
Abstract
0.5[(Ba0.7Ca0.3)TiO3]–0.5[Ba(Zr0.2Ti0.8)O3] lead-free ceramics were synthesised by coprecipitation method and sintered by fast microwave sintering (MWS) and by conventional sintering (CS) at 1200°C. After being sintered with the two different methods, the materials were characterised for structural, microstructural, frequency and temperature-dependent dielectric properties, Raman spectroscopy, and ferroelectric measurements. Results are compared and discussed in the present paper. X-ray diffraction confirms the presence of the tetragonal and rhombohedral phases in the composites sintered by both methods. The ferroelectric to paraelectric transition temperature (Tc) is increased in microwave-sintered composite. Diffuse constant (γ) values show BCT–BZT ceramics to be neither normal ferroelectrics nor relaxor ferroelectrics. Raman spectra confirm phase transition in the ceramic samples. Saturation polarisation (Ps) values are 7.62 and 4.28 µC cm−2 and nearly equal remanant polarisation (Pr) values were observed for BCT–BZT composite sintered with MWS and CS, respectively.
Introduction
Lead-free ceramic materials have become most important in the research on replacement of highly toxic lead-containing materials. The lead-containing materials like lead zirconate titanate (PZT) are most studied and widely used in sensors, actuators, transducers and ceramic filters, etc. for more than a decade. Now, it is well proved that lead-containing materials leave adverse effect on environment. Toxic property of lead-containing materials hinders its use in many applications, as the use of these materials is restricted in many countries. Therefore, investigations have been extensively carried out to develop lead-free materials with excellent piezoelectric properties. Many researchers across worldwide studied and developed the lead-free piezoelectric materials, suitable for replacement of lead-containing materials. There are many lead-free material systems such as, K(TaNb)O3, (K0.5Na0.5)NbO3, sodium bismuth titanate (NBT), NBT–BaTiO3 solid solutions, Bi:SrTiO3, Ba(Ti,Sn)O3, Ba(Zr,Ti)O3, Ba(Ti,Sn)O3, (Ba,Ca)TiO3 and the composites of these solid solutions [1-3]. Although all material systems mentioned above are practically useful in various applications, BaTiO3 and its modified systems such as x[(Ba0.7Ca0.3)TiO3]–(1-x)[Ba(Zr0.2Ti0.8)O3] [BCT–BZT] are among the important ferroelectric materials with high dielectric constant, low dielectric loss and improved piezoelectric properties found to alternative to lead-containing materials [45]. Liu and Ren [6] reported that BaTiO3 systems substituted with Ca2+ and Zr4+ [(1-x)Ba(Zr0.2Ti0.8)O3–x(Ba0.7Ca0.3)TiO3] (BZT–BCT) near the morphotropic phase boundary (MPB) composition, at × = 0.5 possess excellent piezoelectric properties (d33 ∼ 620 pC/N). But, it is well known that physical properties of BZT–BCT depend on the purity of raw materials, stoichiometry of chemical composition and the processing method. Also the sintering technique, which directly influences the microstructural properties of material and hence other properties, plays an important role in the synthesis processes of these materials. Most often, conventional solid state reaction method is used to prepare BCT–BZT ceramics, which requires relatively longer ball-milling, higher calcination (1200–1300°C) and sintering temperatures (1500–1600°C) with long soaking time (>10 h) [79]. Microwave sintering (MWS) is a unique technique found to be alternative to the conventional sintering (CS) technique. Similar and improved properties are observed in ceramics processed with fast microwave as compared to ceramics sintered by conventional routes; moreover, it requires less time and lower sintering temperature. Additionally, microwave sintering technique is a method that involves internal self-heating by the absorption of microwave power [10,11]. With the use of microwave sintering technique, direct or hybrid heating of the material may be possible. In the direct heating phenomenon through microwaves itself absorbs electromagnetic waves and converts these waves into heat, whereas in the hybrid microwave heating, the material under process will be placed in the chamber of media (SiC susceptor) which absorbs microwaves and converts them into heat. Therefore, comparison of the internal microwave sintering is possible with external sintering by thermal conduction or radiation. Microwave sintering is useful for the development of smaller grain-sized and uniform microstructures in ceramics. Also, the microwave-sintering technique is a well known technique for enhancement of density in ceramic materials with very rapid heating rate which shows similarities in improving the electrical, structural, microstructural and mechanical properties of ceramic compositions [1216]. Although the possibility of processing ceramics by microwave heating was discussed over 50 years ago, this method was used only in the past decades and only few reports on ceramic processing with microwave-sintering method are available.
