
Abstract
Porous cordierite ceramics were synthesised by gel-casting method, using talcum powder, kaolin and alumina as raw materials. Organic monomers and cross-linker were used as additives. The phase composition and microstructure were investigated by X-ray diffraction and scanning electron microscope. The open porosity, compressive strength and thermal expansion coefficient were tested by the Archimedes method, universal testing machine and thermal expansion instrument, respectively. The results indicate that sintering temperature and holding time have a great influence on the cordierite properties. We obtain the good performance of porous cordierite ceramic sintering at 1350°C for 3 h. The cordierite phase content in the sample is higher and the crystallinity is better. At this point, the porosity is 58.53%, the compressive strength is 22.44 MPa and thermal expansion coefficient reaches 1.69 × 10−6 °C−1.
Keywords
Introduction
Automobile exhaust is one of the important reasons of air pollution, which contains nitrogen oxides (NOX), carbon monoxide (CO), hydrocarbons (HC) and tiny solid particles. These are harmful to human body, and are also the primary pollutant of air pollution [1-3]. This matter has caused widespread concern. The major measure is to use catalytic technology for automobile exhaust after treatment, making the harmful composition into harmless gas for human body [4,5], so strengthening the study of catalyst support material is very necessary. Cordierite with the porousness, low thermal expansion coefficient and good heat resistance, etc. will become the most commonly used treated exhaust catalyst carrier [4,68]. Because of abundant raw materials and low in price, cordierite is an efficient and cheap catalyst carrier [9].
As an automobile exhaust catalyst carrier material, porous cordierite ceramic's working temperature is relatively high, so it has good thermal shock resistance [10]. Thermal expansion coefficient is the main factor that determines the material thermal shock resistance [11,12]. At the same time, as the catalyst carrier material, it must have enough loose pores to provide sufficient places for the catalyst. So porous cordierite ceramic carrier can have a large porosity. However, large porosity will cause cordierite mechanical strength of porous ceramics lower than that of the density ceramics. According to many experiments and reports [13], the experiment that prepared the lower thermal expansion coefficient of porous cordierite ceramics has been relatively mature [14-16]. The cordierite ceramics with high porosity have been prepared in different ways, for example, using gel-casting method or fabricated by in situ solidification, and its different aspects of the application are studied [1719]. The main goal of this article is, through the study of preparation technology, to obtain a relatively high porosity and high compressive strength porous cordierite ceramic carrier on the basis of a low thermal expansion coefficient. In this experiment, organic monomers and cross-linker were added as additives. While heating, the release of crystal water and decomposition of organic matter led to the formation of porous structure in the body. It achieves the purpose that porous cordierite ceramic materials could be prepared by sintering one time.
Experiment
Twenty-five gram Kaolin (chemical pure (CP), Shanghai Haofu Chemical Co., Ltd.), 24.25 g talc (CP, Beijing Hagibis Technology Co., Ltd) and 7.5 g Al2O3 (analytically pure(AP), Sinopharm Chemical Reagent Co., Ltd) as raw materials, 5.1 g acrylamide (AP, Tianjin Kermel Chemical Reagent Co., Ltd) as monomers, 0.21 g N, N′-methylenebis acrylamide (CP, 97%, Shanghai Aladdin Industrial Corporation) as cross-linker and 1.362 g CeO2 (AP, Tianjin Kermel Chemical Reagent Co., Ltd) as flux were used to prepare porous cordierite ceramics (2MgO·2Al2O3·5SiO2). First, the mixed materials were ball-milled with alumina balls and 50 mL deionised water for 8 h. Then, we dissolved 0.3 g ammonium persulphate (AP, Tianjin