
Abstract
A possible substitution of UO2 for research purposes is the cerium dioxide (CeO2) owing to its chemical and physical properties. Neutronic properties are different and fission is absent in the case of CeO2; however, similarities were studied recently to have a possibility to compare the neutronic influence of secondary additives into the matrix. This paper deals with increasing the thermal conductivity of UO2 nuclear fuel on surrogate material (CeO2); the main focus of the research is given on the sintering behaviour of CeO2. The incorporation of highly thermally conductive material (SiC) is the investigated concept of thermal conductivity enhancement. Conventional sintering and spark plasma sintering (SPS) were applied to compare the behaviour of CeO2 and UO2 reported in the literature. High temperature thermal conductivity measurements did not confirm the positive influence of SiC additive inside the CeO2 matrix mainly due to grain boundary disruptions. Similar behaviour was also previously reported for UO2 pellets with SiC.
Introduction
Uranium dioxide (UO2) is the most common fuel material used in commercial as well as research nuclear reactors. This type of fuel is used for several reasons, such as high melting point, oxidation resistance, reasonable high radiation resistance, limited influence on uranium fission cross-section, limited radiation and chemical creep as well as compression, chemical compatibility with cladding, reasonably low manufacture costs, and unprecedented operational experience. The behaviour of UO2-based ceramic nuclear fuels during the nuclear fission has been studied most extensively [1-3].
The main disadvantage of the uranium dioxide as a nuclear fuel is its very low thermal conductivity. Enhancing the thermal conductivity of the UO2 fuel would allow increasing the power density generated in the fuel and it will improve the inherent safety features of nuclear fuel itself. High thermal conductivity also helps to effective heat removal from fuel pellet to coolant in standard or abnormal operating conditions. Smaller temperature gradient will lead to decrease in thermal tension and possible higher durability of fuel pellets in a reactor core. Such investigations are of extremely high interest after the Fukushima accident, where core melt-down occurred and a significant portion of nuclear fuel was damaged. Higher thermal conductivity of a nuclear fuel is also beneficial during residual heat cooling loss and during abnormal or accidental transients in reactor core. Investigation of so-called accident tolerant fuel is performed world-wide to mitigate fuel damage during Fukushima-like accidents [4-6]. One of the very challenging types of such fuel is SiC [7] (called SiC fuel or SiC–SiC fuel if it contains SiC also in the cladding). Researchers’ effort is to design and test ceramic nuclear fuel with significantly enhanced thermal conductivity. Some studies propose to change grain type, structure, and scale [8]. It can be done either varying sintering conditions of adding some trace quantities [9] of oxides, such as Cr2O3, TiO2, Nb2O5, Y2O3 and ZrO2. The other concept of incorporating higher amount of high thermal conductivity phase into the UO2 pellet has been investigated in several studies [1,10,1114]. Some researchers [11,13,14] use beryllium oxide as a high conductivity phase, but the main disadvantage of the BeO is its high toxicity [15], and it is avoided in industrial utilisation and complicates research possibilities. Very challenging materials are carbon nanotubes, nanowires, or nanofibers [16], as well as other complex carbon molecules like graphene. However, chemical compatibility is still problematic owing to the reduction of uranium dioxide to uranium carbide at high temperature [14]. Even better results are still possible by adding microdiamond crystals or polycrystal diamonds [17]. They have a good chemical stability and great thermal conductivity, but intergrain connections and grain boundaries between diamonds and uranium dioxide should be further investigated to get applicable results. A very promising additive with high thermal conductivity is silicon carbide, either of simple powder or of whisker type. The influence of the SiC incorporation into the UO2 on the thermal conductivity of the nuclear fuel was investigated in numerous studies [1,10,13,14]. The β-SiC has also been chosen by the authors as the high thermal conductivity additive due to its non-toxicity, low neutron absorption, chemical stability, and high melting temperature.
Possible surrogates for uranium dioxide for thermal conductivity studies [18].
