
Abstract
Rotary kilns are used extensively in the cement industry to convert raw meal into cement clinker. In order to optimise the operation of cement kilns, computationally efficient thermal models are required. In this work, the development of a one-dimensional thermal model for kilns is explored. To simplify the model, the kiln is assumed to be well mixed in the transverse direction. A simultaneous mass and energy balance is solved based on a steady-state approximation. Existing semi-empirical models for heat transfer in the kiln are implemented and critically evaluated. The resulting one-dimensional model is capable of predicting axial temperature profiles in the rotary kiln which agree well with the available experimental data found in the literature. The model presented here extends from previous published models by considering a full enthalpy balance for the gas in the kiln. This allows the model to be used in a fully predictive manner, taking into account the temperature-dependent thermodynamic, transport, and radiative properties of the gas phase.
List of symbols
Absorptivity (dimensionless)
Angular velocity of kiln (rad s−1)
Bed height (m)
Bed solid volume fraction (dimensionless)
Central angle formed by the solid bed (rad)
Chord length of the solid bed (m)
Density (kg m−3)
Dynamic viscosity (kg m−1 s−1)
Emissivity (dimensionless)
Form/view factor (dimensionless)
Gas film thickness (dimensionless)
Grashof number (dimensionless)
Heat flux per unit length (W m−1)
Heat transfer coefficient (W m−2 K−1)
Hydraulic diameter (m)
Isobaric heat capacity (kJ kg−1 K−1)
Kiln inner diameter (m)
Kiln outer diameter (m)
Kiln solid loading fraction (dimensionless)