Kermel Chemical Reagent Co., Ltd) as the initiator in 5 mL deionized water and poured it into the mixed slurry to ball-mill for 10 min. Later, we put the slurry into cylindrical glass moulds (Φ40 mm). After adding 6–8 drops of N,N,N′,N′-tetramethylethylenediamine (CP, ≥98.0%, Shanghai Zhanyun Chemical Co., Ltd) as a catalyst, we stirred and shocked the slurry. Then, we placed them into the drying oven (ZK-025, The experimental instrument factory, Shanghai, China) at 80°C for 12 h to obtain green bodies. Finally, we kept the green bodies in the crucibles, buried with Al2O3 powder, and put them into the box-type sintering furnace (SRJX-8-13, Shenyang City Heping District experimental electric furnace factory) to sinter following preset heating system. We analysed phase composition of different sintering temperature by XRD (DMAX-2500PC, Rigaku company, Japan) and observed the fracture morphology by SEM (JSM-6380LA, Hitachi LTD, Japan). In addition, we tested the porosity of the sample by the Archimedes method. The samples were processed into the 10 mm × 10 mm × 20 mm rod-shaped specimens with the Inner circle cutting machine (J5060-1, Shanghai radio special machinery factory). The compressive strength was measured by microcomputer control electronic universal testing machine (CMT5105, Shenzhen new think metering technology company). The thermal expansion coefficient was tested by thermal expansion instrument (DIL402C, Netzsch Scientific Instruments Trading (Shanghai) Co., Ltd). Through these means, we researched the performances of the samples.
Results and discussions
In the calcination process, sintering temperature and holding time are the important factors affecting the performance of the porous ceramics. Sintering temperature can influence the nucleation of cordierite crystal and holding time will affect the growth of the cordierite crystals.
Porous cordierite ceramic sintering process is based on the DTA–TG (SDTQ600, TA company, America) curve of hybrid material [20-22]. Their DTA and TG curves are shown in Figure 1.
The DTA–TG curve of mixed raw materials of synthesising cordierite ceramic.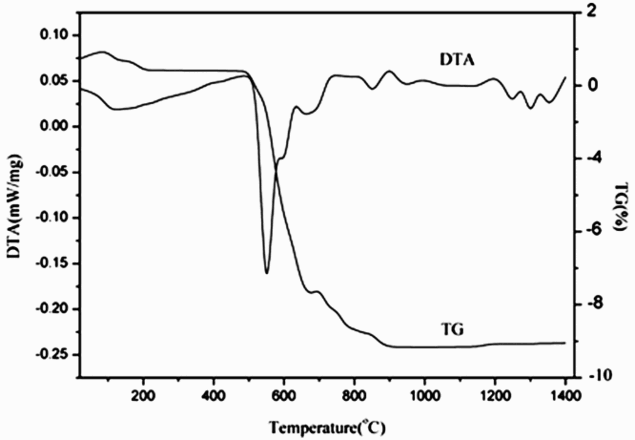
In the graph, from 500 to 600°C, it has an endothermic peak formed by the water released after crystallisation or decomposition of organics, such as monomer and cross-linker. And from 1200 to 1400°C, the endothermic peak occurred due to the solid phase reaction [23]. So between 1250 and 1400°C, the samples were sintered per 50°C for a gradient to research the effects of sintering temperature on the properties of porous cordierite ceramics. Besides, holding time was set for 2, 3, 4 and 5 h, to explore the influence of the holding time on the performance of porous cordierite ceramics.
The influence of sintering temperature on cordierite phase
Figure 2 shows porous cordierite ceramics XRD diffraction pattern at different sintering temperatures for 2 h. It can be found that different sintering temperatures affect the phase composition of the sample. From the diffraction pattern sintered at 1250°C, we see that it contains the diffraction peaks of cordierite and magnesium aluminate spinel phase. What is more, there are also many miscellaneous peaks and Al2O3 reacts to partly diffraction peaks. It shows that at 1250°C cordierite crystallisation is incomplete. It is not completely fired to produce magnesium aluminate spinel and unreacted Al2O3 in a low temperature. As the temperature increases, impurity phases have largely disappeared at 1300°C. The α-cordierite becomes the main phase, and diffraction peak of α-cordierite phase has a tendency to increase, so α-cordierite phase increases as the temperature increases. At 1350°C, because the diffraction peak of cordierite phase is sharp, cordierite crystallinity achieves a high degree. At the same time, a small amount of diffraction peak of β-cordierite can also be seen in the XRD pattern. This reveals that at over 1300°C, cordierite has been fired, and samples contained α-cordierite and β-cordierite.
