
Abstract
Titanium carbide–titanium diboride (TiC–TiB2) composite powders were synthesised through a carbothermal reduction method by using titanium dioxide, boric acid, and different carbon sources (namely, carbon black, sucrose, and glucose) as starting materials. The thermal decomposition behaviour of the precursors was studied by thermogravimetry–differential thermal analyser. Phase compositions and morphologies of the synthesised products were characterised by X-ray diffractometer and scanning electron microscope. When n(Ti):n(B):n(C) = 1.0:2.5:5.0, the blended stock mainly formed TiB2 with sucrose or glucose as a carbon source, whereas the stock produced TiC when carbon black was the source. At an optimum reaction temperature, the particles of the powders synthesised from carbon black as a carbon source were the smallest at approximately 100 nm. With increasing amount of boric acid in the precursor, the morphologies of the samples changed into less spherical particles, and more flaky grains and small particles with irregular structures were observed.
Introduction
TiC–TiB2 composite ceramics exhibiting excellent mechanical and electrical properties, as well as good resistance to corrosion and oxidation, can be used to fabricate heating elements, tools, and protective armours, among others. This material offers broad application prospects in engineering and has become a research hotspot [1-3]. Wang et al. [4] prepared TiC–TiB2 ceramics through mechanical milling and pressureless sintering by using Ti and B4C micron powders as raw materials. Their results showed that TiC forms before formation of TiB2 during 18 h of ball milling. When the ball-milling time was increased to 48 h, TiC and TiB2 nanoparticles simultaneously formed. Subsequently, the powder was treated by pressureless sintering for 2 h at 1750°C, producing TiC–TiB2 composites with excellent comprehensive performance. Cheng et al. [5] prepared TiB2–TiC x N1–x composites from arc-melting mixtures of TiB2, TiC, and TiN in N2. The results showed that TiB2–TiC x N1–x composites with a nominal composition of 36TiB2–44TiC–20TiN (mol.-%) presented a rod-like eutectic structure, and the Vickers hardness of the rod-like eutectic composite was 22.5 GPa. Song et al. [6] prepared TiB2–WC–TiC composite ceramics with WC, Mo, Ni, and Co as sintering aids through hot-pressed sintering at 1650°C and explored the effects of TiC content and sintering aids on the microstructures and mechanical properties of the composite ceramics. Wang et al. [7] further explored the synthesis mechanisms of TiC and TiB2 through high-energy ball milling by using Ti and B4C as raw materials, as well as intensively studied the mechanical properties of TiC–TiB2 composite ceramics prepared through pressureless sintering for 2 h at 1800°C.
Synthesis of high-quality TiC–TiB2 composite powders is the first step in preparing high-performance TiC–TiB2 composite ceramics. Numerous methods are used to synthesise a single TiC or TiB2 powder, including carbothermal reduction (CTR) [8], mechanochemistry [9], sol–gel method [10], combustion synthesis [11,12], and chemical vapour deposition [13]. Razavi et al. [8] prepared TiC nanoparticles with TiO2 and carbon black as raw materials through high-energy ball milling and CTR under argon protection after 1 h of reaction at 1250–1500°C. Kim et al. [9] adopted mechanochemistry to synthesise 15–60 nm TiB2 nanoparticles after high-energy ball milling with LiBH4, LiH, TiCl3, and VCl3 as starting materials. Yu et al. [12] introduced polytetrafluoroethylene resin as a reaction promoter when preparing TiC ceramic powder through combustion synthesis at 530°C to achieve a mean particle size of less than 100 nm.
The most popular method used to prepare TiC or TiB2 powder for industrial production remains to be CTR, which involves extensively sourced, cheap raw materials and a simple synthesis process [14,15]. Studies have shown that both raw material ratio and reaction temperature are key factors influencing the synthesis of high-quality ultrafine powders [16]. However, reports on the synthesis of TiC–TiB2 composite powders through CTR are limited [17], and those on the synthetic reaction and mechanism are even fewer. To further improve the composite effects of TiC and TiB2, CTR was adopted using different carbon sources, such as carbon black, sucrose, and glucose, as raw materials. In this method, TiC–TiB2 powders were synthesised at high temperature under argon gas in tubular furnaces. The effects of the type and amount of carbon source and reaction temperature on the phase compositions and morphologies of the synthesised powders were analysed, and the reaction mechanisms of TiC–TiB2 composite powders were determined.
Experimental
Materials
Raw materials used were sub-micrometre-scale titanium dioxide powder (TiO2, purity: ≥99.0%, D50 = 1.70 μm, Shantou Guanghua Chemical Co., Ltd, Shantou, China), high purity boric acid (H3BO3, analytical reagent, AR, purity: ≥99.5%, Hunan Xiangzhong Chemical Reagent Co., Ltd, Loudi, China), high-surface area carbon black powder (C, ash content: <0.1 wt-%, particle size: <40 nm, Fujian Nanping Rongxin Chemical Co., Ltd, Nanping, China), high purity sucrose (C12H22O11, analytical reagent, AR, Guangdong Guangzhou Chemical Reagent Co., Ltd, Guangzhou, China) and high purity glucose (C6H12O6·H2O, analytical reagent, AR, Guangdong Guangzhou Chemical Reagent Co., Ltd, Guangzhou, China).