Mass flow rate (kg s−1)
Mean beam length (m−1)
Nusselt number (dimensionless)
Particle diameter (m)
Perimeter for heat transfer (m)
Prandtl number (dimensionless)
Rayleigh number (dimensionless)
Stefan Boltzmann constant (W m−2 K−4)
Temperature (K)
Thermal conductivity (W m−1 K−1)
Thermal resistance (m2 K W−1)
Velocity (m s−1)
Angular
Axial
Bulk bed
Conduction
Convection
Covered wall
External
Gas
jth kiln wall layer
Radiation
Shell
Solid bed
Wall
Introduction
Rotary kilns are crucial processing units in the chemical, metallurgical, and pharmaceutical industries. The rotary kiln is popular as it is the most advanced high-throughput and high-temperature industrial kiln technology. It is also the preferred choice in cement manufacture where production rates approach kilotons per day and many of the critical reactions take place at temperatures up to 1500°C. The world demand for cement is on the increase and at present the cement industry consumes approximately 12–15% of the global industrial energy demand [1]. The cement industry also emits approximately 5–8% of global CO2 emissions which arise from the decomposition of limestone and the combustion of fuels [2,3]. It is therefore vital that kilns are well understood to allow the optimisation of heat transfer in existing kiln installations. In addition, it is essential that detailed models for the kiln are available so that novel low-carbon cement formulations can be designed and developed. Finally, to enable effective scale-up of lab-based processes to pilot or industrial scales it is crucial that the conditions within the kiln are well characterised.
Unfortunately, the conditions within a kiln are not homogeneous and there is a complex relationship between the reactions, mass transfer, heat transfer, and mechanical dynamics of the processed material. Despite these difficulties, existing literature has focused on creating one-dimensional models which can capture quantitatively the kiln operation while remaining computationally tractable for optimisation studies. A coarse-grained computational model which is capable of predicting the thermal performance of the kiln within seconds is essential to enable plant-wide process optimisation.
Li et al. [4] were one of the first to develop a complete and simple kiln heat transfer model while developing an extended penetration theory to model the wall-bed heat transfer within unreactive rotary kilns. Mujumdar and Ranade [5] also developed a one-dimensional model where they use a simple kinetic model to approximate reactions within the kiln. It should be noted that including a detailed kinetic model is extremely difficult as not all chemical reactions occurring in the cement production process are known, nor is the kinetic data available. Finally, Romero Valle [6] developed a heat transfer model which combines the two aforementioned studies and the model presented here is based on that work. The models introduced predict the temperatures of the solid bed, the wall, and the outer shell. The work presented here improves on these previous works by also calculating the gas-phase temperature and considers accurate temperature-dependent thermodynamic descriptions of the solid and gas phases within the kiln. These improvements allow the model to be used in a fully predictive manner without measuring the gas temperatures of the target kiln during operation. There are commercial kiln models available which go beyond many of the approximations within this study (e.g. KilnSimu [7]); however, the detailed implementation of these models is not yet widely available. As this study aims to validate the performance of current heat transfer models for kilns, it is tested against the full range of available experimental data for inert beds from Barr [8] and Tscheng [9], whereas previous studies have only used a limited subset of these data. The Tscheng kiln is shorter (2.44 m) than the Barr kiln (5.5 m) and is operated at lower temperatures. This difference in operation allows a closer evaluation of the convective and radiative transport models. The experimental data used here have been carefully compiled and, where required, digitised from the original sources, and the resulting data files are available in the supplementary material to support further development in this field.
In the following two sections, the kiln model is outlined and its approximations are discussed. The ‘Model validation’ section validates the model against the available experimental data before the conclusions are presented.
Mass balance
In conventional cement manufacture, the kiln is operated as a combined counter-current heat exchanger and reactor. As illustrated in Figure 1, the solid phases enter at the cold end of the kiln and travel towards the burner while the gas phase flows in the opposite direction. In this study, only experiments with unreactive beds are considered to allow a detailed examination of the thermal model. As such, there is no interchange of mass between phases and compositions can be assumed to remain constant along the length of the kiln. Pressure drop is also ignored along the kiln resulting in a constant gas velocity. In addition, the experimental studies considered here were carried out carefully to ensure a relatively constant bed height along the length of the kiln [8,9]. This originally facilitated the development of the kiln heat transfer models and allows this study to isolate and validate the performance of these models within a more complete description of the kiln.
An illustration of the heat transfer fluxes per length, Q, considered in the kiln model. Arrows indicate the positive direction of heat flux. The superscripts indicate convective (cv), radiative (rd) or conductive (cd) terms whereas the subscripts indicate the phases in question: e.g. solid bed (s), gas (g), kiln internal wall (w), and external environment (ext).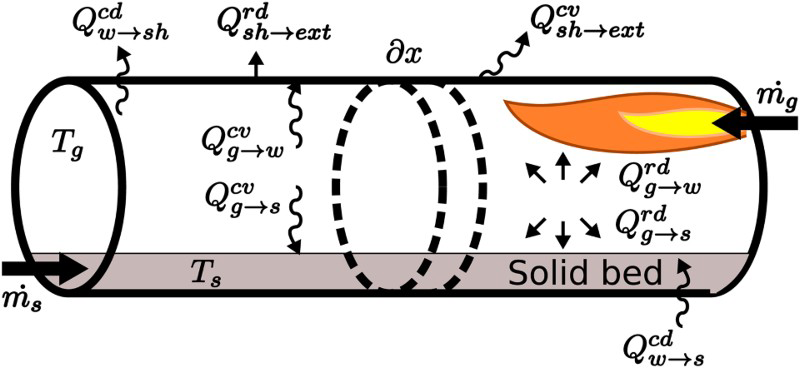
Energy balance
A one-dimensional model for inert constant-bed-height kilns can be constructed by performing a differential enthalpy balance over a transverse slice of the kiln. Within each slice, the solid and gas phases are treated as separate but homogeneous thermal bodies at a temperature Ts and Tg, respectively. Assuming steady state, separate enthalpy balances for the solid and gas phases yield the following differential equations,