XRD patterns of porous cordierite ceramics sintered at different temperatures.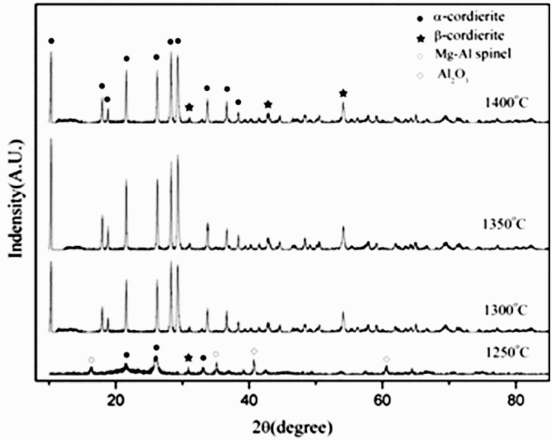
The influence of sintering temperature on cordierite porosity
Figure 3 shows SEM images of porous cordierite ceramic sintered at (a) 1250°C, (b) 1300°C, (c) 1350°C,and (d) 1400°C for 2 h. From Figure 3(a), we can see that the open porosity of samples sintered at 1250°C is larger and pore shapes are irregular. Even some pore sizes are more than 0.2 mm. There are many crack defects inside the samples, which leads to reduce the mechanical strength of porous cordierite ceramics. It could not meet the mechanical property as a carrier. Figure 2 shows that the sample has not been fully fired, and sample density is low. Figure 3(b) shows that sample pores are more circular and connect to each other at 1300°C. It is beneficial to gas emissions and catalyst adhesion. In Figure 3(c), the distribution of the pores is more uniform and pore size decreases. Porous cordierite ceramic sintering process mainly causes solid phase mass transfer. The higher the sintering temperature, the more conducive to the spread. Therefore, as the temperature increases, cordierite crystal continuously grows towards sample internal pores to cause the sample density greater. Many holes close slowly to form dense structure.
SEM images of porous cordierite ceramics sintered at (a) 1250°C, (b) 1300°C, (c) 1350°C, and (d) 1400°C.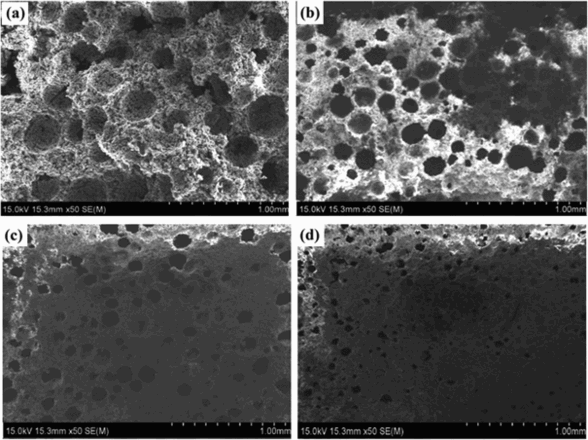
The open porosity of cordierite samples obtained at different sintering temperature is shown in Figure 4. When sintered at 1250°C, the open porosity is high (61.7%). At 1300°C, samples have been fired to generate the cordierite and open porosity is low (60.9%). When the temperature increases to 1350°C, the open porosity is 58.5%. The sample is further densification sintered at 1400°C and it has significantly lower porosity, dropping to 46.5%. It can be seen in the graph, from 1250 to 1400°C, open porosity of porous cordierite ceramics reduces gradually with the increase of sintering temperature. Sintering temperature increases atomic diffusion between the particles to promote the densification of porous cordierite ceramics. The porosity falls with the rise of temperature.