*Decomposition
The aim of this study is to verify a methodology for the preparation of CeO2 ceramics analogue to UO2 fuel suitable for validation of thermal conductivity enhancement by the addition of SiC. Furthermore, experimental results should provide characterisation of microstructures, phase composition, and thermal conductivity of prepared surrogate materials. Two sintering techniques used previously for the enhancement of UO2 thermal conductivity – conventional sintering and SPS techniques were employed to fabricate CeO2 and CeO2 – SiC composite pellets. The goal of the investigation is to test different sintering options, conditions, and atmospheres for various mass concentration of the additive. Then thermal conductivity (diffusivity) and chemical stability is measured and compared to set proper sintering conditions and concentration of the additives.
Experimental materials and methods
Starting powders and milling
Starting powders used in this research were cerium dioxide (99.99% purity; Verochem, China) and silicon carbide (β-SiC GRADE 059; Superior graphite Co., Chicago, IL, U.S.A.). CeO2 powder was used as pure (0 vol.-%) or doped with 6, 12, and 18 vol.-% of SiC, as an additive with high thermal conductivity.
CeO2 was tested for sintering behaviour as delivered from producer, as well as after planetary ball milling for 2 h with the addition of isopropanol and ZrO2 balls was performed to obtain smaller particles of CeO2 powder and homogenous mixtures of SiC and CeO2. One milling batch was composed of 60 g of powder (mixture); 200 g of 3 mol-% yttrium-stabilised tetragonal zirconia polycrystals (3Y-TZP) balls and 100 mL of isopropanol.
Green body preparation
For pressureless sintering, pellets were pressed in the form of cylinders, with a diameter of 12 mm and height of 10 mm in hydraulic uniaxial press under a pressure of 50 MPa, to obtain compact green body. The next step was cold isostatic pressing (Autoclave engineering, Inc., USA); applied isostatic pressure was 300 MPa for 1 min. Green body pellets directly used for thermal conductivity measurements were heat-treated at 500°C for 4 h to remove surface water.
Sintering
Both oxidative pressureless sintering and spark plasma sintering (SPS), also known as plasma-activated sintering or field-assisted sintering technique, processes were employed. For sintering experiments, always two pellets were used. The furnace used in pressureless sintering in air for heating and sintering of green pellets was HT08/17 furnace (Nabertherm, Germany). Pellets were placed on Al2O3 plate on the bottom of the furnace chamber and sintered at temperatures from 1300 to 1700°C with step of 100°C and dwell of 60 min. Heating and cooling rates were controlled automatically; heating rates were 300°C h−1 and cooling rates were 600°C h−1.
SPS apparatus (Dr Sinter SPS 2050 fabricated by SPS Syntex, Inc., Japan) was used for sintering of milled CeO2 and CeO2 – SiC composites under a mechanical pressure of 50 MPa. First, final sintering temperature was 1500°C, similarly with UO2 sintering conditions in SPS, when this temperature should be optimal for reaching relative density over 95%. However, chemical reaction occurred at around 1450°C, when high amount of gas was produced. Consequently, final sintering temperature was decreased to 1300°C and heating rates were 6000°C h−1; dwell time at 1300°C was 5 min; mechanical pressure applied on the pellet during sintering was 50 MPa; and vacuum (created by running vacuum pump) was surrounding graphite sintering dies.
Characterisation methods
Densities of samples were measured after sintering by the Archimedes method (EN 623 – 2). Secondary electron images were taken using the FIB/SEM Tescan Lyra3 XMH with digital image capturing system. Images were taken from the surface of fractured samples at low voltage to reveal microstructural characteristics and grain microstructures.
Dilatometric measurements were performed to describe the sintering behaviour of milled and compacted milled CeO2 powder. The sample for the dilatometric analysis was pressed into the pellet with a diameter of 6 mm and a height of 10 mm. Dilatometric analysis was performed in a L70/1700 dilatometer (Linseis, Germany). The sample was preheated before analysis at 200°C, and exposed to air atmosphere during the thermal dilatometric analysis.