In consideration of the above points, here an effort is made to synthesise the 0.5[(Ba0.7Ca0.3)TiO3]–0.5[Ba(Zr0.2Ti0.8)O3] lead-free ceramic composition using the hydroxide coprecipitation method. After being synthesised, this ceramic composite powder was sintered with two different techniques (fast microwave and conventional sintering) and the soaking time provided for processing of samples with a different technique was different. The effects of microwave sintering and conventional sintering method on structural, microstructural, dielectric and ferroelectric properties of as-synthesised (BCT–BZT) ceramic material were studied and compared in the present paper.
Experimental
Powder samples of (Ba0.7Ca0.3)TiO3 and Ba(Zr0.2Ti0.8)O3 are synthesised separately using the hydroxide coprecipitation method. For the synthesis of individual powder samples, stoichimetric amounts of barium nitrate Ba(NO3)2, calcium nitrate Ca(NO3)2·4H2O, zirconyl nitrate Zr(NO3)·2H2O and potassium titanium oxalate K2TiO(C2O2)4·2H2O of purity 99.9% are used as starting materials. KOH is used as a precipitating agent for complete precipitation of Ba(OH)2 and TiO(OH)2, The molar ratio of KOH to (BaTi) of 1.6 has been used, based on the earlier report [17,18]. It has been observed that the Ba(OH)2 and Zr(OH)2 are fractionally soluble in water but insoluble in alkaline medium. Therefore, the precipitates are washed for five to six times with the mixture that contains dilute ammonium (NH4OH) solution and distilled water. In each stage of precipitation, the pH of solution was maintained above 10. The obtained precipitates of BCT and BZT are dried under IR lamp temperature ∼150°C and ground for 4–5 h to make a fine powder which is then separately calcinated at 1000°C for 4 h.
After being calcinated an individual powder samples, BCT and BZT are mixed in stoichiometric proportion and ground in an agate mortar for 3–4 h to prepare the ceramic composite of 0.5BCT–0.5BZT. These mixed powder samples are pressed with a hydraulic press, and the pressure was maintained at about 5 tonnes to obtain the material in a disc shape of about 1 cm in diameter and about 2 mm in thickness. Pressed discs (pellets) and remaining powder sample were sintered with two different techniques (fast microwave sintering (hybrid sintering) and conventional sintering method) at 1200°C separately. In microwave sintering process, the ceramic composition was held for 20 min (soaking time) at the desired temperature. The temperature increased at the rate of 40°C min−1, a programmable microwave furnace with 1.3 KW, 2.45 GHz and a thermally insulated chamber, which prevented heat loss, were used for this purpose. The insulating chamber consisted of SiC (silicon carbide) plates for absorbing microwaves and to generate heat which will further directly transferred to the sample under process. An optical sensor (Raytek) was used for accurate measurement of the temperature of material under process. Similar composition of ceramic sample was conventionally sintered at the same temperature i.e. at 1200°C for 10 h. Schematically, the difference between microwave processing and conventional method of heating is represented in Figure 1(a), whereas Figure 1(b) shows the detailed sintering schedule mechanism for the samples sintered with both techniques. Powder samples of ceramic composites, after being sintered, are investigated by X-ray diffraction (Rigaku Miniflex-II), whereas pellet samples are used for further studies as a microstructural analysis using field emission scanning electron microscope with EDX (ZEISS Ultra-55). The sintered pellets of ceramic samples were coated with the silver on both sides for electroding purpose and dried at 150°C for 2 h and then used for dielectric measurement using LCR-Q meter (Wayne-Kerr 6300B). For tracing of ferroelectric behaviour (P–E loop), samples were immersed in a vessel that contains silicon oil bath and the corresponding polarisation values are measured with the application of electric field, and for this purpose, the ferroelectric hysteresis loop tracer (Marine India P–E tracer system) was used.