The curve of relationship between sintering temperature and the open porosity of porous cordierite ceramics.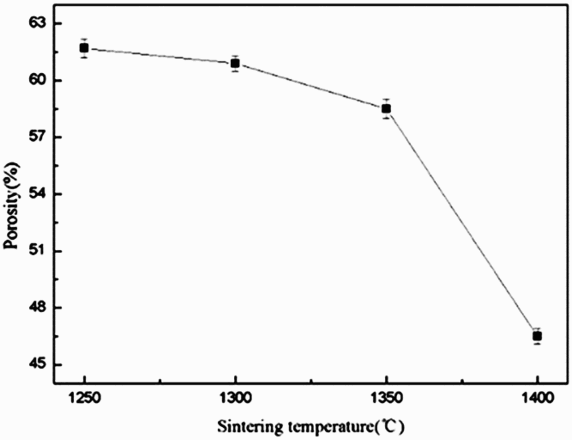
Figure 5 shows the effect of sintering temperature on the compressive strength of porous cordierite ceramics. It can be seen from the figure that the compressive strength is only 7.56 MPa at 1250°C. With the increase of sintering temperature, the compressive strength of porous cordierite ceramics improves gradually, especially at 1350°C, significantly increasing to 24.27 MPa. At 1400°C, the compressive strength increases to 33.51 MPa. According to the XRD patterns and SEM images of the samples, the samples are not fired at 1250°C. There are many pores and cracks in the samples. The bonding strength between the particles is low. As the sintering temperature increases, the samples are gradually sintered. The pores of the samples are filled and the compressive strength of the material increases gradually. From the inverse relationship between porosity and compressive strength of ceramic materials, it can be seen that the compressive strength of the material increases as the porosity decreases.
The curve of relationship between sintering temperature and the compressive strength of porous cordierite ceramics.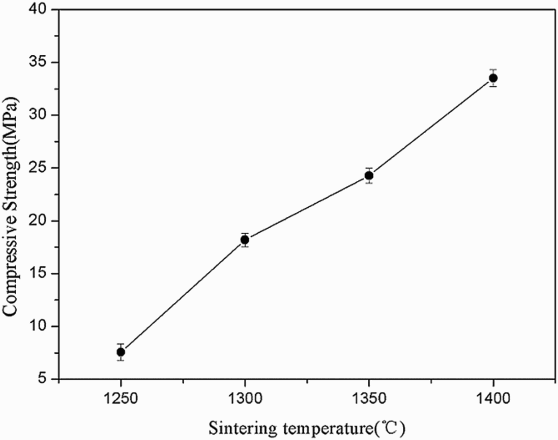
Figure 6 shows the relationship between the sintering temperature and the average coefficient of thermal expansion (CTE) from room temperature to 800°C. Below 1350°C, the average CTE of the sample decreases with the increase of temperature. Above 1350°C, as the sintering temperature increases, the average CTE goes up. According to the XRD pattern (Figure 2), it can be seen that at 1250°C, the Mg-Al spinel phase and Al2O3 phase with large CTE existed. So the average CTE is larger (2.62 × 10−6°C−1). The cordierite phase content increases and the average CTE of the sample decreases at 1300°C. The cordierite porous ceramics obtained at 1350°C have a relatively low average CTE of 1.91 × 10−6 °C−1. At 1400°C, part of the cordierite phase is converted into the mullite phase with a higher CTE. Its average CTE increases again to 2.46 × 10−6 °C−1.