Thermogravimetric analysis (TGA) was performed on CeO2 containing 6 vol.-% SiC to describe the thermal stability of the silicon carbide in the cerium dioxide matrix. Powder was prepared by milling under previously described conditions. TGA was performed on the 6300 TG-DTA device (Seiko Instruments, Japan) and pure Al2O3 crucible was used in air atmosphere. The heating rate was preset on the value of 20°C min−1 and maximum temperature of the analysis was 1300°C.
Phase compositions were investigated using the Rigaku (Cu Kα radiation) X-ray diffractometer (XRD). The XRD was operated at a voltage of 40 kV and a current of 30 mA, and source of X-rays was Cu anode. Results were compared with known data for information about constituents and present phases. All XRD spectra were taken of both the surface of the sintered pellets and in some cases of the crushed powder from sintered pellets.
Thermal diffusivity (
The specific heat capacities (
The thermal conductivities (
Results
Conventionally sintered CeO2 + SiC pellets
Final relative densities of selected sintered pellets are shown in Table 2. Milling significantly promoted CeO2 densification during pressureless conventional sintering. If it is not stated otherwise, milled powder was used for the preparation of CeO2 pellets. The microstructure of pure CeO2 conventionally sintered pellets is depending on powder processing and the pore size of the sintered body (1500°C for 60 min) is significantly different, see Figure 1(a,b).
Microstructure of not milled pure CeO2 (a) and milled pure CeO2 (b) sintered at 1500°C/60 min; milled pure CeO2 (c) and milled CeO2 + 6 vol.-% SiC (d) pellets sintered in SPS (1300°C/50 MPa/5 min.). Note that white arrow in Fig. 1d indicates SiC. Relative densities of selected sintered samples.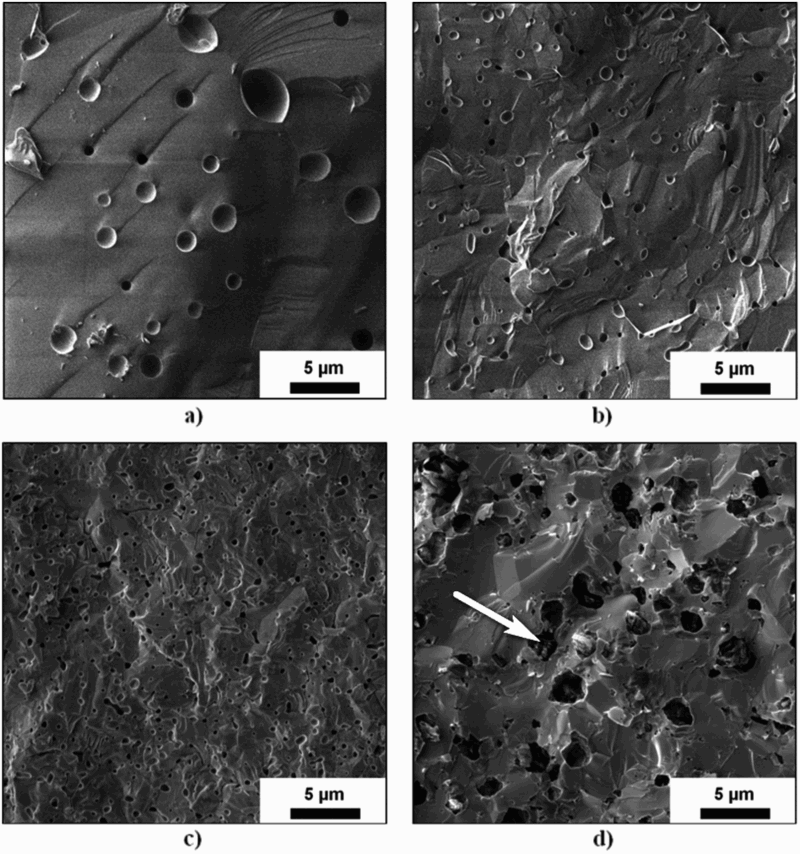
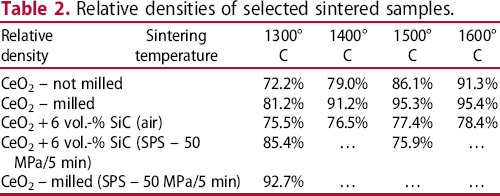