(a) Schematic diagram of microwave and conventional sintering process. (b) Detailed sintering schedule mechanism of MWS and CS.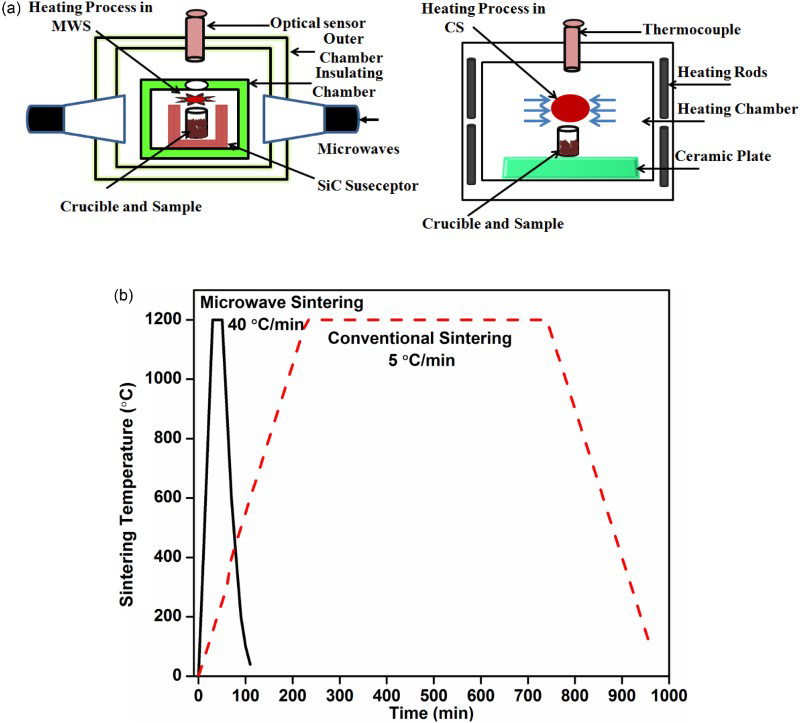
Results and discussion
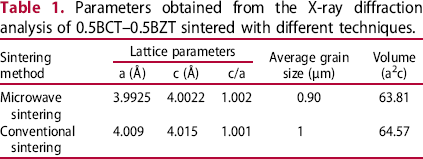
Figure 2 shows the room temperature X-ray diffraction pattern for 0.5[(Ba0.7Ca0.3)TiO3]–0.5[Ba(Zr0.2Ti0.8)O3] ceramic composite sintered by (a) conventional sintering (CS) and (b) microwave sintering (MWS) technique at 1200°C. X-ray diffraction patterns of 0.5BCT–0.5BZT ceramic samples measured between 2θ = 20° and 80° show the pure perovskite phase with coexistence of tetragonal and rhombohedral crystal structures and no impure phase was detected. Diffraction patterns of 0.5BCT–0.5BZT are assigned by the JCPDS card [05–626], [83–0368]. Existence of the polycrystalline perovskite structure without any secondary structure is in good agreement with the diffusion of Ca2+ and Zr4+ ions in to BaTiO3 lattice and confirms the formation of stable solid solution [2-4]. Separation of reflection peak 002/200 around 2θ = 45° and peak 202/220 at 2θ = 66° confirms the existence of tetragonal (T) and rhombohedral (R) structure, respectively [4]. The splitting of peaks at 2θ angles (45° and 66°) is shown in the inset of Figure 2. More splitting of the peaks at 2θ that is observed for the microwave-sintered ceramic sample confirms maximum diffusion of Ca2+ and Zr4+ ions in BaTiO3 lattice resulted from the fast sintering as compared to the slow conventional sintering. Also the diffraction peaks of the microwave-sintered samples shift towards higher angle. This result shows the need of higher sintering temperature for the ceramic sample processed with the conventional sintering method. Room temperature existence of rhombohedral and tetragonal crystal structure ascribes the morphotropic phase boundary nature of the 0.5BCT–0.5BZT ceramic material [3]. Crystallite size of the reflection with highest intensity was calculated using the Scherrer's equation which is 47 and 56 nm for microwave-sintered and conventionally sintered ceramic, respectively. Lattice parameter (a, c) values, tetragonal c/a ratio and volume of cell are listed in Table 1.