The curve of relationship between sintering temperature and the average CTE of porous cordierite ceramics.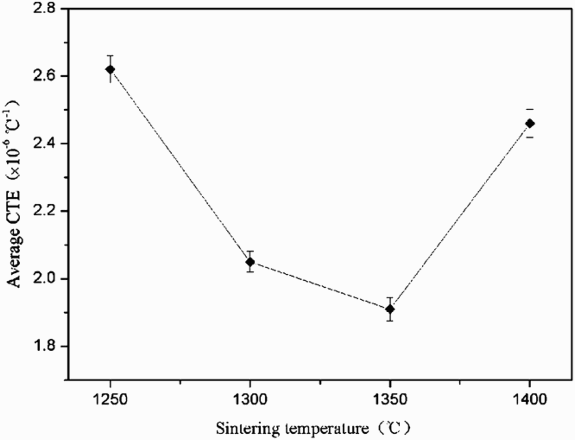
The influence of holding time on cordierite porosity
Figure 7 shows SEM images of porous cordierite ceramics sintered at 1350°C for (a) 2 h, (b) 3 h, (c) 4 h, and (d) 5 h. As shown in Figure 7(a), the porosity of samples sintered at 1350°C for 2 h is higher, with nonuniform hole sizes and a few cracks. It has poor porous cordierite ceramic mechanical strength that cannot meet mechanical properties as a carrier. Figure 7(b) shows that samples sintered for 3 h have the regular circular holes with uniform distribution, so it has good mechanical strength. In Figure 7(c,d), pore size decreases and the number decreases gradually, which is not suitable for the catalyst adhesion and exhaust circulation. With the extension of holding time, samples have been fired. The grain boundary formed by particles of samples under the action of surface energy constantly expands towards inside the pores. The samples become more and more densified and make the porosity decreases.
SEM images of porous cordierite ceramics sintered at 1350°C for (a) 2 h, (b) 3 h, (c) 4 h, and (d) 5 h.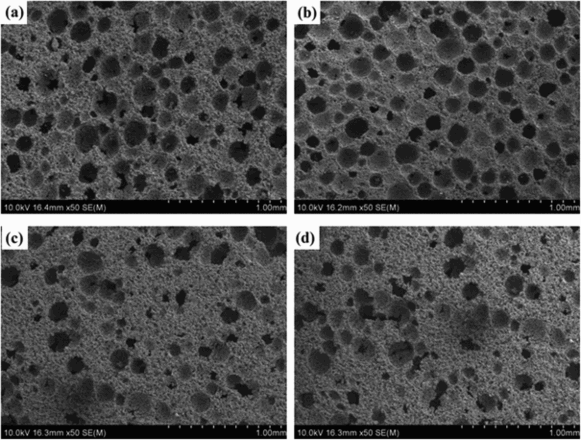
Figure 8 shows the relational graph between holding time and porosity of the porous cordierite ceramics. When the holding time is 2 h, samples are not finished completely; at the moment, pores in the sample are more. The porosity is 60.61%. With the extension of holding time, grain boundaries constantly expand towards inside the pores to cause a decrease in porosity. It can be seen from the Figure 8 when the holding time increases to 3, 4, and 5 h, its porosity declines to 58.53, 57.23, and 56.15%, respectively. By the time, porosity decreases seldom and the porosity change is not obvious which makes out that cordierite porous ceramic densification process has been completed.
The curve of relationship between holding time and the open porosity of porous cordierite ceramics.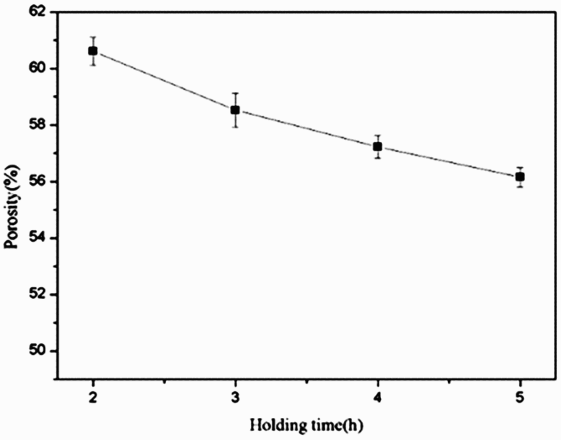
Figure 9 is the relationship between the holding time and the compressive strength of the porous cordierite ceramics. From Figure 9, we can see that the compressive strength is only 16.12 MPa at 1350°C for 2 h. When the holding time increases to 3 h, its compressive strength is 22.44 MPa. While continuing to extend the holding time, the increase in compressive strength is not much. At 1350°C for 4 and 5 h, the compressive strength is 24.07 and 27.51 MPa, respectively. It can be seen that the compressive strength increases as the porosity decreases, which is in accordance with the inverse relationship between porosity and compressive strength.