XRD analysis was performed on the CeO2 + 6 vol.-% SiC pellets to analyse if the SiC remains in the CeO2 matrix after sintering in oxidative atmosphere at 1600°C for 60 min. The result of XRD analysis of the CeO2 + 6 vol.-% SiC pellet is shown in Figure 2. The analysis revealed that SiC was oxidised during sintering at high temperatures and the newly formed phase is mainly SiO2. Thermogravimetric analysis was also performed on the milled CeO2 + 6 vol.-% SiC powder for better understanding of the silicon carbide thermal stability in air atmosphere inside the CeO2 matrix. The result of TGA analysis is also shown in Figure 2 and demonstrates thermal stability of SiC inside the CeO2 matrix up to approximately 1050°C.
XRD analysis of the CeO2 + 6 vol.-% SiC pellet sintered at 1600°C/1 h; TGA of milled CeO2 + 6 vol.-% SiC powder.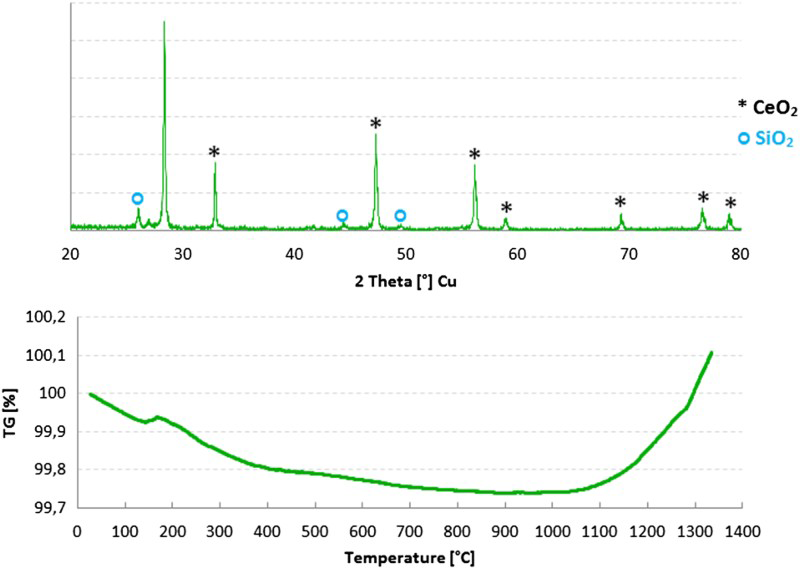
CeO2 and CeO2 + SiC pellets sintered in SPS
Selected samples of CeO2 and CeO2 + SiC pellets sintered in SPS were taken and studied in the scanning electron microscope to analyse the influence of SPS on their microstructure.
The comparison of microstructures of the conventionally sintered CeO2 pellet and the CeO2 pellet sintered by SPS is shown in Figure 1(b,c). Pellet that was conventionally sintered at 1500°C for 60 min was chosen for the comparison with the pellet sintered in SPS, because their theoretical density are close to require for nuclear fuel pellets (95%). Fine morphology of sintered CeO2 was caused by lower sintering temperature during SPS.
The microstructure of the CeO2 + 6 vol.-% SiC pellet sintered in SPS is shown in Figure 1d. Observed SiC particles were evenly distributed inside the CeO2 matrix; however, the boundary between SiC particles and CeO2 matrix was not continual and SiC particles were like loosely inserted into the CeO2 matrix.