Synthesis
TiO2, H3BO3, and different carbon sources (carbon black, sucrose, or glucose) were weighed at a mole ratio n(Ti):n(B):n(C) of 1.0:2.5:5.0 and then placed into a ball mill with an appropriate amount of absolute ethyl alcohol as disperse medium and SiC balls as milling medium. The slurry was treated for 1 h in a planetary fast ball mill and dried for 24 h in a vacuum dry box. The dried product was milled, screened, placed in a tubular furnace with a controllable internal atmosphere, and protected by flowing argon gas. The product was subsequently heated to a preset temperature at a heating rate of 10°C min−1 and cooled in the furnace after 2 h of heat preservation. The product formed was TiC–TiB2 composite powders. To investigate the effects of different amounts of boric acid on the synthesis of TiC–TiB2 composite powders, we designed experiment formulations containing different Ti/B ratios (n(Ti):n(B)), namely, 1.0:3.0, 1.0:3.6, 1.0:4.2, or 1.0:4.8, and so on. Carbon black was used as a carbon source, and the ratio n(Ti):n(C) of 1.0:5.0 remained unchanged. TiC–TiB2 composite powders were prepared according to the above experimental procedures.
Characterisation
Using a thermogravimetry–differential thermal analyser (TG–DTA, DTA-50, Shimadzu Company, Japan), we analysed the changes in the heating processes in argon gas of the precursors containing three kinds of carbon sources. Using X-ray diffractometer (XRD, Y-2000, Tongda Company, China), we analysed the phase compositions of the precursors and those of the synthesised samples. Using an electronic analytical balance, we weighed the synthesised samples before and after the reaction, and the loss on ignition (LOI) was calculated. The synthesised samples added with a certain amount of absolute ethyl alcohol were placed into planetary ball mills and quickly milled for 2 h, and the morphologies of the milled samples after drying were analysed using scanning electron microscopy (SEM, Quanta 250, FEI Company, U.S.A.).
Results and discussion
Thermal decomposition behaviour of the precursors
To investigate the effects of the thermolysis behaviour of sucrose and glucose in the precursors at high temperature on the synthesis of TiC–TiB2 composite powders, we selected two carbon sources and thermogravimetry (TG)–DTA was conducted in argon gas; the results are shown in Figures 1 and 2. As shown in Figure 1, sucrose was relatively stable below 200°C, and thermolysis mainly occurred at temperatures exceeding 200°C. The TG curves showed that the mass loss of sucrose after thermolysis reached 77.53%. In the DTA curves, the endothermic peak of sucrose appeared at a fusion temperature of 189°C. Moreover, with increasing thermolysis temperature, sucrose may undergo dehydration condensation reaction and produce caramel; at a higher temperature, caramel may be further carbonised and polymerised, producing gaseous products, such as CO2, CO, and furfural compounds [18]. In Figure 2, glucose was thermolysed mainly at 200–400°C. In addition, as revealed by the TG curves, the mass loss of decomposed glucose was up to 81.16%. As shown by the DTA curves of glucose, fusion of glucose at 158°C or beyond was poorer than that of sucrose at 189°C, indicating that sucrose was more stable than glucose. The decomposition peak of glucose at 204°C was slightly lower than that of sucrose at 215°C, which suggested that glucose was extremely more decomposable than sucrose.