 is the mass flux, and Q is a heat flux per unit length of the kiln at the current distance, x, along the kiln. On the heat flux terms, the superscripts indicate convective (cv), radiative (rd), or conductive (cd) terms whereas the subscripts indicate the phases exchanging heat and the corresponding sign convention (see Figure 1). As the bed composition is constant, the heat capacity is only a function of temperature. Gas heat capacity data are taken from McBride et al. [10], and solid heat capacity data are taken from Haas et al. [11].
is the mass flux, and Q is a heat flux per unit length of the kiln at the current distance, x, along the kiln. On the heat flux terms, the superscripts indicate convective (cv), radiative (rd), or conductive (cd) terms whereas the subscripts indicate the phases exchanging heat and the corresponding sign convention (see Figure 1). As the bed composition is constant, the heat capacity is only a function of temperature. Gas heat capacity data are taken from McBride et al. [10], and solid heat capacity data are taken from Haas et al. [11].
The use of the temperatures Tg and Ts in the balance equations fixes their definition as the temperatures of homogeneous phases which have the same enthalpy as the real phase. It is not immediately apparent that temperatures homogenised in this way are appropriate to use as the driving forces for heat transfer between the phases and surroundings. Assuming constant heat transfer resistances, the linear average of the temperature at the interface of each thermal body is required for conduction and convection calculations while a fourth-order volumetric average of temperature is required for gas radiation calculations; therefore, no single homogenised value of the temperature is exactly appropriate. The gas has significant variations in temperature over its volume [12]; however, the results of using first-order and fourth-order averaging of temperature have been found to be numerically close in this case [13]. This study, in-line with previous work [6], will directly use the homogeneous temperatures in the integrated heat transfer expressions and look to validate this approach as part of the study. It should also be noted that the assumption of a well-mixed solid bed is generally appropriate due to the design of a rotary kiln which promotes transverse mixing and often operates at low solid loadings [14]. The effect of the temperature gradient driving axial conduction is also neglected in this work for simplicity; however, due to the large aspect ratio of kilns (and the solid bed), the error brought about by this assumption is expected to be relatively small [4].
As part of the calculations of the heat flux, the outer shell and inner wall temperatures are required. Again, for simplicity these bodies are assumed to be homogeneous in temperature which reduces the representative temperature field to a single value and neglects internal effects such as wall to wall radiative heat transfer. At steady state, the internal wall temperature, Tw, and external shell temperature, Tsh, can be solved for implicitly via an energy balance,


This set of differential algebraic equations, (1)–(4), is solved simultaneously for each differential slice to calculate the temperatures of the system along the length of the kiln. The solver used here is an implicit differential algebraic solver (‘Implicit_Problem’ from Andersson [15]) using 30 steps in x, with absolute and relative tolerances both set at 10−4. To complete the model, expressions for the heat fluxes are required and these are described in the following subsections.
Conduction/penetration between the solid bed and the kiln internal walls

Heat transfer between the underside of the solid bed and the internal wall which it covers plays an important role in the heat transferred. Although this effect is notionally denoted here as a conductive heat transfer due to the close proximity of the bed and wall, the three dominant mechanisms for heat transfer in this case are actually conduction through the gas film between the wall and the bed, direct solid-wall contact conduction, and advective heat transfer near the bed edges. Older conduction models did not take into account the presence of a gas film [16,17]; however, Lehmberg et al. [18] first included terms for a gas film and presented a complex model which cannot readily be used for design purposes due to its requirement of additional experimental parameters. Tscheng [9] attempted to correlate experimental data [16-18] and proposed a model that is restricted to relatively low temperatures and does not take into account the effect of particle size. Li et al. [4] later extended penetration theory for packed beds and fluidised bed reactors developed by Schluender [19] to describe the heat transfer between the bulk solids and the covered internal wall in a rotary kiln. Their model, validated against experiments [18,20], presents the heat transfer coefficient as,
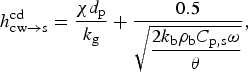
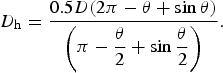
 is the central angle formed with the solid bed, D is the kiln internal diameter and Lc is the chord length of the solid bed. The gas film thickness, χ, is reported to be in the range of 0.096–0.198 for rotary kilns, with an optimum value of 0.1 in rotary kilns as calculated for sand with particles size in the range 0.1575–1.038 mm [4]; this value is used in all of our calculations. The temperature-dependent transport properties of the gas phase and the surroundings (discussed later on) such as thermal conductivities and viscosities are taken from Svehla [21]. In our model, the effective bed thermal conductivity, kb, is calculated using the Maxwell model based on effective medium theory as shown below,
is the central angle formed with the solid bed, D is the kiln internal diameter and Lc is the chord length of the solid bed. The gas film thickness, χ, is reported to be in the range of 0.096–0.198 for rotary kilns, with an optimum value of 0.1 in rotary kilns as calculated for sand with particles size in the range 0.1575–1.038 mm [4]; this value is used in all of our calculations. The temperature-dependent transport properties of the gas phase and the surroundings (discussed later on) such as thermal conductivities and viscosities are taken from Svehla [21]. In our model, the effective bed thermal conductivity, kb, is calculated using the Maxwell model based on effective medium theory as shown below,


 is the perimeter of the wall in contact with the solid bed.
is the perimeter of the wall in contact with the solid bed.
Radiation (
 ,
,
 ,
,