X-ray diffraction pattern of microwave- and conventionally sintered 0.5BCT–0.5BZT. Parameters obtained from the X-ray diffraction analysis of 0.5BCT–0.5BZT sintered with different techniques.
Microwave-sintered and conventionally sintered 0.5BCT–0.5BZT ceramics were analysed for their microstructures by means of FE-SEM. Figure 3(a,b) shows the FE-SEM images of microwave and conventionally sintered ceramic sample, respectively. The microstructural image of the sample processed with microwave technique shows denser nature, whereas the sample processed with conventional method shows less dense nature with the existence of some pores in it. The sample processed with MWS has the average grain size is about 0.9 μm, whereas the sample processed with conventional average grain size is about 1 μm. This might be resulted because in the fast hybrid microwave sintering technique, heating starts from inside of the sample surface and spreads to all the surfaces of sample in equal amount as compared to the conventional heating where the heating starts from outside of the sample surface. Moreover, enhancement in the density of ceramic sample processed with the microwave sintering technique results in the enhancement of electrical and physical properties of composition. Bulk density of 0.5BCT–0.5BZT pellet samples sintered with both techniques was determined using the Archimedes principle given as in Equation (1).
(a) FE-SEM image of microwave-sintered 0.5BCT–0.5BZT. (b) FE-SEM image of microwave-sintered 0.5BCT–0.5BZT.

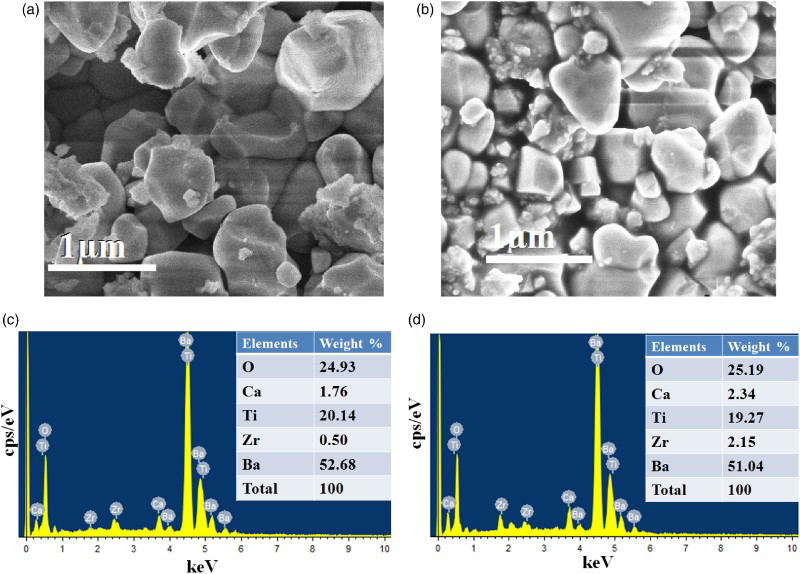
where Wd is the weight of the sample in dry, Ws is the weight of the soaked sample and Wa is the weight of sample suspended in air. Relative density (ρ) of composite is calculated using Equation (2) where ρth is the theoretical density of the BaTiO3 which is 6.02. The measured bulk density of sample sintered with microwave sintering is 5.62 g cc−3 and relative density 93.35%, whereas the bulk density of ceramic sample sintered with conventional method is 5.28 g cc−3 and relative density is 87.70%. The presence of all elements used to synthesise lead-free 0.5BCT–0.5BZT composite was confirmed by the energy-dispersive X-ray spectroscopy (EDX) analysis. Figure 3(c,d) shows the obtained EDX results of 0.5BCT–0.5BZT ceramic sample processed with different techniques, MWS and CS, respectively. EDX spectrum of both samples shows peaks corresponding to those elements which are incorporated in the composition and no other peak related to any impure phase was noticed in the present composition. Weight percentage of elements in the final composition of ceramic sintered with different techniques is shown in table inset of EDX spectrum for both MWS and CS sample.