TG–DTA curves of single sucrose. TG–DTA curves of single glucose.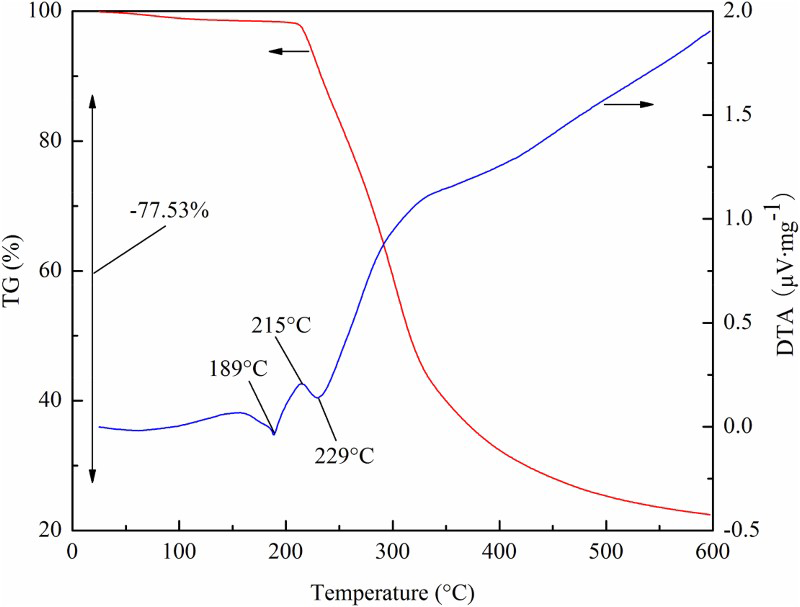
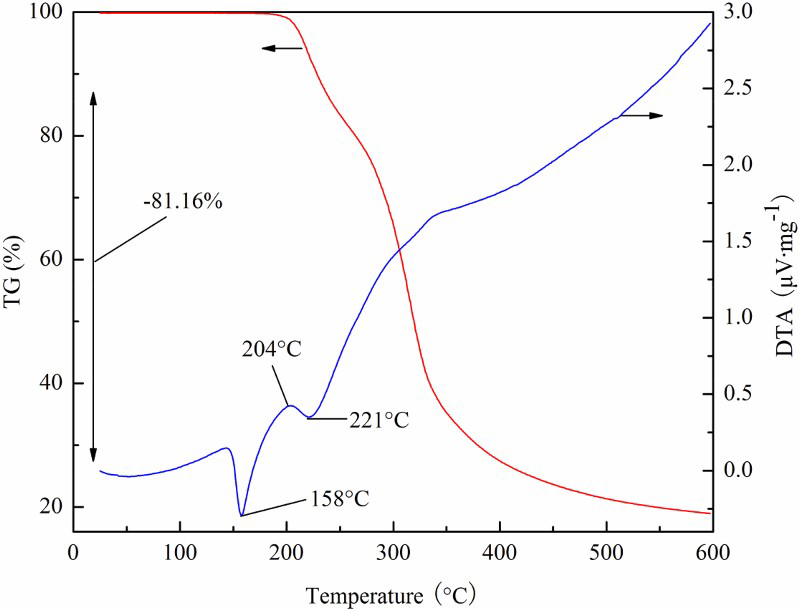
Figure 3 shows the TG curves of the heating processes in argon gas involving the three precursor powders containing different carbon sources. The weight loss ratio was greater in Figure 3(B) (with sucrose as carbon source) and (C) (with glucose as carbon source) by over 40% than in Figure 3(A) (only approximately 9% with carbon black as carbon source) primarily because of the high temperature-induced decomposition of sucrose or glucose in the precursor. Figure 3(A–C) show a considerable mass loss (approximately 7%) from room temperature to 200°C, and this phenomenon was mainly caused by the discharge of free water from the precursor powders and dehydration of boric acid [19]. As shown in Figure 3(B, C), at approximately 200–600°C, the precursor samples showed continuous mass losses; within this temperature range, the mass loss ratio reached approximately 28% mainly because of two reasons: (1) within this temperature range, sucrose and glucose decomposed into gaseous products, such as H2O, CO2, CO, acetic acid, and acetone, leading to mass losses of the samples [18]; and (2) boric acid in the raw material within this temperature range may be converted into HBO2, H2B2O4, and B2O3, which exhibit low melting and boiling points (for instance, the boiling point of HBO2 is 236°C); thus, production of a large amount of liquid boron compounds rapidly increased the vapour pressure of B2O3, accompanied with mass loss from the volatilisation of B2O3 [20]. Mass loss above 600°C was primarily caused by continuous pyrolysis of saccharides in the precursor, thereby producing benzene compounds and condensed nuclear compounds [18].
The TG curves of the heating processes in argon gas involving the three precursor powders containing different carbon sources.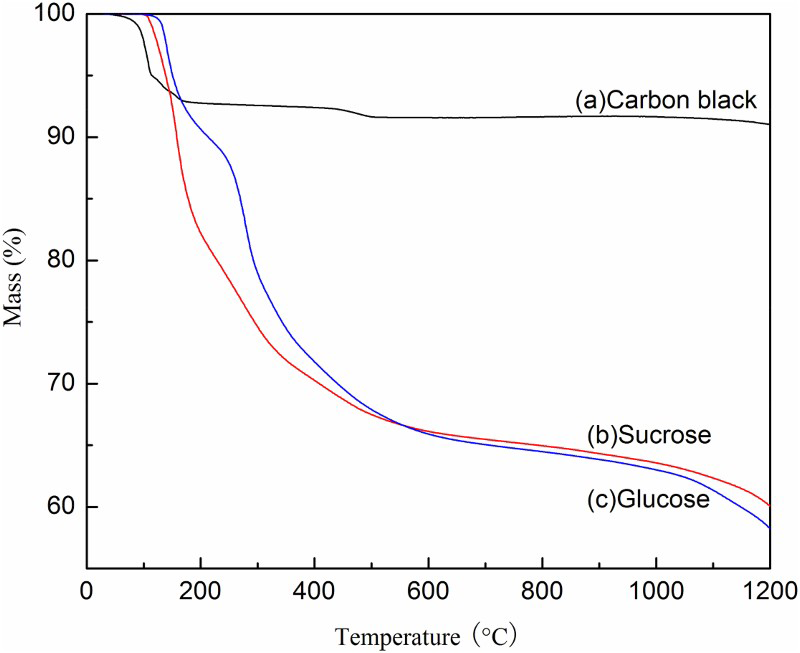
Figure 4 shows the DTA curves of the precursor powders containing different carbon sources. In Figure 4(A), the endothermic peak at 111°C corresponded to the decomposition of boric acid, whereas that at 164°C (Figure 4(B)) corresponded to the fusion temperature for sucrose in the precursor material. In Figure 4(C), the endothermic peak at 150°C corresponded to the fusion temperature of glucose in the precursor material. Comparison of the fusion temperature in Figure 4(B–C) showed that the fusion temperature for glucose was obviously lower than that for sucrose. In Figure 4(C), a small exothermic peak at 289°C was primarily due to the transformation of glucose in the precursor into cerealose [21].