)

 . The correlation of Gorog et al. [27] is used to calculate the average mean beam length which includes reflection effects:
. The correlation of Gorog et al. [27] is used to calculate the average mean beam length which includes reflection effects:
 where hb is the height of the bed. Depending on whether this equation is for the solid or the wall (s/w), the perimeter is either
where hb is the height of the bed. Depending on whether this equation is for the solid or the wall (s/w), the perimeter is either
 (exposed bed) or
(exposed bed) or
 (exposed wall). Equation (5) is derived from the expression for the radiative heat transfer rate from a gas to a black surface multiplied by a low-order correction factor,
(exposed wall). Equation (5) is derived from the expression for the radiative heat transfer rate from a gas to a black surface multiplied by a low-order correction factor,
 , for the emissivity of the surface. Hottel and Sarofim have shown that if the emissivity of the surface is high
, for the emissivity of the surface. Hottel and Sarofim have shown that if the emissivity of the surface is high
 , the error introduced by the use of this truncated expression does not exceed 10% [25]. Radiative heat transfer between the internal wall and the solid bed is calculated using the following expression [25],
, the error introduced by the use of this truncated expression does not exceed 10% [25]. Radiative heat transfer between the internal wall and the solid bed is calculated using the following expression [25],

 is the bed to wall form/view factor (
is the bed to wall form/view factor (
 for flat beds) and
for flat beds) and
 is the perimeter of the exposed bed, and
is the perimeter of the exposed bed, and
 is the perimeter of the exposed wall as defined earlier. It should be noted that both radiative expressions ignore axial radiation for simplicity and computational efficiency. The gas-solid/wall and solid-wall radiation effects are decoupled for simplicity as well. A more detailed model which includes these effects would require additional computational cost which appears not to be justified here.
is the perimeter of the exposed wall as defined earlier. It should be noted that both radiative expressions ignore axial radiation for simplicity and computational efficiency. The gas-solid/wall and solid-wall radiation effects are decoupled for simplicity as well. A more detailed model which includes these effects would require additional computational cost which appears not to be justified here.
Gaseous composition of dry air used.

Convection (
 ,
,

)
Convective heat transfer in rotary kilns was studied by Tscheng as a function of kiln operating parameters including gas and solid throughput, rotational speed, solid loading, inclination, particle size, and temperature [9]. The resulting convective heat transfer coefficients are given below,


Two Reynolds numbers are used to characterise the gas flow within the kiln and are calculated using the following expressions,

 is the gas velocity based on subtracting the area of the bulk bed from the area of the kiln tube. The gas density is calculated from the ideal gas equation. The overall heat flux is then given by
is the gas velocity based on subtracting the area of the bulk bed from the area of the kiln tube. The gas density is calculated from the ideal gas equation. The overall heat flux is then given by
 , where
, where
 is the perimeter of the exposed bed and
is the perimeter of the exposed bed and
 is the perimeter of the exposed wall as defined earlier.
is the perimeter of the exposed wall as defined earlier.
Heat loss from the kiln (
 ,
,

)
Rotary kilns are relatively inefficient unit operations with modern industrial kiln thermal efficiencies reported to be as low as 40% [28]. Heat losses from the kiln therefore play an important role in the overall energy balance in the kiln. It is a major industrial concern, and energy efficiency is one of the primary focuses of current research in cement manufacture. The heat loss from the kiln internal wall to the surroundings is derived from the total resistance, RTotal,

 and radiation
and radiation
 from the outer shell of the kiln to the surroundings and are calculated using standard expressions as shown in the equations below,
from the outer shell of the kiln to the surroundings and are calculated using standard expressions as shown in the equations below,