Dielectric constant of 0.5BCT–0.5BZT samples was measured at frequencies varying from 500 Hz up to 1 MHz in temperature range from −10°C to 180°C. Figure 4(a,b) shows the variation of dielectric constant with temperature of microwave-sintered and conventionally sintered ceramics, respectively. Broad dielectric anomaly is observed for both ceramic samples sintered with two different methods. Analogous behaviour is observed from temperature-dependent dielectric constant spectra for both the samples. Here, the dielectric constant increases as the temperature increases for every applied frequency reaches maximum and then decreases. Microwave-sintered sample shows a dielectric constant of ∼2400, while the ceramic processed with conventional sintering method shows the lower dielectric constant value of ∼1200 at room temperature. Room temperature dielectric constant value in MWS ceramic sample was higher as compared to CS ceramic sample due to the higher densification of ceramics. As in fast microwave sintering process, the grain growth is uniform, and this uniformity of grains with good crystallinity enhances the permittivity value of the ceramic material [15]. Moreover, the ferroelectric–paraelectric transition temperature (Tc) of the microwave-sintered ceramic sample shifts to higher temperature. Tc of conventionally sintered 0.5BCT-0.5BZT ceramic was below 100°C (∼96°C), whereas Tc of microwave- sintering ceramic is equal to the transition temperature of pure BaTiO3 lattice (∼135°C). Shifting of Tc, mainly the composition-dependent phenomenon and the well orientation of the grains show improved electrical properties [2,19-20]. Internal stress increases as the free energy of the ferroelectric increases and Curie temperature decreases. The internal stress in the ceramic material can be relieved by pores. In the dense ceramics with small amounts of pores, internal stress is mainly relieved by grain-boundary sliding [21]. Thus, the dense ceramics with fine grains should have higher Tc than those with coarse grains [2,5]. Ceramic samples of 0.5BCT–0.5BZT sintered by both methods show the smaller dielectric anomaly near room temperature (∼23°C). This anomaly can be resulted from rhombohedral–tetragonal (R–T) phase transition at room temperature [3]. Room temperature transition of R–T phase and ferroelectric–paraelectric (T–C) transition at Tc confirms the existence of morphotropic phase boundary (MPB) in as-synthesised 0.5BCT–0.5BZT ceramic samples processed by both