The DTA curves of the precursor powders containing different carbon sources.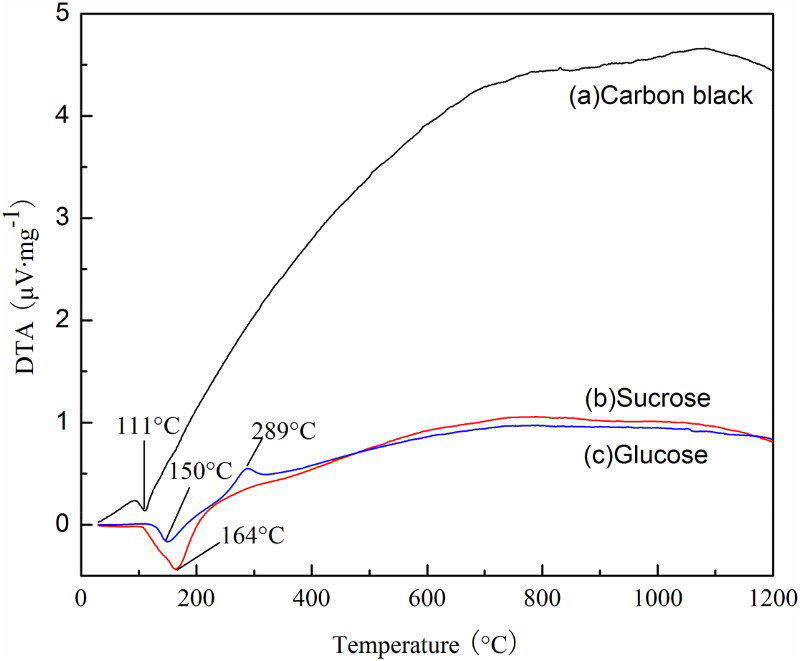
Mass loss of the synthesis reaction
CO gas escaped when TiC–TiB2 composite powders were synthesised from three kinds of carbon sources through CTR, leading to mass loss of the sample. Therefore, the synthesis of TiC–TiB2 composite powders could be evaluated by calculating the LOI based on mass loss of the sample caused by the escape of CO gas before and after the reaction. The extent of the reaction was evaluated from the ratio of the measured mass loss (relative LOI) of the sample to the theoretically calculated mass loss. Figure 5 shows the relative LOI in the synthesis of TiC–TiB2 composite powders using different carbon sources and at different reaction temperatures. The LOI obtained when carbon black was the carbon source gradually increased with increasing temperature. When the reaction occurred at 1300°C, the relative LOI of the sample was only 54.98%, whereas that at 1400°C increased to 101.68%, which was 1.68% higher than the theoretically calculated LOI. When the reaction temperature further increased to 1450°C and 1500°C, the relative LOIs of the samples increased to 105.47 and 107.99%, respectively. Thus, the synthesis reaction was completed at 1400°C. The optimum temperatures for the synthesis of TiC–TiB2 composite powders with sucrose and glucose as carbon sources were 1350°C and 1400°C, respectively. The measured LOI was higher than the theoretically calculated LOI when the reaction temperature exceeded the optimum temperature [22,23], because B2O3 produced in H3BO3 decomposition exhibited a low melting point (450°C) and high vapour pressure. Moreover, the compound was easily volatilised at a high temperature, with a small amount of gaseous B2O3 escaping with CO gas; with increasing reaction temperature, more gaseous B2O3 could escape; thus, the measured LOI exceeded the theoretically calculated LOI, as proven by subsequent experimental results.
The relative LOI in the synthesis of TiC–TiB2 composite powders using different carbon sources and at different reaction temperatures.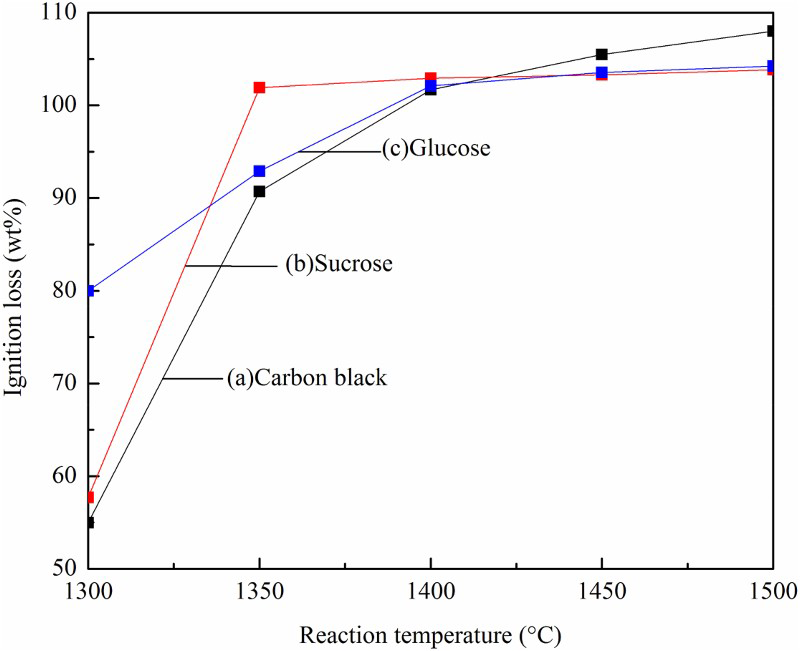
Phase composition
Figure 6 shows the XRD spectra before and after the reaction of samples, in which carbon black was the carbon source. The diffraction peaks considerably varied before and after the reaction, indicating that the precursor samples underwent synthetic reactions at high temperature. By comparing these XRD spectra with the JCPDS card, we found that relatively stronger diffraction peaks of TiC and TiB2 appeared at 1400°C. When the reaction temperature climbed to 1450°C, the diffraction peak of TiB2 weakened primarily because of the increasing escape of B2O3, causing a relative reduction in the boron content of the system and affecting TiB2 generation. When the reaction temperature further increased to 1500°C, the diffraction peak intensity of TiB2 further weakened, indicating that escape of B2O3 increased with increasing reaction temperature and the diffraction peak of TiC was simultaneously intensified. On the one hand, TiC produced via Equation (4) (Table 1) was further transformed into TiB2, as shown in Equation (6). However, the synthetic reaction was affected by the relative decrease in the boron content in the presence of a relatively large amount of TiC in the reaction product. On the other hand, the increased temperature resulted in large grains and more complete crystalline form of the powder synthesised at high temperature [24]. The XRD spectra of the powder samples showed that the optimum temperature for TiC–TiB2 synthesis with carbon black as the carbon source was 1400°C, consistent with the results of LOI analysis before and after the reaction.