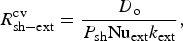
where Do is the outer diameter of kiln,
 are the inner/outer diameters of the wall layer j, the subscript ext is used to indicate the environment external to the kiln,
are the inner/outer diameters of the wall layer j, the subscript ext is used to indicate the environment external to the kiln,
 is the perimeter of the outer shell, and
is the perimeter of the outer shell, and
 is the Nusselt number for natural convection. Standard semi-empirical expressions for natural convection on the outside of horizontal cylinders were taken from Holman [29];
is the Nusselt number for natural convection. Standard semi-empirical expressions for natural convection on the outside of horizontal cylinders were taken from Holman [29];
 , where Gr is the Grashof number, Pr is the Prandtl number, and the coefficients n and m vary with the Rayleigh number (GrPr) as: 0.85 and 0.188 when 102 ≤ Ra ≤ 104, 0.48 and 0.25 when 104 ≤ Ra ≤ 107, and 0.125 and 1/3 when 107 ≤ Ra ≤ 1012, respectively. Thermal conductivities of the kiln layers in the Barr kiln are taken from the original source, while those of the Tscheng kiln are assumed to be standard values reported in the literature: 0.294 W m−1 K−1 for the refractory, 45.2 W m−1 K−1 for the steel shell, 0.08 W m−1 K−1 for the ceramic paper insulation, and 0.04 W m−1 K−1 for the fibre glass insulation. The heat loss from the kiln to the surroundings is then solved using
, where Gr is the Grashof number, Pr is the Prandtl number, and the coefficients n and m vary with the Rayleigh number (GrPr) as: 0.85 and 0.188 when 102 ≤ Ra ≤ 104, 0.48 and 0.25 when 104 ≤ Ra ≤ 107, and 0.125 and 1/3 when 107 ≤ Ra ≤ 1012, respectively. Thermal conductivities of the kiln layers in the Barr kiln are taken from the original source, while those of the Tscheng kiln are assumed to be standard values reported in the literature: 0.294 W m−1 K−1 for the refractory, 45.2 W m−1 K−1 for the steel shell, 0.08 W m−1 K−1 for the ceramic paper insulation, and 0.04 W m−1 K−1 for the fibre glass insulation. The heat loss from the kiln to the surroundings is then solved using
 and
and
 . These equations allow Tw and Tsh to be solved for implicitly in each transverse slice using Equations (3) and (4).
. These equations allow Tw and Tsh to be solved for implicitly in each transverse slice using Equations (3) and (4).
Model validation
Properties of the Tscheng and Barr experimental kilns.
Barr collected two sets of gas temperature measurements, the first set is 2.5 cm above the solid bed surface and the second set is 10 cm away from the kiln wall surface. The latter gas temperatures are used for validation as they appear to be the best available representation of the enthalpy-averaged gas temperature used in the simulation model. The operating conditions of the Tscheng (Supplementary Material 1) and Barr (Supplementary Material 2) kiln trials are provided here. The compiled experimental data for temperature versus kiln length of the Tscheng [8] (Supplementary Material 3), and Barr [8] (Supplementary Material 4) trials are also