methods. Figure 3(c,d) shows temperature-dependent dielectric loss tangent for MWS and CS sample, respectively. Lower values of dielectric loss are observed for MWS sample, while higher values of loss tangent are observed for CS sample. It could be seen that loss tangent spectra show a similar kind of behaviour as the dielectric constant with temperature. Likewise, the dielectric constant spectra and the loss tangent spectra also show the two maxima associated with the R–T and T–C phase transition [22]. The presence of broad dielectric constant anomaly confirms the diffuse phase transition behaviour in ceramics sintered by both methods. Evaluation of the phase transition mode is done using the empirical comprehensive power law [13,5]. This law is applicable for the dielectric spectra of material which shows neither normal nor relaxor type of ferroelectric and is given as follows:
(a) Temperature-dependent dielectric constant spectra of MWS sample. (b) Temperature-dependent dielectric constant spectra of CS sample. Diffuse phase transition of MWS and CS 0.5BCT–0.5BZT.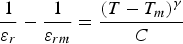
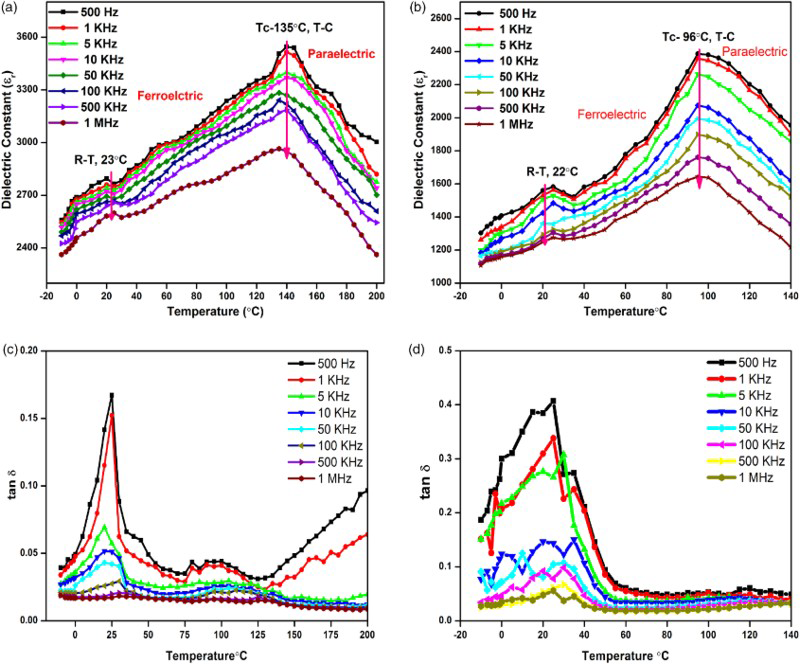
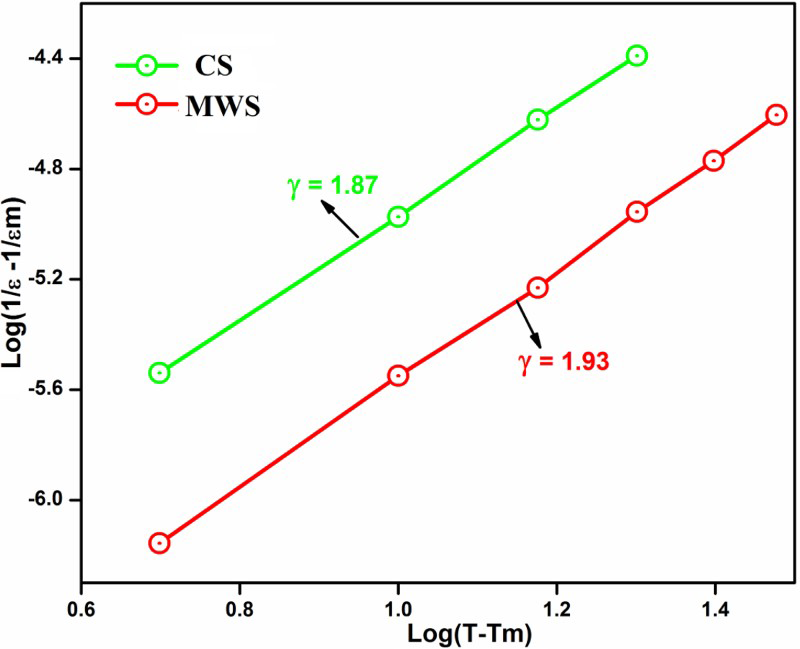
Figure 6 shows the room temperature micro-Raman spectra for 0.5BCT–0.5BZT ceramic samples sintered at 1200°C with conventional and microwave-sintering techniques. Ceramic sample sintered with both methods exhibits that some weak modes at 142, 186, with broad peak at 242 cm−1 are assigned to A1(TO) phonon mode [3,22-24], whereas shoulder peak at 302 cm−1, asymmetric peak at 519 cm−1 and broad weak peak at 721 cm−1 are assigned to B1 and/or E(TO+LO), A1(TO) and/or E(TO) and A1(LO) and/or E(LO), respectively [3,25]. The modes A1(TO)and E(TO) are all assigned to Ti–O bonds, and the modes A1(LO) and E(LO) are contributed to Ba–O bonds [26]. Also weak Raman active asymmetric breathing mode (A1g) was seen at 816 cm−1 [22]; this peak is clearer in CS sample, while in MWS sample it was less intense. This type of high-frequency peak may be due to the presence of several dissimilar atoms at A- and B-sites in BCT–BZT ceramic samples. Higher frequency peaks at 519 and 721 cm−1 are expected due to the different ionic radius between Ba2+/Ca2+ and Ti4+/Zr4+ ions, which results in the distortion of the lattice structure and effect in energy band widening [23,24]. A Raman peak at 300 and 719 cm−1 confirms the existence of tetragonal symmetry at room temperature in 0.5BCT–0.5BZT ceramic sample [3].