The XRD spectra before and after the reaction of samples, in which carbon black was the carbon source. Possible reactions during high temperature synthesis of TiC–TiB2 composite powders.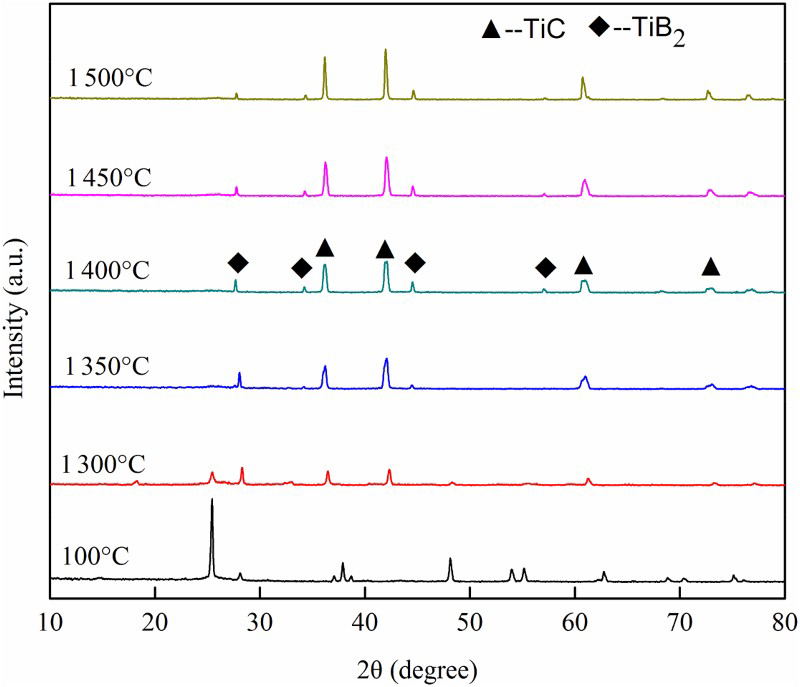
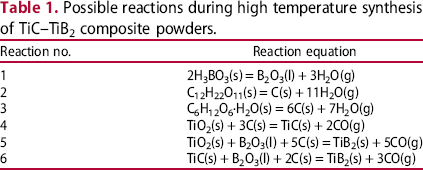
Figure 7 shows the XRD spectra before and after the reaction of the samples with sucrose as the carbon source. The effects of temperature on the phase compositions of TiC–TiB2 composite powders shown in Figure 7 were similar to those in Figure 6. When the reaction temperature was relatively low (1300°C), the XRD spectra of the powder samples showed weak characteristic diffraction peaks of TiC and TiB2, and the diffraction peak of TiC was stronger than that of TiB2. As revealed in the XRD spectra, the characteristic diffraction peak of TiB2 intensified with increasing reaction temperature. When the reaction temperature increased to 1350°C, relatively strong diffraction peaks of TiC and TiB2 appeared, and the characteristic diffraction peak of TiB2 intensified sharply. The diffraction peak at 1400°C was similar to that at 1350°C, except the diffraction peak intensity increased. When the reaction temperature further increased to 1450°C and 1500°C, loss of boron source increased at high temperature, thereby reducing the boron content in the blended stock. The amount of generated TiB2 in the powder sample decreased accordingly; therefore, the characteristic diffraction peak intensity of the TiB2 spectra decreased. Moreover, the XRD spectra of the powder samples showed that the optimum temperature for synthesising TiC–TiB2 with sucrose as the carbon source was 1350°C, which was consistent with the results of LOI analysis before and after the reaction.
The XRD spectra before and after the reaction of the samples with sucrose as the carbon source.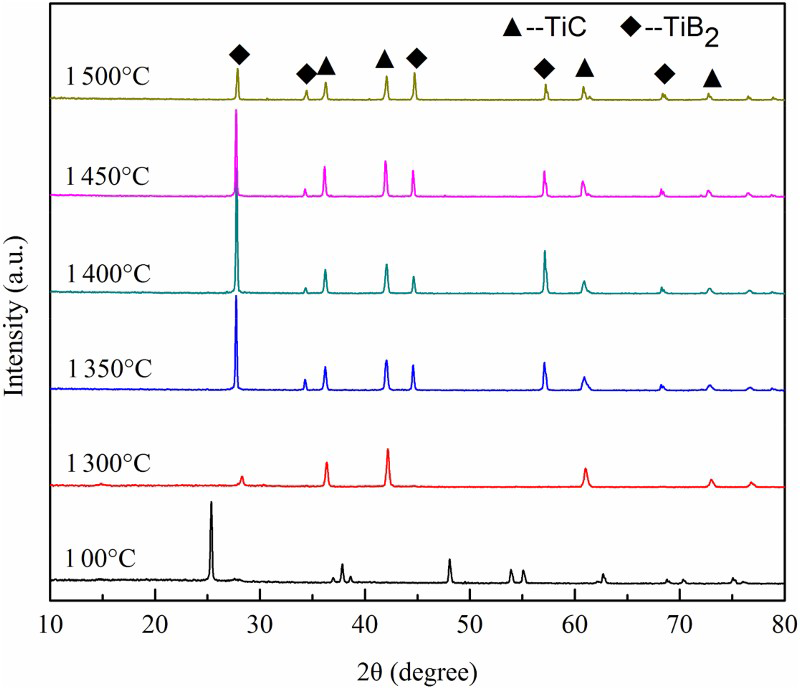
Figure 8 shows the XRD spectra before and after the reaction of the samples with glucose as the carbon source. The optimum conditions for the synthesis of TiC–TiB2 composite powders with glucose as the carbon source was at 1400°C for 2 h, consistent with the results of LOI analysis before and after the reaction.