provided as supplementary data. In addition to the data files, the remaining information required to reproduce this work which is not provided in the supplementary material is that the solid particle diameter of all the Tscheng trials was 0.73 mm [9], and in the Barr trials, solid loading was always at 12%, and the kiln RPM at 1.5 [8]. In our calculations, the only remaining free parameters are the initial conditions for the solid and gas temperatures. In this case, the temperatures of the solid and gas at the solid inlet end of the kiln then are calculated via least-squares regression of the model results to the kiln data. This is performed as there is insufficient data to determine these values directly from the experiments due to the disturbances at the kiln entry and exit.
The model is compared against 53 sets of kiln trial data, and a summary of the simulation predictions is given in Table 3. A representative example of one Barr trial is given in Figure 2, and a representative example of one Tscheng trial is given in Figure 3. For the simulation of the Tscheng trial shown in Figure 3, as the physical properties between 1.02 and 1.22 m are not known owing to the unknown properties of the equipment installed in this region, the initial conditions on both sides of this zone are calculated separately. Table 3 and Figures 2 and 3 demonstrate that the model gives an excellent agreement between the experimental and simulated temperatures with an average error of ±15.5 K in the Barr kiln and ±6.5 K in the Tscheng kiln. The average absolute error in the Tscheng kiln is significantly lower than that of the Barr kiln; however, the relative errors are comparable due to the lower operating temperatures of the Tscheng experiments. Overall it appears that this model is sufficiently accurate to capture the performance of these two trial kilns. Owing to the relatively large difference in operating conditions between the two kiln trial data sets, the strong agreement indicates that this model is quite general and may be capable of predictively capturing the performance of a wide range of kiln geometries and operating conditions.
The temperature profile along the length of the kiln as obtained from simulation (lines) and Barr trial T4 experiments (symbols). Black solid vertical lines represent the region used for validation of the model. The temperature profile along the length of the kiln as obtained from simulation (lines) and Tscheng trial A11 experiments (symbols). Black solid vertical lines represent the region used for validation of the model. The region between 1.02 and 1.22 m is uninsulated and as the physical properties of the kiln in this region are not known, due to the unknown properties of the equipment installed in that section of the kiln, the initial conditions to perform the integration on either side of this region are calculated separately. Statistics on the deviation from the experimental results of the model temperature predictions for all trial data sets.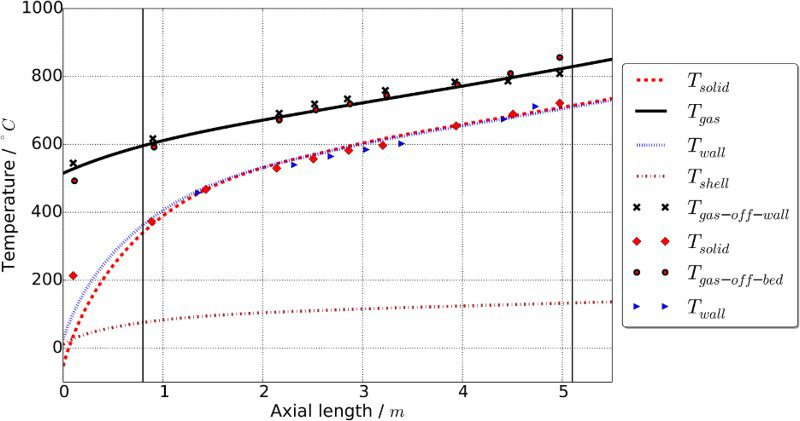
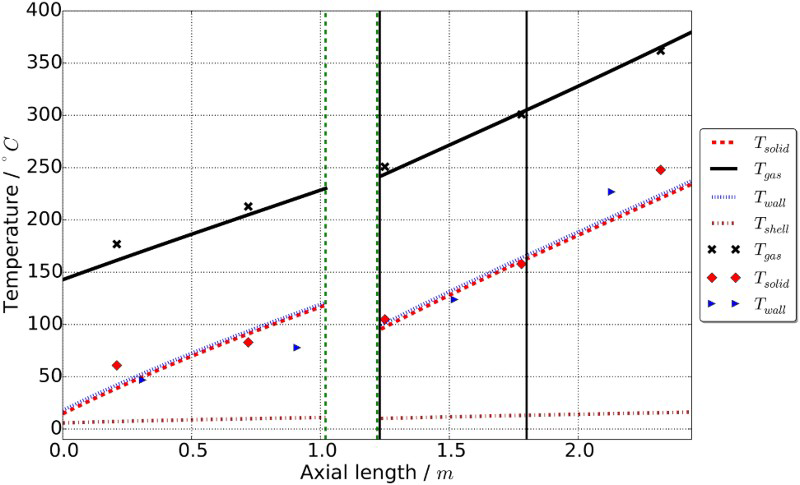