Room temperature Raman spectra of MWS and CS 0.5BCT–0.5BZT.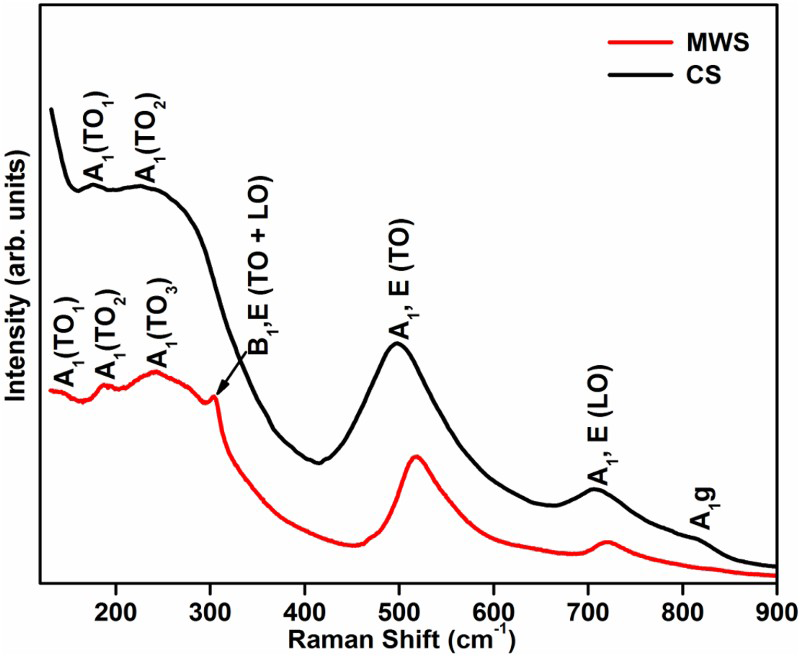
Figure 7 shows the room temperature ferroelectric hysteresis of 0.5BCT–0.5BZT sample sintered with both techniques. The fact that P–E loops of both samples are well saturated with regular shape confirms the presence of typical ferroelectric behaviour in 0.5BCT–0.5 BZT. Observed ferroelectric hysteresis loops are slim with saturation polarisation (Ps) 4.28 µC cm−2 for ceramic with conventional sintering and 7.62 µC cm−2 for microwave-processed ceramic sample. However, nearly equal value of remnant polarisation (Pr), i.e. ∼0.50 µC cm−2, is obtained in both CS and MWS samples. Both samples have a low coercive field (Ec) value. The ceramic sample MWS shows the slim ferroelectric loop and the observed Ec value ∼2.5 Kv cm−1 is smaller than conventionally sintered ceramic sample which is 4.6 Kv cm−1. This low Ec value and high dielectric constant value of microwave-sintered ceramic sample confirm that the material is soft ferroelectric material [8]. These observed ferroelectric values of 0.5BCT–0.5BZT samples are in good agreement with value reported elsewhere [5]. Typical ferroelectric relaxor behaviour is confirmed from the slim hysteresis loops and the relaxor-type nature is more in MWS sample than CS sample. Owing to the fine grain structure, MWS sample tends more towards the relaxor phenomenon [26]. More relaxor-type behaviour of MWS sample was also confirmed from diffusivity factor (γ) value. Formation of grains with pores due to slow and non-uniform heating of CS ceramic material leads to flow leakage current in sample at higher applied field, and results in the lower ferroelectric properties as compared with ceramic samples processed with fast microwave-sintering technique [12].