The curve of relationship between holding time and the compressive strength of porous cordierite ceramics.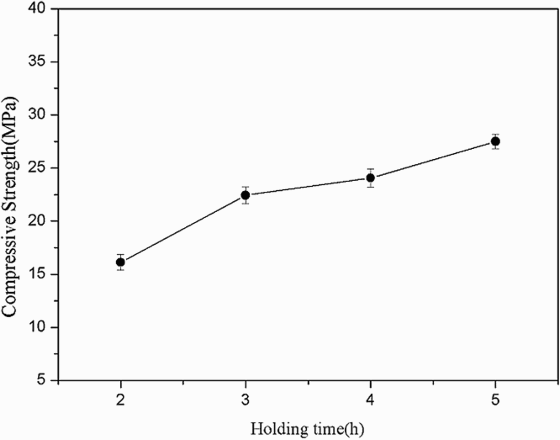
Figure 10 is a graph showing the relationship between the holding time and the average CTE of the porous cordierite ceramics from room temperature to 800°C. As can be seen from Figure 10, the average CTE of the sample decreases first and then increases with the prolonging of the holding time. Part of the sample is not converted into cordierite when sintered at 1350°C for 2 h. Its average CTE is slightly higher than 1.84 × 10−6 °C−1. The cordierite phase content in the samples is highly sintered for 3 h. The average CTE comes down to 1.69 × 10−6 °C−1. With the holding time extended, grain size grows up to cause a small increase in CTE. The average CTE increases from 1.73 × 10−6 to 1.92 × 10−6 °C−1 when the holding time is sustained from 4 to 5 h.
The curve of relationship between holding time and the average CTE of porous cordierite ceramics.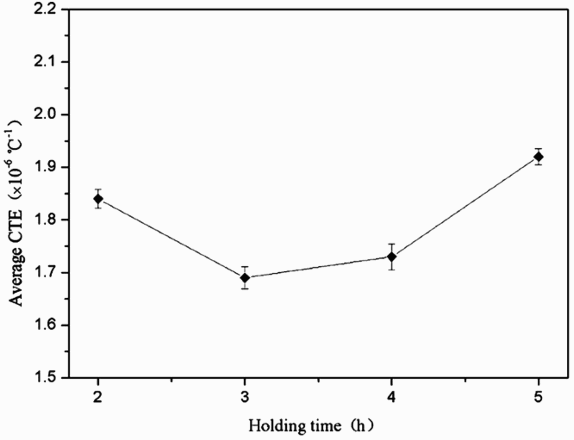
Conclusion
When the temperature is at about 500°C, the pores begin to form. The pores become larger as the temperature increases. The distance between the pores is gradually shortened until they are interconnected to be open pores. Gas could flow between pores and exhaust finally. As the sintering temperature increases, the crystallinity of the cordierite phase grows up, the porosity decreases and the compressive strength improves. The pores of cordierite ceramic obtained by sintering at 1350°C for 2 h are regular round holes and have uniform distribution. The porosity is 58.5%, the compressive strength is 24.27 MPa and the average CTE is 1.91 × 10−6 °C−1. With the holding time extended, the porosity reduces and the compressive strength increases. We can obtain the good performance of porous cordierite ceramic sintered at 1350°C for 3 h. The cordierite phase content in the sample is higher and the crystallinity is better. At this point, the porosity is 58.53%, the compressive strength is 22.44 MPa and the average CTE reaches 1.69 × 10−6 °C−1.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.