The XRD analysis was performed on the CeO2 + 6 vol.-% SiC pellets sintered in SPS to analyse the presence of SiC after the sintering process to compare it with conventionally sintered pellets. Result of the XRD analysis of the CeO2 + 6 vol.-% SiC pellet is shown in Figure 3. It was observed that SiC remained in the structure in unchanged state, but CeO2 was partially reduced to Ce2O3.
XRD analysis of the CeO2 + 6 vol.-% SiC pellet sintered in SPS.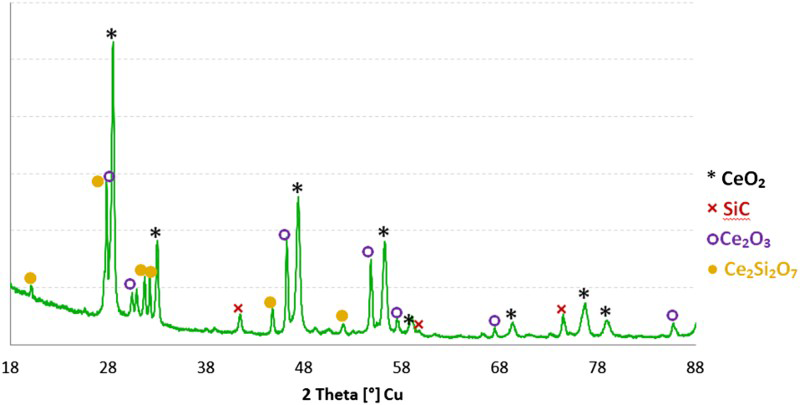
Thermal conductivity
Green body
Thermal conductivity and thermal diffusivity measurements were implemented on the green body CeO2 and CeO2 + SiC pellets prepared by uniaxial and cold isostatic pressing, respectively. No chemical reaction between CeO2 and SiC is going to happen at room temperature under such conditions. The relative densities of measured materials are shown in Table 2. The thermal diffusivity of green body pellets was measured from laboratory temperature up to 500°C with step of 100°C and three measurements were taken at each temperature. Thermal conductivities of CeO2 and CeO2 + SiC pellets were then calculated and their dependence on the temperature is shown in Figure 4. It was observed that the thermal conductivity of green pellets gradually decreases with increasing volume of silicon carbide.
Thermal conductivities of green body CeO2 and CeO2 + SiC pellets.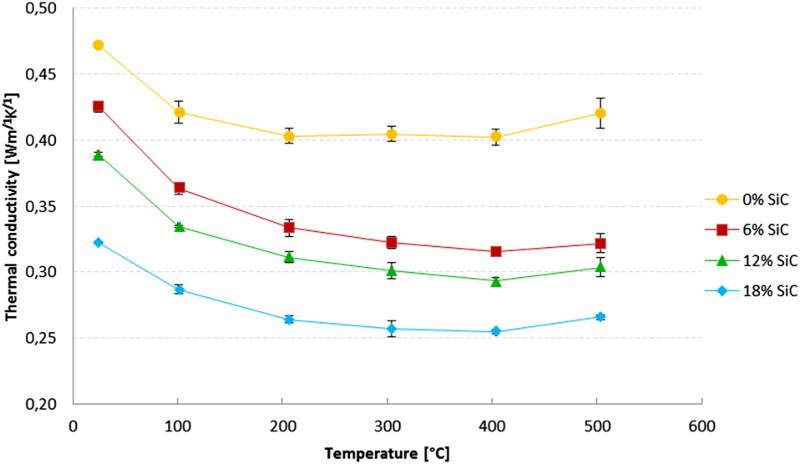
Sintered pellets
Thermal diffusivities of sintered CeO2 and CeO2 + SiC pellets were measured from room temperature up to 900°C with step of 100°C, and consequently thermal conductivities were calculated. Changes in thermal conductivities with temperature for conventionally sintered CeO2 pellets and SPS-sintered CeO2 and CeO2 + 6 vol.-% SiC pellets are shown in Figure 5. The thermal conductivity of conventionally sintered CeO2 pellets was higher than that of CeO2 sintered in SPS and the lowest thermal conductivity was measured on CeO2 + 6 vol.-% SiC pellets sintered in SPS. Experimental data demonstrated that the thermal conductivity of CeO2 is strongly decreasing with a increasing in temperature.
