without a directional property. The grain size in the body part was larger than that in the head part. The temperature is believed to be higher in the path of the electric current flow, which induced grain coarsening and densification.
The sample sintered at 1400°C in the absence of an electric field showed micron-sized grains (∼10 µm), whereas the flash-sintered samples showed submicron-sized grains (200–800 nm). When the furnace temperature at the flash event was significantly lower than 1400°C, the specimen temperature increased to above the furnace temperature during flash sintering. 5 This shows that flash sintering is a transient phenomenon, where the power dissipation initially rises rapidly, but then declines towards a steady state, as the power supply is switched from voltage to current control. That is, joule heating may accumulate at the insulating grain boundaries and then enhance the rate of mass transport by decreasing the grain boundary energy due to the high specimen temperature in the applied direct field. 15
Interestingly, the flash-sintered HA samples showed a lower grain size than the SPS samples sintered at 1000°C under vacuum (the comparison was made with previously published data). 16 The mean grain size of the SPS sintered samples was approximately 550 ± 8 nm; however, the flash-sintered HA-750-B sample showed a mean grain size of approximately 330 ± 80 nm. On the other hand, the SPS samples had an almost uniform grain size, whereas the flash-sintered samples showed wide variations in grain size. 17 Although the hardness of the flash-sintered samples was not measured, it may be expected to be higher than the SPS and conventionally sintered samples because the hardness is inversely proportional to the grain size (H ∝ G−1/2, where H is the hardness and G is the grain size). 18
These results showed that a proper combination of electrical power dissipation and temperature densified HA within very short sintering time. According to these findings, the flash sintering method results in a low rate of HA grain growth and the sample becomes fully densified within a few seconds. Flash sintering is a potential rapid densification technique that would be suitable for ceramics in future applications. The densification behaviour of flash sintering is similar to SPS. Therefore, flash sintering can be considered an alternative to SPS to reduce the manufacturing cost or in combination with SPS for rapid densification in the future.
Conclusions
HA was fully densified by flash sintering at a 1020°C furnace temperature, which is a very low sintering temperature compared to conventional sintering. Flash sintering in constant electric fields of 750 and 1000 V cm−1 reduced the grain growth rate significantly compared to that sintered at 1400°C in the absence of an electric field. The samples with higher electric field application showed slightly better densification than those sintered in a lower field due to flash sintering, but the difference was not significant. The irregular microstructure (grain size, density, porosity) of the flash-sintered samples was related to the path of the electric current. That is, the electric current path may induce a larger grain size and higher density, but the applied electric current has no significant effects due to the very short flash time (∼10 seconds). Therefore, this rapid sintering technique can be used for the rapid densification of ceramics because it is inexpensive and can save considerable sintering time while preventing excessive grain growth.
Footnotes
Acknowledgements
This work was supported by the 2015 Yeungnam University Research Grant.