Room temperature P–E hysteresis loop of MWS and CS 0.5BCT–0.5BZT.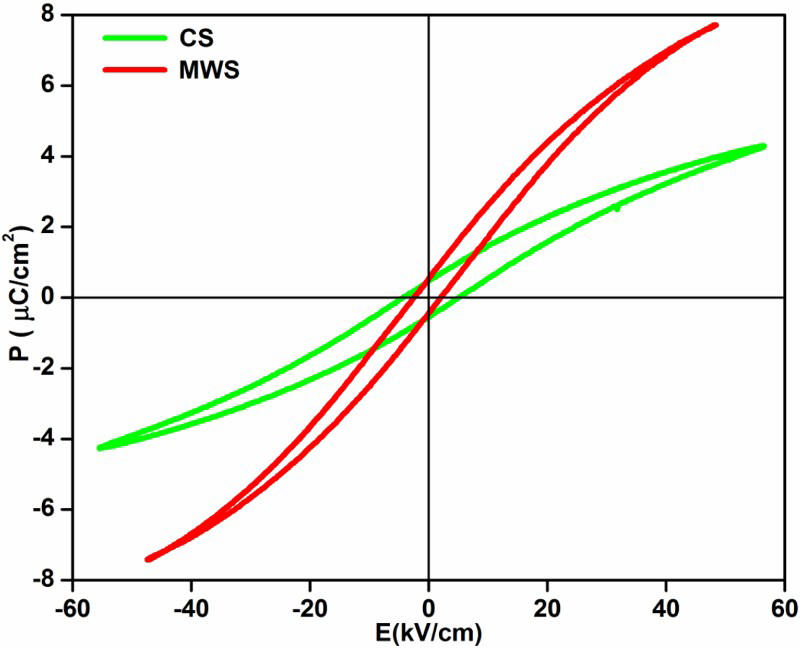
Conclusions
0.5[(Ba0.7Ca0.3)TiO3]–0.5[Ba(Zr0.2Ti0.8)O3] known as 50BCT–50BZT lead-free ceramic samples are synthesised by coprecipitation method. As-synthesised ceramic samples were sintered with two different techniques: conventional and the fast microwave sintering. Microwave sintering technique was the more important and effective technique over the conventional heating technique for the ceramic materials, where high sintering temperature is required for the formation of required material. X-ray analysis of both samples confirms the existence of tetragonal and rhombohedral phases. Grains with uniform size are observed in MWS sample, whereas grains with less uniformity are observed in grains with CS sample. Lower temperature R–T transition and T–C transition at higher temperature (Tc) was confirmed in both samples, which also confirms the existence of morphotropic phase boundary (MPB) in 0.5BCT–0.5BZT ceramic sample. Phase transition was also confirmed by DPT behaviour, and shifting of transition temperature (Tc) in microwave-processed samples implies that this technique is a very useful for the synthesis of materials required for high (Tc) applications. Raman spectra are in good agreement with that reported earlier. MWS samples have more relaxor-type ferroelectric properties than CS samples. Ceramic samples processed with microwave technique offer enhanced electrical and physical properties compared to the conventionally sintered ceramic samples.
Footnotes
Acknowledgement
Authors are thankful to INUP, IIT Mumbai for providing FE-SEM and Raman facilities.