Comparison of thermal conductivities of conventionally sintered CeO2 pellets and SPS-sintered CeO2 and CeO2 + 6 vol. SiC pellets.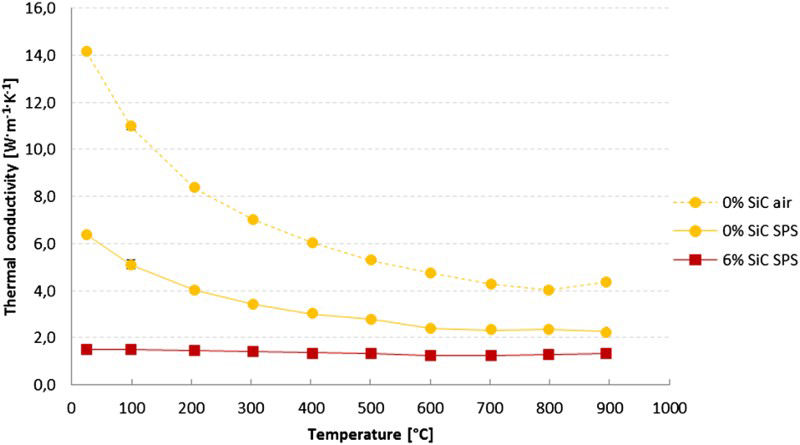
Discussion
Green body
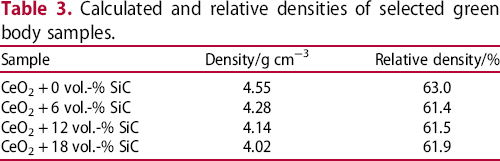
Relative densities of green body pellets prepared by uniaxial and cold isostatic pressing are between 61 and 63%. Such high values were achieved thanks to very good compressibility of CeO2 powder and soft aggregates inside the starting powder, which can be easily milled down. Milling allows changing density and microstructure of the sintered powder as it should be required for surrogate material to copy as many physical parameters as possible. Relatively short milling time (2 h) allows significant change in the morphology of powder and the sintered body. Further prolongation of milling time or its shortening can be used as efficient tool for microstructure tailoring. Therefore, mimicking of UO2 microstructure and density is possible, and can be used in studies for enhancing the thermal conductivity [27].
Sintering
Pure CeO 2
An influence of powder milling and sintering temperature on the relative density of sintered CeO2 pellets was investigated. The relative density measurement results, shown in Table 2, reveal that difference in relative density between pellets prepared from unmilled and milled powder is about 10% at all sintering temperatures, except for 1600°C where the difference is only about 5%. Positive impact of powder milling on relative densities of sintered CeO2 pellets can be explained by a change in the morphology of powder. However, if temperature reaches 1600°C, the green body morphology does not play so significant role and grain growth is main force of densification.
Target of relative density was 95%, because the density of UO2 pellets was used as a nuclear fuel. Table 2 shows that this target density was already at a sintering temperature of 1500°C in case that milled powder was used.
Ceo2 mixture with SiC
Mixture of CeO2 with SiC was sintered in air conditions to replicate experiments with UO2 [14]. Relative densities after sintering remain in the range from 75.0 to 78.4% and even a difference of 300°C temperature does not make significant difference. Such densities are low in comparison with relative densities of pure CeO2 pellets. XRD analysis (Figure 2) disclosed that SiC during conventional sintering in air atmosphere was oxidised into SiO2, carbon from SiC escaped from the sample in the form of CO2. This result was confirmed by thermogravimetric analysis, see Figure 2. All the experiments and analysis mentioned above showed that conventional sintering in air atmosphere is not the right procedure to prepare CeO2 + SiC pellets in which the silicon carbide remains in unchanged state to be able to improve thermal conductivity of pellets. The formation of SiO2 in CeO2 + SiC sintered in air atmosphere is similar to the behaviour of UO2 + SiC reported in the literature, [14] and similar trends for oxidation of SiC in UO2 and CeO2 can be expected.