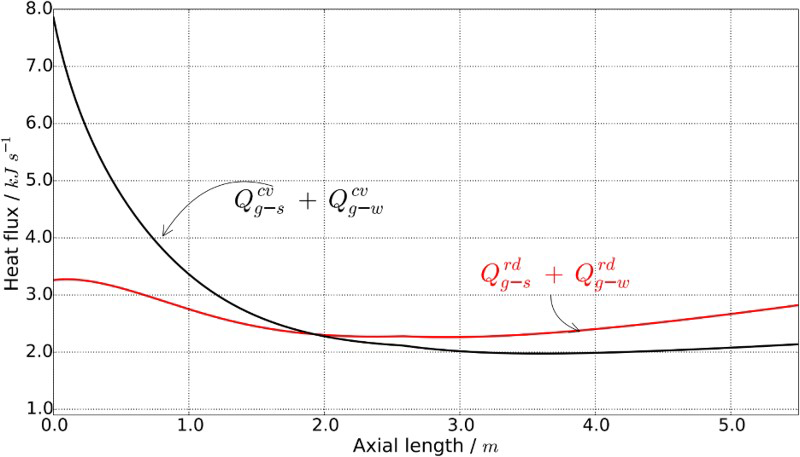
Figure 4 displays the simulated heat fluxes of the various heat transfer paths for the same selected Barr trial as presented in Figure 2. It is apparent that the radiative heat flux between the solid bed and the kiln wall is negligible compared to other heat fluxes. A temperature cross-over between the solid and wall implies that the wall heats the solid feed up until around 2 m into the kiln. Figure 5 presents a comparison between the total calculated radiative and convective heat transfer from the gas phase in Barr trial T4. As is expected, convection is dominant at lower temperatures (<950°C or 2 m into the kiln in this case) and radiation is the dominant at higher temperatures.
Comparison of the heat fluxes of the various heat transfer paths of Barr trial T4, as predicted by the computational model. Comparison between the total calculated radiative and convective heat transfer from the gas to both the solid and wall within the kiln enclosure of Barr trial T4.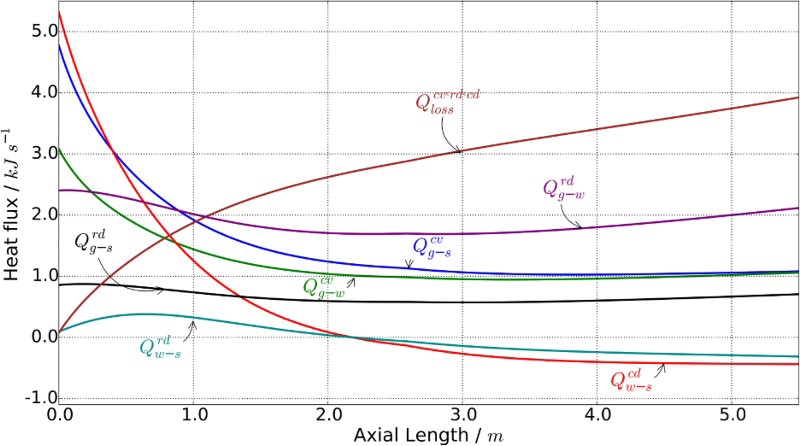
The model can also be used to validate the assumptions made by Tscheng [9] in deriving the convective heat transfer coefficients. The radiative contribution calculated from this model is <1.5% of the convective contribution in the Tscheng experiments. This approaches the experimental error and validates their assumption to neglect radiation while developing convective heat transfer models for rotary kilns under their conditions.
Conclusions
A one-dimensional rotary kiln thermal model is presented which considers a full mass and energy balance for all the species of gas and solid in the kiln. The model considers solid and gas temperature-dependent thermodynamic, transport, and radiative properties. The model is demonstrated to predict axial temperature in the rotary kiln to within experimental error, hence validating the key approximations used, such as the homogenisation of the temperature. This also appears to confirm that neglecting axial effects is not unreasonable, although these effects may have been partially included during the fitting of the empirical expressions used for heat transfer. By including a thermodynamic description of the gas phase, the model is complete and may be used to predict the performance of new kiln designs (with inert beds). In this case, estimates for the two initial conditions (which are the only free parameters in the model) may be obtained from an adiabatic flame temperature calculation for the gas inlet and ambient temperature used for the solid inlet. The current model does not include the effects of a burner within the kiln; thus further work will be required to determine the additional radiation effects and progression of combustion along the length of the kiln.
In order to expedite the development of novel clinker compositions and kiln processes such as that in Hanein et al. [30], work is currently under way to couple the thermal model presented here with a thermodynamic database for combustion and cements which we recently compiled [31]. This development will allow the enthalpy of solid and gas reactions to be included in the heat balance and extend the model to reactive systems. There is limited data for the solid-phase reaction kinetics; however, our initial results indicate that a simple equilibrium thermodynamic model is capable of predicting the final output of industrial and pilot cement kilns to a reasonable degree of accuracy. Finally, variations in bed height and solid mass flux arising from changes in the solid phase will require a predictive model for the motion of the solid bed; however, there are a number of models available in the literature. The resulting coupled heat transfer, thermodynamics, and solid dynamics model will allow the broad optimisation of the kiln design, fuel, and raw feed composition for a wide range of industries.
Footnotes
Acknowledgements
The authors gratefully acknowledge the financial support provided by the Gulf Organization for Research and Development (GORD), Qatar through research grant number ENG016RGG11757.
Disclosure statement
No potential conflict of interest was reported by the authors.