The XRD spectra before and after the reaction of the samples with glucose as the carbon source.
To investigate the effects of different amounts of boric acid on the synthesis of TiC–TiB2 composite powders, we conducted XRD analysis of the powder samples synthesised at 1400°C by using different mole ratios of Ti–B as precursors with carbon black as the carbon source. The results are presented in Figure 9. The amount of boric acid in the material system considerably influenced the phase composition of the powder sample. When n(Ti):n(B) = 1.0:2.5, the diffraction peaks of TiC and TiB2 appeared in the XRD spectra of the powder samples. In particular, the peaks of TiC were very intense, indicating that more TiC was produced under the abovementioned conditions. With increasing Ti–B mole ratio, the diffraction peak intensities of TiC and TiB2 significantly changed. When n(Ti):n(B) = 1.0:3.0, the diffraction peak intensity of TiC dropped markedly, whereas that of TiB2 appreciably increased. This finding indicated that more TiB2 was produced in the reaction product as the amount of boric acid in the precursor system increased. When n(Ti):n(B) = 1.0:3.6, the diffraction peak of TiB2 was mainly observed in the XRD spectra of the powder samples, whereas that of TiC was extremely weak, which demonstrated that the precursor mainly produced TiB2. With increasing amount of boric acid and when n(Ti):n(B) = 1.0:4.8, the XRD spectra of the prepared powders did not reveal any diffraction peak of TiC, whereas the diffraction peak intensity of TiB2 further increased.
The XRD spectra of the powder samples synthesised at 1400°C by using different mole ratios of Ti–B as precursors with carbon black as the carbon source (A) n(Ti):n(B) = 1.0:2.5; (B) n(Ti):n(B) = 1.0:3.0; (C) n(Ti):n(B) = 1.0:3.6; (D) n(Ti):n(B) = 1.0:4.2; (E) n(Ti):n(B) = 1.0:4.8.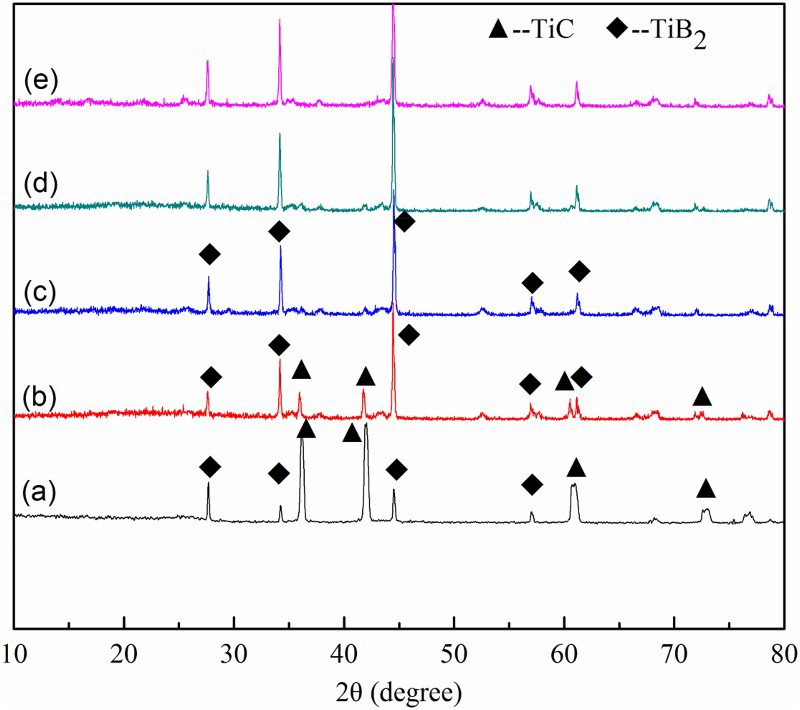
Microstructure
Figure 10 shows the SEM image of the synthesised TiC–TiB2 powders with three kinds of precursors at their respective optimum reaction temperature at n(Ti):n(B) = 1.0:2.5. The three kinds of powder samples mainly consisted of two different forms of particles, namely, hexagonal and spherical. Analysis of the XRD spectra in Figures 6–8 showed that the powder samples contained only TiC and TiB2. Moreover, based on the crystal structures, TiB2 is a hexagonal lattice system (hexagonal particles) with the growth rate in the direction of a, different from that of c. By contrast, TiC is a cubic lattice system (spherical particles in Figure 10) [19]. As shown in Figure 10(A), the synthesised powders with carbon black as the carbon source exhibited well-developed grains demonstrating high dispersibility but showed less particle agglomeration or adhesion in addition to relatively small particles (most of the spherical particles were approximately 100 nm). The powder sample particles in Figure 10(B) were obviously agglomerated or adherent, and larger grains (such as flaky grains) were found in Figure 10(C).