Sintering in SPS conditions is the environment without SiC degradation; moreover, successful densification of UO2 with SiC additives by SPS was reported in the literature, when both high density and enhanced thermal conductivity were achieved [28]. Therefore, surrogate material was also sintered in SPS conditions. The relative densities of the CeO2 and CeO2 + SiC pellets sintered in SPS were between 85.4 and 92.7% (calculated for CeO2 and SiC mixture, see Table 2). Such densities look as if they are below the target density; however, due to the simultaneous change of phase composition, its real theoretical value can be different. The main reason for relatively low density was low sintering temperature (1300°C), caused by decomposition of CeO2. The XRD analysis and microstructure analysis of the CeO2 + 6 vol.-% SiC pellet (Figure 3) reveal that silicon carbide is generally stable during sintering in SPS, but small part of SiC reacted with CeO2 and formed silicate (Ce2Si2O7). The XRD analysis also revealed that CeO2 was reduced to Ce2O3 during the sintering in SPS. CeO2 is reduced in SPS at a relatively low temperature. The UO2 does not show the tendency to be reduced in SPS conditions [10]. CeO2 has stronger tendency to be reduced than UO2; moreover, decomposition of CeO2 starts at lower temperature. The formation of silicate is also one of the differences in the behaviour of CeO2 and UO2 during SPS.
Thermal conductivity
Calculated and relative densities of selected green body samples.
Thermal conductivities of sintered CeO2 and CeO2 + SiC pellets were measured up to 900°C. Thermal conductivities of pure CeO2 pellet sintered in air atmosphere, CeO2 pellet sintered in SPS and CeO2 + 6 vol.-% SiC pellet sintered in SPS are shown in Figure 5. The difference between thermal conductivity of the CeO2 pellet sintered in air atmosphere and the CeO2 pellet sintered in SPS could be found in three differences. First, some microcracks are in the microstructure of CeO2 pellet sintered in SPS, see Figure 6. Second, the microstructures of pellets are different, and grain size of the CeO2 pellet sintered in SPS is smaller than that of CeO2 pellet sintered in air atmosphere. Third, relative densities of pellets are different also due to the presence of Ce2O3. The relative density of CeO2 pellet sintered in air is 95.4% and the relative density of CeO2 pellet sintered in SPS is 85.4%. Outcome of all these differences is an increase of boundaries in the CeO2 pellet sintered in SPS, whether it is boundary between grains or boundary between solid material and pores, see the white arrow in Figure 1d. These boundaries act as a phonon scattering centres and therefore thermal conductivity of the CeO2 pellet sintered in SPS is lower than that of the CeO2 pellet sintered in air.