SEM micrographs of the synthesised TiC–TiB2 powders with three kinds of precursors at their respective optimum reaction temperature at n(Ti):n(B) = 1.0:2.5.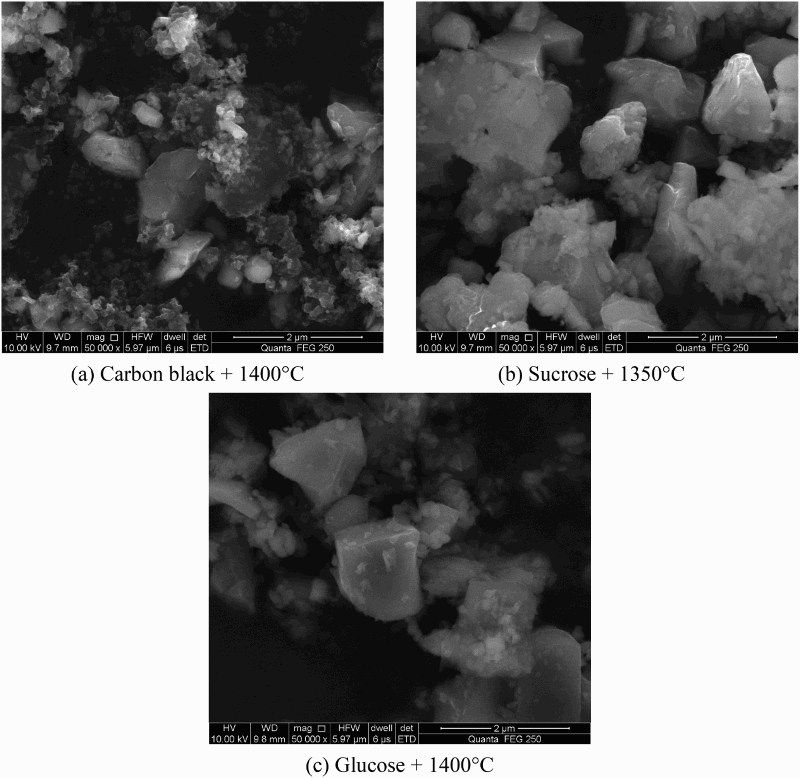
Figure 11 shows the SEM micrographs of the powder samples synthesised from different mole ratios of Ti–B as precursor with carbon black as the carbon source at 1400°C. As the amount of boric acid in the precursor increased, the microscopic morphologies of the prepared powder samples changed into less spherical particles; however, more flaky grains and small particles with irregular structures were observed. Compared with the findings in Figure 11(A), more flaky grains and small particles with irregular structures could be found in Figure 11(B). The prepared powder samples consisted of diverse microstructures, with a large number of flaky grains and particles with irregular structures. In addition, a small amount of approximately spherical particles could be found in Figure 11(C, D). These findings, along with the above XRD analysis, showed that the nearly spherical particles, which existed in a small amount in the system, were mainly TiC particles. These particles were accompanied with TiB2 particles of other shapes. A TiB2–TiC interface that formed in the system separated the TiB2 and TiC particles, thereby inhibiting grain growth and preventing agglomeration [19]. Therefore, the powder particles that formed in the system were generally relatively small, and the vast majorities were approximately 100 nm in size. When n(Ti):n(B) = 1.0:4.8, more flaky particles and particles with irregular structures could be found in Figure 11(E), as the precursors mainly produced TiB2 particles.
SEM micrographs of the powder samples synthesised from different mole ratios of Ti–B as precursor with carbon black as the carbon source at 1400°C.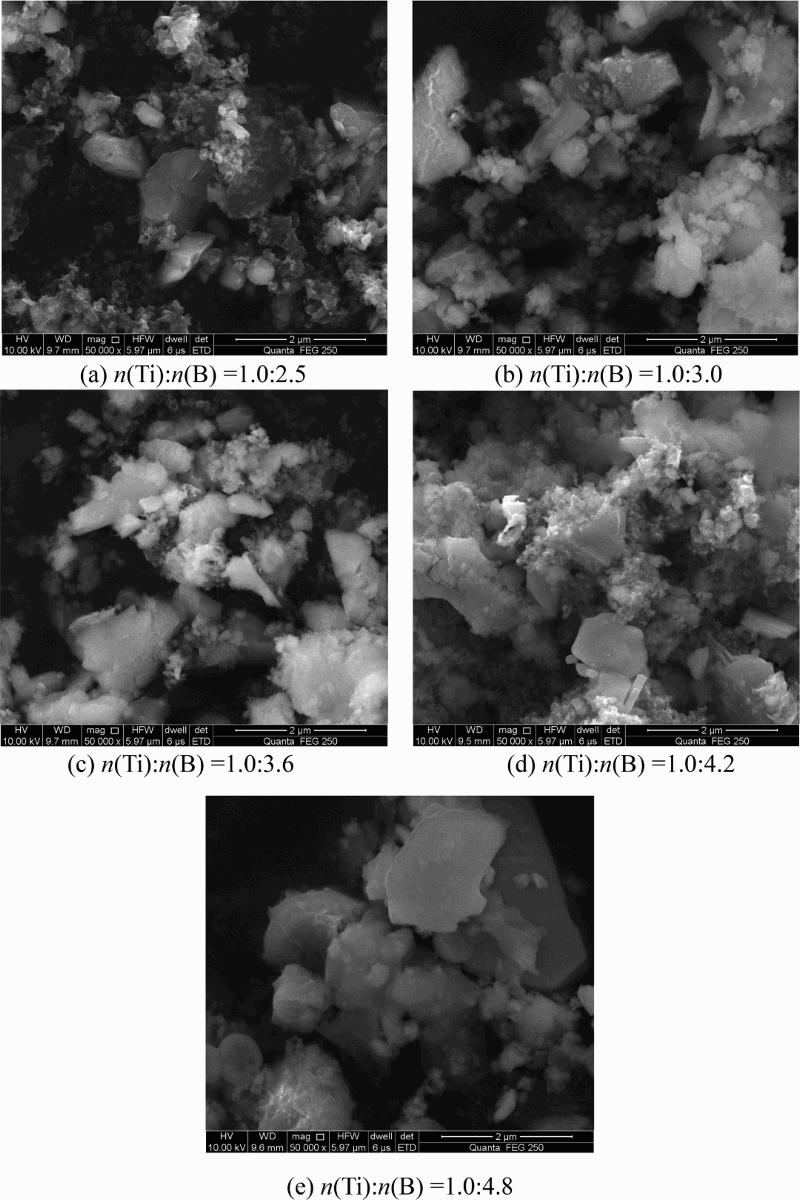
Reaction mechanism
During high temperature synthesis of TiC–TiB2 composite powders, the chemical reactions that may occur in the precursors are shown in Table 1 [14-16,19,25]. For instance, H3BO3 is easily decomposed into B2O3 at low temperatures, and sucrose and glucose are easily thermolysed to generate elemental carbon at low temperatures. Therefore, the key steps in the synthesis of TiC–TiB2 composite powders include the chemical reaction that generates TiC (Equation (4)) and produces TiB2 (Equations (5) and (6)). On the basis of relevant thermodynamic analysis, although the reaction generating TiC generally begins at 1499 K (1226°C) and those producing TiB2 starts at 1523 K (1250°C) under standard atmospheric conditions, the synthesis reaction rate was still relatively low at a relatively low reaction temperature because solid–solid reactions occurred in the system. As the kinetic energy for the particle thermal vibration in the solid structure increased with increasing reaction temperature, reaction capacity and diffusivity were both enhanced, and the rate of synthesis reaction in the precursor system increased accordingly.
As demonstrated by the results of LOI and XRD analyses, the relative LOIs of the three kinds of precursor powder samples before and after the reaction exceeded 50% at 1300°C (the LOIs of the samples synthesised with carbon black, sucrose, and glucose as the carbon sources were up to 54.98, 57.70, and 79.97%, respectively, before and after reaction). Moreover, relatively stronger diffraction peaks of TiC and TiB2 were observed in the XRD spectra, which suggested that the synthesised products contained more TiC and TiB2 at a relatively low temperature. Given that carbon black was the carbon source, carbon black particles in the precursor were relatively small (average of approximately 20 nm only). The surfaces of TiO2 and boric acid particles were completely covered with small carbon black particles, thereby markedly increasing the contact area between reactant particles and enabling the reactants to react and generate TiC and TiB2 at a relatively low temperature. As a carbon source that contains multiple hydroxyl groups, sucrose or glucose could be effectively bonded onto the surfaces of TiO2 and boric acid particles through Van der Waals forces and hydrogen bonds. The source was decomposed and carbonised at high temperature, forming a cladding layer of fine carbon powder with a large specific surface area on the surfaces of TiO2 and boric acid particles. This formation induced the precursor to initiate the synthetic reaction at a low temperature to produce TiC and TiB2.
Comparison of the XRD spectra in Figures 6–8 showed that the diffraction peak of TiB2 in the synthetic products with sucrose or glucose as the carbon source was significantly stronger than that of TiC with higher TiB2 content in the composite powder. By contrast, with carbon black as the carbon source, the diffraction peak intensity of TiC in the synthetic products was high. This result was caused by the decomposition of sucrose or glucose as the carbon source into gaseous products [18,21], such as H2O, CO2, CO, acetic acid, and acetone, at high temperature, resulting in a relatively low carbon content (less than normal) in the blended stock. The blended stock subsequently produced TiB2, as shown by Equations (5) and (6). However, with carbon black as the carbon source and given the sufficient amount of carbon in the blended stock (boric acid was decomposed into B2O3 at high temperature, which could easily volatilise and decrease the relative amount of boron source in the system), the synthetic reaction dominated by TiC (Equation (4)) resulted in increased TiC content in the synthetic products.
Conclusion
TiC–TiB2 composite powders synthesised with carbon black, sucrose, and glucose as carbon sources exhibited optimum reaction temperature of 1400°C, 1350°C, and 1400°C, respectively. When n(Ti):n(B):n(C) = 1.0:2.5:5.0, the blended stock mainly formed TiB2 with sucrose and glucose as carbon sources, whereas the stock produced TiC when carbon black was the carbon source. The amount of boric acid in the precursor considerably influenced the phase composition of the powder sample. More TiB2 was produced in the reaction product as the amount of boric acid in the precursor increased and when carbon black was the source. When n(Ti):n(B):n(C) = 1.0:4.8:5.0, the XRD spectra of the prepared powders did not reveal any diffraction peaks of TiC, whereas the diffraction peak intensity of TiB2 further increased. The synthesised powder samples with carbon black as the carbon source consisted of well-developed grains with high dispersibility but low particle agglomeration or adhesion in addition to relatively small particles (most of the spherical particles were approximately 100 nm). With increasing amount of boric acid in the precursor, the morphologies of the prepared powders changed into less spherical particles, in which more flaky grains and small particles with irregular structures were observed. By contrast, the powder sample particles with sucrose as the carbon source were obviously agglomerated or adherent, and large grains (such as flaky grains) were found in the powder sample with glucose as the carbon source.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.