Microstructure of pure CeO2 pellet sintered in SPS.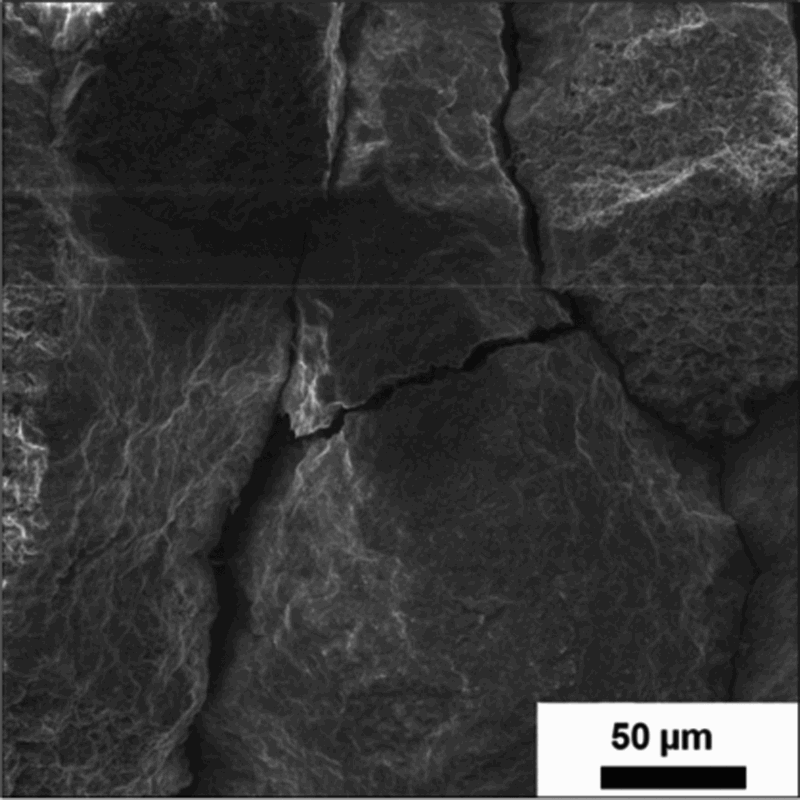
Thermal conductivity of the CeO2 pellet sintered in air reached the value of 14.1 W m−1 K−1 at 25°C. Such value is slightly higher than that reported in the literature. For example, Mogensen [31] stated thermal conductivity of pure CeO2 reached the value of 12 W m−1 K−1 at room temperature, and Shackelford [32] stated that thermal conductivity of pure CeO2 is 9.58 W m−1 K−1 at 400 K (126.85°C). At the temperature of 100°C, the thermal conductivity has a value of 10.95 W m−1 K−1 and it is very close to the values reported in the literature. Some differences are expected because of various microstructures of the reported materials.
When comparing the thermal conductivity of CeO2 pellet sintered in SPS and CeO2 + 6 vol.-% SiC pellet sintered in SPS, higher thermal conductivity was measured for the CeO2 pellet. This result was contrary to expectations, and similar trend was observed such as for green body pellets. The reason for such low thermal conductivity of pellet with the addition of high conductive SiC can be found in the microstructure, especially in the grain boundaries. This microstructure is shown in Figure 1d, and there can be seen that the boundary between SiC particles and CeO2 matrix is not continuously connected. SiC particles are loosely inserted into the CeO2 matrix, so there is not good contact between SiC and CeO2. This bad contact between SiC particles and CeO2 matrix creates once more high number of interphase boundaries and thus high number of phonon scattering centres. This phonon scattering centres greatly reduce the thermal conductivity of CeO2 + 6 vol.-% SiC pellet. The problem of grain boundary is very similar also for UO2 + SiC system as reported in the literature [14,33] and similar solutions for both systems can be expected.
Conclusions
Examined sintering behaviour of SiC in CeO2 matrix has some similarities to the behaviour of SiC in UO2 matrix observed in the literature. Both mixtures have disruptions on SiC-matrix grain boundary. It was also verified that composite pellets with the addition of SiC cannot be conventionally sintered in air atmosphere without oxidation of SiC to SiO2. These composites of pellets can be prepared in SPS reductive conditions. The main limitation of CeO2 is its reduction to Ce2O3 during sintering in SPS at relatively low temperatures, which limits the use of CeO2 as a surrogate material for UO2.
SiC additive inside the CeO2 matrix has not positive influence on thermal conductivity at high temperatures. All composite pellets had lower thermal conductivities than pure CeO2 pellets, which was caused by phonon scattering on imperfect boundaries between CeO2 matrix and SiC particles. Application of CeO2 during the investigation of UO2 thermal conductivity enhancement is feasible, however, within many restrictions given by lower stability of oxygen in CeO2 than in UO2.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.